Изобретение относится к технологии нанесения ионно-плазменных покрытий, и может быть использовано для обработки поверхности металлических изделий из титанового сплава с целью повышения демпфирующей способности, таких как лопатки компрессора газотурбинных двигателей и установок.
Широко известен способ нанесения покрытия на поверхность металлического изделия путем бомбардировки ее ионами металлической плазмы. Способ включает предварительную подготовку поверхности, размещение изделия в вакуумной камере, генерацию в вакуумной камере плазмы материала модификатора одним из известных методов, формирование из плазмы ускоренного ионного пучка, направленного на поверхность обрабатываемого изделия, или непосредственную обработку поверхности изделия ионами плазмы при подаче на изделие отрицательного электрического потенциала. Вследствие внедрения ионов плазмы в поверхностный слой путем диффузии или имплантации и создания искажений в кристаллической решетке под действием ионной бомбардировки, а также изменения элементного состава поверхностного слоя, происходит модифицирование поверхностного слоя детали за счет ее легирования, приводящее к изменению эксплуатационных свойств детали (Модифицирование и легирование поверхности лазерными, ионными и электронными пучками. Под редакцией Дж.М. Поута, Г. Фоти, Д.К. Джекобсона. М.: Машиностроение. - 1987. - 424 с.).
Недостатком известного способа является низкая плотность ионного тока на поверхности изделия, а соответственно, и низкая скорость обработки поверхности изделия, что ограничивает его применение в машиностроении.
Из уровня техники известен способ нанесения демпфирующего покрытия (US 7250224 B2, 31.07.2007). В данном способе предлагается демпфирующее покрытие для лопасти из титанового сплава, состоящее из внешнего твердого керамического слоя, внутреннего подслоя, представляющего собой металлическую матрицу с включениями пластичных металлических частиц и связующего слоя, обеспечивающего адгезию с подложкой. Внешний керамический слой (например, из MgO) предоставляет эрозионную защиту. Подслой из хрома, его сплавов или интерметаллидов содержит в себе включения частиц из таких пластичных металлов, как серебро или олово, размером около нанометра. Толщина керамического слоя около 30 мкм, подслоя и связующего слоя по 5 мкм.
Недостатком способа является сложность технологии и оборудования, требующего высокой квалификации обслуживающего персонала.
Известен также способ нанесения демпфирующего покрытия на подложку из титанового сплава Ti-6Al-4V (US 6059533 А, 09.05.2000). В данном способе упомянуто покрытие, состоящее из кобальта (13-21% вес.) - карбида вольфрама (остальное). Предпочтительная толщина слоя 80÷100 мкм, его микротвердость 900 HV. Демпфирующее покрытие наносилось детонационным методом.
Недостатком способа является точность нанесения покрытия на лопатки компрессора, а также воспроизводимость по толщине.
Известен способ вибродемпфирования лопатки или диска газовой турбины (US 6796408 B2, 28.09.2004), при котором сначала проводится определение наиболее вибронапряженных участков детали и их максимальной рабочей температуры и, после анализа полученных данных, выбирается и наносится сплав с эффектом памяти формы, способный путем поглощения энергии колебаний защитить данный участок от вибрации. В примере это был сплав Ni-Ti-Hf. Сплав с эффектом памяти формы (ЭПФ) наносится любым известным способом, как то: пароосаждение, термонапыление, пайка, сварка, механическое присоединение.
Недостатком способа является температура, при которой формируется мартенситное превращение для сплава Ni-Ti-Hf, превосходящая температуру разупрочнения титанового сплава ВТ6 (400°C).
Наиболее близким аналогом является способ обработки поверхности металлического изделия, включающий предварительную подготовку поверхности изделия, размещение в зоне обработки изделия и токопроводящего материала, создание вакуума в зоне обработки, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах этого материала с образованием плазмы, бомбардировку, очистку и нагрев поверхности изделия ионами токопроводящего материала, накопление и диффузию ионов токопроводящего материала на поверхности изделия при температуре поверхности изделия ниже температуры разупрочнения материала изделия с образованием покрытия, где в качестве токопроводящего материала используют цирконий или сплав на основе циркония, а накопление и диффузию ионов токопроводящего материала на поверхности изделия проводят при отрицательном потенциале на изделии 150-400 В в среде реакционного газа (RU 2308537 C1, 20.10.2007).
Недостатком способа-прототипа является то, что нитрид циркония, образующийся на поверхности во время бомбардировки изделия ионами токопроводящего материала, не способен работать при высоких температурах, в связи с чем получаемое покрытие имеет низкую демпфирующую способность, а также низкую износостойкость при температурах свыше 400°C.
Техническим результатом изобретения является повышение демпфирующей способности металлического изделия из титанового сплава при сохранении его теплостойкости.
Для достижения технического результата разработан способ получения демпфирующего покрытия на поверхности металлического изделия из титанового сплава, включающий предварительную подготовку поверхности изделия, размещение изделия и токопроводящего материала в зоне обработки, создание вакуума в зоне обработки, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах указанного материала с образованием плазмы, бомбардировку, очистку и нагрев поверхности изделия ионами токопроводящего материала, накопление и диффузию ионов токопроводящего материала на поверхности изделия при температуре указанной поверхности ниже температуры разупрочнения материала изделия с образованием покрытия, отличающийся тем, что в качестве токопроводящего материала используют сплав на основе алюминия или никеля, дополнительно легированного редкоземельным металлом, а накопление и диффузию ионов токопроводящего материала на поверхности изделия проводят при отрицательном потенциале на изделии 1-50 В и при периодической бомбардировке поверхности изделия газовыми ионами с энергией 20-40 кэВ.
Установлено, что при нанесении покрытия из сплава на основе алюминия в атмосфере инертного газа - аргона, за счет периодической бомбардировки поверхности изделия газовыми ионами с энергией 20-40 кэВ повышается плотность покрытия, меняется межплоскостное расстояние в кристаллической решетке карбидного соединения вольфрама, а также формируется интерметаллидное соединение с игольчатой структурой, которое повышает демпфирующую способность защищаемой основы из титанового сплава за счет игольчатой структуры и уменьшает количество дефектов в покрытии.
В качестве токопроводящего материала предпочтительно использовать сплав на основе алюминия, включающий от 15 до 25 мас. % меди, от 5 до 15 мас. % железа и от 0,5 до 2% гадолиния.
В качестве токопроводящего материала предпочтительно использовать сплав на основе алюминия, включающий от 15 до 25 мас. % меди, от 5 до 15 мас. % железа и от 0,5 до 2% иттрия.
В качестве токопроводящего материала предпочтительно использовать сплав на основе никеля, включающий от 20 до 35 мас. % вольфрама, от 0,5 до 3 мас. % иттрия и от 0,05 до 0,1% углерода.
Предварительная обдувка в течение 2 мин при давлении 3 атм позволяет получить подготовленную поверхность перед нанесением покрытия с шероховатостью Ra<5 мкм и сформировать сжимающие напряжения в поверхностном слое детали.
После накопления и диффузии ионов токопроводящего материала предпочтительно провести финишную обработку поверхности изделия до получения ее шероховатости Ra<1,5 мкм.
В качестве токопроводящего материала предпочтительно использовать сплав на основе алюминия или никеля, дополнительно легированного редкоземельным металлом. Покрытие из данного сплава обладает высокой теплостойкостью за счет образования оксидной пленки сложного состава, стабилизированной редкоземельными металлами, более стойкой к высокотемпературному воздействию окружающей среды.
Диапазон отрицательного потенциала на изделии (напряжение смещения) 1-50 В выбран из расчета на то, что при меньшем значении напряжения смещения не обеспечивается достаточная твердость карбидного соединения, а также интерметаллидного соединения с игольчатой структурой, и тем самым демпфирующая способность покрытия.
После накопления и диффузии ионов токопроводящего материала предпочтительно провести финишную обработку поверхности изделия (например, виброгалтовку) до получения ее шероховатости Ra≤1,5 мкм.
В совокупности с бомбардировкой поверхности по вышеуказанному режиму, финишная обработка поверхности позволяет снизить количество дефектов в поверхностном слое, создать сжимающие напряжения и тем самым повысить демпфирующую способность композиции титановый сплав - покрытие.
Примеры осуществления
Пример 1. Для нанесения покрытия на поверхность лопатки компрессора, выполненной из титанового сплава, проводили предварительную подготовку поверхности изделий (удаление загрязнений и обезжиривание). Затем проводили обработку поверхности лопатки электрокорундом с размерами зерна 120÷150 мкм при давлении 3 атм до образования однотонной матовой поверхности.
Нанесение покрытия на поверхность металлического изделия проводили на промышленной ионно-плазменной установке МАП-3 с автоматической системой управления технологическим процессом, имеющей газоразрядный источник ионов аргона ЕхН типа с током до 200 мА и напряжением до 3 кВ, вакуумно-дуговой генератор плазмы токопроводящего материала с током до 750 А, систему для подачи в вакуумный объем реакционного газа и регулирования его давления, систему для подачи и регулирования напряжения на обрабатываемые изделия в диапазоне от 1 до 900 В, газоразрядный ионный ускоритель с током до 40 мА и напряжением до 40 кВ, а также планетарный привод вращения на 24 позиции для размещения обрабатываемых изделий. Затем в зоне обработки размещали изделие и токопроводящий материал - сплав на основе алюминия, включающий от 15 до 25 мас. % меди, от 5 до 15 мас. % железа и от 0,5 до 2% гадолиния. Создавали в зоне обработки вакуум при давлении P≤0,1 Па. Опускали газоразрядный источник ионов аргона в зону обработки изделия и начинали процесс ионной очистки поверхности изделия бомбардировкой ионами инертного газа (аргона) с энергией 0,5-3 кВ. Процесс проводили в течение приблизительно 15-20 минут. После его завершения из зоны обработки изделия удалили газоразрядный источник ионов аргона и подавали отрицательный потенциал на токопроводящий материал φ1=-(80-100) В и отдельно на лопатку φ2=-(280-300) В. Затем путем разрыва токового контакта на токопроводящем материале возбуждали вакуумную дугу, горящую в парах этого материала с образованием плазмы материала (сплава на основе алюминия, включающего от 15 до 25 мас. % меди, от 5 до 15 мас. % железа и от 0,5 до 2% гадолиния). Процесс ионной бомбардировки поверхности изделия ионами токопроводящего материала очистки и ионного нагрева поверхности изделия проводили при φ2=-(280-300) В и токе вакуумной дуги 350 А. Процесс очистки поверхности изделия и ее термоактивации длился приблизительно 3 мин. Затем проводили накопление и диффузию ионов токопроводящего материала на поверхности изделия при отрицательном потенциале на изделии - (1-50) В при давлении 0,15 Па и температуре поверхности изделия 360-380°C, что ниже температуры ее разупрочнения на 20°C.
Пример 2 проводили аналогично примеру 1, однако в качестве токопроводящего материала использовали сплав на основе алюминия, включающий от 15 до 25 мас. % меди, от 5 до 15 мас. % железа и от 0,5 до 2% иттрия.
Пример 3 проводили аналогично примеру 1, однако в качестве токопроводящего материала использовали сплав на основе никеля, включающий от 20 до 35 мас. % вольфрама, от 0,5 до 3 мас. % иттрия и от 0,05 до 0,1% углерода.
Пример 4 проводили аналогично примеру 1, однако после накопления и диффузии ионов токопроводящего материала проводили финишную обработку поверхности (виброгалтовку), снизив ее шероховатость до Ra≤1,5 мкм.
В примере 5 по способу-прототипу покрытие наносили на изделие из титанового сплава при параметрах осаждения аналогично примеру 1. В качестве токопроводящего материала использовали сплав на основе циркония Э110.
Следует отметить, что на основании проведенных экспериментов по определению демпфирующей способности и эффективности работы ионно-плазменных покрытий по снижению амплитуды свободного конца образца из титанового сплава ВТ6 при испытаниях на вибродинамическом стенде по первой изгибной форме существует корреляционная зависимость, при которой покрытие с высокой демпфирующей способностью эффективнее других снижает амплитуду колебаний свободного конца образца консоли.
Проведение испытаний по определению эффективности работы ионно-плазменных покрытий включало следующие действия:
1. В настройках управляющей программы контроллера VibrationResearch 8500 выбран профиль испытаний Resonance Search, диапазон частот 2 Гц.
2. Испытания проводились при одинаковых амплитудах вибростола, эквивалентных трем уровням напряжений в опасном сечении образца без покрытия - 30, 50 и 70 МПа. Образец жестко зажимался одним концом в специальной оснастке.
3. Регистрация колебаний образцов производилась с помощью оптического датчика Riftek RF603. В результате испытаний получены амплитудно-частотные зависимости на резонансных частотах.
Данные по эффективности работы ионно-плазменных покрытий на образцах из титанового сплава ВТ6 с покрытиями и без них при 20°C, для трех уровней напряжений при одинаковых амплитудах вибростола представлены в таблице 1.
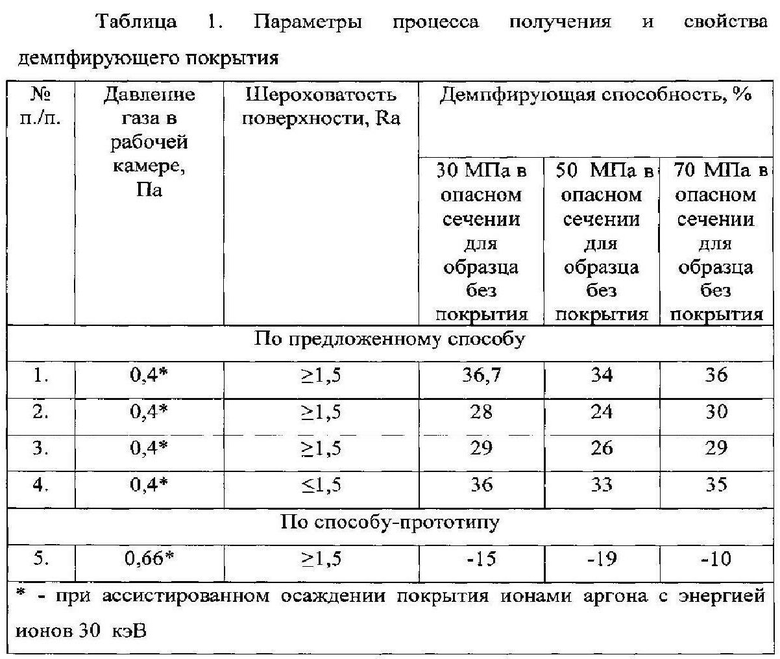
Из таблицы видно, что обработка поверхности металлических изделий по предложенному способу с наличием в составе токопроводящего материала гадолиния и иттрия приводит к увеличению демпфирующей способности обработанной поверхности по сравнению с основой без покрытия от 24 до 36,7%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРЕТТИНГОВОГО ПОКРЫТИЯ | 2015 |
|
RU2603414C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ИЗ ТИТАНОВОГО СПЛАВА | 2010 |
|
RU2445406C1 |
| Способ получения эрозионно-коррозионностойкого покрытия на поверхности изделия из титанового сплава | 2023 |
|
RU2808481C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2003 |
|
RU2241067C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2005 |
|
RU2283894C2 |
| Способ получения антифреттингового покрытия | 2022 |
|
RU2777090C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ВЫСОКОТЕМПЕРАТУРНОГО ПОКРЫТИЯ | 2014 |
|
RU2570274C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2000 |
|
RU2188251C2 |
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЯЮЩИХ МНОГОСЛОЙНЫХ ПОКРЫТИЙ | 2015 |
|
RU2574542C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2007 |
|
RU2340704C2 |
Изобретение относится к технологии нанесения ионно-плазменных покрытий, в частности к способу получения демпфирующего покрытия на поверхности металлического изделия, и может быть использовано для обработки поверхности металлических изделий из титанового сплава, таких как лопатки компрессора газотурбинных двигателей и установок. Техническим результатом изобретения является повышение демпфирующей способности металлического изделия из титанового сплава при сохранении его теплостойкости. Осуществляют предварительную подготовку поверхности изделия. Размещают изделие и токопроводящий материал из сплава на основе алюминия или никеля, дополнительно легированного редкоземельным металлом, в зоне обработки, создают вакуум, подают отрицательный потенциал на изделие и отдельно на токопроводящий материал. Возбуждают на токопроводящем материале вакуумную дугу. Осуществляют бомбардировку, очистку и нагрев поверхности изделия ионами токопроводящего материала. Проводят накопление и диффузию ионов токопроводящего материала на поверхности изделия при температуре указанной поверхности ниже температуры разупрочнения материала изделия с образованием покрытия при отрицательном потенциале на изделии 1-50 В и при периодической бомбардировке поверхности изделия ионами инертного газа с энергией 20-40 кэВ. 4 з.п. ф-лы, 1 табл., 5 пр.
1. Способ получения демпфирующего покрытия на поверхности металлического изделия из титанового сплава, включающий предварительную подготовку поверхности изделия, размещение изделия и токопроводящего материала в зоне обработки, создание вакуума в зоне обработки, очистку поверхности изделия путем бомбардировки ионами инертного газа, подачу отрицательного потенциала на изделие и отдельно на токопроводящий материал, возбуждение на токопроводящем материале вакуумной дуги, горящей в парах указанного материала с образованием плазмы, нагрев поверхности изделия ионами токопроводящего материала, накопление и диффузию ионов токопроводящего материала на поверхности изделия при температуре указанной поверхности ниже температуры разупрочнения материала изделия с образованием покрытия, отличающийся тем, что в качестве токопроводящего материала используют сплав на основе алюминия или никеля, дополнительно легированного редкоземельным металлом, а накопление и диффузию ионов токопроводящего материала на поверхности изделия проводят при отрицательном потенциале на изделии 1-50 В и при периодической бомбардировке поверхности изделия ионами инертного газа с энергией 20-40 кэВ.
2. Способ по п. 1, отличающийся тем, что в качестве токопроводящего материала используют сплав на основе алюминия, включающий от 15 до 25 мас. % меди, от 5 до 15 мас. % железа и от 0,5 до 2% гадолиния.
3. Способ по п. 1, отличающийся тем, что в качестве токопроводящего материала используют сплав на основе алюминия, включающий от 15 до 25 мас. % меди, от 5 до 15 мас. % железа и от 0,5 до 2% иттрия.
4. Способ по п. 1, отличающийся тем, что в качестве токопроводящего материала используют сплав на основе никеля, включающий от 20 до 35 мас. % вольфрама, от 0,5 до 3 мас. % иттрия и от 0,05 до 0,1% углерода.
5. Способ по п. 1, отличающийся тем, что после накопления и диффузии ионов токопроводящего материала проводят финишную обработку поверхности изделия до получения ее шероховатости Ra<1,5 мкм.
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2006 |
|
RU2308537C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЯ ИЗ ТИТАНОВОГО СПЛАВА | 2010 |
|
RU2445406C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИОННО-ПЛАЗМЕННОГО НАНОСЛОЙНОГО ПОКРЫТИЯ НА ЛОПАТКАХ ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2008 |
|
RU2413035C2 |
| JPS63255357A,21.10.1988 | |||
| CN102345099A, 08.02.2012 | |||
| US4530885A, 23.07.1985 | |||
| JPH04173956A, 22.06.1992. | |||

