Область техники
Настоящее изобретение относится к новому углеродному материалу и химической прикладной технологии топлива, более точно, к способу получения в промышленном масштабе мезофазного пека из высокотемпературной каменноугольной смолы.
Уровень техники
Китай является ведущим в мире производителем кокса. По статистическим данным в 2010 г. в Китае было произведено 388 миллионов тонн кокса, что составляет 60% объема мирового производства. В Китае изобилуют ресурсы каменноугольной смолы, производство которой путем переработки коксового газа достигает 18 миллионов тонн.
В Китае в основном применяется технология переработки высокотемпературной каменноугольной смолы, которая включает получение БТК-фракции, фенольного масла, нафталинового масла, скрубберного масла, антраценового масла и пека путем дистилляции смолы, продукты которой не отличаются разнообразием. С учетом реализации в последнее время проекта по переработке 300000 тонн каменноугольной смолы постоянно увеличивается разнообразие получаемых из нее химических продуктов ее переработки. Тем не менее, из-за низкого выхода этих продуктов переработка может быть сосредоточена лишь на очистке фенольного масла, нафталинового масла, скрубберного масла и антраценового масла с целью получения конкретных продуктов. В то же время, основной проблемой, связанной с таким способом переработки, является серьезное загрязнение окружающей среды. Поскольку получаемый пек может лишь подвергаться дальнейшей переработке с получением продуктов с низкой дополнительной ценностью, таких как среднетемпературный пек, модифицированный пек, пековый кокс и т.п., невозможно сохранить ценность пека, из-за чего вся продукция имеет низкую - добавленную стоимость, а ее преимущества не являются идеальными.
Технический прогресс и все возрастающие требования к защите окружающей среды сопровождаются ростом и быстрым распространением мировой потребности в новых материалах, в особенности, углеродных материалах. Углеродное волокно, углеродная пена, армированный углеродным волокном углеродный композит, мезоуглеродные микрогранулы и т.п. на основе пека обладают огромными перспективами применения. Тем не менее, производство в промышленном масштабе новых углеродных материалов, в особенности мезофазного пека, являющегося предшественником усовершенствованных углеродных материалов, сталкивается с трудностями. Большинство технических решений еще находится на экспериментальной стадии и редко применимо для производства в промышленном масштабе. Существующая технология промышленного производства мезофазного пека всегда сопряжена с техническими сложностями и высокими затратами, что ограничивает применение и распространение новых углеродных материалов.
Производство игольчатого кокса и мезофазного пека из каменноугольного пека всегда находилось в эпицентре исследований китайских инженеров. Спустя годы усилий, был достигнут прогресс в области промышленного производства игольчатого кокса. Тем не менее, несмотря на проведенные обширные исследования, в силу присущих каменноугольной смоле особенностей, связанных с получением мезофазного пека, достигнутые успехи ограничены высокой стоимостью или большими сложностями процесса промышленного применения.
В заявке CN 85107441 А описан способ получения игольчатого кокса высшего качества путем использования не содержащей нерастворимых в хинине (QI) примесей каменноугольной смолы или каменноугольного пека. Тем не менее, способ отличается низкой степенью каталитической гидрогенизации, сложной технологией прямой гидрогенизации каменноугольной смолы или каменноугольного пека и малым сроком службы катализатора. В этом способе полностью не используется гидрогенизированное масло-растворитель, являющееся побочным продуктом, с целью самооптимизации, что приводит к потере большого количества ценной β-смолы, низкому выходу пека и низкой степени гидрогенизации компонентов с низкой температурой кипения.
В заявке CN 87103787 А описан способ получения мезофазного пека с целью производства высококачественного углеродного волокна из каменноугольной смолы или остаточного нефтепродукта путем термообработки и гидрогенизации из растворителя. Способ требует большого количества ксилола, гидрогенизированного антраценового масла и растворителя скрубберного масла, которые не могут быть получены в самом способе, что приводит к высоким издержкам производства. Поскольку применяется технология термообработки с многоступенчатым пиролизом и вспышкой, система очень закоксовывается и забивается, что затрудняет крупномасштабное непрерывное производство.
В заявке CN 85105609 А описан способ гидрогенизации каменноугольной смолы или каменноугольного пека, в котором металл катализатора имеет низкую степень нагрузки и низкую активность, и плохо удаляет гетероатомы пека. В способе используется единое средство мягкой каталитической гидрогенизации, которое с трудом способно изменять молекулярную структуру. Кроме того, поскольку каменноугольная смола или каменноугольный пек имеет высокое содержание коллоида и асфальтена, что легко вызывает отложение кокса, сокращается срок службы катализатора при использовании неподвижного слоя катализатора, затрудняется гидрогенизация, и, в конечном счете, с трудом может достигаться эффективная гидрогенизация.
В заявке ZL 200610032060.7 описан способ получения нефтяного топлива (мазута) путем гидрогенизации каменноугольной смолы, в котором требуется конверсия всех фракций дистилляции высокотемпературной каменноугольной смолы в лигроин, бензин и дизельное топливо, и предъявляются высокие требования к активности катализатора и условиям реакции гидрогенизации.
В заявке CN 101074381 А описан способ переработки и использования каменноугольной смолы, целевым продуктом которой является бензин и дизельное топливо. В ней не упоминаются описанные в настоящем изобретении исследования пека. Описанная в ней предварительная обработка каменноугольной смолы требует оптимизации.
В основу настоящего изобретения положена задача преодоления недостатков известного уровня техники, разработки нового подхода к переработке и использованию высокотемпературной каменноугольной смолы и создания пригодного для промышленного применения способа получения мезофазного пека путем каталитической гидрогенизации высокотемпературной каменноугольной смолы побочными продуктами, такими как фенольное масло, сырой нафталин, лигроин и компоненты смешения бензина и дизельного топлива, с целью значительного повышения ценности продуктов переработки каменноугольной смолы.
Краткое изложение сущности настоящего изобретения
Одной из особенностей настоящего изобретения является предоставление способа получения мезофазного пека из высокотемпературной каменноугольной смолы, включающий:
(1) удаление солей и нерастворимой в хинолине фракции из высокотемпературной каменноугольной смолы с целью получения крекинг-остатка,
(2) получение гидрогенизируемого исходного сырья из крекинг-остатка любым из следующих двух методов, включающих:
(2а) использование крекинг-остатка в качестве гидрогенизируемого исходного сырья или
(2б) предварительную дистилляцию крекинг-остатка с целью получения остатка с температурой кипения выше 230°C и смешивание остатка с композитным маслом с целью получения гидрогенизируемого исходного сырья, при этом композитное масло содержит один или несколько компонентов, выбранных из группы, включающей фракцию дистилляции каменноугольной смолы и гидрогенизируемый продукт фракций дистилляции каменноугольной смолы,
каталитическую гидроочистку гидрогенизируемого исходного сырья с целью получения гидроочищенного масла,
(3) дистилляцию гидроочищенного масла с целью получения гидрогенизированного пека,
(4) термическую полимеризацию гидрогенизированного пека с целью получения мезофазного пека.
В некоторых вариантах осуществления стадия (1) включает:
стадию (1а) удаления солей, включающую смешивание деионизированной воды и ароматического растворителя с высокотемпературной каменноугольной смолой и их центрифугирование с целью удаления промывной воды и получения обессоленной высокотемпературной каменноугольной смолы с ароматическим растворителем; при этом ароматический растворитель содержит один или несколько компонентов, выбранных из группы, включающей бензол, толуол, ксилол, фракцию дистилляции каменноугольной смолы и продукт гидрогенизации фракций дистилляции каменноугольной смолы.
В некоторых вариантах осуществления на стадии (1а) удаления солей соотношение объемов высокотемпературной каменноугольной смолы и ароматического растворителя составляет 1:0,2-2, соотношение объемов деионизированной воды и высокотемпературной каменноугольной смолы составляет 0,5:3, а деионизированная вода используется для промывания высокотемпературной каменноугольной смолы 1-3 раза. Соотношение объемов высокотемпературной каменноугольной смолы и ароматического растворителя предпочтительно составляет 1:0,2-0,8.
В некоторых вариантах осуществления стадия (1) включает:
стадию (1б) удаления нерастворимой в хинолине фракции, включающую добавление алифатического растворителя и необязательного ароматического растворителя в обессоленную высокотемпературную каменноугольную смолу с ароматическим растворителем с последующим центрифугированием или осаждением с целью удаления нерастворимой в хинолине фракции; при этом алифатический растворитель содержит алифатические соединения C4-C16; конечное соотношение объемов высокотемпературной каменноугольной смолы, ароматического растворителя и алифатического растворителя составляет 1:0,2-2:0,2-1. Конечное соотношение объемов высокотемпературной каменноугольной смолы, ароматического растворителя и алифатического растворителя предпочтительно составляет 1:0,3-0,8:0,3-0,8.
В некоторых вариантах осуществления алифатическим растворителем является н-октан или н-гептан.
В некоторых вариантах осуществления предварительная дистилляция на стадии (2б) включает стадию возврата в повторный цикл алифатического растворителя.
В некоторых вариантах осуществления предварительная дистилляция на стадии (2б) включает стадию получения по меньшей мере одного из следующего: БТК-фракции, фенольного масла и нафталинового масла.
В некоторых вариантах осуществления стадия (2) дополнительно включает а стадию фильтрации частиц размером более 10 мкм перед каталитической гидроочисткой.
В некоторых вариантах осуществления каталитическая гидроочистка на стадии (2) проводится в условиях полного давления 12,0-20,0 МПа, средней температуры реакции 320-400°C, часовой объемной скорости жидкости 0,5-2,0 час-1 и соотношения водорода и масла 600:1-1500:1. Каталитическая гидроочистка предпочтительно проводится в условиях полного давления 14,0-18,0 МПа, средней температуры реакции 340-390°C, часовой объемной скорости жидкости 0,8-1,2 час-1 и соотношения водорода и масла 800:1-1200:1.
В некоторых вариантах осуществления каталитическая гидроочистка на стадии (2) проводится в присутствии следующего катализатора:
катализатора А гидроочистки с использованием окиси алюминия или алюмосиликата в качестве носителя с удельной поверхностью 120-300 м2/г, объемом пор 0,4-1,4 мл/г, диаметром пор 8-20 нм и содержанием кислот на поверхности 0,05-0,1 ммоль/г и Mo или W из 6-й В группы и Co или Ni из 8-й группы в качестве металлических активных составляющих, при этом содержание металлов 6-й В группы в окиси составляет 15-45 вес.%, а содержание металлов 8-й группы в окиси составляет 1,5-5 вес.% в пересчете на общий вес катализатора А гидроочистки.
В некоторых вариантах осуществления каталитическая гидроочистка на стадии (2), проводится в присутствии следующих двух катализаторов:
катализатора А гидроочистки с использованием окиси алюминия или кремнийсодержащей окиси алюминия в качестве носителя с удельной поверхностью 120-300 м2/г, объемом пор 0,4-1,4 мл/г, диаметром пор 8-20 нм, содержанием кислот на поверхности 0,05-0,1 ммоль/г и Mo или W из 6-й В группы и Co или Ni из 8-й группы в качестве металлических активных составляющих, при этом содержание металлов 6-й В группы в окиси составляет 15-45 вес.%, а содержание металлов 8-й группы в окиси составляет 1,5-5 вес.% в пересчете на общий вес катализатора А гидроочистки;
катализатора В гидроочистки с использованием окиси алюминия или кремнийсодержащей окиси алюминия в качестве носителя с удельной поверхностью 120-300 м2/г, объемом пор 0,4-1,2 мл/г, диаметром пор 7-15 нм и Mo и W из 6-й В группы и Co или Ni из 8-й группы в качестве металлических активных составляющих, при этом содержание металлов 6-й В группы в окиси составляет 10-22 вес.%, а содержание металлов 8-й группы в окиси составляет 2-5 вес.% в пересчете на общий вес катализатора В гидроочистки.
В некоторых вариантах осуществления на стадии (2) подвергают гидрогенизируемое исходное сырье каталитической гидроочистке после прохождения через защитный катализатор и катализатор деметаллизации, при этом в катализаторе деметаллизации используется окись алюминия в качестве носителя с объемом пор 0,5-1,5 мл/г, удельной поверхностью 180-350 м2/г, диаметром пор 10-50 нм и содержится 7-20 вес.% окиси молибдена и 2-5 вес.% окиси никеля в пересчете на общий вес катализатор деметаллизации.
В некоторых вариантах осуществления дистилляция на стадии (3) включает стадию получения гидрогенизированного растворителя с высокой температурой кипения в интервале 300-360°C и гидрогенизированной фракции дистилляции с интервалом температур кипения 80-300°C.
В некоторых вариантах осуществления стадия (1) включает:
стадию (1а) удаления солей, включающую смешивание деионизированной воды и ароматического растворителя с высокотемпературной каменноугольной смолой и их центрифугирование с целью удаления промывной воды и получения обессоленной высокотемпературной каменноугольной смолы с ароматическим растворителем, при этом ароматическим растворителем является гидрогенизированный растворитель с высокой температурой кипения.
В некоторых вариантах осуществления стадия (1) включает:
стадию (1б) удаления нерастворимой в хинолине фракции, включающую добавление алифатического растворителя и необязательного ароматического растворителя в обессоленную высокотемпературную каменноугольную смолу с ароматическим растворителем, их смешивание и центрифугирование или их выдерживание с целью осаждения и удаления нерастворимой в хинолине фракции, при этом алифатический растворитель содержит алифатические соединения C4-C16, ароматическим растворителем является гидрогенизированный растворитель с высокой температурой кипения, и конечное соотношение объемов высокотемпературной каменноугольной смолы, ароматического растворителя и алифатического растворителя составляет 1:0,3-0,8:0,3-0,8.
Конечное соотношение объемов высокотемпературной каменноугольной смолы, ароматического растворителя и алифатического растворителя предпочтительно составляет 1:0,5-0,8:0,5-0,8.
В некоторых вариантах осуществления композитное масло на стадии (2б) содержит гидрогенизированный растворитель с высокой температурой кипения и гидрогенизированные фракции дистилляции.
В некоторых вариантах осуществления композитное масло на стадии (2б) содержит гидрогенизированный растворитель с высокой температурой кипения, БТК-фракцию, скрубберное масло и гидрогенизированные фракции дистилляции.
В некоторых вариантах осуществления соотношение объемов БТК-фракции или скрубберного масла, гидрогенизированного растворителя с высокой температурой кипения, гидрогенизированных фракций дистилляции и остатков составляет 0,2-1:0-1:0-1:1. Соотношение объемов БТК-фракции или скрубберного масла, гидрогенизированного растворителя с высокой температурой кипения, гидрогенизированных фракций дистилляции и остатков предпочтительно составляет 0,2-0,4:0-0,5:0-0,5:1.
В некоторых вариантах осуществления термическая полимеризация на стадии (4) включает стадию получения масла мгновенного испарения.
В некоторых вариантах осуществления способ согласно изобретению дополнительно включает:
стадию (5) каталитического гидрокрекинга гидрогенизированного растворителя с высокой температурой кипения и масла мгновенного испарения после их смешивания с целью получения продукта гидрокрекинга.
В некоторых вариантах осуществления каталитический гидрокрекинг проводится в условиях полного давления 12,0-20,0 МПа, средней температуры реакции 340-420°C, часовой объемной скорости жидкости 0,5-2,0 час-1 и соотношения водорода и масла 600:1-1500:1. Каталитический гидрокрекинг предпочтительно проводится в условиях полного давления 14,0-18,0 МПа, средней температуры реакции 350-390°C, часовой объемной скорости жидкости 0,8-1,5 час-1 и соотношения водорода и масла 800:1-1200:1.
В некоторых вариантах осуществления каталитический гидрокрекинг проводится в присутствии следующего катализатора:
катализатора гидрокрекинга с использованием окиси алюминия, аморфного алюмосиликата и микропористого и мезопористого молекулярного сита в качестве носителя, при этом содержание мезопористого молекулярного сита составляет 10-15 вес.%, содержание микропористого молекулярного сита составляет 5-10 вес.%, содержание аморфного алюмосиликата составляет 15-40 вес.%, содержание окиси алюминия составляет 35-70 вес.% в пересчете на общий вес катализатора гидрокрекинга, удельная поверхность составляет 150-350 м2/г, объем пор составляет 0,1-1,0 мл/г, и нагрузка катализатора содержит 10-35 вес.% MoO3 и/или WO3 и 2-5 вес.% NiO и/или CoO.
В некоторых вариантах осуществления каталитический гидрокрекинг проводится в присутствии следующих двух катализаторов:
катализатора гидрокрекинга с использованием окиси алюминия, аморфного алюмосиликата и микропористого и мезопористого молекулярного сита в качестве носителя; при этом содержание мезопористого молекулярного сита составляет 10-15 вес.%, содержание микропористого молекулярного сита составляет 5-10 вес.%, содержание аморфного алюмосиликата составляет 15-40 вес.%, содержание окиси алюминия составляет 35-70% по весу в пересчете на общий вес катализатора гидрокрекинга, удельная поверхность составляет 150-350 м2/г, объем пор составляет 0,1-1,0 мл/г, и нагрузка катализатора содержит 10-35 вес.% MoO3 и/или WO3 и 2-5 вес.% NiO и/или CoO;
катализатора В гидроочистки с использованием окиси алюминия или окиси алюминия на основе кремния в качестве носителя с удельной поверхностью 120-300 м2/г, объемом пор 0,4-1,2 мл/г, диаметром пор 7-15 нм и Mo или W из 6-й В группы и Co или Ni из 8-й группы в качестве металлических активных составляющих; при этом содержание металлов 6-й В группы в окиси составляет 10-22 вес.%, а содержание металлов 8-й группы в окиси составляет 2-5 вес.% в пересчете на общий вес катализатора В гидроочистки.
В некоторых вариантах осуществления дистилляция проводится после смешивания гидроочищенного масла с продуктом гидрокрекинга при соотношении объемов 1:0,2-0,5 на стадии (3).
В некоторых вариантах осуществления стадия (3) дополнительно включает стадию фильтрации с целью удаления частиц размером более 10 мкм перед дистилляцией.
В некоторых вариантах осуществления стадия (3) включает стадию получения лигроина, компонента смешения бензина и компонента смешения дизельного топлива.
В некоторых вариантах осуществления термическая полимеризация на стадии (4) проводится в течение 180-1200 минут в условиях давления 0,01-3,0 МПа, температуры 380-460°C со скоростью перемешивания 10-60 оборотов с продувкой верха и низа реактора водородом, азотом или аргоном. Термическая полимеризация на стадии (4) предпочтительно проводится в течение 180-600 минут в условиях давления 0,01-1,0 МПа и температуры 400-440°C со скоростью перемешивания 20-40 оборотов в минуту с продувкой верха и низа реактора водородом.
В некоторых вариантах осуществления стадия (4) включает оперативный анализ вязкости.
В некоторых вариантах осуществления между стадиями (3) и (4) предусмотрена стадия экстрагирования с помощью растворителя.
В некоторых вариантах осуществления растворителем является ароматический растворитель, содержащий бензол, толуол, пиридин, хинолин или тетрагидрофуран.
За счет каталитической гидрогенизации каменноугольной смолы в водороде в присутствии гидрогенизационного растворителя улучшается соотношение H/C в каменноугольном пеке, регулируется молекулярная структура каменноугольного пека, и удаляются атомы S, N и О и примеси металлов. Качество мезофазного пека может быть значительно повышено путем его получения из гидрогенизированного каменноугольного пека, что обеспечивает осуществимый технологический маршрут промышленного производства мезофазного пека. Получаемый продукт имеет высокое содержание мезофазного пека, низкую температуру размягчения и низкое содержание примесей.
Описание чертежей
На Фиг. 1 показана блок-схема способа получения мезофазного пека из высокотемпературной каменноугольной смолы согласно настоящему изобретению,
на Фиг. 2 показана блок-схема подробных вариантов осуществления настоящего изобретения,
на Фиг. 3А и 3Б показаны ИК спектрограммы очищенного пека и гидрогенизированного пека, полученного в соответствии с Примером 1, с указанием того, что после гидрогенизации гидрогенизированный пек сохраняет более высокое содержание ароматических соединений, а его структурные единицы также имеют высокое содержание боковых алкильных цепей и циклоалкановых структур, что способствует тенденции к анизотропии доменной структуры гидрогенизированного пека,
на Фиг. 4 показана протонная магнитно-резонансная спектроскопия гидрогенизированного пека, полученного в соответствии с Примером 1,
на Фиг. 5А и 5Б показаны поляризованные оптические микрофотографии мезофазного пека согласно настоящему изобретению.
Подробное описание вариантов осуществления
Далее со ссылкой на чертежи описан способ согласно настоящему изобретению.
Как показано на Фиг. 1, способ получения мезофазного пека из высокотемпературной каменноугольной смолы согласно настоящему изобретению включает следующие стадии:
стадию 100 удаления солей и нерастворимой в хинолине фракции из высокотемпературной каменноугольной смолы с целью получения крекинг-остатка;
в частности, стадия 100 включает стадию 101 удаления солей и стадию 102 удаления нерастворимой в хинолине фракции. Стадия 101 удаления солей включает смешивание деионизированной воды и ароматического растворителя с высокотемпературной каменноугольной смолой и их центрифугирование с целью удаления промывной воды и получения обессоленной высокотемпературной каменноугольной смолы с ароматическим растворителем; ароматический растворитель содержит один или несколько компонентов, выбранных из группы включающей бензол, толуол, ксилол, фракцию дистилляции каменноугольной смолы и гидрогенизируемый продукт фракции дистилляции каменноугольной смолы; стадия 102 удаления нерастворимой в хинолине фракции включает добавление алифатического растворителя и необязательного ароматического растворителя в обессоленную высокотемпературную каменноугольную смолу с ароматическим растворителем, их смешивание и центрифугирование или их осаждение с целью удаления нерастворимой в хинолине фракции; алифатический растворитель содержит алифатические соединения C4-C16, а ароматическим растворителем является гидрогенизированный растворитель с высокой температурой кипения, при этом конечное соотношение объемов высокотемпературной каменноугольной смолы, ароматического растворителя и алифатического растворителя составляет 1:0,2-2:0,2-1;
стадию 200 получения гидроочищенного масла (на стадии 210) путем каталитической А гидроочистки гидрогенизируемого исходного сырья, полученного из крекинг-остатка любым из следующих двух методов. В одном из вариантов осуществления используют крекинг-остаток в качестве гидрогенизируемого исходного сырья; а в другом варианте осуществления предварительно дистиллируют крекинг-остаток с целью получения остатка с температурой кипения более 230°C (на стадии 221), смешивают остаток с композитным маслом (на стадии 222) с целью получения гидрогенизируемого исходного сырья (на стадии 220), при этом композитное масло содержит один или несколько компонентов, выбранных из группы, включающей фракцию дистилляции каменноугольной смолы и гидрогенизируемый продукт фракции дистилляции каменноугольной смолы;
стадию 300 получения гидрогенизированного пека путем дистилляции гидроочищенного масла;
стадию 400 получения мезофазного пека путем термической полимеризации гидрогенизированного пека.
В частности, в настоящем изобретении предложен способ получения мезофазного пека путем термической полимеризации гидрогенизированного пека, который получают путем каталитической гидрогенизации в водороде в присутствии гидрогенизационного растворителя, с получением лигроина, компонентов смешения бензина и дизельного топлива, фенольного масла и сырого нафталина в качестве побочных продуктов. Далее со ссылкой на Фиг. 2 будут подробно четыре стадии способа, в котором ароматическим растворителем является гидрогенизированный растворитель с высокой температурой кипения, а алифатическим растворителем является н-октан. Специалисты в данной области техники поймут, что при получении мезофазного пека с использованием других ароматических растворителей, таких как бензол, толуол и ксилол, и других алифатических растворителей, таких как н-гептан, которые перечислены в описании, потребуется соответствующим образом скорректировать технологический процесс. При непосредственном использовании крекинг-остатка в качестве гидрогенизируемого исходного сырья также потребуется соответствующим образом скорректировать описанный далее технологический процесс.
1) На участке 1 обессоливания тщательно смешивают в определенном соотношении высокотемпературную каменноугольную смолу с ароматическим растворителем (гидрогенизированным растворителем с высокой температурой кипения) и деионизированной водой с последующим промыванием и центрифугированием с целью удаления большей части содержащейся промывной воды; затем на участке 2 удаления нерастворимой в хинолине фракции (QI) смешивают в определенном соотношении полученную высокотемпературную каменноугольную смолу с алифатическим растворителем с последующим центрифугированием целью удаления нерастворимой в хинолине фракции (QI) и получения смеси очищенной каменноугольной смолы и растворителей, т.е. крекинг-остатка,
2) нагревают крекинг-остаток и подают его в испаритель 3, чтобы сепарировать воду и БТК-фракцию (<120°C), подают сепарированную воду в систему очистки с целью регенерации отработанной воды (не показана), подают БТК-фракцию (<120°C) в резервуар для БТК-фракции (<120°C) (не показан), и получают на дне испарителя безводный крекинг-остаток, который после нагрева подают в дистилляционную колонну 4. Возвращают в повторный цикл алифатический растворитель с низкой температурой кипения из верхней части дистилляционной колонны, подают БТК-фракцию (120-180°C), фенольное масло и нафталиновое масло из средней части дистилляционной колонны в их соответствующие резервуары (не показанные), и смешивают остатки из дистилляционной колонны 4 с БТК-фракциями из резервуаров для БТК-фракции (<120°C и 120-180°C) и с гидрогенизированной фракцией дистилляции или гидрогенизированным растворителем с высокой температурой кипения в смесителе 5 гидрогенизируемого исходного сырья, а затем после фильтрации через группу 6 фильтров подают в резервуар для гидрогенизируемого исходного сырья (не показан),
3) смешивают гидрогенизируемое исходное сырье из резервуара для гидрогенизируемого исходного сырья с водородом, затем нагревают до подачи в реактор, заполненный защитным катализатором гидрогенизации и катализатором деметаллизации, чтобы дополнительно удалить примеси и ионы металлов. После этого подают его в реактор для очистки, заполненный катализатором А гидроочистки, с целью гидроочистки и получения очищенного масла. Упомянутая реакция защитной деметаллизации и очистки может осуществляться в объединенном реакторе 7 защитной деметаллизации и очистки или поэтапно в соответствующих реакторах. В то же время, подают часть гидрогенизированного растворителя с высокой температурой кипения из вакуумной дистилляционной колонны 12 на следующем участке и масло мгновенного испарения, сепарированное из верхней части куба 14 для реакции синтеза, в крекинг-установку 8, заполненную катализатором крекинга, для введения в реакцию гидрокрекинга с целью получения продукта крекинга. Используются следующие способы заполнения катализаторами:
реакция очистки: заполняют верхнюю часть реактора катализатором А очистки, а нижнюю часть катализатором В очистки; или заполняют реактор катализатором А очистки, и заполняют верхнюю часть высокотемпературного сепаратора высокого давления катализатором В очистки и нижнюю часть катализатором А гидроочистки;
крекинг-реакция: заполняют крекинг-установку катализатором крекинга, и заполняют нижнюю часть реактора катализатором В очистки; или заполняют крекинг-установку катализатором крекинга, и заполняют высокотемпературный сепаратор высокого давления катализатором В очистки;
4) смешивают жидкое гидроочищенное масло и жидкий продукт крекинга, затем подают через металлический фильтр 9 с целью фильтрации, и после этого подают отфильтрованную смесь в дистилляционную колонну (10), чтобы сепарировать лигроиновую фракцию с температурой кипения ниже 120°C, воду и кислые газы до их поступления в дистилляционную колонну 11 нормального давления. Подают фракции с температурой кипения ниже 180°C, получаемые из верхней части дистилляционной колонны 11 нормального давления, в резервуар для компонента смешения бензина (не показанный), фракции с интервалом температур кипения 180-300°C, получаемые из средней части, в резервуар для компонента смешения дизельного топлива (не показанный), а остатки в вакуумную дистилляционную колонну 12 после нагрева. Сепарируют гидрогенизированный растворитель с высокой температурой кипения и гидрогенизированный пек из вакуумной дистилляционной колонны 12, при этом гидрогенизированный растворитель с высокой температурой кипения является компонентом с интервалом температур кипения 300-360°C, сепарированным из вакуумной дистилляционной колонны 12. Используют часть гидрогенизированного растворителя с высокой температурой кипения в качестве растворителя для удаления солей и QI из каменноугольной смолы и компонента гидрогенизируемого исходного сырья, а оставшуюся часть используют в качестве исходного сырья для установки 8 гидрокрекинга. Экстрагируют гидрогенизированный пек растворителем в экстракционной колонне 13, чтобы дополнительно удалить примеси, или подают в куб 14 для реакции синтеза без экстрагирования растворителем с целью термической полимеризации и получения продукта в виде мезофазного пека. Выпускают масляный газ из верхней части куба 14 после охлаждения, сепарирования и промывания. Используют сепарированное масло мгновенного испарения в качестве исходного сырья для гидрокрекинга.
Для получения высококачественного мезофазного пека требуется чистое органическое сырье с низким содержанием примесей, без твердых примесей, с низким содержанием металлов и кислородсодержащих, серосодержащих и водородсодержащих гетероциклических соединений и применимой молекулярной массой и молекулярным строением.
1) Твердые примеси
Основные твердые примеси в каменноугольной смоле преимущественно представляют собой нерастворимую в хинолине (QI) фракцию, такую как углеродная сажа (свободный углерод), порошковый уголь, порошковый кокс, ржавчину и т.п. Эти основные QI примеси вредны для образования, роста и преобразования мезофазы в объемную структуру мезофазного пека. Хотя эти основные QI примеси могут способствовать образованию мезофазных сфер, они блокируют рост и скопление мезофазных сфер в период роста мезофазного пека, что делает невозможным получение мезофазного пека с хорошими реологическими свойствами, поскольку основные QI примеси легко абсорбируются поверхностью образующихся мезофазных сфер.
В процессе высокотемпературной перегонки коксующегося угля в реторте выделятся свободный углерод, когда неочищенный газ нагрет до высокой температуры в камере коксования. Затем свободный углерод захватывается каменноугольной смолой, в результате чего образуется мицелла или коллоид с сердцевиной из свободного углерода, покрытого снаружи множеством слоев компонента с высокой температурой кипения. Согласно теории взаимной смешиваемости на основе подобия для отслаивания этих множества слоев мицеллы и обнажения свободного углерода, который удаляется во время предварительной обработки, требуется какое-либо тяжелое масло.
Поскольку каменноугольная смола является очень вязкой жидкостью, содержащиеся в ней твердые примеси легко забивают устройство для дальнейшей обработки каменноугольной смолы. Соответственно, очистка каменноугольной смолы с целью удаления содержащихся в ней основных QI примесей и твердых примесей является одной из ключевых стадий.
Каменноугольная смола является тяжелым маслом, имеющим высокую плотность, высокую вязкость и содержащим сложные компоненты. Условия переработки могут быть улучшены путем добавления в каменноугольную смолу некоторых растворителей с целью снижения вязкости во время предварительной обработки, что облегчить ее.
2) Металлические элементы
Металлические элементы в пеке, такие как Na, K, Mg, Ca, Fe, Cu, Al, V, Ni и т.п., быстро скапливаются, что приводит к образованию мозаичной структуры при формировании мезофазы. При получении углеродного материала из него образуются примеси, а утечка части металлических ионов во время карбонизации или графитизации приводит к появлению дефектов. Соответственно, металлические элементы должны удаляться. Количество примесей может быть снижено до требуемого уровня путем предварительной обработки промыванием и гидрогенизации катализатора деметаллизации.
3) Кислородсодержащие, серосодержащие и водородсодержащие гетероциклические соединения
Атомы О, S и N в кислородсодержащих, серосодержащих и водородсодержащих гетероциклических соединениях обладают высокой электроотрицательностью, способны легко индуцировать поляризацию внутри молекул и ускорять дегидрогенизируемую поликонденсацию во время формирования мезофазы, что способствует образованию мезофазных сфер. Тем не менее, перекрестное действие атомов О, S и N повышает вязкость системы, что затрудняет рост и скопление мезофазных сфер и снижает степень ориентации молекул. В то же время, накапливающиеся кислородсодержащие, серосодержащие и водородсодержащие гетероциклические соединения в силу своей высокой термостабилизации формируют в образующихся мезофазных сферах мозаичную структуру, а не желательную структуру крупных объединенных областей мезофазы. Углеродный продукт, получаемый из мезофазного пека, набухает во время графитизация, что вызывает его микрорастрескивание, влияющее на качество продукта. Атомы этих примесей могут преимущественно удаляться путем каталитической гидрогенизации.
4) Молекулярная масса и молекулярная структура
Атомное отношение Н/С в углесодержащей мезофазе составляет 0,35-0,5, содержание летучих веществ 15-20%, а плотность 1,4-1,6/см3. Молекулярная масса углесодержащей мезофазы, в среднем составляющая около 2000, в 3-4 раза превышает молекулярную массу сырьевого пека, а ее температура размягчения также выше примерно на 100°C. Разумеется, что эти величины изменяются с изменением сырьевого пека и условий термообработки. Она в целом имеет меньшую вязкость расплава при температуре, превышающей температуру размягчения, и способна оставаться стабильной и не распадаться в течение более длительного времени.
Для использования в качестве сырья для получения мезофазного пека его молекулы должны иметь применимую молекулярную массу, атомное отношение Н/С, соответствующую степень содержания ароматических соединений и структур циклана и короткие боковые цепи. Желаемая структура мезофазного пека может быть достигнута только при использовании сырья, имеющего молекулярную структуру с упомянутыми характеристиками, которое после полимеризации в конкретных условиях образует мезофазный пек. В целом, молекулы гидрогенизированного пека, получаемого путем гидроочистки, содержат 5-10 ароматических колец, в среднем 1,5 замещающих групп (в основном метиловых), циклоалкановую структуру 1-5 и молекулярную массу 250-400.
Соответственно, получение мезофазного пека на основе каменного угля фактически является процессом очистки и формирования каменноугольного пека. С учетом присущих каменноугольному пеку ограничений более эффективный способ получения мезофазного пека начинается с очистки и формирования каменноугольной смолы.
С точки зрения технологического процесса способ согласно изобретению может быть разделен на следующие основные стадии, такие как предварительная обработка, гидроочистки, получение мезофазного пека и т.п., которые могут быть описаны следующим образом.
(I) Предварительная обработка каменноугольной смолы
Стадия предварительной обработки каменноугольной смолы имеет целью формирование сырья, применимого для гидрогенизации, корректировку вязкости и плотности гидрогенизируемого сырья, удаление механических примесей, нерастворимых в хинолине фракций QI, воды, солей, фенолов из смолы, экстрагирование нафталинового масла с более высокой дополнительной ценностью, получение сырья, применимого для гидроочистки, и предотвращение коррозии и блокирования системы.
При удалении основной нерастворимой в хинолине фракции в максимально возможной степени предотвращается удаление β-смолы (т.е. нерастворимой в толуоле и растворимой в хинолин (TI-QS)) и γ-смолы (т.е. нерастворимой в гептане и растворимой в толуоле фракции (HI-TS)) с целью увеличения выхода мезофазного пека и сохранения полезных компонентов. Тем не менее, следует удалять термочувствительные компоненты во избежание вызываемого ими отложения кокса в слое катализатора. Потеря β-смолы и γ-смолы может быть уменьшена путем удаления QI фракции из каменноугольной смолы, а не из каменноугольного пека.
В воде, содержащейся в каменноугольной смоле, растворено множество солей, и при их нагреве из солей аммония (преимущественно NH4Cl) образуются высококоррозионные свободные кислоты, вызывающие коррозию трубопроводов и оборудования и отрицательно влияющие на катализаторы. Поскольку в пеке должно регулироваться содержание металлов, для обессоливания не может использоваться щелочной процесс. Соли аммония и соли металлов могут удаляться путем промывания. Соответственно, чтобы снизить содержание солей аммония и солей металлов в каменноугольной смоле, из них в максимально возможной степени удаляется вода в соответствии с требованиями к безводному сырью.
Поскольку содержащееся в каменноугольной смоле оксисоединение в основном сосредоточено в фенольном масле, путем удаления фенольного масла из каменноугольной смолы может снижаться потребление водорода во время гидрогенизации и предотвращаться влияние на регулирование давления в системе и на катализаторы со стороны связанной воды, которую образует фенольное масло во время гидрогенизации.
Причиной, по которой не экстрагируется обладающее высокой экономической ценностью скрубберное масло, является то, что скрубберное масло и его гидрид представляют собой важные растворители, способные снижать температуру испарения во время дистилляции и предотвращать полимеризацию высокомолекулярного соединения сырья до перехода в состояние спада гидрогенизации.
(1) Обессоливание каменноугольной смолы
Помимо солей металлов в каменноугольной смоле содержится множество солей аммония. Летучие соли аммония могут удаляться в процессе окончательного обезвоживания, при этом большая часть солей аммония по-прежнему остается в обезвоженной каменноугольной смоле. Промывание является действенным средством обессоливания, поскольку при получении мезофазного пека требуется строго регулировать содержание ионов металлов, и в данном случае для нейтрализации солей аммония не может использоваться щелочная реакция. Кроме того, обессоливание путем промывания также способно облегчать нагрузку катализаторов деметаллизации.
Поскольку соли аммония и соли металлов в основном представляют собой гидрохлориды, сульфаты, сульфиты, нитраты, тиоционаты, большая часть солей аммония и солей металлов может удаляться путем промывания. Тем не менее, каменноугольная смола является тяжелым маслом, которое имеет высокую плотность и содержит большие количества коллоидного асфальтена. Из-за их плохой взаимной смешиваемости образуется большое количество масляной эмульсии. Соответственно, при обезвоживании каменноугольной смолы необходимо деэмульгирование.
На практике ароматические растворители, такие как БТК-фракция, гидрогенизированная БТК-фракция, скрубберное масло, гидрогенизированное скрубберное масло, антраценовое масло, гидрогенизированное антраценовое масло и гидрогенизированный растворитель с высокой температурой кипения, выполняют функцию деэмульгирования за счет своей способности растворять мицеллы коллоидного асфальтена. Как показывают результаты экспериментов, все перечисленные выше ароматические растворители эффективно выполняют функцию деэмульгирования. После обезвоживания с помощью центрифуги содержание воды в каменноугольной смоле может поддерживаться на уровне менее 2%, а также может значительно снижаться содержание солей.
Гидрогенизированный растворитель с высокой температурой кипения является фракцией с температурой кипений в интервале 300~360°C, получаемой путем дистилляции смеси гидроочищенного масла и продукта крекирования. С учетом сепарирования смешанных масла и воды и извлечения алифатических растворителей, используемых для удаления нерастворимых веществ после промывания, для удаления солей более целесообразно применять ароматический растворитель с высокой температурой кипения. Скрубберное масло, гидрогенизированное скрубберное масло, антраценовое масло, гидрогенизированное антраценовое масло и гидрогенизированный растворитель с высокой температурой кипения в меньшей степени влияют на плотность каменноугольной смолы. Сепарирование масла и воды облегчается при плотности смешанного масла 1,05-1,1.
Поскольку коррозия оборудования и ухудшение характеристик катализаторов в основном происходит из-за соляной кислоты, образующейся при распаде хлорида аммония, содержание ионов хлорида используется в качестве контрольного показателя промывания. После промывания каменноугольная смола имеет содержание ионов хлорида менее 5 частей на миллион.
(2) Удаление нерастворимых в хинолине (QI) фракций из каменноугольной смолы
Для удаления нерастворимых в хинолине фракций в каменноугольную смолу должны включаться алифатические растворители. Тем не менее, поскольку при включении алифатических растворителей в каменноугольную смолу смешанное масло будет иметь плотность менее 1, удаление солей и нерастворимых в хинолине фракций невозможно осуществлять одновременно, при этом удаление нерастворимых в хинолине фракций невозможно осуществлять до удаления солей.
Как описано в патенте US 4116815, при включении в каменноугольную смолу или каменноугольный пек ароматических растворителей и алифатических растворителей в различных соотношениях образуются область масла, кристаллическая область, область пека и зона суспензии в зависимости от различных соотношений растворителей, при этом находящиеся в зоне суспензии QI примеси невозможно удалить путем свободного осаждения.
Широко применяемыми ароматическими растворителями, которые используются в упомянутом патенте US 4116815, являются бензол, толуол, ксилол, креозот, скрубберное масло, антраценовое масло и асфальтовое масло, которые получают путем дистилляции каменноугольной смолы; а алифатическими растворителями являются н-гексан, бензино-лигроиновая фракция, керосин, бензин и т.п. При повторении экспериментов, описанных в упомянутом патенте US 4116815, автор настоящего изобретения применял алифатические растворители, такие как н-октан, н-гептан и т.п., и ароматические растворители, такие как скрубберное масло, антраценовое масло, БТК-фракция, гидрогенизированные БТК-фракции, гидрогенизированное скрубберное масло, гидрогенизированное антраценовое масло, гидрогенизированные растворители с высокой температурой кипения и гидрогенизированные фракции дистилляции, полученные из фракций дистилляции каменноугольной смолы. Как показывают результаты, гидрогенизированные БТК-фракции, гидрогенизированное скрубберное масло и гидрогенизированное антраценовое масло за счет своей маслянистости способны обеспечивать лучший эффект удаления QI, чем БТК-фракции, скрубберное масло и антраценовое масло. В частности, гидрогенизированный растворитель с высокой температурой кипения является более применимым ароматическим растворителем для удаления QI по следующим причинам:
а) высокая эффективность удаления QI, что в основном выражается в меньшем процентном содержании алифатических растворителей, большем процентном содержании каменноугольной смолы и низких затратах; кроме того,
б) высокая степень отверждения QI, что приводит к снижению содержания QI в крекинг-остатке после удаления QI,
в) удаление в основном термически нестабильных макромолекул вместе с QI; выход каменноугольной смолы составляет 85%; удаление термически нестабильных макромолекул приводит к резкому замедлению отложение кокса на катализаторе во время гидрогенизации,
г) широкий интервал кристаллической области, что приводит к повышению эффективности удаления QI путем центрифугирования,
д) удаление солей и QI с помощью гидрогенизированного растворителя с высокой температурой кипения способствует возврату алифатических растворителей в повторный цикл и предотвращению образования азеотропа, вызываемого фракцией с низкой температурой кипения и алифатическими растворителями,
е) высокая степень гидрогенизации пека за счет присутствия гидрогенизированного растворителя с высокой температурой кипения, что способствует беспрепятственной гидрогенизации в мягких условиях.
(3) Гидрогенизированный растворитель с высокой температурой кипения
Гидрогенизированный растворитель с высокой температурой кипения является одним из ключевых элементов изобретения. Гидрогенизированный растворитель с высокой температурой кипения является фракцией смеси очищенного масла и продукта крекирования с температурой кипения в интервале 300~360°C. По данным спектрометрии его молекула состоит в основном из 2-5 атомов бензола и содержит 1-3 атома C4-C6циклоалкана, 1-3 атома метила и несколько атомов этила.
За счет применения гидрогенизированного растворителя с высокой температурой кипения достигаются следующие цели:
а) легко предотвращается превращение мицелл пека в независимый коллоидный асфальтен во время обессоливания с целью достижения эффекта деэмульгирования и сепарирования QI и термически нестабильных макромолекул с помощью алифатических растворителей,
б) облегчается возврат алифатических растворителей в повторный цикл за счет использования гидрогенизированного растворителя с высокой температурой кипения в качестве растворителя для удаления солей и QI,
в) облегчается перенос углерода в молекулы пека, поскольку гидрогенизация множества циклоалканов является обратимым процессом гидрогенизации-дегидрогенизации, и осуществление каталитической гидрогенизации с гидрогенизацией растворителем, снижается температура каталитической гидрогенизации, уменьшается отложение кокса на катализаторе, и продлевается срок службы катализатора,
г) рассеиваются молекулы пека для предотвращения их полимеризации во время гидрогенизации,
д) за счет нафталиновых и метиловых групп, входящих в молекулярную структуру гидрогенизированного растворителя с высокой температурой кипения, облегчается образование пека, когда в пеке объединяются фракции с высокой температурой кипения гидрогенизированного растворителя с высокой температурой кипения.
(4) Предварительная дистилляция крекинг-остатка
Крекинг-остаток является смешанным маслом, получаемым после удаления солей и QI из каменноугольной смолы. Задачей предварительной дистилляции крекинг-остатка является восстановление алифатических растворителей, экстрагирование из смолы нафталинового масла, обладающего высокой дополнительной ценностью, удаление волы из смешанной смолы согласно требованиям к безводной смоле и извлечение фенольного масла.
Вторичная температура дистилляции крекинг-остатка не должна быть слишком высокой, чтобы избежать образования новой нерастворимой в толуоле фракции (TI) и вторичной нерастворимой в хинолине фракции (QI) в результате полимеризации макромолекул из-за их пиролиза до гидроочистки, а также с целью восстановления алифатических растворителей и извлечения фенольного масла и нафталинового масла.
(5) Формирование и фильтрация гидрогенизируемого исходного сырья
Формирование гидрогенизируемого исходного сырья имеет целью замедление отложения кокса на катализаторе во время гидроочистки и осуществление каталитической гидрогенизации в водороде в присутствии гидрогенизируемых растворителей. Технологическими средствами формирования гидрогенизируемого исходного сырья являются: 1) формирование смеси БТК-фракции, гидрогенизированных фракций дистилляции и гидрогенизированного растворителя с высокой температурой кипения с предварительно дистиллированными остатками с высокой температурой кипения; и 2) защитная фильтрация.
Поскольку компоненты БТК-фракции, фенольного масла и нафталинового масла удаляют на стадии предварительной дистилляция, а у получаемого крекинг-остатка увеличивается плотность и вязкость наряду с повышением вероятности образования новых TI и вторичной QI, растворитель должен формироваться из остатков предварительной дистилляции крекинг-остатка согласно требованиям к гидрогенизируемому исходному сырью. Композитное масло, используемое в упомянутом процессе, содержит один или несколько компонентов, выбранных из группы, включающей фракции дистилляции каменноугольной смолы, продукт гидрогенизации фракций дистилляции каменноугольной смолы и смешанное масло из алифатических растворителей и упомянутых фракций дистилляции каменноугольной смолы или продукта гидрогенизации фракций дистилляции каменноугольной смолы. Фракции дистилляции каменноугольной смолы включают без ограничения БТК-фракцию, скрубберное масло, антраценовое масло и фракции дистилляции каменноугольной смолы, упомянутые в работе "Coal Chemistry Product Technology" (Xiao, Ruihua и др.; издательство Metallurgical Industry Press; сентябрь 2008 г.; 2-издание, стр. 201-230). Продукт гидрогенизации фракций дистилляции каменноугольной смолы включает без ограничения гидрогенизированную БТК-фракцию, гидрогенизированное скрубберное масло, гидрогенизированное антраценовое масло, гидрогенизированный растворитель с высокой температурой кипения и фракцию продукта гидрогенизации с температурой кипения 80~300°C. Масло из алифатических растворителей включает циклоалкановые растворители и дизельное топливо. Композитные масла также включают бензол, толуол и ксилол.
При получении остатка дистилляции крекинг-остатка выполняются основные функции двух типов: во-первых, снижение плотности и вязкости, диспергирование коллоидного асфальтена, при этом растворители, используемые в этих целях, в основном содержат бензол, фракции дистилляции каменноугольной смолы, продукт гидрогенизации фракций дистилляции каменноугольной смолы и небольшое количество алифатических растворителей; во-вторых, формирование гидрогенизируемых растворителей во время гидрогенизации с целью каталитической гидрогенизации каменноугольной смолы в присутствии гидрогенизируемых растворителей, при этом каталитическая гидрогенизация и гидрогенизация каменноугольной смолы растворителями осуществляется одновременно, а растворители, используемые в этих целях, в основном содержат продукт гидрогенизации фракции дистилляции каменноугольной смолы и алифатические растворители.
При включении в состав гидрогенизируемого исходного сырья большого количества алифатических растворителей снижается температура образования асфальтенового осадка, поскольку в остатках крекинг-остатка содержится много асфальтеновых и коллоидных компонентов. Соответственно, предпосылкой формирования алифатических растворителей должно являться отсутствие образования пекового осадка в гидрогенизируемом исходном сырье, при этом остатки дистилляции крекинг-остатка не должны состоять только из алифатических растворителей.
Добавление БТК-фракции, скрубберного масла и гидрогенизированных фракций дистилляции в основном имеет целью снижение вязкости и плотности гидрогенизируемого исходного сырья, снижение концентрации молекул коллоидного асфальтена и диспергирование коллоидного асфальтена. Диспергирование коллоидного асфальтена предотвращает отложение на катализаторе мицелл, образующихся в результате полимеризации коллоидного асфальтена, в результате чего повышается скорость адсорбции-десорбции макромолекул катализатором. В то же время, диспергирование коллоидного асфальтена оказывает самоочищающее воздействие на катализатор, задерживая отложение кокса на катализаторе и продлевая срок его службы.
Добавление гидрогенизированного растворителя с высокой температурой кипения и формирование гидрогенизированных фракций дистилляции имеет целью перенос водорода из гидрогенизированного растворителя с высокой температурой кипения в асфальтен в условиях каталитической гидрогенизации. В то же время, гидрогенизированный растворитель с высокой температурой кипения, который является смесью полициклического ароматического углеводорода, содержащего 1-3 атома структуры C4-C6циклоалкана, с молекулярной массой 150~280, выполняет функцию снижения концентрации коллоидного асфальтена с целью уменьшения потребности в условиях каталитической гидрогенизации и задержки отложения кокса на катализаторе.
Фильтрация в основном имеет целью отфильтровывать из смолы примеси с размером частиц более 10 мкм, не удаленные при фильтрации в оборудовании трубопроводов, чтобы защитить катализаторы.
(II) Гидроочистка и крекинг
Гидроочищаемое сырье смешивают с водородом высокого давления, нагревают смесь и подают в реактор защитной деметаллизации гидрогенизации и в реактор очистки с целью каталитической гидроочистки, затем смешивают жидкофазные компоненты очищенного масла с жидкофазными компонентами продукта крекирования, и после фильтрации смеси подают ее в систему фракционирования.
В то же время, используют часть гидрогенизированного растворителя с высокой температурой кипения, фракционированного в вакуумной дистилляционной колонне системы фракционирования, с целью удаления соли и QI и каменноугольной смолы и формирования гидрогенизируемого исходного сырья, а оставшуюся часть используют в качестве сырья для каталитического гидрокрекинга вместе с маслом мгновенного испарения, полученным в результате термической полимеризации мезофазного пека.
(1) Основные функции участка гидроочистки
а) Из каменноугольной смолы дополнительно удаляется QI. Хотя на стадии предварительной обработки удаляется определенное количество QI, в смоле по-прежнему остается некоторое количество частиц QI размером 0,5-2 мкм. Эти частицы QI осаждаются в канале на поверхности защитного катализатора при высокой температуре сразу после прохождения предварительно обработанной каменноугольной смолы через защитный катализатор. QI требуется удалять на начальной стадии очистки, хотя описанная ситуация предотвращается путем добавления растворителя в большом количестве.
б) Удаляются микропримеси металлов, таких как Na, K, Mg, Ca, Fe, Cu, Al, V, Ni и т.п., из которых особое внимание следует Na, Fe, V и Ni, поскольку большинство остальных металлов удаляется на стадии предварительной обработки за исключением Na и Fe, которые образуют металлические комплексы, и для их удаления требуется катализатор деметаллизации. Поскольку в каменноугольной смоле содержатся очень небольшие количества V и Ni, они явным образом не влияют на катализатор.
в) Из функциональных групп макромолекул удаляются атомы примесей, таких как О, N и S.
г) Реакционная способность молекул может снижаться путем гидрогенизирующего насыщения боковой цепи макромолекулы и молекул, легко полимеризуемых с образованием метиловой боковой цепи; ароматическое кольцо участка полициклического ароматического углеводорода подвергается циклоалкилированию, которое способствует образованию циклоалкановой структуры; в то же время, осуществляется перенос водорода в присутствии гидрогенизационного растворителя, чтобы способствовать изменению молекулярной структуры и формированию гидрогенизированного пека, молекулярная структура и состав которого отвечают требованиям к получению мезофазного пека.
д) Поскольку гидрогенизация и дегидрогенизации гидрогенизационного растворителя являются обратимыми, гидроочистка в присутствии гидрогенизационного растворителя способствует повышению содержания водорода в молекулярной структуре пека.
е) После гидрогенизации компонентов не содержащей нерастворимых в хинине (QI) примесей каменноугольной смолы компоненты пека с низкой температурой кипения за счет их насыщенной молекулярной структуры легче сепарировать, чем полимеризовать при дистилляции, что приводит к сужению распределения молекулярных масс гидрогенизированного пека для получения мезофазного пека.
ж) Циклоалкановые и метиловые боковые цепочечные структуры молекул выгодны для компонентов групп гидрогенизированного пека, становящихся растворимыми с небольшим изменением молекулярной массы. Поскольку циклоалкановые и метиловые боковые цепочечные структуры молекул пека выгодны для скопления мезофазных сфер, снижается потребность в распределении молекулярных масс гидрогенизированного пека. Крупные молекулы становятся растворимыми, а более мелкие молекулы также принимают участие в реакции за счет наличия у них циклоалкановых и метиловых боковых цепочечных структур, что значительно увеличивает каталитическую конденсацию полициклического ароматического углеводорода. В то же время, снижается температура размягчения мезофазного пека, и облегчается формирование растворимого мезофазного пека.
(2) Основные функции участка гидрокрекинга
а) Гидрокрекинг компонентов очищенного масла с температурой кипений 300-360°C и масла мгновенного испарения, полученного путем термической полимеризации мезофазного пека, с целью дальнейшего размыкания колец и разрыва связей во фракциях с высокой температурой кипения, получения макромолекулярных структур ароматических углеводородов и формирования дополнительных циклоалкановых и метиловых боковых цепочечных структур, повышения отношения Н/С у масляного растворителя, дальнейшего удаления S и N и получения отвечающего требованиям гидрогенизированного растворителя с высокой температурой кипения.
б) После гидрокрекинга большинство компонентов (около 50-70%) преобразуется в компоненты смешения бензина и дизельного топлива, а остальные фракции крекинга с температурой кипения выше 300°C вместе с очищенными фракциями с температурой кипения 300-360°C используются в качестве гидрогенизированного растворителя с высокой температурой кипения.
(3) Требуемые показатели гидроочистки
а) Поскольку гидроочищенное масло содержит сложные компоненты, очищающий катализатор должен обладать соответствующей способностью к гидрогенизации. Избыточная гидрогенизации приводит к разрушению молекулярной структуры полезных компонентов и снижению выхода мезофазного пека, а также к высокому расходу катализатора, что повышает стоимость очистки.
б) Степень обессеривания составляет около 70-90%, а содержание серы в гидрогенизированном пеке должно составлять менее 0,2%; степень денитрификации составляет около 50-90%, а содержание серы в гидрогенизированном пеке должно поддерживаться на уровне менее 0,3%; степень деоксигенации составляет около 50-90%, а содержание кислорода в гидрогенизированном пеке должно поддерживаться на уровне менее 0,3%.
в) Содержание Na составляет менее 10 частей на миллион; содержание Fe составляет менее 10 частей на миллион; общее содержанием ионов металлов составляет менее 50 частей на миллион.
г) Изменение отношения Н/С у гидрогенизированного пека является основным признаком эффекта гидрогенизации. Увеличение отношения Н/С на 20% по сравнению с очищенным пеком может удовлетворять требованиям к получению мезофазного пека. Для получения мезофазного пека, снижения температуры размягчения и повышения содержания растворимых компонентов выгодно более высокое отношение Н/С у гидрогенизированного пека. Тем не менее, мезофазный пек с чрезмерно высоким отношением Н/С образует пузырьки при центрифугировании, что приводит к разрыву волокон.
(4) Условия гидроочистки
Рабочие условия в реакторе для гидроочистки: полное давление составляет 12,0-20,0 МПа, средняя температура реакции составляет 320-400°C, часовая объемная скорость жидкости составляет 0,5-2,0 час-1, и применимое соотношение объемов водорода и масла составляет 600:1-1500:1. Эти условия проиллюстрированы далее.
а) Температура
Одним из требований к эффективной гидрогенизации пека является нагрев пека до температуры, достаточной для его термического распада. При этой температуре происходит крекинг молекул пека, и некоторые нестабильные молекулы расщепляются на фрагменты со свойствами свободных радикалов. Эти активные свободные радикалы захватывают атом водорода из водорода в присутствии катализатора или из гидрогенизируемых растворителей, стабилизируются за счет насыщения и образуют гидрогенизированный пек с оптимизированной молекулярной структурой, в результате чего эффективно достигается гидрогенизация очищенного пека.
Молекулы пека с большей очевидностью расщепляются и эффективно захватывают атомы водорода при температуре 400-420°C. Тем не менее, при превышении указанной температуры эффект крекинга становится слабым, и в качестве побочного эффекта активные молекулы пека легко полимеризуются, вызывая отложение кокса на катализаторе, что сказывается на активности катализатора. В этот момент основной реакцией вместо реакции гидрогенизации становится побочная реакция. В условиях катализа температура расщепления молекул пека значительно снижается, и должен поддерживаться желательный интервал температур 320-400°C во избежание превышения температуры 400°C. При температуре ниже 390°C задерживается отложение кокса на катализаторе, что защищает катализатор и продлевает срок его службы. При слишком низкой температуре (<300°C) невозможно эффективно расщеплять и удалять органические соединения натрия и активировать молекулы пека с целью формирования свободных радикалов.
б) Парциальное давление водорода
Давление в реакторе для очистки должно поддерживаться на уровне 12,0-20,0 МПа. Повышение парциального давления водорода соответствующим образом способно усиливать эффект очистки, снижать скорость закоксовывания катализатора и продлевать срок службы катализатора.
в) Объемная скорость распространения в пространстве
Чрезмерно высокая объемная скорость распространения в пространстве снижает эффект гидрогенизации и требует высокой активности катализатора, а чрезмерно низкая объемная скорость распространения в пространстве увеличивает время реакции, снижает нагрузку и повышает вероятность отложения кокса на катализаторе. Применимая объемная скорость распространения в пространстве должна поддерживаться на уровне 0,5-2,0 час-1.
г) Соотношение водорода и масла
На основании химической потребности в водороде в зависимости от степени реакции очистки предпочтительным является соотношение 600-1500:1.
(5) Катализатор
Гидрогенизируемое исходное сырье является предварительно обработанным крекинг-остатком, из которого удаляют примеси, такие как нерастворимую в хинолине фракцию и т.п., композитным гидрогенизируемым исходным сырьем, из которого извлекают фенольное масло и нафталиновое масло. Хотя большинство примесей удаляют уже на стадии предварительной обработки, сохраняется небольшое количество примесей, включающих ионы металлов, нерастворимую в хинолине фракцию и т.п., которые способны откладываться на наружной поверхности и порах внутри катализатора во время гидрогенизации. Кроме того, основными веществами при отложении кокса являются содержащиеся в смолах ненасыщенные олефины и термически нестабильные макромолекулы, в особенности, гетероциклические соединения в силу своей высокой активности. Они способны легко коксоваться при нагреве и откладываться на поверхности катализатора, приводя к забиванию канала катализатора и дезактивации катализатора.
Ионы металлов, таких как органическое железо, органический кальций и т.п., содержащиеся в каменноугольной смоле, сказываются на катализаторах гидроочистки и гидрокрекинга. Гидрогенизация растворимого в масле органического железа является очень быстрым процессом. В случае стандартного микропористого катализатора на его частицах откладывается или по окружности его поверхности распространяется в основном сульфид железа, неспособный перемещаться. Увеличенное количество отложений железа становится заметным лишь при увеличении толщины отложения железа на поверхности катализатора, но отложения железа не проникают в катализатор. Соответственно, можно предположить, что отложение сульфида железа в основном влияет на поверхность катализатора и мало сказывается на объеме порового пространства катализатора. Тем не менее, после того, как количество отложений железа достигает определенного уровня, частицы катализатора сцепляются друг с другом, и на его поверхности образуется твердая оболочка, что приводит к увеличению падения давления в слое катализатора и снижению КПД катализатора. Соответственно, катализатор деметаллизации должен иметь макропоры и большое общее количество пустот в слое.
Как и соли органического железа, соли органического кальция легко поддаются удалению. Обычно обеспечивающие гидрогенизацию компоненты катализатора не требуются, и реакция в основном представляет собой термический крекинг. Удаляемый кальций предпочтительно откладывается на наружной поверхности частиц катализатора и образует более крупные зерна. Соответственно, поскольку большинство кальция откладывается в каналах пор катализатора деметаллизации, реакция декальцификации с участием защитного катализатора гидрогенизации должна протекать в основном в слое защитного катализатора с тем, чтобы падение давления в слое не увеличивалось или увеличивалось в узком интервале.
Соли органического натрия присутствуют в виде фенолята натрия и нафтионата натрия и сильно влияют на дезактивацию катализатора и в то же время также сказываются на качестве мезофазного пека.
Для обеспечения длительной стабильной работы оборудования защитный катализатор и катализатор деметаллизации должны загружаться до основного катализатора с целью удаления отложений и ионов металлов из сырья и решения задачи защиты основного катализатора. Два реактора, оснащенные защитным катализатором гидрогенизации и катализатором деметаллизации, могут быть установлены параллельно, при этом для удобства переключения защитный катализатор гидрогенизации загружают в верхний реактор, а катализатор деметаллизации загружают в нижний реактор.
Отложение кокса на основном катализаторе уменьшают путем подачи сырья для гидрогенизации через защитный катализатор гидрогенизации и катализатор деметаллизации, при этом газообразный водород с парциальным давлением в катализаторе очистки способен частично ингибировать отложение углеродистых компонентов с высокой температурой кипения в каменноугольной смоле. Тем не менее, в конечном счете, отложение кокса невозможно полностью предотвращать. Это объясняется тем, что каменноугольная смола содержит следы олефинов и определенное количество коллоида и асфальтена, и при пиролизе этих веществ могут генерироваться активные свободные радикалы, которые легко конденсируются и образуют отложения кокса на катализаторе, забивающие слой катализатора и вызывающие увеличение падения давления в слое катализатора. В этом случае эти активные свободные радикалы стабилизируются при наличии молекул или атомов водорода, в результате чего ингибируется или ослабляется отложение кокса. Повышение парциального давления водорода способно значительно повышать концентрацию активных атомов водорода, но одновременно со значительным увеличением вложений и эксплуатационных расходов.
Одним из эффективных средств является добавление растворителя с целью диспергирования коллоида и асфальтена, который образуется при осуществлении способа согласно настоящему изобретению, такого как гидрогенизированная фракция дистилляции, гидрогенизированный растворитель с высокой температурой кипения, БТК-фракция и т.п. Помимо обеспечения активных атомов водорода эти жидкие растворители-доноры водорода могут способствовать преобразованию газообразного водорода в жидкую фазу и укорять гидрогенизацию. В то же время, снижается вязкость реакционной массы, диспергируются молекулы коллоидного асфальтена, повышается скорость абсорбции и десорбции, и уменьшается отложение кокса, в результате чего реакция гидроочистки может протекать плавно. Кроме того, в присутствии растворителей-доноров водорода могут быть смягчены требования к условиям реакции очистки, и может лучше регулироваться степень реакции гидроочистки во избежание чрезмерного расщепления некоторых из макромолекул на мелкие молекулы, что приводит к снижению выхода пека. Компоненты с низкой температурой кипения, такие как БТК-фракция и т.п., в основном снижают вязкость и плотность гидрогенизируемого исходного сырья и диспергируют коллоидный асфальтен, затрудняя его полимеризацию с образованием мицелл, откладывающихся на катализаторе, и повышая скорость абсорбции и десорбции на катализаторе, что благоприятно для десорбции макромолекул из катализатора, и оказывает самоочищающее воздействие на катализатор. Как описано ранее, закоксовывание катализатора может эффективно ингибироваться путем добавления БТК-фракции, скрубберного масла, гидрогенизированной фракция с низкой температурой кипения и гидрогенизированного растворителя с высокой температурой кипения, который образуется при осуществлении способа согласно настоящему изобретению, в результате чего может продлеваться срок службы катализатора.
Содержащие гетероатомы соединения, такие как S, N, О и т.п., которые содержатся в каменноугольной смоле, влияют на зарождение, рост и преобразование мезофазных сфер и неблагоприятны для образования тонковолокнистых или игольчатых структур. Например, сера является мощным средством дегидрогенизация, которое ускоряет конденсацию дегидрогенизированных ароматических углеводородов и способствует появлению мезофазных сфер; в то же время, сера также является образующим поперечные связи веществом, которое заставляет молекулы терять планарность и формировать сшитую структуру, что приводит к повышению вязкости. Это неблагоприятно для роста, скопления и преобразования мезофазных сфер в анизотропную структуру, и вместо этого мезофазные сферы преобразуются в мозаичную структуру.
Для формирования мезофазы очень выгодно, чтобы в молекулах каменноугольного пека содержалось определенное количество циклоалкановой структуры и алифатических коротких боковых цепей. Это объясняется тем, что в процессе пиролиза происходит перенос водородных радикалов в циклоалкан, за счет чего может эффективно стабилизироваться реакционная способность свободных радикалов с сохранением текучести и растворимости мезофазного продукта для достижения обширной оптически анизотропной текстуры.
Основным функциями катализатора гидроочистки являются: удаление гетероатомов, таких как S, N, О и т.п., содержащихся в каменноугольной смоле; гидрогенизация ненасыщенных компонентов и их насыщение с целью формирования полициклического ароматического углеводорода с циклоалкановой структурой; разрыв боковой цепи содержащегося в сырье активного ароматического углеводорода с более длинной алкильной боковой цепью с целью формирования более стабильного ароматического углеводорода с короткой боковой цепью; и одновременно обеспечение водородом растворителя-донора водорода в присутствии водорода с целью своевременной регенерации растворителя-донора водорода, способствования своевременному преобразованию газообразного водорода в жидкую фазу и ускорения реакции гидрогенизации.
Соответственно, катализатор очистки отличается соответствующим объемом порового пространства и размером пор, высокой стойкостью к отложению кокса и соответствующей реакционной способностью. Каталитическая гидроочистка может осуществляться в присутствии других катализаторов с высокой очищающей и низкой крекирующей активностью и соответствующим объемом порового пространства и размером пор.
Чтобы обеспечить стабильную гидрогенизацию в соответствии с характеристиками гидрогенизации каменноугольной смолы, не следует придавать необоснованное значение чрезмерно высокому КПД катализатора и чрезмерно длительному сроку его службы (и также добиваться этого). Разумеется, что различные катализаторы имеют различные сроки службы.
(III) Получение мезофазного пека
1) Получение гидрогенизированного пека
После фильтрации смеси гидроочищенного масла и продукта крекирования ее подают в дистилляционную колонну, чтобы сепарировать лигроиновые компоненты с низкой температурой кипения, воду и кислый газ, а затем подают смесь в дистилляционную колонну нормального давления. Подают компонент смешения бензина, получаемый в верхней части дистилляционной колонны нормального давления, в резервуар для компонента смешения бензина в качестве продукта, подают компонент смешения дизельного топлива, получаемый в средней части колонны, в резервуар для компонента смешения дизельного топлива, и подают компонент с высокой температурой кипения из нижней части колонны в вакуумную дистилляционная колонна после нагрева. Сепарируют гидрогенизированный растворитель с высокой температурой кипения и гидрогенизированный пек из вакуумной дистилляционной колонны, при этом используют часть гидрогенизированного растворителя с высокой температурой кипения в качестве растворителя для удаления солей и QI из каменноугольной смолы и сформированного компонента гидрогенизируемого исходного сырья, а остальной гидрогенизированный растворитель используют в качестве исходного сырья в крекинг-установке для гидрогенизации. Экстрагируют гидрогенизированный пек растворителями с целью дополнительного удаления примесей до подачи в реактор и получения продукта в виде мезофазного пека посредством термической полимеризации. Выпускают масляный газ из верхней части реактора после охлаждения, сепарирования и промывания. Подают сепарированное масло мгновенного испарения в резервуар для исходного сырья в качестве сырья гидрокрекинга.
(1) Фильтрация
Устанавливают фильтр до дистилляционной колонны для фильтрации очищенного масла и продукта крекирования и удаления частиц катализатора.
Как показывает анализ QI примесей, полученных в результате предварительной обработки каменноугольной смолы, в лазерном анализаторе частиц, размер частиц QI примесей в каменноугольной смоле обычно находится в интервале 0,3-1 мкм. По данным элементного анализа эти основные QI примеси с частицами небольшого размера в основном представляют собой свободный углерод и другие неорганические вещества с размером частиц более 0,3 мкм.
Выдерживают очищенное масло в течение длительного времени с целью получения осадка, который затем фильтруют через сетчатый фильтр номер 500. На сетчатом фильтре остается очень небольшое количество остатка, и по данным элементного анализа и лазерного анализатора частиц остаток в основном содержит частицы катализатора с размером частиц более 30 мкм.
После фильтрации через сетчатый фильтр номер 500 отфильтрованное масло подвергают вакуумной фильтрации через фильтровальные бюхнеровские воронки диаметром 2-5 мкм, 5-10 мкм и 10-15 мкм, соответственно. Фильтруют все отфильтрованное масло через фильтровальные бюхнеровские воронки диаметром 10-15 мкм, а остаток оставляют на двух других воронках. Используют хинолин, толуол и н-гептан, соответственно, для растворения упомянутого остатка, при этом остаток преимущественно нерастворим в н-гептане, частично растворим в толуоле и растворим в хинолине, что дополнительно подтверждает, что остаток содержит нерастворимые в толуоле и растворимые в хинолине (TI-QS) фракции и представляет собой макромолекулярный углеводородный полимер.
Из-за высокой температуры масла гидроочистки и продукта крекирования и низкой вязкости жидкой фазы для удаления порошкового катализатора используется фильтр с диаметром отверстий 10-25 мкм. Могут одновременно выполняться две группы операций фильтрации компонентов через металлокерамический фильтр, а число фильтрационных групп может выбираться в зависимости от потока. В качестве растворителя для замачивания и обратной промывки фильтров используется масляная фракция с температурой кипения 120-180°C, получаемая из дистилляционной колонны нормального давления, или БТК-фракция и скрубберное масло.
(2) Дистилляция
Дистилляционная установка состоит из дистилляционной: колонны, дистилляционной колонны нормального давления и вакуумной дистилляционной колонны. Подают отфильтрованную гидрогенизированную масляную смесь в дистилляционную колонну, чтобы сначала сепарировать лигроин (<120°C), воду и кислый газ, а затем в дистилляционную колонну нормального давления. Подают в качестве продукта компонент смешения бензина (120-180°C), фракционированный из верхней части дистилляционной колонны нормального давления, в резервуар для компонента смешения бензина. Подают компонент смешения дизельного топлива (180-300°C), фракционированный из средней части дистилляционной колонны нормального давления, в резервуар для компонента смешения дизельного топлива. Подают компоненты с высокой температурой кипения из нижней части колонны в вакуумную дистилляционную колонну после нагрева. Сепарируют гидрогенизированные растворители с высокой температурой кипения в интервале кипения 300-360°C и гидрогенизированный пек с температурой кипения выше 360°C в вакуумной дистилляционной колонне.
(3) Экстрагирование гидрогенизированного пека
Экстрагируют гидрогенизированный пек при температуре 120-180°C с использованием толуола, хинолина, пиридина или тетрагидрофурана в качестве растворителя при соотношении гидрогенизированного пека и масляного растворителя 1:5-10. Фильтруют экстрагированное масло через металлический фильтр с диаметром отверстий 5-10 мкм, а затем путем дистилляции сепарируют экстракционный растворитель и экстрагированный гидрогенизированный пек.
2) Получение мезофазного пека
Получение мезофазного пека из гидрогенизированного пека является процессом регулируемой термообработки. Широко применяемые процессы термообработки включают термообработку пузырьками инертного газа и термообработку под повышенным или сниженным давлением. В основе всех описанных процессов лежит принцип термообработки сырьевого пека в полимеризаторе при определенной температуре и давлении в течение определенного времени с целью осуществления термической полимеризации и обеспечения показателей пека, отвечающих требованиям к желаемому качеству.
Основными эксплуатационными характеристиками являются: начальная температура, конечная температура, скорость повышения температуры, время поддержания постоянной температуры, скорость перемешивания, давление инертных газов, расход инертных газов и т.п. Эти характеристики должны определяться на основании особенностей гидрогенизированного пека. Далее проанализировано влияние на процесс упомянутых характеристик.
(1) Влияние температуры
Температура синтеза находится в интервале 380-460°C, а время под держания постоянной температуры составляет 180-1200 мин, предпочтительно 400-440°C, 180-600 мин. Малая скорость повышения температуры благоприятна для роста и скопления мезофазных сфер и получения мезофазного пека с большой областью анизотропности и хорошими реологическими свойствами. Также могут использоваться кратковременные высокотемпературные реакции, а затем длительные низкотемпературные реакции и т.п.
(2) Влияние давления
Повышение давления термообработки способно ингибировать быструю утечку фракции с низкой молекулярной массой и повышать степень карбонизации. В то же время, фракции с более низкой молекулярной массой сливаются в жидкой фазе, в результате чего улучшается их вязкость и текучесть, что способствует скоплению мезофазных сфер и перегруппировке кристаллов с увеличением степени анизотропности, но чрезмерно высокое давление является помехой для скопления мезофазных сфер. Термообработка при пониженном давлении способна ускорять реакцию синтеза.
(3) Влияние условий перемешивания в системе
Перемешивание при получении мезофазного пека позволяет не только поддерживать однородность различных компонентов в реакционной системе в процессе формирования мезофазы, улучшать взаимную смешиваемость мезофазного пека и маточного раствора пека, повышать текучесть и делать более однородной структуру образующейся мезофазы, но также ингибировать преждевременное скопление мезофазных сфер в начале формирования мезофазы и способствовать формированию мезофазы в системе на поздней стадии процесса.
Поскольку мезофазный пек имеет более высокую молекулярную массу, чрезмерное возмущающее воздействие на систему вызывает усложнение внутренней структуры пека, что неблагоприятно для формирования анизотропии доменной структуры.
(4) Продувка газом
Для продувки верха и низа реактора и удаления легких компонентов из пека, используется поток инертного газа. В результате этого сужается интервал молекулярных масс получаемого мезофазного пека, и могут скапливаться ароматические углеводородные компоненты с соответствующей молекулярной массой, образующие мезофазу, имеющую определенную растворимость и демонстрирующую анизотропность. Кроме того, путем перемешивания воздушного потока можно ориентировать плоские молекулы ароматических углеводородов параллельно направлению воздушного потока, что благоприятно для скопления мезофазных сфер.
(5) Оперативный анализ вязкости системы
При получении мезофазного пека помимо таких факторов, как температура, давление и т.п., оперативно измеряется вязкость, что позволяет сравнивать фактическую и теоретическую кривые зависимости вязкости и температуры и контролировать ход процесса получения.
Настоящее изобретение обладает следующими преимуществами над известным уровнем техники.
Настоящее изобретение предусматривает получение мезофазного пека из каменноугольной смолы в качестве сырья и применение катализатора деметаллизации, катализатора гидроочистки и катализатора гидрокрекинга собственной изготовления в соответствии с характеристиками, присущими каменноугольной смоле. Их преимущества состоят в простоте регулирования степени гидрогенизации, полном удалении примесей, хорошей текучести сырья, отсутствии тенденции создавать отложения кокса и закоксовываться в процессе эксплуатации и отсутствии тенденции забивать реактор.
Основные ароматические растворители, используемые в качестве растворителей для удаления QI примесей, и гидрогенизированный растворитель с высокой температурой кипения, используемый в качестве гидрогенизационного растворителя при гидрогенизации согласно изобретению, самообразуются при осуществлении способа согласно изобретению. Оба упомянутых растворителя обладают высокой эффективностью удаления примесей, хорошей способностью обеспечивать водород, имеют низкую стоимость и могут легко производиться непрерывным способом.
Основным продуктом, получаемым способом согласно настоящему изобретению, является мезофазный пек, представляющий собой хороший предшественник углеродного материала с высокой дополнительной ценностью. В то же время, в качестве побочных продуктов получают компоненты смешения бензина и дизельного топлива, фенольное масло, сырой нафталин. Мезофазный пек имеет низкую производственную себестоимость, прост в обработке, процесс его получения отличается низким уровнем требований к оборудованию, легко регулируемыми параметрами обработки, является в целом экономичным и рентабельным.
Далее настоящее изобретение проиллюстрировано на следующих примерах. Следует учесть, что далее приведены примеры оптимизации настоящего изобретения, имеющие целью лишь проиллюстрировать, а не ограничить настоящее изобретение. Могут быть предложены другие сочетания и различные модификации, не выходящие за рамки настоящего изобретения.
Если контекстом не указано иное, все процентные содержания указаны в виде весовых процентов.
В качестве реагента использовался химический чистый реагент, приобретенный у компании Damao (Тяньцзинь), а высокотемпературная каменноугольная смола была приобретена у компании Anshan.
Для определения характеристик полученных продуктов использовались следующие приборы: инфракрасный спектрометр (FT-IR 430, JASCO), NMR (AVANCE II 400, производства компании Bruker, Швейцария), анализатор элементов (vario EL III, производства компании Elementar, Германия), GC-MS (HP 6890GC/5973MSD, производства компании Hewlett Packard, США), поляризационный микроскоп (XP-600Е, производства компании Changfang Optical Instrument Co., LTD, Шанхай, Китай), ионный хроматограф (ICS-90, Dionex, USC), осмометр для измерения давления насыщенного пара (К-7000, производства компании Knauer GmbH, Германия), ICPAES (Optima 2000 DV, Perkin Elmer Company, USA), хемосорбционный анализатор (CHEMBET 3000, производства компании Conta, США), автоматический анализатор удельной поверхности и микропористой физической адсорбции (ASAP 2020, производства компании Micromeritics Instrument Corp) и рентгеновский флуоресцентный анализатор (XRF-1800, производства компании Shimadzu, Япония).
Пример 1
Как показано на Фиг. 2, подают каменноугольную смолу из резервуара для каменноугольной смолы, деионизированную воду и гидрогенизированный растворитель с высокой температурой кипения на участок 1 обессоливания, тщательно перемешивают и затем центрифугируют с целью удаления отработанной промывной воды и получения обессоленной каменноугольной смолы с содержанием Cl- менее 5 частей на миллион. Подают отработанную воду в систему регенерации отработанной воды. После смешивания обессоленной каменноугольной смолы с алифатическим растворителем (н-октаном) и гидрогенизированным растворителем с высокой температурой кипения подают ее на участок 2 удаления QI. После центрифугирования и осаждения с целью снижения содержания QI до 500 частей на миллион получают крекинг-остаток. Подают QI в систему очистки отработанных остатков. После нагрева крекинг-остатка подают его в одноступенчатый испаритель 3 с целью удаления воды и БТК-фракции (<120°C). После нагрева безводного крекинг-остатка подают его в дистилляционную колонну 4 с целью предварительной дистилляции и восстановления алифатического растворителя, а также сепарирования БТК-фракции (120-180°C), фенольного масла и нафталинового масла. Возвращают алифатический растворитель на участок 2 удаления QI с целью повторного использования. Смешивают остатки из дистилляционной колонны 4, БТК-фракцию (<120°C), БТК-фракцию (120-180°C), гидрогенизированный растворитель с высокой температурой кипения и другие масла с низкой температурой кипения и затем подают в смеситель 5 с целью придания вязкости и плотности смешанному гидрогенизируемому исходному сырью. После фильтрации через фильтр 6 смешивают сформированное гидрогенизируемое исходное сырье с водородом и затем подают в реактор 7 защитной деметаллизации и очистки, заполненный защитным катализатором, катализатором деметаллизации, катализатором А очистки и катализатором В очистки, с целью каталитической гидроочистки. Смешивают очищенный жидкофазный компонент и жидкофазный компонент из крекинг-установки 8 (верх которой заполнен катализатором крекинга, а низ заполнен катализатором В очистки) и пропускают через фильтр 9. После фильтрации смеси подают ее в дистилляционную колонну 10, чтобы сепарировать лигроин, воду и кислые газы. Нагревают масло со дна дистилляционной колонны и подают в дистилляционную колонну 11 нормального давления, чтобы сепарировать бензин и компоненты смешения дизельного топлива. Повторно нагревают масло со дна дистилляционной колонны нормального давления и подают в вакуумную дистилляционную колонну 12, чтобы сепарировать гидрогенизированный растворитель с высокой температурой кипения и гидрогенизированный пек. Используют гидрогенизированный растворитель с высокой температурой кипения для удаления солей и QI из каменноугольной смолы и формирования исходного сырья, остальное вместе с маслом мгновенного испарения из куба для реакции синтеза смешивают с водородом и затем подают в крекинг-установку 8. Экстрагируют гидрогенизированный пек на участке 13 экстрагирования с целью получения экстрагированного гидрогенизированного пека, который загружают в куб 14 для реакции синтеза с целью термической полимеризации и синтеза мезофазного пека.
Как показано в Таблице 1-1, высокотемпературная каменноугольная смола в достаточной степени смешана с гидрогенизированным растворителем с температурой кипения выше 300°C и деионизированной водой при соотношении объемов 1:0,5:0,5 и поступает в центрифугу после промывания с целью удаления большей части содержащейся в ней промывной воды, при этом повторяют промывание 3 раза. Получают гидрогенизированный растворитель с высокой температурой кипения путем гидроочистки БТК-фракции и антраценового масла в соотношении 0,4:1 в условиях катализа и гидроочистки согласно данному примеру, как показано в Таблице 1-2. Подают промытую каменноугольную смолу в резервуар для удаления QI, и добавляют н-октан, чтобы довести соотношение объемов смолы, гидрогенизированного растворителя с высокой температурой кипения и н-октана до 1:0,5:0,5. После перемешивания смеси подают ее в центрифугу с целью удаления QI и получения очищенного крекинг-остатка. Описанные операции выполняются в следующих условиях: температура 80°C, скорость перемешивания 120 оборотов в минуту, время перемешивания 5 минут, скорость центрифугирования 4000 оборотов в минуту. Дистиллируют часть крекинг-остатка с целью получения очищенного пека (смотри результаты анализа крекинг-остатка очищенного пека в Таблице 1-3). Обрабатывают остальной крекинг-остаток в дистилляторе, чтобы сепарировать воду, БТК-фракцию с температурой кипения ниже 120°C, н-октан, БТК-фракцию с температурой кипения 120-180°C, фенольное масло и нафталиновое масле. Смешивают масляную смесь остатка, БТК-фракции с температурой кипения ниже 120°C и БТК-фракции с температурой кипения 120~180°C с дополнительной БТК-фракцией в соотношении 1:0,4 с целью получения гидрогенизируемого исходного сырья.
Осуществляют гидроочистку и крекинг-реакцию в реакторе непрерывной гидрогенизации с двумя реакционными сосудами. Помещают два реакционных сосуда по 200 мл, которые могут использоваться последовательно или параллельно, в стационарную печь. Кроме того, два реакционных сосуда имеют общую систему подачи и систему охлаждающего сепарирования и автоматически управляются и контролируются одним компьютером. Последовательно используют первый реакционный сосуд, загруженный защитным катализатором и катализатором деметаллизации, и второй реакционный сосуд, загруженный катализатором А очистки и катализатором В очистки, для осуществления реакции гидроочистки. Когда требуется реакция гидрокрекинга, упомянутые два сосуда заменяют одним реакционным сосудом объемом 200 мл, загруженным катализатором крекинга и катализатором В очистки, который используют для осуществления реакции.
Нагревают гидрогенизируемое исходное сырье из резервуара для гидрогенизируемого исходного сырья до температуры 80°C до фильтрации через металлический фильтр. Смешивают нагретое и отфильтрованное гидрогенизируемое исходное сырье с водородом и подают в реактор, заполненный защитным катализатором гидрогенизации и катализатором деметаллизации TJS1 согласно Таблице 1-4, с целью дополнительного удаления примесей и ионов металлов. Затем подают продукт упомянутого процесса в реактор, в верхнюю часть которого загружен катализатором гидроочистки JZ1 согласно Таблице 1-4, а в нижнюю часть катализатор JZ6 согласно Таблице 1-4, с целью гидроочистки. Рабочие условия реакции гидроочистки включают полное давление 16,0 МПа, среднюю температуру реакции 350°C, часовую объемную скорость жидкости 1,0 час-1 и соотношение объемов водорода и масла 1000:1.
Используют фракцию с температурой кипения 300-360°C, полученную путем дистилляции очищенного масла, в качестве сырья, которое подают в установку гидрокрекинга, верхняя часть которой заполнена катализатором крекинга LH1 согласно Таблице 1-5, а нижняя часть катализатором очистки JZ6, с целью осуществления реакции гидрокрекинга и получения продукта крекирования. Рабочие условия включают полное давление 16,0 МПа, среднюю температуру реакции 370°C, часовую объемную скорость жидкости 1,0 час-1 и соотношение объемов водорода и масла 1000:1.
Смешивают гидроочищенное масло с продуктом крекирования в соотношении 1:0,35 до фильтрации. Рабочее давление в фильтре составляет 0,2 МПа, температура 200°C, а абсолютная точность фильтрации 10 мкм. Обрабатывают отфильтрованное масло в дистилляторе нормального давления, чтобы сепарировать воду, лигроиновые компоненты с температурой кипения ниже 120°C, компонент бензин смешения с температурой кипения 120-180°C и компонент смешения дизельного топлива с температурой кипения 180-300°C, и затем подают в вакуумный дистиллятор. Используют фракцию с температурой кипения в интервале 300-360°C в качестве гидрогенизированного растворителя с высокой температурой кипения и сырья для гидрокрекинга, а фракцию с температурой кипения выше 360°C в качестве гидрогенизированного пека. В Таблице 1-6 приведен анализ фракций дистилляции, а анализ гидрогенизированного растворителя с высокой температурой кипения, согласуется с результатами анализа, приведенными в Таблице 1-2. В Таблице 1-7 приведен анализ гидрогенизированного пека, а на Фиг. 3Б и 4 представлены результаты инфракрасной спектроскопии и ЯМР гидрогенизированного пека.
Экстрагируют гидрогенизированный пек согласно Таблице 1-7 в аппарате Сокслета с использованием пиридина, И сепарируют полученное экстрагированное масло роторном испарителе с целью получения экстрагированного гидрогенизированного пека. Результаты анализа приведены в Таблице 1-8.
Подают экстрагированный гидрогенизированный пек в реактор с целью получения мезофазного пека путем термической полимеризации. Выпускают масляный газ из верхней части реактора после охлаждения, сепарирования и промывания, и используют сепарированное масло мгновенного испарения в качестве одного из компонентов исходного сырья для крекинга. Условия реакции синтеза включают нормальное давление, температуру 430°C, время реакции 300 минут, скорость перемешивания 30 оборотов в минуту и продувку азотом нижней части реактора. Результаты анализа сепарированного масла мгновенного испарения приведены в Таблице 1-9, результаты анализа мезофазного пека приведены в Таблице 1-10.

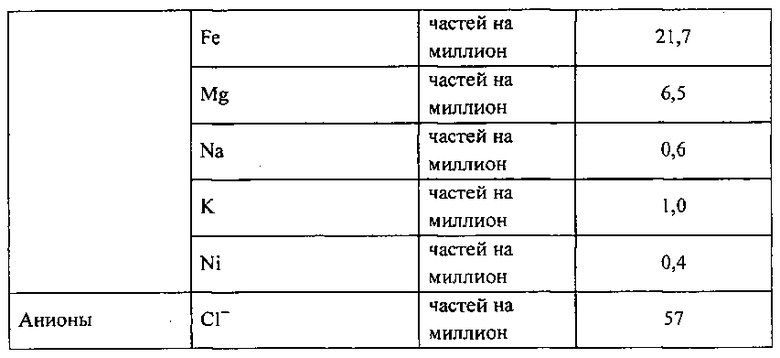
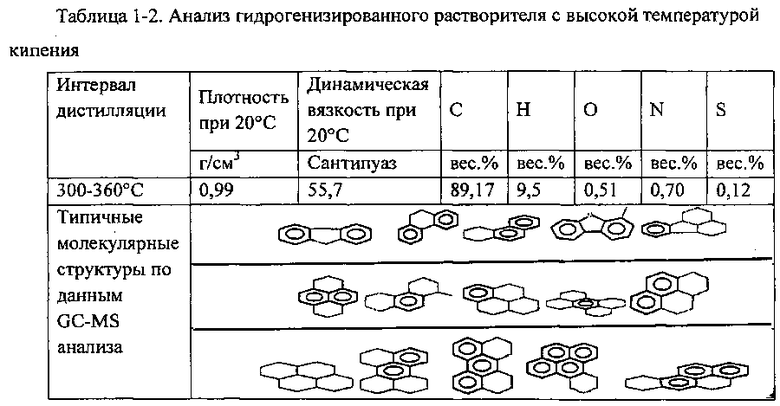
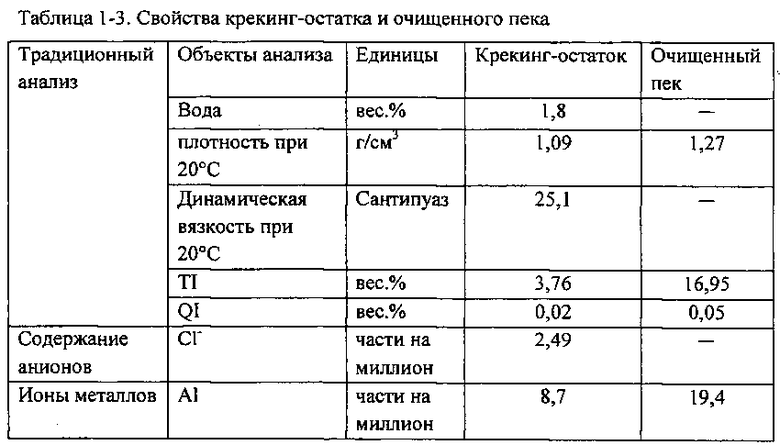
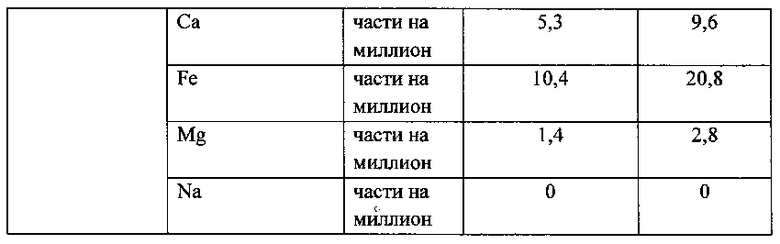
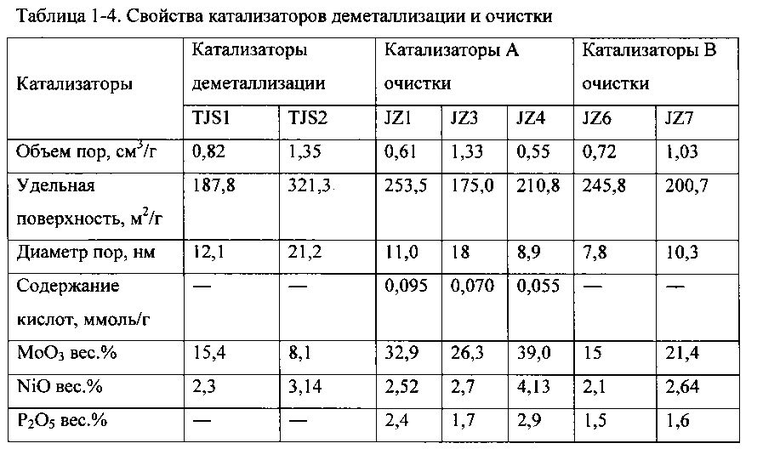
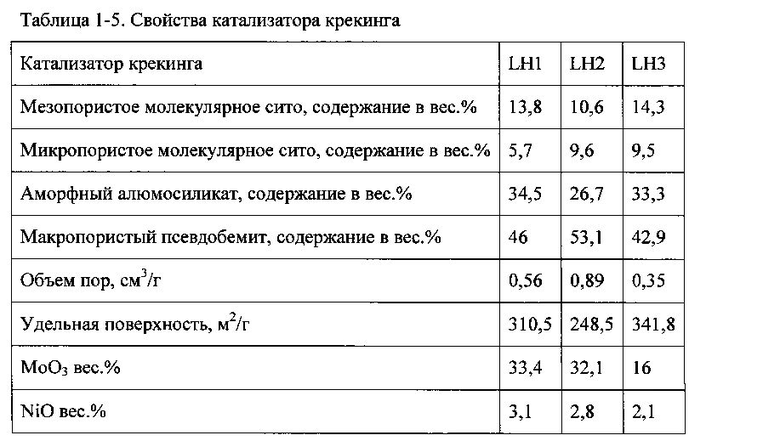
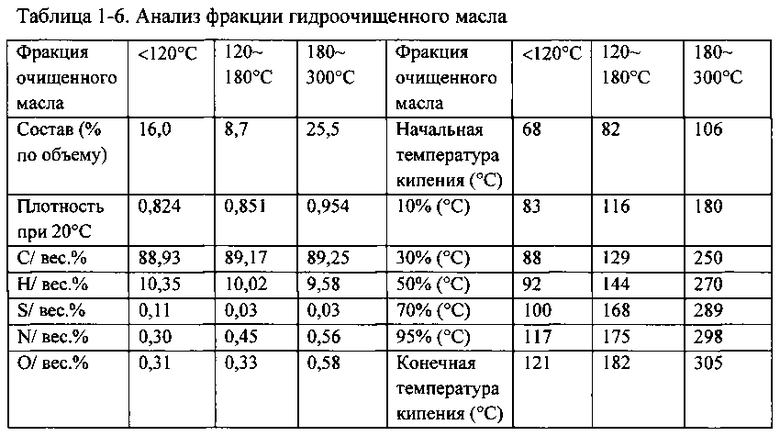
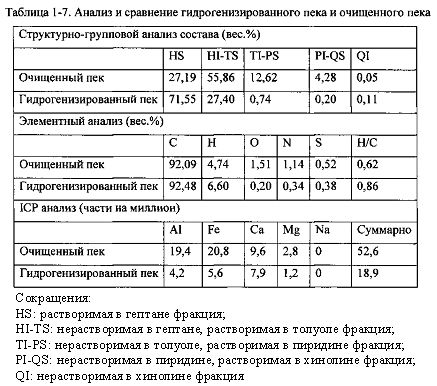

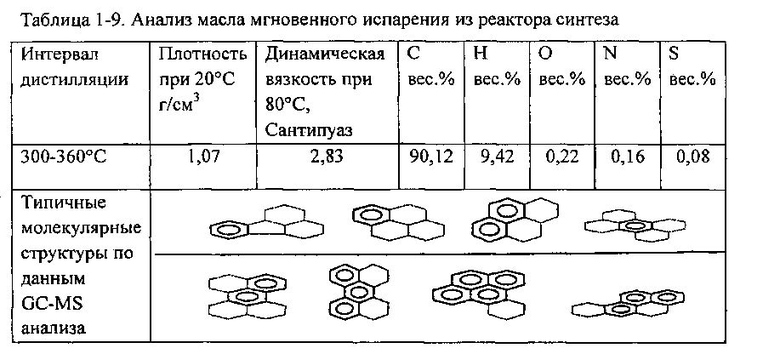
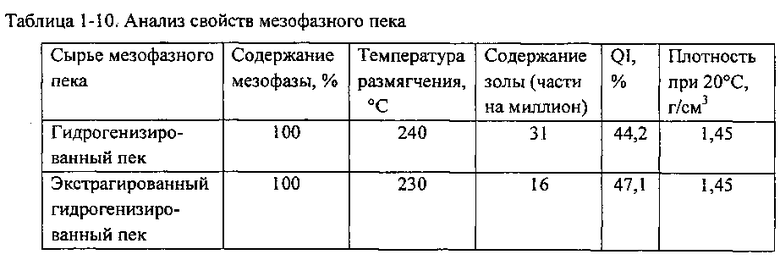
Пример 2
Получали крекинг-остаток путем удаления солей и QI из гидрогенизированной БТК-фракции, гидрогенизированного скрубберного масла и гидрогенизированного антраценового масла, полученных из высокотемпературной каменноугольной смолы согласно Таблице 1-1, с помощью БТК-фракции, скрубберного масла и антраценового масла путем гидроочистки по Примеру 1, как показано в Таблице 2-1.


Сепарировали фракции с температурой кипения ниже 230°C путем дистилляции упомянутого крекинг-остатка и получили остатки  ,
,  и
и  , содержащие БТК-фракцию, гидрогенизированную фракцию с температурой кипения ниже 120°C и гидрогенизированный растворитель с высокой температурой кипения, соответственно, в условиях, приведенных в Таблице 2-2, с целью получения гидрогенизируемого исходного сырья
, содержащие БТК-фракцию, гидрогенизированную фракцию с температурой кипения ниже 120°C и гидрогенизированный растворитель с высокой температурой кипения, соответственно, в условиях, приведенных в Таблице 2-2, с целью получения гидрогенизируемого исходного сырья  ,
,  и
и  . Поскольку остаток дистилляции крекинг-остатка имеет высокое содержание гидрогенизированного растворителя с высокой температурой кипения, в гидрогенизируемое исходное сырье необязательно должен входить гидрогенизированный растворитель с высокой температурой кипения.
. Поскольку остаток дистилляции крекинг-остатка имеет высокое содержание гидрогенизированного растворителя с высокой температурой кипения, в гидрогенизируемое исходное сырье необязательно должен входить гидрогенизированный растворитель с высокой температурой кипения.
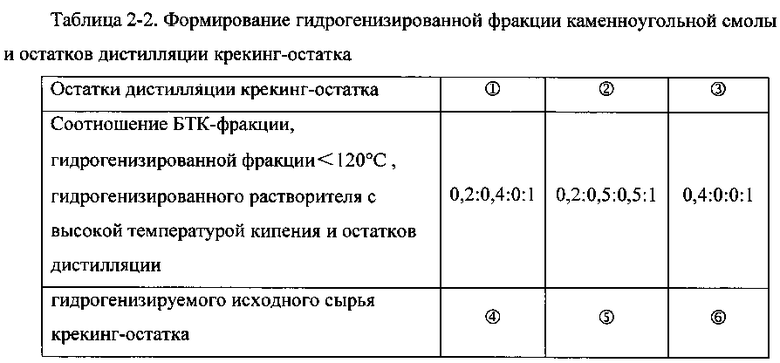
Подвергали гидрогенизируемое исходное сырье и соответствующей гидроочистке согласно стадиям из Примера 1 с использованием защитного катализатора и катализатора деметаллизации TJS2 и катализаторов очистки JZ3 и JZ7 согласно Таблице 1-4 при следующих условиях реакции: давление 18 МПа, температура в верхней части реактора 350-355°C, температура в нижней части реактора 340-345°C, объемная скорость распространения в пространстве 0,8 час-1 и соотношение водорода и масла 800:1, с целью получения очищенных масел и .
Подвергали гидрогенизируемое исходное сырье гидроочистке согласно стадиям из Примера 1 с использованием защитного катализатора и катализатора деметаллизации TJS2 и катализаторов очистки JZ3 и JZ7 согласно Таблице 1-4 при следующих условиях реакции: давление 14 МПа, температура в верхней части реактора 385-390°C, температура в нижней части реактора 375-380°C, объемная скорость распространения в пространстве 1,2 час-1 и соотношение водорода и масла 1200:1, с целью получения очищенного масла .
Дистиллировали очищенное масло и и получили фракции с температурой кипения 300-360°C, которые подвергли соответствующему гидрокрекинга согласно стадиям Примера 1 с использованием катализатора крекинга LH2 согласно Таблице 1-5 при следующих условиях реакции: давление 18 МПа, температура в верхней части реактора 350~355°C, температура в нижней части реактора 340-345°C, объемная скорость распространения в пространстве 0,8 час-1 и соотношение водорода и масла 800:1, с целью получения продуктов крекинга и .
Дистиллировали очищенное масло и получили фракцию с температурой кипения 300-360°C, которую подвергли гидрокрекингу согласно стадиям Пример 1 с использованием катализатора крекинга LH3 согласно Таблице 1-5 при следующих условиях реакции: давление 14 МПа, температура в верхней части реактора 385-390°C, температура в нижней части реактора 370-375°C, объемная скорость распространения в пространстве 1,5 час-1 и соотношение водорода и масла 1800:1, с целью получения продукта крекинга .
Смешивали гидроочищенное масло и продукт крекинга , гидроочищенное масло и продукт крекинга и гидроочищенное масло и продукт крекинга 3 , соответственно, отфильтровали и дистиллировали согласно стадиям Примера 1 и получили гидрогенизированные пеки , и согласно Таблице 2-3.

Вводили неэкстрагированные гидрогенизированные пеки и в непосредственную реакцию с целью получения мезофазных пеков и при следующих условиях реакции: давление 0,01 МПа (абсолютное давление), температура 410°C, время реакции 600 минут, скорость перемешивания 20 оборотов в минуту с продувкой азотом нижней части реактора. Свойства мезофазных пеков и приведены в Таблице 2-4.
Вводили неэкстрагированный гидрогенизированный пек в непосредственную реакцию с целью получения мезофазного пека при следующих условиях реакции: давление 1,0 МПа, температура 440°C, время реакции 180 минут, скорость перемешивания 40 оборотов в минуту с продувкой азотом нижней части реактора. Свойства мезофазного пека приведены в Таблице 2-4.

Пример 3
Получали крекинг-остаток в условиях согласно Таблице 3-1 с использованием каменноугольной смолы согласно Таблице 1-1 в качестве сырья и гидрогенизированной фракции дистилляции согласно Таблице 1-6 в качестве ароматического растворителя.
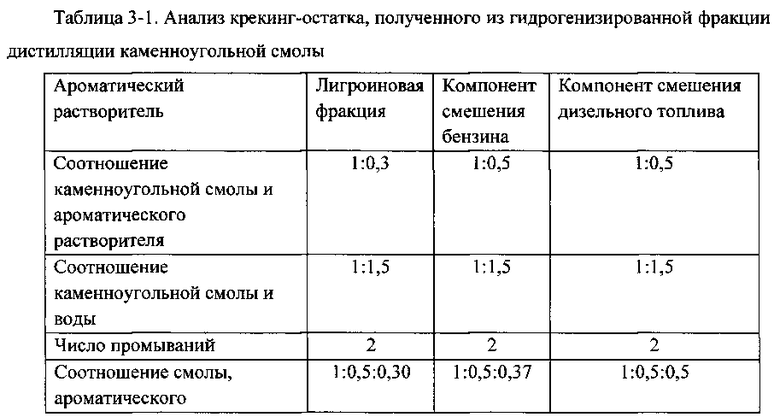
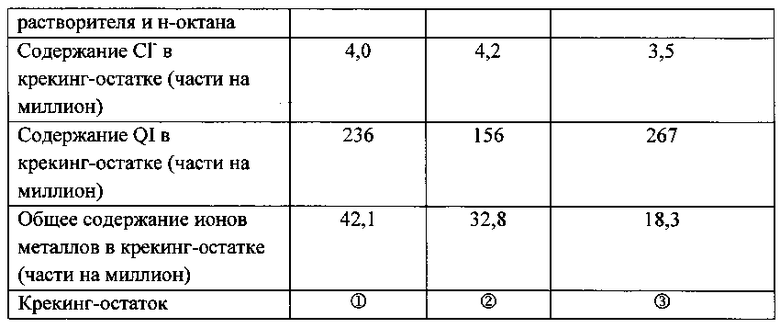
Подвергали полученный крекинг-остаток гидроочистке с использованием катализатора по Примеру 1 с целью получения гидроочищенного масла. Рабочие условия в реакторе гидроочистки: полное давление 16,0 МПа, средняя температура реакции 380°C, часовой объемной скорости жидкости 1,0 час-1 и соотношение объемов водорода и масла 1000:1. Подвергали очищенное масло вакуумной фильтрации через фильтровальные бюхнеровские воронки диаметром 10 мкм, а затем дистиллировали и получили гидрогенизированные пеки , и , показанные в Таблице 3-2.

Загружали гидрогенизированный пек в реактор с целью термической полимеризации и получения мезофазного пека в качестве продукта. Охлаждали, сепарировали и промывали масляный газ из верхней части реактора, а затем выпускали. Использовали сепарированное масло мгновенного испарения в качестве одного из компонентов исходного сырья для крекинга. Получали мезофазные пеки , и согласно Таблице 3-3 в следующих условиях синтеза: нормальное давление, температура 430°C, время реакции 300 минут, скорость перемешивания 30 оборотов в минуту с продувкой азотом верхней части реактора.
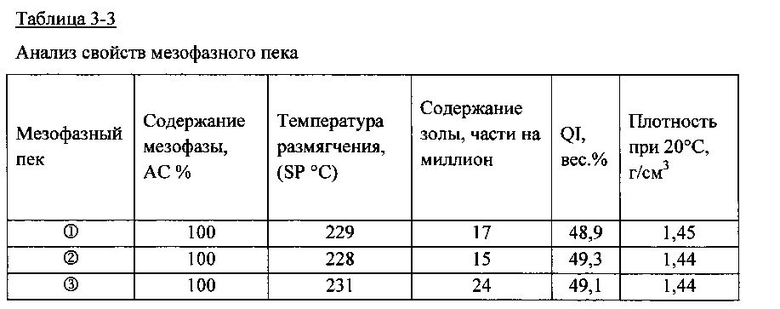
Покрывали полученный мезофазный пек фиксирующей эпоксидной смолой до его измельчения и шлифования, а затем сфотографировали с использованием поляризационного микроскопа и получили изображения, показанные на Фиг. 5А и 5Б.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДНЫХ ЖИДКОСТЕЙ С НИЗКИМ СОДЕРЖАНИЕМ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2010 |
|
RU2547658C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИДРИРОВАННОГО ВОСКА | 2013 |
|
RU2674703C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛЕФИНОВ, ВКЛЮЧАЮЩИЙ ДЕАСФАЛЬТИЗАЦИЮ, ГИДРОКРЕКИНГ И ПАРОВОЙ КРЕКИНГ | 2020 |
|
RU2822545C1 |
| Способ получения гексадекагидропирена | 2017 |
|
RU2717334C1 |
| ПРОИЗВОДСТВО ВЫСОКОКАЧЕСТВЕННОГО ДИЗЕЛЬНОГО ТОПЛИВА И СМАЗОЧНЫХ МАТЕРИАЛОВ ИЗ АРОМАТИЧЕСКОГО УГЛЕРОДИСТОГО МАТЕРИАЛА С ВЫСОКОЙ ТЕМПЕРАТУРОЙ КИПЕНИЯ | 2015 |
|
RU2701526C2 |
| ПЕРЕРАБОТКА ГИДРОКРЕКИНГОМ КУБОВОГО ОСТАТКА | 2014 |
|
RU2663896C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗИНА С НИЗКИМИ СОДЕРЖАНИЯМИ СЕРЫ И ОЛЕФИНОВ | 2005 |
|
RU2389754C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛЕФИНОВ, ВКЛЮЧАЮЩИЙ ГИДРООЧИСТКУ, ДЕАСФАЛЬТИЗАЦИЮ, ГИДРОКРЕКИНГ И ПАРОВОЙ КРЕКИНГ | 2020 |
|
RU2833339C2 |
| СПОСОБ ПЕРЕРАБОТКИ КАМЕННОУГОЛЬНОЙ СМОЛЫ | 2004 |
|
RU2255956C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ЭЛЕКТРОДНОГО ПЕКА | 2021 |
|
RU2752174C1 |
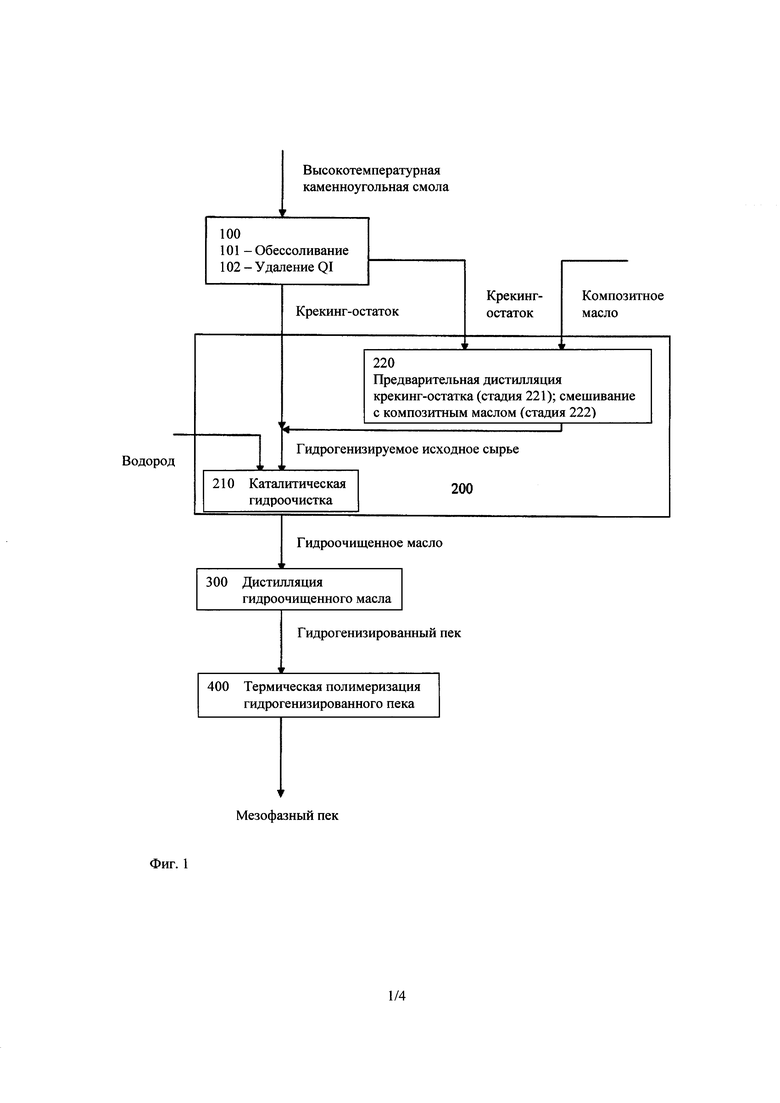
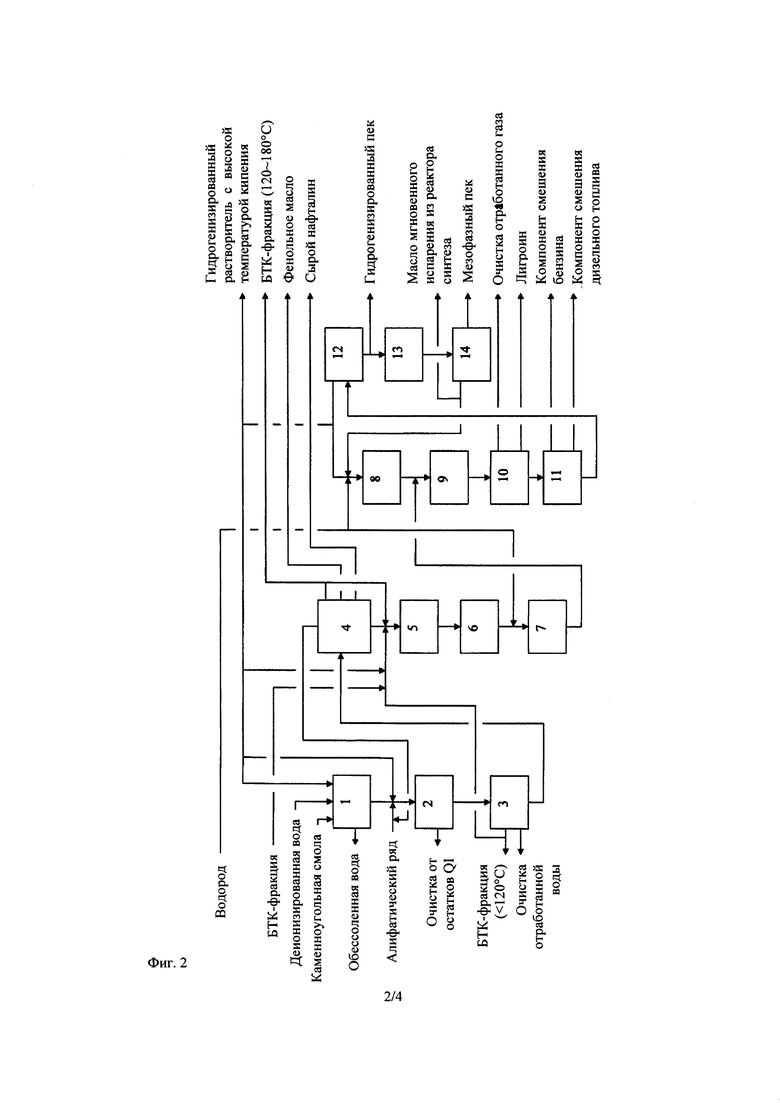
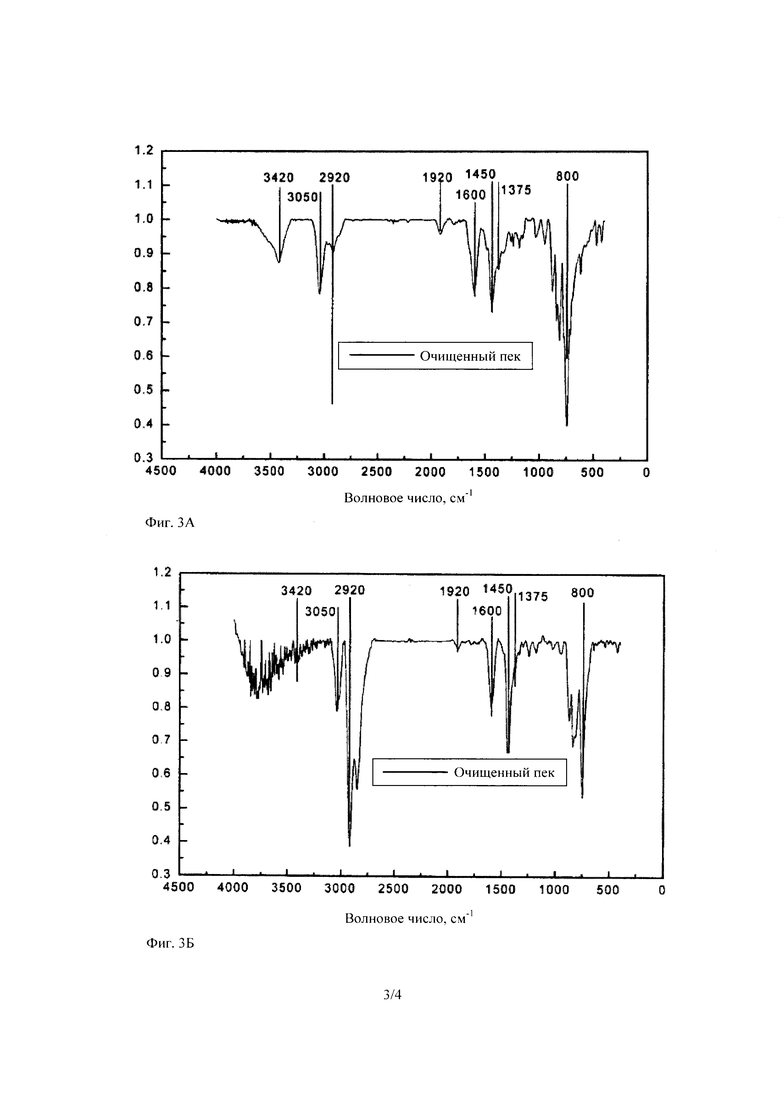
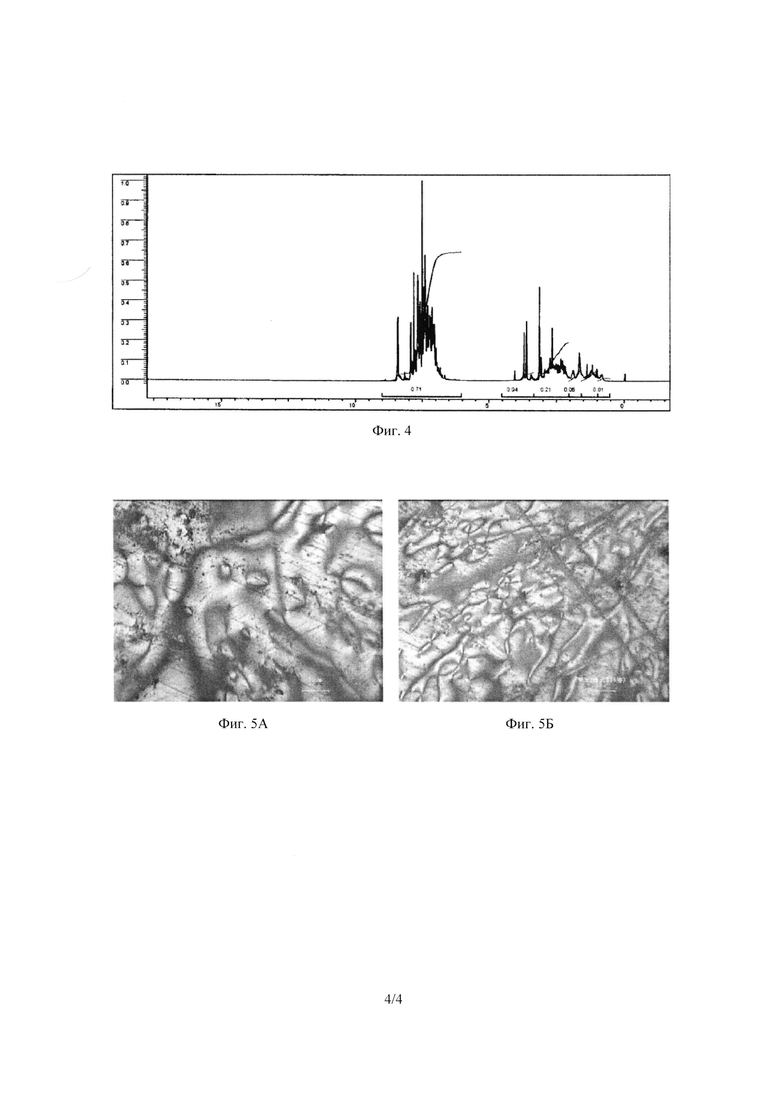
Изобретение относится к способу получения в промышленном масштабе мезофазного пека из высокотемпературной каменноугольной смолы. Способ включает удаление солей и нерастворимой в хинолине фракции из высокотемпературной каменноугольной смолы с целью получения крекинг-остатка, предварительную дистилляцию крекинг-остатка с целью получения остатка с температурой кипения выше 230°C и формирование из него гидрогенизируемого исходного сырья; каталитическую гидроочистку гидрогенизируемого исходного сырья с целью получения гидроочищенного масла и гидрогенизированного растворителя с высокой температурой кипения в интервале 300-360°С; дистилляцию гидроочищенного масла с целью получения гидрогенизированного пека; термическую полимеризацию гидрогенизированного пека с целью получения мезофазного пека. При этом гидрогенизированный растворитель используется в качестве растворителя на стадии удаления солей, в качестве растворителя на стадии удаления нерастворимой в хинолине фракции и/или в качестве части композитного масла при получении гидрогенизируемого исходного сырья. Получаемый продукт имеет высокое содержание мезофазного пека, низкую температуру размягчения и низкое содержание примесей. 34 з.п. ф-лы, 7 ил., 17 табл., 3 пр.
1. Способ получения мезофазного пека из высокотемпературной каменноугольной смолы, включающий:
(1) удаление солей и нерастворимой в хинолине фракции из высокотемпературной каменноугольной смолы с целью получения крекинг-остатка,
(2) получение гидрогенизируемого исходного сырья из крекинг-остатка посредством предварительной дистилляции крекинг-остатка с целью получения остатка с температурой кипения выше 230°С и смешивание остатка с композитным маслом с целью получения гидрогенизируемого исходного сырья, при этом композитное масло содержит один или несколько компонентов, выбранных из группы, включающей фракцию дистилляции каменноугольной смолы и гидрогенизированный продукт фракций дистилляции каменноугольной смолы,
а затем каталитической гидроочистки гидрогенизируемого исходного сырья с целью получения гидроочищенного масла и гидрогенизированного растворителя с высокой температурой кипения в интервале 300-360°С,
(3) дистилляцию гидроочищенного масла с целью получения гидрогенизированного пека,
(4) термическую полимеризацию гидрогенизированного пека с целью получения мезофазного пека,
в котором гидрогенизированный растворитель с высокой температурой кипения, полученный на стадии (3), используется по меньшей мере на одной из следующих стадий: в качестве растворителя на стадии удаления солей в стадии (1), в качестве растворителя на стадии удаления нерастворимой в хинолине фракции в стадии (1) и в качестве части композитного масла при получении гидрогенизируемого исходного сырья в стадии (2).
2. Способ по п.1, в котором на стадии удаления солей в стадии (1) используется гидрогенизированный растворитель с высокой температурой кипения, а стадия (1) включает стадию (1а) удаления солей, включающую
смешивание деионизированной воды и гидрогенизированного растворителя с высокой температурой кипения с высокотемпературной каменноугольной смолой и их центрифугирование с целью удаления промывной воды и получения обессоленной высокотемпературной каменноугольной смолы с гидрогенизированным растворителем с высокой температурой кипения.
3. Способ по п.2, в котором на стадии (1а) удаления солей соотношение объемов высокотемпературной каменноугольной смолы и гидрогенизированного растворителя с высокой температурой кипения составляет 1:0,2-2, соотношение объемов деионизированной воды и высокотемпературной каменноугольной смолы составляет 0,5-3, и используют деионизированную воду для промывания 1-3 раза высокотемпературной каменноугольной смолы.
4. Способ по п.3, в котором соотношение объемов высокотемпературной каменноугольной смолы и гидрогенизированного растворителя с высокой температурой кипения составляет 1:0,2-0.8.
5. Способ по п.2 или 3, в котором стадия (1) включает
стадию (1б) удаления нерастворимой в хинолине фракции, включающую добавление алифатического растворителя и необязательного гидрогенизированного растворителя с высокой температурой кипения в обессоленную высокотемпературную каменноугольную смолу с гидрогенизированным растворителем с высокой температурой кипения с последующим центрифугированием или осаждением с целью удаления нерастворимой в хинолине фракции, при этом алифатический растворитель содержит алифатические соединения С4-С16; конечное соотношение объемов высокотемпературной каменноугольной смолы, гидрогенизированного растворителя с высокой температурой кипения и алифатического растворителя составляет 1:0,2-2:0,2-1.
6. Способ по п.5, в котором конечное соотношение объемов высокотемпературной каменноугольной смолы, гидрогенизированного растворителя с высокой температурой кипения и алифатического растворителя составляет 1:0,3-0,8:0,3-0,8.
7. Способ по п.5, в котором алифатическим растворителем является н-октан или н-гептан.
8. Способ по п.1, в котором на стадии удаления нерастворимой в хинолине фракции в стадии (1) используется алифатический растворитель, а предварительная стадия дистилляции на стадии (2) включает стадию удаления алифатического растворителя из крекинг-остатка и возврата указанного алифатического растворителя в повторный цикл.
9. Способ по п.1, в котором предварительная дистилляция на стадии (2) включает стадию получения по меньшей мере одного из следующего: БТК-фракции, фенольного масла и нафталинового масла.
10. Способ по п.1, в котором стадия (2) дополнительно включает стадию фильтрации частиц размером более 10 мкм перед каталитической гидроочисткой.
11. Способ по п.1, в котором на стадии (2) проводят каталитическую гидроочистку в условиях полного давления 12,0-20,0 МПа, средней температуры реакции 320-400°С, часовой объемной скорости жидкости 0,5-2,0 ч-1 и соотношения водорода и масла 600:1-1500:1.
12. Способ по п.11, в котором на стадии (2) проводят каталитическую гидроочистку в условиях полного давления 14,0-18,0 МПа, средней температуры реакции 340-390°С, часовой объемной скорости жидкости 0,8-1,2 ч-1 и соотношения водорода и масла 800:1-1200:1.
13. Способ по п.11, в котором каталитическую гидроочистку на стадии (2) проводят в присутствии следующего катализатора:
катализатора А гидроочистки с использованием окиси алюминия или алюмосиликата в качестве носителя с удельной поверхностью 120-300 м2/г, объемом пор 0,4-1,4 мл/г, диаметром пор 8-20 нм и содержанием кислот на поверхности 0,05-0,1 ммоль/г и Мо или W из 6-й В группы и Со или Ni из 8-й группы в качестве металлических активных составляющих, при этом содержание металлов 6-й В группы в окиси составляет 15-45 вес.%, а содержание металлов 8-й группы в окиси составляет 1,5-5 вес.% в пересчете на общий вес катализатора А гидроочистки.
14. Способ по п.11, в котором каталитическую гидроочистку на стадии (2) проводят в присутствии следующих двух катализаторов:
катализатора А гидроочистки с использованием окиси алюминия или кремнийсодержащей окиси алюминия в качестве носителя с удельной поверхностью 120-300 м2/г, объемом пор 0,4-1,4 мл/г, диаметром пор 8-20 нм, содержанием кислот на поверхности 0,05-0,1 ммоль/г и Мо или W из 6-й В группы и Со или Ni из 8-й группы в качестве металлических активных составляющих, при этом содержание металлов 6-й В группы в окиси составляет 15-45 вес.%, а содержание металлов 8-й группы в окиси составляет 1,5-5 вес.% в пересчете на общий вес катализатора А гидроочистки;
катализатора В гидроочистки с использованием окиси алюминия или кремнийсодержащей окиси алюминия в качестве носителя с удельной поверхностью 120-300 м2/г, объемом пор 0,4-1,2 мл/г, диаметром пор 7-15 нм и Мо и W из 6-й В группы и Со или Ni из 8-й группы в качестве металлических активных составляющих, при этом содержание металлов 6-й В группы в окиси составляет 10-22 вес.%, а содержание металлов 8-й группы в окиси составляет 2-5 вес.% в пересчете на общий вес катализатора В гидроочистки.
15. Способ по п.11, в котором на стадии (2) подвергают гидрогенизируемое исходное сырье каталитической гидроочистке после прохождения через защитный катализатор и катализатор деметаллизации, при этом в катализаторе деметаллизации используется окись алюминия в качестве носителя с объемом пор 0,5-1,5 мл/г, удельной поверхностью 180-350 м2/г, диаметром пор 10-50 нм и содержится 7-20 вес.% окиси молибдена и 2-5 вес.% окиси никеля в пересчете на общий вес катализатор деметаллизации.
16. Способ по п.1, в котором дистилляция на стадии (3) включает стадию получения гидрогенизированного растворителя с высокой температурой кипения в интервале 300-360°С и гидрогенизированной фракции дистилляции с интервалом температур кипения 80-300°С.
17. Способ по п.16, в котором стадия (1) включает
стадию (1а) удаления солей, включающую смешивание деионизированной воды и гидрогенизированного растворителя с высокой температурой кипения с высокотемпературной каменноугольной смолой и их центрифугирование с целью удаления промывной воды и получения обессоленной высокотемпературной каменноугольной смолы с гидрогенизированным растворителем с высокой температурой кипения.
18. Способ по п.16, в котором стадия (1) включает
стадию (1б) удаления нерастворимой в хинолине фракции, включающую добавление алифатического растворителя и гидрогенизированного растворителя с высокой температурой кипения в обессоленную высокотемпературную каменноугольную смолу с ароматическим растворителем, их смешивание и центрифугирование или их выдерживание с целью осаждения и удаления нерастворимой в хинолине фракции, при этом алифатический растворитель содержит алифатические соединения С4-С16, и конечное соотношение объемов высокотемпературной каменноугольной смолы, гидрогенизированного растворителя с высокой температурой кипения и алифатического растворителя составляет 1:0,3-0,8:0,3-0,8.
19. Способ по п.18, в котором конечное соотношение объемов высокотемпературной каменноугольной смолы, ароматического растворителя и алифатического растворителя составляет 1:0,5-0,8:0,5-0,8.
20. Способ по п.16, в котором термическая полимеризация на стадии (4) включает стадию получения масла мгновенного испарения.
21. Способ по п.20, дополнительно включающий
стадию (5) каталитического гидрокрекинга гидрогенизированного растворителя с высокой температурой кипения, полученного на стадии (3), и масла мгновенного испарения после их смешивания с целью получения продукта гидрокрекинга.
22. Способ по п.21, в котором каталитический гидрокрекинг проводится в условиях полного давления 12,0-20,0 МПа, средней температуры реакции 340-420°С, часовой объемной скорости жидкости 0,5-2,0 ч-1 и соотношения водорода и масла 600:1-1500:1.
23. Способ по п.22, в котором каталитический гидрокрекинг проводится в условиях полного давления 14,0-18.0 МПа, средней температуры реакции 350-390°С, часовой объемной скорости жидкости 0,8-1,5 ч-1 и соотношения водорода и масла 800:1-1200:1.
24. Способ по п.21, в котором каталитический гидрокрекинг проводится в присутствии следующего катализатора:
катализатора гидрокрекинга с использованием окиси алюминия, аморфного алюмосиликата и микропористого и мезопористого молекулярного сита в качестве носителя, при этом содержание мезопористого молекулярного сита составляет 10-15 вес.%, содержание микропористого молекулярного сита составляет 5-10 вес.%, содержание аморфного алюмосиликата составляет 15-40 вес.%, содержание окиси алюминия составляет 35-70 вес.% в пересчете на общий вес катализатора гидрокрекинга, удельная поверхность составляет 150-350 м2/г, объем пор составляет 0,1-1,0 мл/г, и катализатор содержит 10-35 вес.% МоО3 и/или WO3 и 2-5 вес.% NiO и/или СоО.
25. Способ по п.21, в котором каталитический гидрокрекинг проводится в присутствии следующих двух катализаторов:
катализатора гидрокрекинга с использованием окиси алюминия, аморфного алюмосиликата и микропористого и мезопористого молекулярного сита в качестве носителя, при этом содержание мезопористого молекулярного сита составляет 10-15 вес.%, содержание микропористого молекулярного сита составляет 5-10 вес.%, содержание аморфного алюмосиликата составляет 15-40 вес.%, содержание окиси алюминия составляет 35-70 вес.% в пересчете на общий вес катализатора гидрокрекинга, удельная поверхность составляет 150-350 м2/г, объем пор составляет 0,1-1,0 мл/г, и катализатор содержит 10-35 вес.% МоО3 и/или WO3 и 2-5 вес.% NiO и/или СоО;
катализатора В гидроочистки с использованием окиси алюминия или окиси алюминия на основе кремния в качестве носителя с удельной поверхностью 120-300 м2/г, объемом пор 0,4-1,2 мл/г, диаметром пор 7-15 нм и Мо или W из 6-й В группы и Со или Ni из 8-й группы в качестве металлических активных составляющих, при этом содержание металлов 6-й В группы в окиси составляет 10-22 вес.%, а содержание металлов 8-й группы в окиси составляет 2-5 вес.% в пересчете на общий вес катализатора В гидроочистки.
26. Способ по п.21, в котором дистилляцию проводят после смешивания гидроочищенного масла с продуктом гидрокрекинга при соотношении объемов 1:0,2-0,5 на стадии (3).
27. Способ по п.21, в котором стадия (3) дополнительно включает стадию фильтрации с целью удаления частиц размером более 10 мкм перед дистилляцией.
28. Способ по п.1, в котором стадия (3) включает стадию получения лигроина, компонента смешения бензина и компонента смешения дизельного топлива.
29. Способ по п.1, в котором термическую полимеризацию на стадии (4) проводят в течение 180-1200 мин в условиях давления 0,01-3,0 МПа, температуры 380-460°С, скорости перемешивания 10-60 об/мин с продувкой водородом, азотом или аргоном нижней части и верхней части реактора.
30. Способ по п.29, в котором термическую полимеризацию на стадии (4) проводят в течение 180-600 мин в условиях давления 0,01-1,0 МПа и температуры 400-440°С со скоростью перемешивания 20-40 об/мин с продувкой азотом нижней части и верхней части реактора.
31. Способ по п.29, в котором стадия (4) включает оперативный анализ вязкости.
32. Способ по п.1, включающий стадию экстрагирования растворителем между стадиями (3) и (4).
33. Способ по п.32, в котором растворителем является ароматический растворитель, содержащий бензол, толуол, пиридин, хинолин или тетрагидрофуран.
34. Способ по п.1, в котором стадия (1) дополнительно включает стадию удаления термически нестабильных макромолекул из высокотемпературной каменноугольной смолы посредством использования гидрогенизированного растворителя с высокой температурой кипения, полученного на стадии (3), и алифатического растворителя.
35. Способ по п.2, в котором стадию удаления солей в стадии (1) осуществляют посредством промывки.
| JPS 63162784 А1, 06.07.1988 | |||
| Способ очистки сточных вод | 1974 |
|
SU733514A3 |
| JPS 63150377 A1, 23.06.1988 | |||
| CN 1072442 A1, 26.05.1993 | |||
| Способ получения мезофазного пека | 1987 |
|
SU1676455A3 |
| Способ получения мезофазного пека | 1987 |
|
SU1590047A3 |

