Изобретение относится к устройству и способу сварки стальных листов для изготовления лопасти ротора ветроэнергетической установки. Данное изобретение относится также к способу и устройству для изготовления лопасти ротора ветроэнергетической установки. Кроме того, данное изобретение относится к ветроэнергетической установке и к лопасти ротора ветроэнергетической установки. Кроме того, данное изобретение относится к устройству и способу для горячего деформирования стального листа лопасти ротора ветроэнергетической установки. Кроме того, данное изобретение относится к устройству и способу для раскроя стальных листов для лопасти ротора ветроэнергетической установки.
Ветроэнергетические установки известны в настоящее время, в частности, в виде так называемых ветроэнергетических установок с горизонтальной осью. При этом аэродинамический ротор вращается по меньшей мере одной, обычно тремя лопастями ротора вокруг приблизительно горизонтально оси вращения. При этом лопасти ротора выполнены аэродинамическими и приводятся в движение ветром, так что происходит указанное вращательное движение, которое затем с помощью электрического генератора преобразуется в электрическую энергию.
Современные ветроэнергетические установки имеют все большие, в частности, все более длинные лопасти ротора. Уже известны лопасти ротора с длиной примерно 60 м, глубиной до свыше 8 м и толщиной до свыше 3 м. Крепежный фланец такой лопасти ротора для крепления ступицы ротора имеет уже сегодня диаметр свыше 3,5 м. Для лопастей ротора такого размера может быть целесообразным изготовление их по меньшей мере на некоторых участках также из стали.
Изготовление деталей из стали известно из многих других областей техники, таких как, судостроение, однако перенос на изготовление лопасти ротора ветроэнергетической установки в принципе невозможен вследствие специальных требований к изготовлению лопастей ротора. В этой связи следует указать, в частности, но не исключительно, что при изготовлении лопастей ротора должна быть реализована облегченная конструкция, насколько это вообще возможно при применении стали. Кроме того, следует учитывать, что лопасть ротора ветроэнергетической установки подвергается постоянно изменяющимся нагрузкам. При этом изменяется не только амплитуда нагрузки, но также направление нагрузки, и, в частности, при вращательном движении ротора на основании гравитации может происходить постоянная смена между нагрузкой на растяжение и сжатие. При этом лопасть ротора является длинным полым телом, которое должно выдерживать также постоянную и постоянно изменяющуюся нагрузку. Однако дополнительно к обеспечению соответствующей стабильности, лопасть ротора должна иметь аэродинамическую форму и, соответственно, по возможности сохранять ее. Все эти требования являются настолько специальными, что они требуют собственного специального учета. В частности, лишь очень ограниченно можно использовать существующий опыт выполнения стальных конструкций.
Для ветроэнергетических установок из 1940-х годов известна ветровая турбина Смита-Путнама, в которой используется стальная лопасть ротора. Информация об этой ветровой турбине Смита-Путнама находится на странице английской Википедии (http://en.wikipedia.org/wiki/Smith-Putnam_wind_turbine). Применяемая в ней лопасть ротора показана также в Интернете, а именно на странице Интернета.
Лопасть ротора ветровой турбины Смита-Путнама, как следует из указанного выше интернет-блога, выполнена с одинаковым по всей оси лопасти ротора профилем лопасти ротора. Это приводит, естественно, к упрощению изготовления по сравнению с сегодняшними современными лопастями ротора, которые имеют постоянно изменяющийся в осевом направлении профиль. При этом профиль изменяется в осевом направлении по своей величине и по своему виду. Дополнительно к этому лопасть ротора сегодняшней современной ветроэнергетической установки дополнительно закручена в осевом направлении с целью учета различных направлений обтекания, которые возникают за счет вращения ротора на различном расстоянии от ступицы ротора. Дополнительно к этому особенно большие лопасти ротора с очень большой глубиной в ближней к ступице зоне необходимо выполнять из нескольких частей для обеспечения транспортировки.
Таким образом, сложность современной лопасти ротора несравнима с известной из ветровой турбины Смита-Путнама роторной лопастью. Таким образом, для изготовления современной лопасти ротора или участка современной лопасти ротора необходимо учитывать множество отдельных обстоятельств и использовать различные решения.
В качестве общего уровня техники можно указать документы DE 1433768 A, DE 1180709 A, DD 159055 A1, DE 2402190 А и WO 2010/100066 А2.
Таким образом, в основу данного изобретения положена задача решения по меньшей мере одной из указанных выше проблем. В частности, должно быть улучшено или вообще обеспечена возможность изготовления лопасти ротора или ее части из стали. Должно быть предложено по меньшей мере одно альтернативное решение.
Согласно изобретению предлагается способ по пункту 1 формулы изобретения. В соответствии с этим, горячее деформирование стального листа подлежащей изготовлению лопасти ротора ветроэнергетической установки осуществляется так, что сначала подлежащий деформированию стальной лист нагревают в печи. При этом стальной лист, сначала в виде ровной плоской пластины, лежит на печной тележке. После нагревания нагретый стальной лист вместе с печной тележкой перемещают из печи в прессовальное устройство для горячего деформирования. Таким образом, печная тележка перемещается непосредственно со стальным листом из печи в прессовальное устройство без промежуточной перегрузки.
Перегрузка происходит затем в прессовальном устройстве, при этом нагретый стальной лист перегружается с печной тележки на имеющую матрицу формовочную тележку. Матрицу можно называть также талером. Нагретый стальной лист лежит теперь на матрице и может подвергаться прессованию. Прессование осуществляется с помощью пуансона пресса, который оказывает давление на стальной лист так, что стальной лист деформируется между пуансоном пресса и матрицей. В частности, при этом стальной лист принимает форму пуансона пресса и матрицы, которые согласованы друг с другом.
Предпочтительно, перегрузка стального листа осуществляется так, что стальной лист с печной тележки поднимается в прессовальном устройстве. Когда печная тележка отделена от стального листа, ее можно выдвигать из-под него. Соответственно, место под стальным листом становится свободным, и матрица перемещается с помощью формовочной тележки под поднятый стальной лист. Затем стальной лист можно опускать на формовочную тележку и тем самым на матрицу. За счет этого возможное устройство для выполнения поднимания не должно быть предусмотрено в виде внешнего устройства, такого как вилочный погрузчик. Вместо этого такое подъемное средство может быть стационарным. Предпочтительно, это подъемное устройство образует часть прессовального устройства или неподвижно соединено с ним. Таким образом, перегрузка происходит посредством поднимания стального листа и замены обеих тележек.
Предпочтительно, печная тележка перемещается по системе рельсов от печи к прессовальному устройству. Дополнительно к этому предпочтительно, что формовочная тележка перемещается в прессовальное устройство по рельсам или системе рельсов. За счет этого достигается упрощение процесса, в частности, транспортировки нагретого стального листа от печи в прессовальное устройство на матрицу. Предпочтительно, для печной тележки и формовочной тележки применяется одна и та же рельсовая система, в частности одна и та же рельсовая пара. За счет этого получается эффективное устройство, которое дополнительно к этому обеспечивает, соответственно, эффективную перегрузку стального листа с печной тележки на формовочную тележку.
Согласно изобретению предлагается деформирующее устройство для горячего деформирования стального листа в соответствии с пунктом 4 формулы изобретения. Это деформирующее устройство содержит печь для нагревания стального листа, прессовальное устройство для деформирования стального листа и печную тележку для транспортировки стального листа от печи к прессовальному устройству. При этом это деформирующее устройство предназначено, в частности, для выполнения указанного выше способа горячего деформирования стального листа.
Предпочтительно, печь имеет под печи с отверстием в поде печи, и печная тележка имеет ходовую часть для перемещения от печи к прессовальному устройству, опорный стол для опоры стального листа при нагревании в печи и при транспортировке от печи к прессовальному устройству, и несущую конструкцию для соединения опорного стола с ходовой частью. При этом несущая конструкция выполнена так, что она от ходовой части через отверстие в поде печи достигает опорного стола в печи, когда опорный стол несет стальной лист в печи. Другими словами, печная тележка с помощью ходовой части может перемещаться под под печи, но при этом с помощью несущей конструкции удерживать опорный стол в печи.
При этом деформирующее устройство предпочтительно выполнено так, что несущую конструкцию печной тележки при открытой печи можно вдвигать в отверстие пода печи, соответственно, выдвигать из него. В частности, отверстие пода выполнено в виде щелевидного отверстия в поде печи, и несущая конструкция выполнена, соответственно, узкой, так что ее можно вдвигать в щелевидное отверстие, когда ходовая часть перемещается под печь. Таким образом, после нагревания стального листа его можно простым образом транспортировать от печи к прессовальному устройству. Для этого необходимо лишь открыть печь и перемещать печную тележку к прессовальному устройству.
Предпочтительно, деформирующее устройство имеет подвижную формовочную тележку для размещения стального листа в прессовальном устройстве, которая имеет матрицу, соответственно, талер.
Предпочтительно, предусмотрена рельсовая система для движения печной тележки от печи к прессовальному устройству, а также перемещения формовочной тележки в прессовальное устройство и, соответственно, из прессовального устройства. В частности, предусмотрена рельсовая пара, которая предусмотрена от одной стороны прессовального устройства, через прессовальное устройство и к печи. Предпочтительно, расстояние между печью и прессовальным устройством удерживается небольшим. Расстояние можно выдерживать настолько большим, что там можно пустую печную тележку, после перегрузки нагретого стального листа на формовочную тележку, загружать новым, холодным стальным листом.
Предпочтительно, подъемное устройство, которое поднимает стальной лист для перегрузки, является частью прессовального устройства, соответственно, расположено на прессовальном устройстве, и предпочтительно приводится им в действие. При этом подъемное устройство предпочтительно выполнено так, что оно обеспечивает равномерный подъем стального листа с печной тележки, а также обеспечивает равномерное опускание нагретого стального листа на формовочную тележку.
Предпочтительно, подъемное устройство имеет несколько, каждый из снабженных механизмом передвижения, подъемных рычагов, которые предназначены для бокового захвата под стальным листом. При этом предлагается приводить в действие подъемные рычаги так, соответственно, предусматривать такое управление, что они, несмотря на собственные механизмы передвижения, равномерно поднимают нагретый стальной лист. За счет этого вес равномерно распределяется на подъемные рычаги, и дополнительно к этому можно предотвращать опасность прогиба нагретого стального листа.
Прессовальное устройство предназначено, в частности, для приложения давления с помощью пуансона к нагретому стальному листу в основном сверху, в то время как стальной лист лежит неподвижно на соответствующей матрице, соответственно, талере. Тем не менее предпочтительно предлагается, что для этого предусмотрено несколько отдельных прессов, в частности, предлагается восемь отдельных прессов. На эти отдельные прессы можно распределять необходимое для приложения усилие. Однако с помощью соответствующего управления обеспечивается равномерное прикладываемое этими несколькими, в частности восемью, отдельными прессами усилие, так что применяемый для прессования пуансон равномерно с общим усилием отдельных прессов может отжиматься вниз. Таким образом, отдельные прессы образуют совместно формовочный штамп для деформирования стального листа. Предпочтительно, отдельные прессы имеют собственные приводные блоки, которыми можно управлять гидравлически или другим образом, например с использованием рычажно-коленного механизма.
Дополнительно к этому предлагается печная тележка, которая имеет по меньшей мере один из указанных выше признаков или свойств.
В соответствующем способе горячего деформирования стального листа можно применять стальные части из в принципе обычной конструкционной стали, которые нагревают в печи до соответствующей температуры деформирования, с целью нормализации материала, такого как, например, сталь или алюминий. При одном сорте стали температура деформирования составляет, например, 900°С-930°С. Температура должна выдерживаться возможно более точно, чтобы не разрушать структуру стали. Стальная часть, а именно стальной лист, может быть стальным листом с размерами до 3×12 м, который после нагревания перемещают из печи с помощью печной тележки к участку деформирования, а именно прессовальному устройству. На этом участке деформирования, соответственно, прессовальном устройстве происходит перегрузка на формовочную тележку с матрицей, которая может называться также талером. Таким образом, в данном случае нагретый стальной лист поднимается с помощью нескольких подъемных рычагов, и печная тележка заменяется формовочной тележкой. Для этого обе тележки, а именно формовочная тележка и имеющая матрицу формовочная тележка, предпочтительно опираются на одни и те же рельсы.
Подъемные рычаги выполнены так, что стальная часть поднимается по возможности в вертикальном направлении, при этом стальная часть, а именно стальной лист, лежит в основном горизонтально.
Таким образом, печная тележка перемещается непосредственно в печь и из печи на участок деформирования. До настоящего времени из уровня техники было известно выдвижение из печи стальной части с помощью тележки, которая образует в основном всю нижнюю сторону печи, и перегрузка с нее с помощью вилочного погрузчика. Однако в соответствии с предпочтительным решением в данном случае предлагается использовать в поде печи лишь узкую выемку, которая уже ширины подлежащего нагреванию стального листа.
Предпочтительное прессовальное устройство, соответственно, пресс может быть выполнен для давления прессования 640 т и образовано с помощью нескольких, в частности восьми, отдельных прессов, которые работают равномерно, с целью приложения необходимого полного давления. Указанное давление прессования является одним возможным примером и может быть, например, также больше или меньше, в зависимости от сорта материала и величины листа.
Дополнительно к этому согласно изобретению предлагается способ сварки согласно пункту 13 формулы изобретения. Такой способ сварки предлагается для соединения сформированных, в частности, деформированных как указывалось выше, стальных листов с образованием лопасти ротора или сегмента лопасти ротора. Для этого подлежащие соединению стальные листы располагают в подготовительной структуре и фиксируют относительно друг друга.
Таким образом, эта подготовительная структура является в принципе подлежащим изготовлению сегментом лопасти ротора, при этом фиксация предусмотрена лишь настолько, чтобы можно осуществлять сварку для окончательного и неподвижного соединения, без опасности расхождения при этом деформированных стальных листов. Эта подготовительная структура образует тем самым по существу прочный пакет. В этой подготовительной структуре стальные листы затем соединяют друг с другом посредством сварки на образующих соответствующий сварочный стык кромках соприкосновения. При этом сварку выполняют в виде сварки под флюсом с помощью сварочного робота.
Сварка под флюсом в принципе известна в качестве полностью автоматической сварки для длинных прямых и горизонтальных сварочных швов, таких как, например, трубный продольный шов. Согласно изобретению предлагается применение способа сварки под флюсом с помощью сварочного робота для сложных форм и тем самым сложных сварочных швов сегмента лопасти ротора. При этом следует учитывать, что такой сегмент лопасти ротора может изготавливаться, например, из 24 деформированных стальных листов. При этом можно изготавливать, например, сначала два частичных сегмента из 12 деформированных стальных листов каждый. При этом все, по меньшей мере большинство применяемых здесь стальных листов различны, и в соответствии с этим образуется также множество различных сварных швов. Для этого в уровне техники до настоящего времени не предлагалось применения способа сварки под флюсом.
Проблемой в способе сварки под флюсом является то, что флюс покрывает также соответствующее место сварки с целью создания за счет этого соответствующих защищенных условий сварки. В принципе флюс удерживается на своем месте за счет силы тяжести. Согласно одному предпочтительному варианту выполнения предлагается перемещать подготовительную структуру с помощью передвижного устройства, а именно так, что сварка осуществляется в обращенной вверх зоне сварочного стыка. При этом сварочный стык является, например, желобком или желобковой канавкой, которая получается посредством составления вместе двух кромок с фаской двух подлежащих соединению друг с другом стальных листов. Этот сварочный стык должен лежать по возможности сверху, для того чтобы порошок мог оставаться лежать на нем при сварке. Это может включать также расположение сварочного стыка внутри подготовительной структуры, т.е. в принципе внутри подлежащего изготовлению сегмента лопасти ротора. А именно, подлежащий изготовлению сегмент лопасти ротора является в принципе полым телом, которое имеет, например, наружную обшивку, которая по существу соответствует поверхности сегмента лопасти ротора в этой зоне. Таким образом, подлежащие стыковке друг с другом стальные листы образуют по существу наружный слой подлежащего изготовлению сегмента лопасти ротора. К этому могут добавляться распорки жесткости внутри лопасти ротора, соответственно, сегмента лопасти ротора, которые также нуждаются в сварке.
Для сварки используется сварочный робот, который может иметь, например, руку робота с шестью шарнирами, которая направляются вдоль подлежащего сварке сварочного стыка. При этом подготовительная структура перемещается, в частности, поворачивается вокруг примерно горизонтальной оси так, что сварочный робот хотя и направляется вдоль сварочного стыка, однако имеет для сварки примерно горизонтальный участок. Таким образом, направление осуществляется предпочтительно двояким образом, а именно, посредством перемещения, в частности, поворота подготовительной структуры и тем самым стальных листов так, что сварочный стык является примерно горизонтальным, при этом сварочный робот выполняет остаточное направление вдоль сварочного стыка.
Таким образом, подготовительная структура предпочтительно поворачивается во время сварки, что происходит, в частности, с изменяющейся скоростью. Сегмент лопасти ротора имеет в поперечном сечении относительно продольной оси лопасти ротора удлиненный полый профиль. За счет поворота с изменяющейся скоростью можно это учитывать, в частности, лопасть ротора поворачивается медленно, соответственно, иногда совсем не поворачивается, когда соответствующий длинный участок профиля находится внизу, соответственно, наверху, для того чтобы сварочный робот имел достаточное время для выполнения сварки вдоль соответствующего горизонтального сварочного стыка. Соответственно, поворотное движение выполняется быстрее, когда лишь короткий участок, такой как, например, передняя кромка лопасти ротора, при повороте находится как раз внизу, соответственно, вверху и сваривается.
Предпочтительно, при знании соответствующего подлежащего сварки участка профиля, скорость поворота выбирается в зависимости от соответствующего углового положения этого поворота.
Предпочтительно, при этом кромки соприкосновения соответствующих двух деформированных стальных листов снабжены фасками, которые совместно образуют желобковую или клиновидную форму. Эта желобковая или клиновидная форма облегчает процесс сварки, поскольку за счет этой желобковой канавки можно выполнять по меньшей мере один сварочный шов с помощью способа сварки под флюсом. Следует учитывать, что обычно необходимо выполнять несколько сварочных швов в этом одном сварочном стыке.
Дополнительно к этому согласно изобретению предлагается сварочное устройство для соединения деформированных стальных листов с образованием лопасти ротора или сегмента лопасти ротора согласно пункту 18 формулы изобретения. Это сварочное устройство включает в себя по меньшей мере один сварочный робот для соединения соседних в подготовительной структуре стальных листов с помощью способа сварки под флюсом. Кроме того, предусмотрено передвижное устройство, которое приводит в движение подготовительную структуру, так что сварка может происходить в обращенной вверх зоне сварочного стыка. Это сварочное устройство предназначено, в частности, для выполнения указанного выше способа сварки в соответствии по меньшей мере с одним из указанных выше вариантов выполнения.
Предпочтительно, предусмотрено ручное управляющее средство, с помощью которого сварщик может на месте осуществлять переключение в режим управления вручную и с помощью ручного управляющего средства направлять или поддерживать робота при сварке. В принципе сварка под флюсом вручную является проблематичной, поскольку сварщик из-за порошка не может видеть сварочный шов и тем самым результат сварки, соответственно, процесс сварки. Однако вмешательство вручную может быть целесообразным, в частности, когда сварочный робот отклоняется от шва или имеется опасность такого отклонения. Это может происходить, например, когда сварочный робот ориентирован полностью или частично на запрограммированное прохождение шва, однако шов отклоняется от запрограммированного прохождения. В этом случае можно вручную осуществлять юстировку, посредством, например, возврата сварочного робота на сварочный шов или его середину.
Предпочтительно, в данном случае подлежащий изготовлению сегмент лопасти ротора сваривается из 24 стальных фасонных частей, т.е. уже деформированных стальных листов. Для этого стальные фасонные части, т.е. стальные листы, приводят в соответствующее положение и сваривают. Для сварки при раскрое стальных листов предусмотрена фаска, так что фаски двух составленных вместе стальных фасонных частей образуют желобок или аналогичный стык. Этот желобок сваривают с помощью указанного выше способа сварки под флюсом в нескольких положениях и с помощью сварочного робота. Обычно роботы осуществляют сварку не способом сварки под флюсом, или они выполняют ее лишь в одном положении, поскольку после сварки в одном положении необходимо удалять порошок, что требует ручной работы.
Предпочтительно, сварочный робот частично предусмотрен для ручного режима работы тем, что он может выполнять сварку автоматически, однако при этом сварщик наблюдает за работой сварочного робота и может при необходимости вмешиваться. Для этого может быть предусмотрен соответствующая ручка управления, которая называется также координатным манипулятором. Хороший сварщик может распознавать качество сварочного шва на слух, и за счет этого вмешательство может быть целесообразным, однако в большинстве случаев ручное вмешательство ограничивается тем, что сварщик вносит поправки, когда фактически подлежащая сварки часть отклоняется от положенной в основу части, в частности, отклоняется незначительно.
Способ сварки под флюсом обуславливает нахождение подлежащего сварке шва внизу, чтобы порошок не сдвигался. Для этого согласно одному варианту выполнения предлагается поворачивать роторную лопасть так, что как раз подлежащее сварке место лежит внизу. Если сваривается окружной шов, то сегмент лопасти ротора необходимо поворачивать непрерывно. При этом следует учитывать, что сегмент лопасти ротора не является круглым и необходимо предпочтительно согласовывать с этим скорость вращения. Предпочтительно, передвижное устройство, в частности поворотное устройство для поворота сегмента лопасти ротора, имеет три поворотные оси. Сварочный робот предпочтительно имеет шесть шарниров с целью обеспечения соответствующих степеней свободы.
Дополнительно к этому согласно изобретению предлагается способ резания для раскроя деформированных стальных листов подлежащей изготовлению лопасти ротора ветроэнергетической установки с помощью плазменного робота согласно пункту 21 формулы изобретения. Под плазменным роботом следует понимать в данном случае лазерный робот, который режет стальной лист с помощью лазера.
Предлагается, что способ резания выполняют так, что подлежащую обработке часть устанавливают на формовочном столе, а именно неподвижно закрепляют. Формовочный стол неподвижно соединен с плазменным роботом, так что имеется неизменная и известная связь с осями робота. Затем обрабатывающую головку плазменного робота направляют вдоль проходящей в трех измерениях предусмотренной линии резания на обрабатываемой части с целью измерения обрабатываемой части в этой зоне и обнаружения возможных отклонений между обрабатываемой частью и лежащей в основе исходной частью и задания линии резания для конкретной обрабатываемой части, которая в последующем называется также направляющей линией резания. При этом измеряют, в частности, расстояние от обрабатывающей головки до обрабатываемой части, и проводят обрабатывающую головку с возможно более постоянным расстоянием до обрабатываемой части на ее поверхности. Для измерения расстояния уже проходит небольшой плазменный ток, что приводит к возникновению на предусмотренной, согласованной с обрабатываемой частью линии резания маркировочной линии, которую можно называть также маркировочным швом. Плазменный робот принимает измененную при измерении, а именно согласованную с обрабатываемой частью, линию резания, которая запоминается в качестве направляющей линии резания и соответствует маркировочному шву. Для простоты можно признаки процесса измерения пояснять также в связи с нанесением маркировочного шва, хотя нанесение маркировочного шва, во всяком случае, результат нанесения маркировочного шва не имеет решающего значения.
При позиционировании и/или закреплении обрабатываемой части на формовочном столе задают базовую плоскость, которая должна представлять примерно среднюю плоскость конкретной обрабатываемой детали. Эта базовая плоскость может быть выбрана различной для различных деталей. Она предпочтительно сохраняется для конструктивно одинаковых деталей и тем самым выбирается идентичной. При измерении и предпочтительно также при резании значение имеют два направления движения, которые в последующем называются также направлением штамповки и направлением прорезания, или упрощенно штамповкой и прорезанием. Движения, которые выполняются перпендикулярно базовой плоскости, называются штамповкой. Движения, которые выполняются в рабочем направлении, т.е. в направлении, в котором ориентирован также режущий лазер плазменного робота, называется прорезанием. Таким образом, эти направления штамповки и прорезания могут быть идентичными, а именно там, где лазер направлен перпендикулярно базовой плоскости. Лазер направлен перпендикулярно базовой плоскости, например, там, где фактическое положение обработки обрабатываемой части проходит плоскопараллельно базовой плоскости.
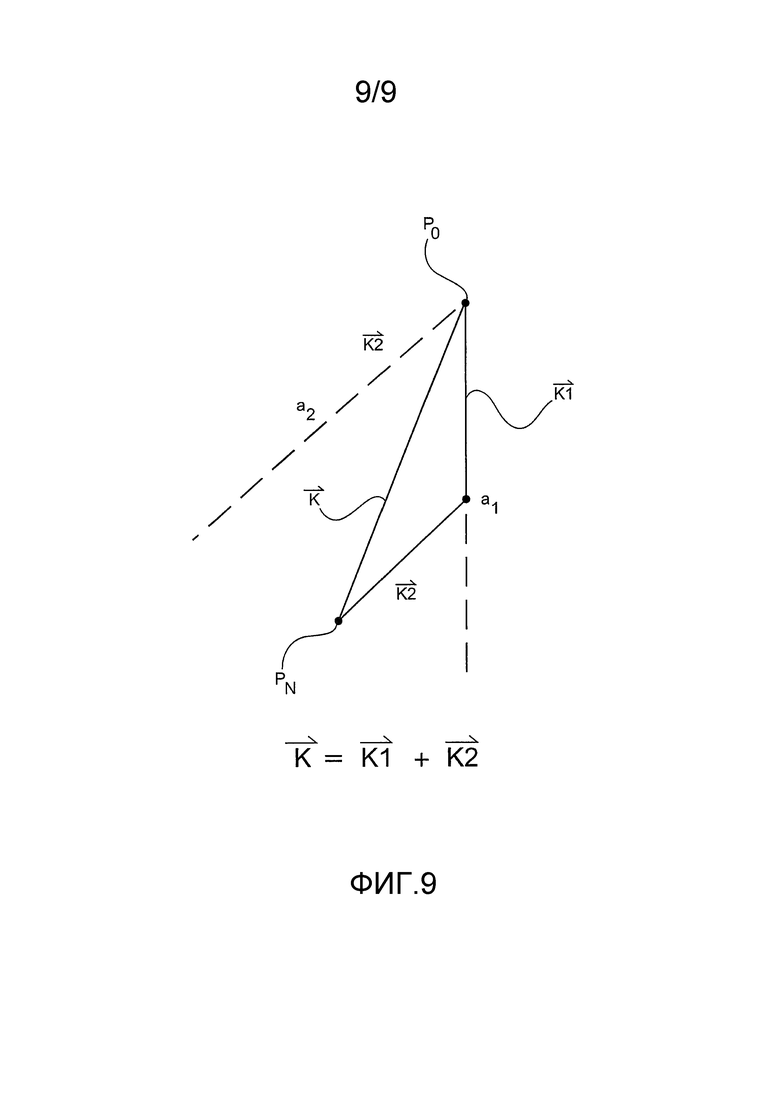
В то время как обрабатывающая головка направляется вдоль предусмотренной линии резания, следует ожидать отклонений обрабатываемой части, в частности, относительно находящейся в памяти исходной части, по высоте, а именно в направлении штамповки, т.е. перпендикулярно базовой плоскости. Однако такое отклонение воспринимается плазменным роботом как отклонение в направлении прорезания и штамповки, если оба направления не совпадают. Таким образом, соответственно, направление обрабатывающей головки плазменного робота может происходить с постоянным расстоянием также в направлении штамповки и прорезания. Предпочтительно, из этих отклонений определяется значение коррекции для направления обрабатывающей головки, которое имеет составляющую в направлении штамповки и в направлении прорезания. Особенно предпочтительно, из обеих составляющих отклонения определяется среднее значение коррекции, которое учитывает обе составляющие отклонения. Если a1 является отклонением в направлении штамповки, а2 - отклонением в направлении прорезания, то значение k1 коррекции в направлении штамповки и значение k2 коррекции в направлении прорезания можно вычислять следующим образом:
k1=0,5·а1; k2=0,5·а2
Результирующее значение коррекции получается за счет векторного суммирования обеих составляющих коррекции. В указанном выше вычислении для a1 и а2 применяется коэффициент 0,5. В качестве альтернативного решения можно использовать коэффициенты взвешивания g1 и g2 для a1, соответственно, а2. В этом случае получаются следующие соотношения:
k1=g1·a1; k2=g2·а2
Для g1=g2=0,5 оба вычисления являются идентичными. В идеальном случае сумма g1 и g2 равна 1. Для учета небольших нелинейностей может быть целесообразным, что эта сумма на несколько процентов отклоняется от 1, в частности, на 1-5% больше 1, когда обрабатывающая головка измеряет обрабатываемую часть с вогнутой стороны, или на 1-5% меньше, когда обрабатывающая головка измеряет обрабатываемую часть с выпуклой стороны. Предпочтительно, измерение осуществляется с вогнутой стороны.
Таким образом, с практической точки зрения необходимо исходить из того, что полученный деформированный, подлежащий разрезанию стальной лист, а именно обрабатываемая часть, не имеет точно принятую идеальную форму исходной части, которая положена в основу, и дополнительно к этому также изменяется от одного к другому, теоретически идентичному, деформированному стальному листу. Таким образом, маркировочный шов, который отображает измеренный шов, в реальности не является идентичным линии резания, поскольку деформированный стальной лист обычно не имеет идеальную форму.
В этом случае предлагается разрезать стальной лист с помощью обрабатывающей головки плазменного робота посредством управления обрабатывающей головкой в соответствии с заданной при измерении направляющей линией резания. При этом направление вдоль маркировочной линии осуществляется предпочтительно на основе измеренных при измерении конкретной обрабатываемой части значений так, что возможно видимая маркировочная линия во всяком случае не нужна роботу. При этом еще раз следует подчеркнуть, что для изготовления сегмента лопасти ротора необходимо составлять вместе несколько различных стальных листов, которые перед этим, после их деформирования, необходимо вырезать. Для этих деформированных стальных листов требуется линия резания и тем самым в конечном итоге кромка разрезания, которая практически не является постоянной ни в одной из трех прямоугольных координат. Таким образом, под проходящей в трех измерениях линией резания, соответственно, под проходящим в трех измерениях маркировочным швом следует понимать такую линию, соответственно, шов, которые не лежат ни в одной плоскости. Таким образом, в данном случае имеется существенно более сложная форма линии, соответственно, шва, чем это было бы при разрезании, например, трубы. При разрезании такой трубы, в частности поперек продольного направления, получается круговая кромка резания. Естественно, эта взятая в качестве примера труба является трехмерной, а также круговая кромка резания проходит в принципе в пространстве, однако имеется плоскость, в которой лежит эта указанная в качестве примера круговая кромка резания, а именно обычно плоскость, которая перпендикулярна продольной оси трубы. И тем самым такую круговую кромку резания можно рассматривать как двумерную кромку резания при соответствующем выборе плоскости.
Это не выполняется в сложных деформированных стальных листах, которые лежат в основе данного изобретения, по меньшей мере для некоторых кромок резания. Таким образом, данный способ резания базируется на трехмерном управлении, а именно в направлении обрабатывающей головки по трем прямоугольным координатам.
Предпочтительно, предлагаемый способ резания включает также вырезание фаски в качестве подготовки желобообразного или клиновидного сварочного стыка, как было пояснено в связи с описанием способа сварки. За счет этого уже при разрезании можно подготавливать предусмотренную сварку под флюсом, которую предлагается осуществлять в данном случае с помощью нескольких положений, а именно нескольких сварочных швов для каждого стыка.
Дополнительно к этому предлагается плазменный робот для разрезания деформированных стальных листов подлежащей изготовлению лопасти ротора ветроэнергетической установки согласно пункту 25 формулы изобретения. Этот плазменный робот содержит обрабатывающую головку с источником лазерного излучения для генерирования лазерного луча для разрезания стального листа. Кроме того, предусмотрен подвижный механизм, в частности многошарнирная рука робота, для перемещения и направления обрабатывающей головки. Кроме того, предусмотрен датчик для измерения маркировочного шва и/или для измерения поверхности стального листа. В частности, плазменный робот предназначен для выполнения указанного выше способа сварки по меньшей мере согласно одному из указанных вариантов выполнения.
Таким образом, согласно одному варианту выполнения предлагается плазменный робот, т.е. лазерный робот, для разрезания сформированных, соответственно, деформированных стальных листов. В таком способе предусмотрено выполнение сначала измерения деформированных стальных листов вдоль желаемой линии разрезания, а именно так называемой исходной линии разрезания, и при этом задание конкретной линии разрезания, а именно так называемой направляющей линии разрезания, при этом может наноситься маркировочный шов, который соответствует направляющей линии разрезания. Таким образом, при этом учитываются отклонения стального листа от идеальной формы. Робот при измерении, задании направляющей линии разрезания и нанесении маркировочного шва приспосабливается к конкретному контуру, по которому он в принципе движется. При этом он с помощью плазменного луча получает информацию о расстоянии до стального листа, т.е. до стенки стальной части, и тем самым может корректировать свое фактическое положение. При этом принимается точная траектория движения, которая соответствует направляющей линии резания, и вносится в память блока управления. Затем по этой траектории ориентируется робот при последующем разрезании. В качестве особенности следует еще раз указать, что подлежащий разрезанию объект, а именно сформированный, соответственно, деформированный стальной лист, является трехмерным объектом в том смысле, что поверхность изменяется в трех прямоугольных координатах. Из этого следует указанная проблема, что при отклонениях поверхности от идеальной формы следует принимать решение, в каком направлении необходимо корректировать лазер. То есть, необходимо ли выполнять прорезание, а именно, в направлении лазерного луча, или штамповку, а именно, поперек базовой плоскости. В данном случае предлагается предусмотрение компенсации, соответственно, компромисса из обоих направлений.
В остальном, при разрезании охлажденный стальной лист, т.е. который охлажден после горячего деформирования, удерживается с помощью гидравлического устройства на соответствующей подложке. Лист прижимается вниз к этой подложке и за счет этого должно предотвращаться деформирование при разрезании.
Дополнительно к этому предлагается лопасть ротора ветроэнергетической установки, которая содержит стальной участок, который включает в себя несколько стальных листов, при этом стальные листы деформированы с помощью способа деформирования согласно изобретению, соединены с помощью способа сварки согласно изобретению и/или разрезаны в соответствии со способом разрезания согласно изобретению.
Дополнительно к этому предлагается ветроэнергетическая установка с одной или несколькими такими лопастями ротора.
Ниже приводится в качестве примера подробное пояснение изобретения на основе примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 - ветроэнергетическая установка, в изометрической проекции;
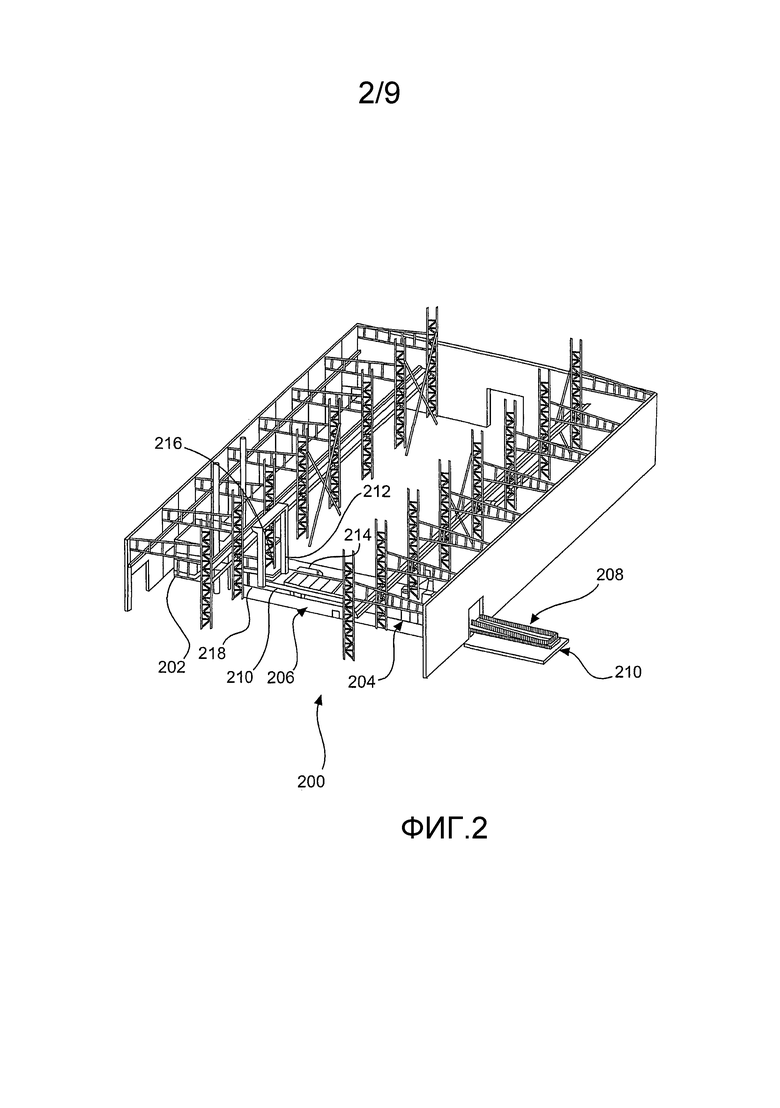
фиг. 2 - участок деформирования, в изометрической проекции;
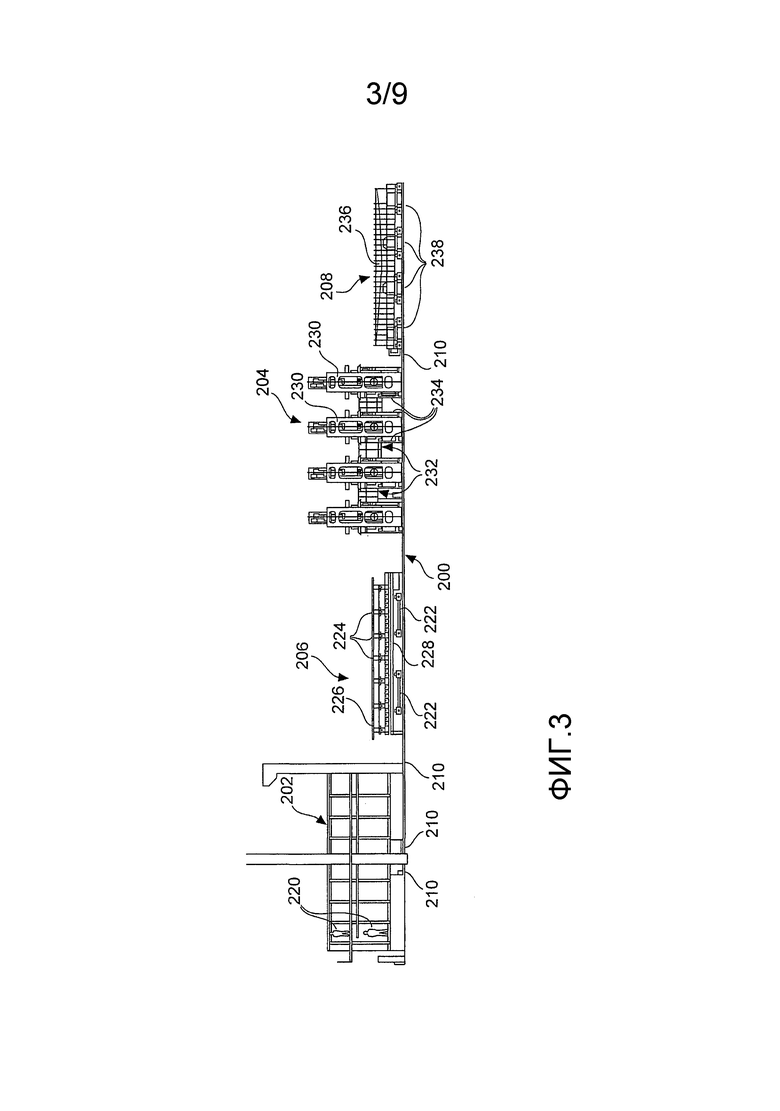
фиг. 3 - участок деформирования согласно фиг. 1, на виде сбоку;
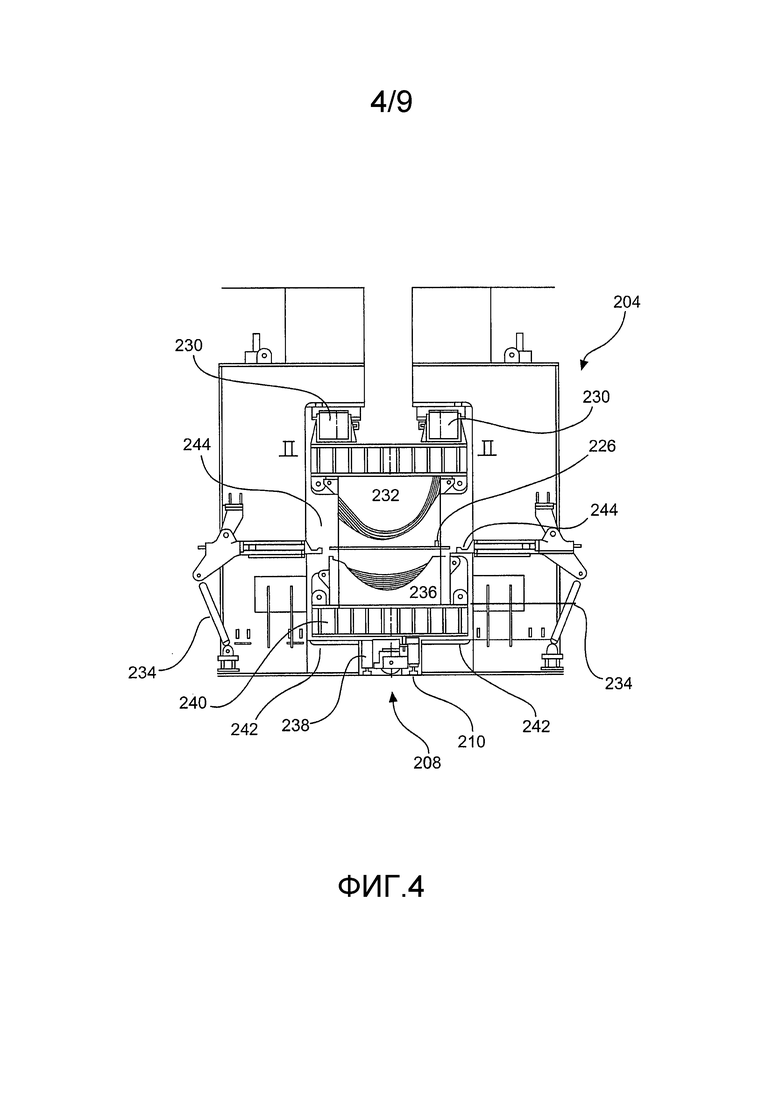
фиг. 4 - прессовальное устройство, соответственно, линия прессов, на виде спереди;
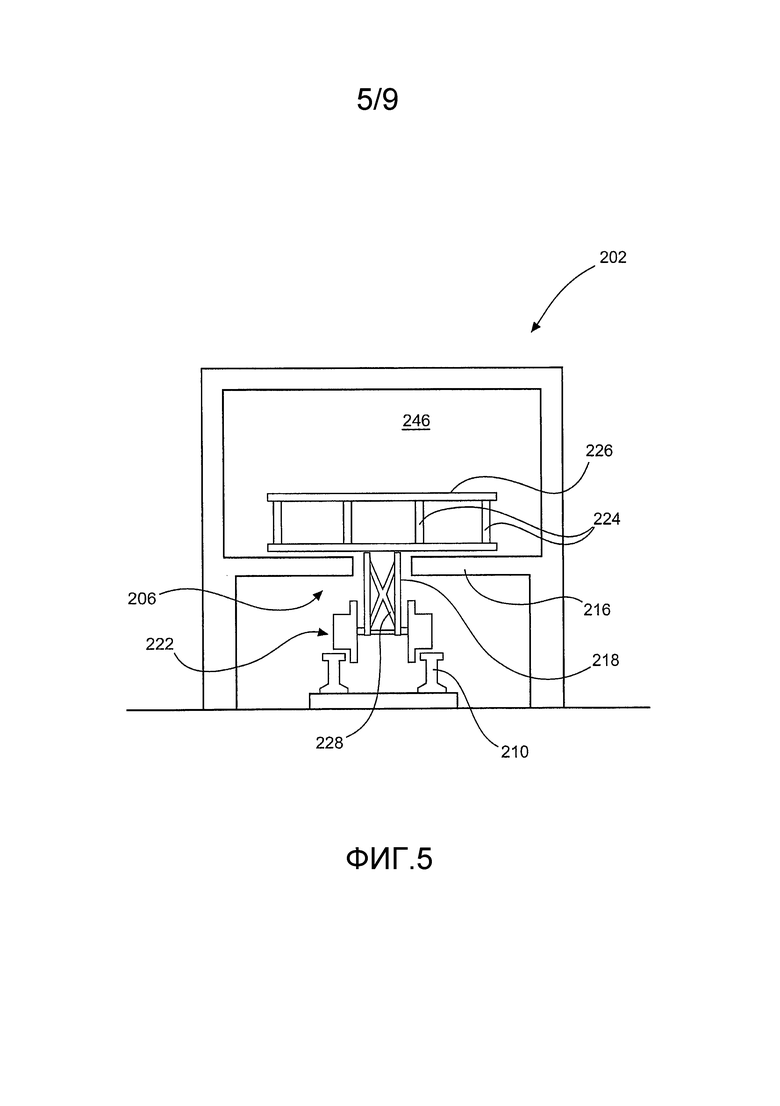
фиг. 5 - печь вместе с печной тележкой, на виде спереди;
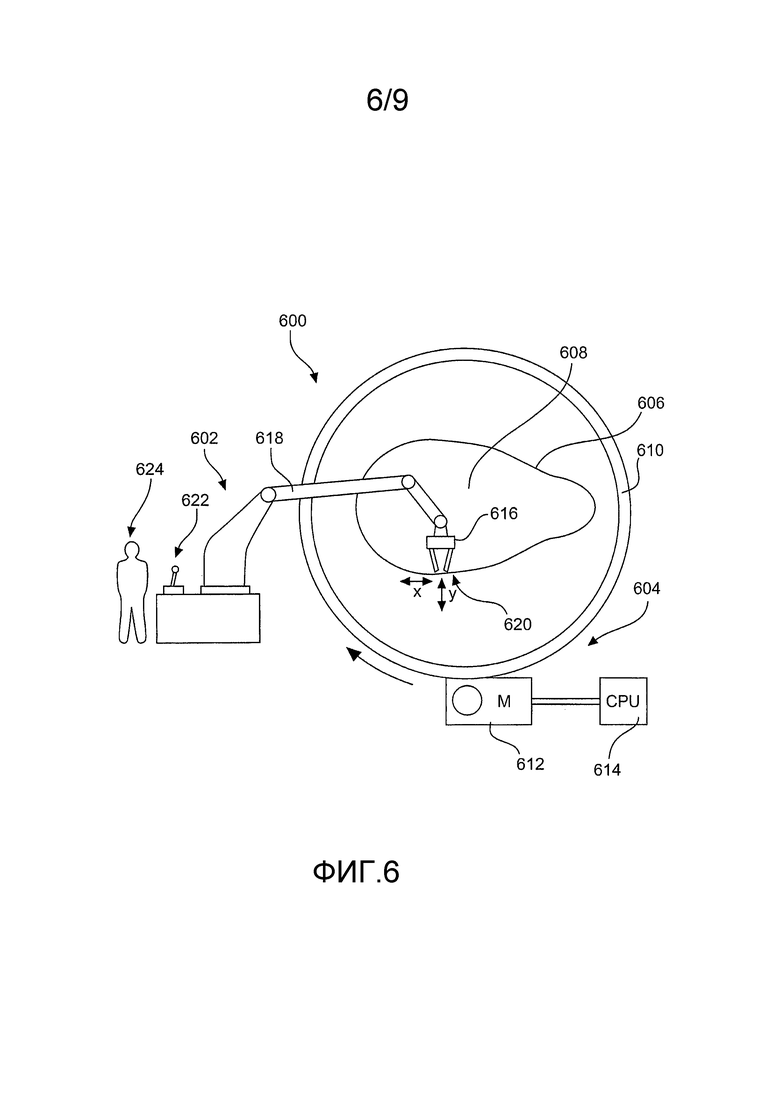
фиг. 6 - схема сварочного устройства для сварки под флюсом сегмента лопасти ротора;
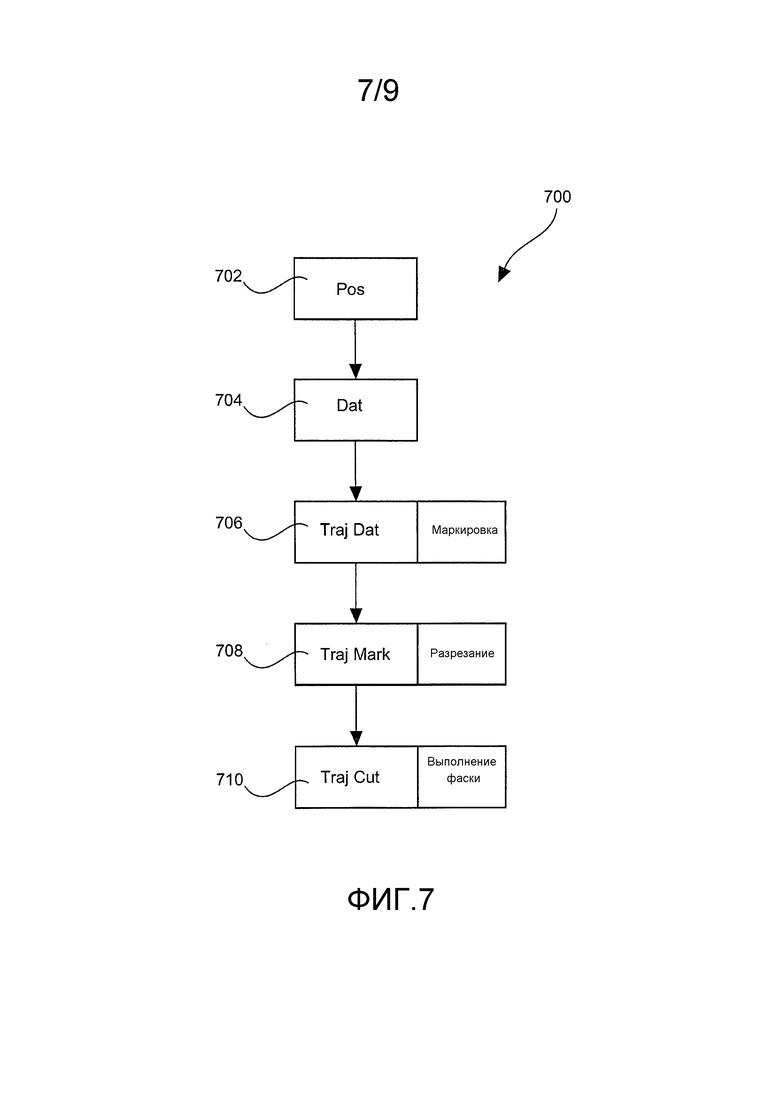
фиг. 7 - блок-схема процесса разрезания стального листа с помощью плазменного робота;
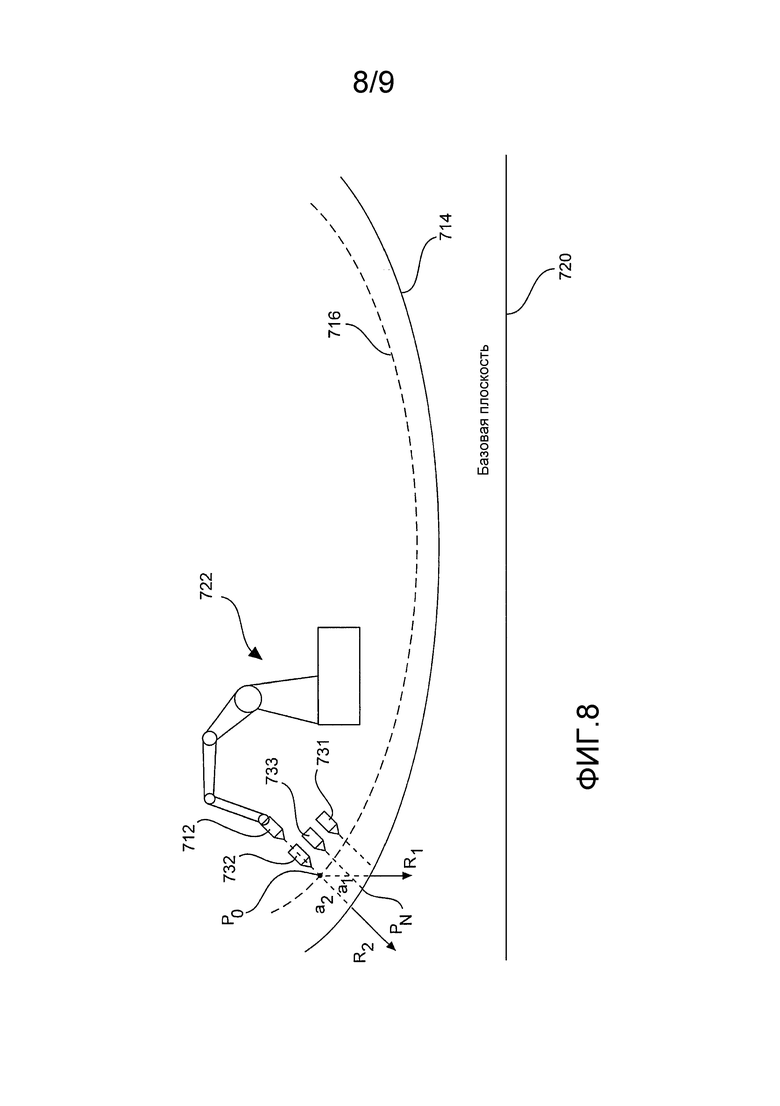
фиг. 8 - иллюстрация задачи коррекции обрабатывающей головки плазменного робота;
фиг. 9 - часть фиг. 8.
В последующем аналогичные, но не идентичные элементы могут обозначаться идентичными позициями с целью подчеркивания общности функции возможных таких элементов.
На фиг. 1 показана ветроэнергетическая установка 100 с башней 102 и гондолой 104. На гондоле 104 расположен ротор 106 с лопастями 108 ротора и обтекатель 110. Ротор 106 при работе приводится ветром во вращение и за счет этого приводит в действие генератор в гондоле 104.
На фиг. 2 показан участок 200 деформирования в изометрической проекции. Существенными элементами этого участка 200 деформирования являются печь 202, которая выполнена здесь в виде печи для отжига, прессовальное устройство 204, которое может называться также линией прессов, печная тележка 206, которая транспортирует стальные листы от печи 202 к линии 204 прессов, формовочная тележка 208, на которую в прессовальном устройстве 204 стальной лист перегружается с печной тележки 206, и соединяющая печь 202, прессовальное устройство 204, рельсовая система 210. В изометрической проекции на фиг. 2 показано отверстие 212 печи 202, через которое печная тележка 206 может вводить подлежащий нагреванию стальной лист 202, соответственно, снова удалять из печи. Для этого печная тележка 206 движется по рельсовой системе 210, которая содержит в принципе лишь одну пару рельсов, вместе с опорным столом 214 в печь 202. При этом на опорном столе находится стальной лист, который тем самым транспортируется в печь 202. На фиг. 2 такой стальной лист не изображен. При этом рельсовая система 210 проложена под печью 202, соответственно, под подом 216 печи. Удлиненное отверстие 218 образовано в зоне печи 202 в поде 216 печи над рельсовой системой 210.
Вид сбоку участка 200 деформирования поясняет эту конструкцию и показывает, среди прочего, проходную рельсовую систему 210, которая проходит через печь, однако проложена не в печи 202 как таковой, а под этой печью 202. В зоне печи 202 изображены два человека 220 для демонстрации размера системы.
На рельсовую систему 210 опирается и направляется по ней печная тележка 206, которая имеет ходовую часть 222 и опорный стол 224. Опорный стол 224 снабжен множеством опорных точек, на которых лежит подлежащий нагреванию, соответственно, нагретый стальной лист 226. Таким образом, опорный стол не имеет плиты стола, а лишь это множество точек прилегания. Опорный стол 224 соединен с ходовой частью 222 через соответствующую соединительную несущую конструкцию 228.
Рельсовая система 210 доходит до прессовального устройства, соответственно, линии 204 прессов, которая имеет восемь отдельных прессов 230, которые расположены в два ряда вдоль рельсовой системы 210, из которых на фиг. 3 можно видеть четыре отдельных пресса 230. Эти восемь отдельных прессов 230 приводят совместно в действие формовочный пуансон 232.
Наряду с отдельными прессами 230 изображены также еще подъемные рычаги 234, из которых в показанном варианте выполнения предусмотрено 16 штук, из которых на фиг. 3 видны восемь рычагов. С помощью этих подъемных рычагов 234 стальной лист 22 6 поднимается с печной тележки 206, когда печная тележка 206 приходит на линию прессов, соответственно, в прессовальное устройство. Когда стальной лист 226 с помощью подъемных рычагов 234 поднят, печная тележка 206 снова перемещается в показанное на фиг. 3 положение и тем самым из линии прессов. Затем показанная формовочная тележка 206 перемещается в линию прессов 204 под поднятый с помощью подъемных рычагов 234 стальной лист 226. Затем стальной лист 226 можно с помощью подъемных рычагов 234 опускать на формовочную тележку 208. За счет этого стальной лист 226 свободно укладывается на матрицу 236, которая может также называться талером 236. Затем на нагретый стальной лист 226 можно с помощью пуансона 232 пресса, приводимого в движение с помощью восьми отдельных прессов, оказывать давление, так что стальной лист может принимать форму пуансона 232 и согласованной с ним матрицы 236.
Таким образом, формовочная тележка 208 показана на фиг. 3 в расположенном снаружи прессовального устройства 204 положении ожидания. Формовочная тележка имеет ходовую часть 238, которая имеет очень высокую стабильность и способна воспринимать большие усилия, поскольку она должна нести не только стальной лист 226, но также вес матрицы 236.
На фиг. 4 показана линия 204 прессов на виде спереди, так что показаны также на виде спереди пуансон 232 над формовочной тележкой 208 и подъемные рычаги 234.
Пуансон 232 перемещается с помощью восьми отдельных прессов 230 одновременно и равномерно к матрице 236 для деформирования стального листа 226. Формовочная тележка 208 перемещается с помощью своей ходовой части 238 по рельсовой системе 210 и несет матрицу 236 с помощью опоры 240 матрицы. Для прессования стального листа 226 опору 240 матрицы можно укладывать на опорную подложку 242, которая расположена по обе стороны от ходовой части 238 формовочной тележки. За счет этого достигается, что при прессовании стального листа 226 возникающие при этом чрезвычайно большие силы давления не должны восприниматься ходовой частью 238 формовочной тележки.
Для поднимания и опускания стального листа 226 предусмотрены подъемные рычаги 234, которые имеют подложки 244, которыми подъемные рычаги 234 могут заходить под стальной лист 226. За счет выбранного механизма подъемных рычагов 234 достигается возможно более равномерное вертикальное поднимание стального листа 226.
На фиг. 5 схематично показаны на виде спереди печь 202 и печная тележка 206. Печь 202 имеет печное пространство 246 и по меньшей мере один под 216 печи. Печная тележка 206 опирается своей ходовой частью 222 на рельсовую систему 210. От ходовой части 220 несущая конструкция 228 проходит через удлиненное отверстие 218 пода в печное пространство 246. В печном пространстве 246 расположен опорный стол 224, который опирается на несущую конструкцию 228. На опорном столе 224 показан стальной лист 226, который нагревается в печи 202 и тем самым в печном пространстве 246.
Показанное схематично на фиг. 6 сварочное устройство 600 содержит сварочный робот 602 и устройство 604 передвижения. В устройстве 604 передвижения закреплен сегмент 606 лопасти ротора. Крепление не показано на фиг. 6. Таким образом, сегмент 606 можно с помощью устройства 604 передвижения поворачивать вокруг продольной оси 608. Продольная ось 608 проходит перпендикулярно плоскости чертежа и изображена здесь в виде точки. Для этого устройство 604 передвижения имеет поворотный венец 610, который вращается вокруг продольной оси 608. Для этого предусмотрен приводной электродвигатель 612, который управляется с помощью процессора 614.
Процесс сварки выполняется с помощью сварочной головки 616, которая образует обрабатывающую головку и расположена на многошарнирной руке 618 сварочного робота 602 и направляется ею. Сварка осуществляется в соответствующем текущем месте 620 сварки на сегменте 606 лопасти ротора. На фиг. 6 показано текущее место 620 сварки в качестве места сварки, которое расположено во внутреннем пространстве сегмента 606 лопасти ротора. Можно также осуществлять сварку лежащего снаружи сварочного шва, который, соответственно, лежит сверху на сегменте 606 лопасти ротора.
Устройство 604 передвижения за счет вращения поворотного венца 610 и тем самым поворота сегмента 606 лопасти ротора вокруг продольной оси 608 обеспечивает, что текущее место 620 сварки всегда расположено на горизонтальном участке сегмента 606 лопасти ротора. Для случая показанной внутренней сварки это означает, что устройство 604 передвижения обеспечивает, что текущее место 620 сварки всегда лежит по существу внизу. В случае наружной сварки это означает, что текущее место 620 сварки всегда лежит по существу сверху.
При этом точное положение текущего места 620 сварки изменяется в двух перпендикулярных продольной оси 608 направлениях, которые обозначены на фиг. 6 как направление х и направление y. В зависимости от прохождения подлежащего сварке шва может также добавляться движение в направлении продольной оси 608. Для полноты следует указать, что показанный сегмент 606 лопасти ротора, который перед сваркой можно также называть подготовительной структурой 606, представляет по существу полое тело, которое служит основой для лопасти ротора или частью лопасти ротора. Таким образом, конкретная аэродинамическая форма еще не должна предусматриваться в этой стадии сварки полого тела. В частности, позднее могут добавляться элементы, такие как, например, остро сужающийся профиль задней кромки.
Для учета изменения положения текущего места 620 сварки, сварочный робот 602 направляет сварочную головку 616 с помощью показанной в качестве иллюстрации руки 618 робота по соответствующему текущему месту 620 сварки. Следует отметить, что расположение сварочного робота 602 на фиг. 6 показано лишь в качестве иллюстрации. В частности, рука 618 робота не проходит через поворотный венец 610, а также через обшивку сегмента 606 лопасти ротора. Вместо этого рука 618 робота направляется в продольном направлении вдоль продольной оси 610 через поворотный венец 610 и в сегмент 606 лопасти ротора. Такая рука робота может иметь длину более 20 м, в частности длину до 35 м.
На сварочном роботе 602 дополнительно предусмотрено средство 622 ручного управления, с помощью которого оператор 624 может дополнительно вручную вмешиваться в управление сваркой.
На фиг. 7 показана блок-схема процесса разрезания деформированного стального листа с помощью плазменного робота, т.е. с помощью робота, который с помощью лазерного луча разрезает стальной лист. Процесс 700 разрезания начинается в блоке 702 позиционирования тем, что деформированный стальной лист закрепляют и тем самым позиционируют в заданном положении.
Затем в соответствии с блоком 704 данных осуществляется выбор данных, которые содержат, в частности, для текущего подлежащего разрезанию стального листа данные для соответствующий линии разрезания, в частности для предусмотренной исходной линии разрезания. Блок 704 данных логически расположен после блока 702 позиционирования, поскольку лишь за счет выбора подлежащего разрезанию стального листа становится ясно, какой комплект данных подлежит применению. Например, для изготовления сегмента стального листа из стали можно применять 24 различных деформированных стальных листа. Однако в принципе последовательность во времени блока 702 позиционирования и блока 704 данных может быть выбрана в обратном направлении. Возможно также одновременное выполнение.
Затем в блоке 706 маркировки в зависимости от выбранных данных на деформированном стальном листе осуществляется объезд желаемой линии разрезания, а именно предусмотренной исходной линии разрезания в виде траектории, и при этом измеряется стальной лист и определяется согласованная с измеренным стальным листом направляющая линия разрезания и заносится в память, а также наносится маркировочный шов. При этом маркировочный шов является видимым результатом, что обуславливает название блока 706 маркировки. Важным является определение и запоминание направляющей линии разрезания. Она определяется во время коррекции движения обрабатывающей головки, а именно сварочной головки, на основании исходной линии разрезания, в соответствии с действительным прохождением стального листа.
Затем в блоке 708 разрезания, который можно называть также блоком 708 резания, снова осуществляется объезд стального листа с помощью плазменного робота, соответственно, его обрабатывающей головки, а именно, на основании снятой перед этим направляющей линии разрезания и тем самым вдоль нанесенного в блоке 706 маркировки маркировочного шва. При этом коррекция направления обрабатывающей головки осуществляется очень точно, и при этом выполняется разрезание стального листа вдоль маркировочного шва.
Затем разрезанный стальной лист в блоке 710 фасок снабжается на одной, нескольких или на всех кромках фаской за счет прохождения плазменного робота с его обрабатывающей головкой по соответствующим кромкам и выполнения фасок с целью подготовки сварочного шва с формой желобка при составлении вместе имеющих такую фаску кромок, т.е., соответственно, двух стальных листов.
После этого процесс разрезания в принципе завершен, и стальной лист можно извлекать из его крепления и направлять для дальнейшей обработки. На фиг. 8 показан плазменный робот 722 с обрабатывающей головкой 712. Кроме того, на фиг. 8 схематично показано фактическое разрезание стального листа 714, для изображения которого выбрана сплошная линия, и штриховой линией показан принятый стальной лист 716, который представляет исходный стальной лист и тем самым исходную обрабатываемую часть, которая образует основу для задания исходной линии разрезания, которую можно также рассматривать в качестве оптимальной линии разрезания. Кроме того, на фиг. 8 схематично показана базовая плоскость 720. В принципе, в этом схематичном виде базовая плоскость 720 и оба стальных листа 714 и 716 показаны на виде сбоку, однако чисто схематично. В частности, оба стальных листа 714, 716 могут быть изогнуты также в плоскость чертежа, что не изображено здесь для упрощения.
При этом на фиг. 8 показано моментальное положение обрабатывающей головки 712 при измерении действительно имеющегося, подлежащего обработке стального листа 714. Показанная в этом моментальном положении обрабатывающая головка 712 имеет идеализированное положение относительно точки РО на принятом исходном стальном листе 716. От точки РО получается в направлении R1 штамповки расстояние а2 до фактического стального листа 714. Имеется несколько возможностей коррекции обрабатывающей головки 712 на основании установленного отклонения до фактического стального листа 714. Если положение обрабатывающей головки 712 изменяется для коррекции на расстояние a1 в направлении R1 штамповки, то получается показанное положение 731 обрабатывающей головки. Если же вместо этого положение обрабатывающей головки 712 изменяется для коррекции на расстояние а2 в направлении R2 прорезания, то получается второе положение 732 обрабатывающей головки. Однако согласно одному варианту выполнения предлагается коррекция, которая является комбинацией обеих коррекций, которые приводят к первому положению 731, соответственно, второму положению 732. Это предлагаемое третье положение обрабатывающей головки обозначено позицией 733. Это положение учитывает как отклонение a1 в направлении R1 штамповки, так и отклонение а2 в направлении R2 прорезания. Точное вычисление этого поясняется на основе фиг. 9.
На фиг. 9 показаны в увеличенном масштабе сначала лишь оба расстояния a1 в направлении R1 штамповки и а2 в направлении R2 прорезания. Предлагается применять половину расстояния a1 в направлении штамповки в качестве вектора k1 коррекции. Половина расстояния а2 в направлении прорезания применяется в качестве вектора k2 коррекции. Векторное суммирование приводит к получению общего вектора k коррекции. С его помощью можно из оптимальной точки РО определять новую точку PN. Новая точка PN изображена на фиг. 8 и соответствует третьему положению 733 обрабатывающей головки. За счет этого вычисления коррекции для обрабатывающей головки 712 с учетом как отклонения a1 в направлении Rx штамповки, так и отклонения а2 в направлении R2 прорезания, получается предпочтительный результат, а именно предпочтительное вычисление новой точки PN и тем самым корректированного положения 733 обрабатывающей головки.
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении лопасти ротора ветроэнергетической установки горячим деформированием стального листа (226). Лист (226), расположенный на печной тележке (206), нагревают в печи (202). Затем нагретый лист (226) с помощью печной тележки (206) перемещают от печи (202) к прессовальному устройству (204). В прессовальном устройстве (204) лист перегружают с печной тележки (206) на имеющую матрицу (236) формовочную тележку (208). Производят прессование листа (226) в матрице посредством по меньшей мере одного пуансона (232) пресса. Для перегрузки листа (226) его поднимают с печной тележки, которую затем выдвигают из-под листа. Под лист (226) перемещают расположенную на формовочной тележке матрицу (236), на которую опускают лист. В результате обеспечивается упрощение процесса транспортировки нагретого стального листа от печи в прессовальное устройство и его выгрузки. 2 н. и 7 з.п. ф-лы, 9 ил.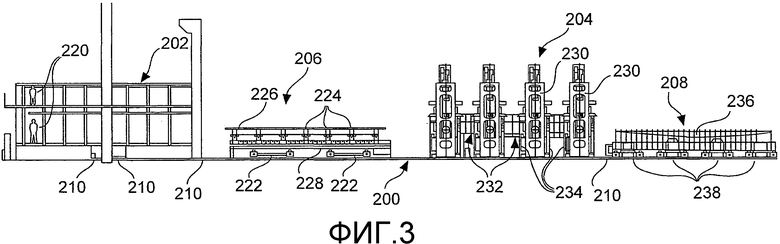
1. Способ горячего деформирования стального листа (226) при изготовлении лопасти (108) ротора ветроэнергетической установки (100), включающий этапы:
- нагревания стального листа (226) в печи (202), при этом стальной лист (226) расположен на печной тележке (206),
- перемещения нагретого стального листа (226) с помощью печной тележки (206) от печи (202) в прессовальное устройство (204) для горячего деформирования,
- перемещения формовочной тележки (208) в прессовальное устройство (204),
- перегрузки нагретого стального листа (226) в прессовальном устройстве (204) с печной тележки (206) на формовочную тележку (208), имеющую матрицу (236), и
- прессования стального листа (226) посредством по меньшей мере одного пуансона (232) пресса, который оказывает давление на стальной лист (226) так, что стальной лист деформируется между пуансоном (232) пресса и матрицей (236), в частности принимает форму пуансона (232) пресса и матрицы (236),
при этом перегрузку нагретого стального листа осуществляют так, что
- стальной лист (226) поднимают с печной тележки (206),
- печную тележку (206) выдвигают из-под стального листа (226),
- матрицу (236) перемещают под стальной лист (226) с помощью формовочной тележки (208), и
- стальной лист (226) опускают на матрицу (236).
2. Способ деформирования по п. 1, отличающийся тем, что печную тележку (206) перемещают по системе (210) рельсов от печи (202) к прессовальному устройству (204) и/или формовочную тележку (208) перемещают в прессовальное устройство (204) по рельсам или системе (210) рельсов.
3. Деформирующее устройство (200) для горячего деформирования стального листа (226), содержащее:
- печь (202) для нагревания стального листа (226),
- прессовальное устройство (204) для деформирования стального листа (226),
- печную тележку (206) для транспортировки стального листа (226) от печи к прессовальному устройству,
отличающееся тем, что оно содержит формовочную тележку (208), которая несет матрицу (236) во время операции деформирования и выполнена с возможностью перемещения в прессовальное устройство (204) или из него для размещения стального листа (226) в прессовальном устройстве (204) и использования матрицы (236) во время операции деформирования.
4. Деформирующее устройство (200) по п. 3, отличающееся тем, что
печь (202) имеет под печи (216) с подовым отверстием (218), и
печная тележка (206) содержит
ходовую часть (222) для перемещения от печи (202) к прессовальному устройству (204),
опорный стол (224) для опоры стального листа при нагревании в печи и при транспортировке от печи (202) к прессовальному устройству (204), и
несущую конструкцию (228) для соединения опорного стола (224) с ходовой частью (222),
при этом несущая конструкция (228) выполнена так, что она от ходовой части (222) через отверстие (218) достигает опорного стола (224) в печи (202), когда на опорный стол (224) опирается стальной лист (226) в печи (202).
5. Деформирующее устройство (200) по п. 4, отличающееся тем, что печная тележка (206) с несущей конструкцией (228) при открытой печи (202) имеет возможность задвижения в отверстие (218) пода и выдвижения из него, причем отверстие (218) пода выполнено в виде щелевидного отверстия в поде (216) печи.
6. Деформирующее устройство (200) по любому из пп. 3-5, отличающееся тем, что оно содержит рельсовую систему (210) для перемещения печной тележки (206) от печи (202) к прессовальному устройству (204) и для перемещения формовочной тележки (208) в прессовальное устройство (204) и из прессовального устройства (204), при этом рельсовая система (210) имеет, в частности, рельсовую пару, на которой расположены с возможностью перемещения печная тележка (206) и формовочная тележка (208).
7. Деформирующее устройство (200) по любому из пп. 3-5, отличающееся тем, что прессовальное устройство (204) содержит подъемное устройство (234) для равномерного подъема стального листа (226) с печной тележки (206) и для равномерного опускания стального листа на формовочную тележку (208).
8. Деформирующее устройство (200) по п. 7, отличающееся тем, что подъемное устройство (234) имеет несколько, снабженных каждый механизмом передвижения, подъемных рычагов (234) для бокового захвата под стальным листом (226).
9. Деформирующее устройство (200) по любому из пп. 3-5, отличающееся тем, что прессовальное устройство (204) содержит несколько, в частности восемь, отдельных прессов (230) для совместного оказания давления с помощью пуансона (232) на расположенный на формовочной тележке (208) стальной лист (226) с целью деформирования, при этом отдельные прессы (230) имеют собственные приводные блоки.
| Устройство для подачи листовых заготовок и съема отштампованных изделий на линии печь-пресс | 1975 |
|
SU662214A1 |
| Установка для правки лопастей гребных винтов | 1978 |
|
SU774674A1 |
| УСТАНОВКА Для ПОЛУЧЕНИЯ СТАЛЬНЫХ БРИКЕТОВ | 0 |
|
SU269067A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КИСЛОГО ИНВЕРТНОГО СИРОПА И СПОСОБ ПРОИЗВОДСТВА ТЕСТА ДЛЯ СЫРЦОВЫХ ПРЯНИКОВ | 2003 |
|
RU2233593C1 |

