ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
По настоящей заявке испрашивается приоритет по заявке на патент Аргентины № Р140102089, поданной 27 мая 2014 и озаглавленной “LÍNEA AUTOMÁTICA DE EMPAQUE PARA PERFILES DE SECCION C Y U”, которая настоящим полностью включена в настоящую заявку путем ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится в целом к автоматической упаковочной линии и, в частности, к автоматической упаковочной линии для С- и U-образных профилей или отлитых деталей (молдингов).
УРОВЕНЬ ТЕХНИКИ
Открытые строительные профили или отлитые детали, такие как профили, имеющие U-образное или С-образное поперечное сечение, используются в строительстве при создании легких металлических конструкций, в особенности в конструкциях, используемых для промышленных зданий и применяемых в сельском хозяйстве. Данные строительные профили также используются при строительстве домов и помещений и сооружений коммерческого назначения (например, офисов), что позволяет уменьшить затраты материалов и труда. Благодаря характеристикам их поперечных сечений данные профили позволяют оптимизировать соотношение прочности и массы и обеспечивают отличную отделку для видимых объектов.
Заявка на патент на полезную модель Испании ES 1003449U относится к автоматизированному оборудованию для упаковки профилей, в особенности алюминиевых профилей. Данное оборудование не предусматривает упаковку дуплексов (сдвоенных профилей) и, следовательно, не обеспечивает уменьшение объема упаковки. Заявка на патент на полезную модель Испании ES 1037868U относится к устройству для установки в заданном положении и обертывания линейных профилей. Устройство также не предусматривает упаковку сдвоенных U- или С-образных профилей. В результате упаковки занимают больше места.
Патент Испании ES 2005394 относится к автоматизированной машине для упаковки профилей, в особенности, для алюминиевых отлитых деталей. Данное оборудование не предусматривает упаковку сдвоенных U- или С-образных профилей и, следовательно, также не обеспечивает уменьшения пространства, занимаемого упаковкой.
Публикация заявки на патент Испании ES 2232256 относится к устройству для укладки профилей друг на друга такого типа, которое используется для автоматизированного группирования и транспортировки между зонами изготовления и упаковки отлитых деталей. Устройство для укладки отлитых деталей в штабель не предусматривает упаковку сдвоенных U- или С-образных профилей и, следовательно, не обеспечивает уменьшения пространства, занимаемого упаковкой.
Публикация заявки на патент Испании ES 8400982 А1 относится к рабочей операции, предназначенной для образования пачек отлитых деталей, вложенных или не вложенных одна в другую, и к устройствам, предназначенным для применения данной операции. Однако данная операция выполняется посредством поворота магнитов, которые захватывают полосовые профили и поворачивают их на 180° для последующей вставки их друг в друга. Число пачек, подлежащих изготовлению, ограничено числом поворачивающих магнитов.
Патент США 5027700 относится к машине, предназначенной для образования пар длинных предметов, которые имеют U-образную форму, и расположения их парами посредством укладки упомянутых пар одна в другую. В данной машине захватное устройство и кантовальное устройство работают совместно для удерживания одного из предметов в одном местоположении и последующего переворачивания второго предмета над первым для образования пары. Переворачивание второго предмета над первым предметом обеспечивается посредством предложенного кантовального устройства, состоящего из первой поворотной руки, удерживаемой над осью поворота, под ленточным конвейером, посредством которого осуществляется транспортировка предметов. Пневматический двигатель обеспечивает перемещение шарнира поворотного рычага для осуществления частичного переворачивания второго предмета над первым. Кантовальное устройство также имеет второй поворотный рычаг, который соединен с первым поворотным рычагом и который поворачивается рядом с первым поворотным рычагом для завершения переворачивания второго предмета над первым.
Международная патентная публикация РСТ WO 2008/037723 относится к установке для упаковки U- или С-образных металлических профилей, состоящей из линии для подачи формованных деталей, оборудования для перемещения пар упомянутых профильных деталей через устройство, оборудования для сборки упомянутых деталей так, чтобы их полости были обращены друг к другу, оборудования для перемещения упомянутых деталей вдоль вертикальной, прямоугольной траектории, оборудования для обеспечения опоры для упомянутых собранных деталей, первого оборудования для перемещения, по меньшей мере, двух пар собранных деталей, следующих друг за другом, с вышеупомянутого оборудования, предназначенного для обеспечения опоры, к оборудованию для укладки вышеупомянутых пар профилей в стопу, второго оборудования для перемещения упомянутых собранных пар деталей, сложенных в стопу рядом друг с другом, оборудования для соединения упомянутых собранных пар деталей, сложенных в стопу рядом друг с другом. Для сборки пары машина по документу WO 2008/037723 требует вращательного движения со смещением при захвате данной пары пластиной при вертикальном движении вверх, что требует сравнительно большего числа компонентов. Кроме того, в машине используется только одна пара пластин, что приводит к относительно более медленному упаковыванию или относительно меньшей скорости упаковывания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
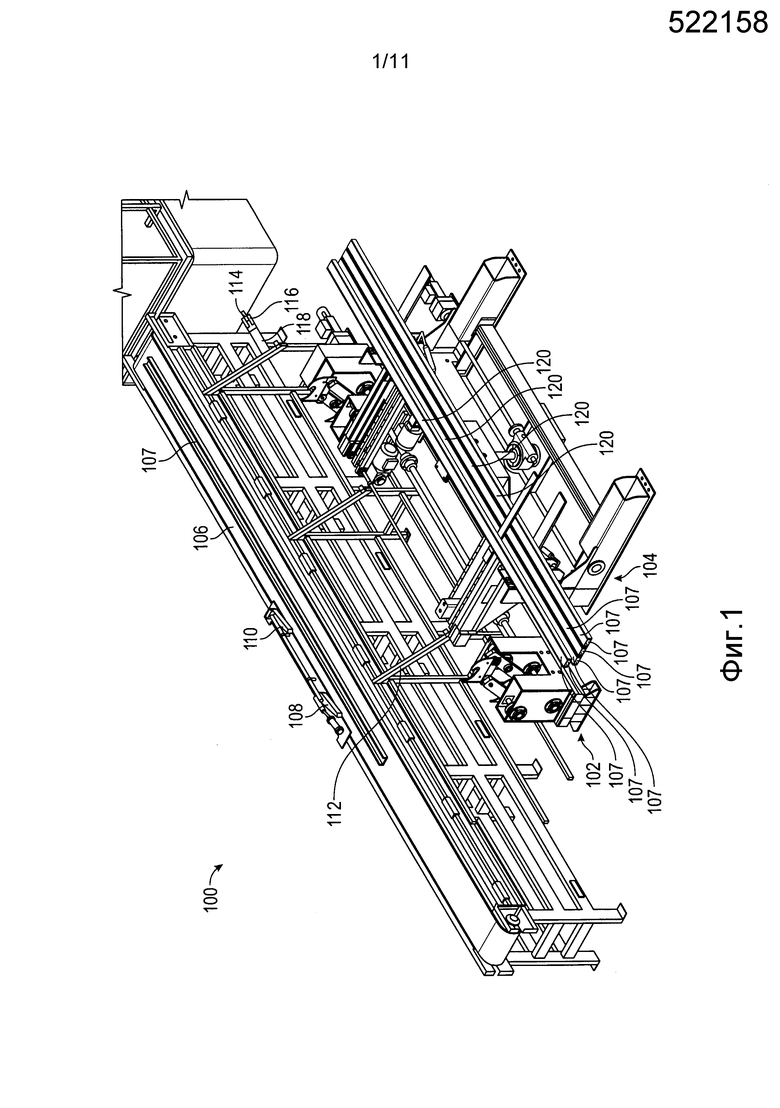
Фиг. 1 иллюстрирует общий вид приведенной в качестве примера, автоматической упаковочной линии, имеющей приведенное в качестве примера, сборочное устройство для образования дуплексов (сдвоенных профилей) и приведенное в качестве примера, сборочное устройство для образования пачек в соответствии с изобретательским замыслом настоящего изобретения. Также проиллюстрировано множество приведенных в качестве примера, U- или С-образных профилей.
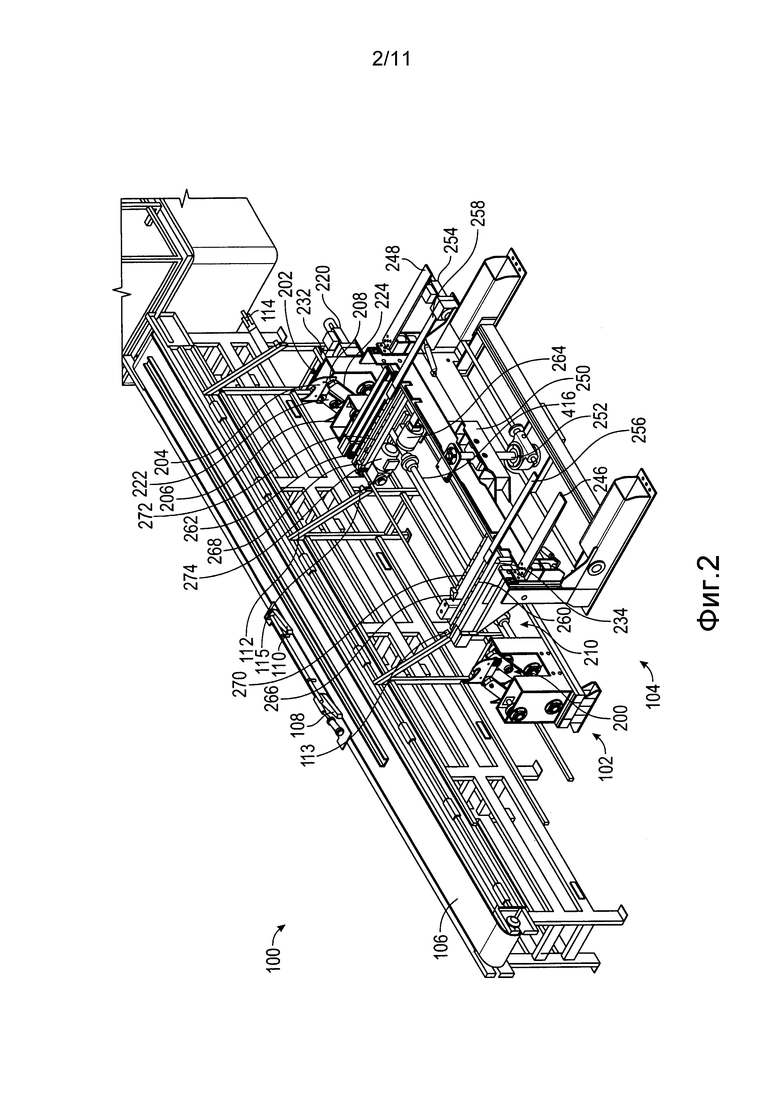
Фиг. 2 иллюстрирует другой общий вид приведенной в качестве примера, автоматической упаковочной линии по фиг. 1 без U- или С-образных профилей, чтобы показать компоненты приведенной в качестве примера, автоматической упаковочной линии.
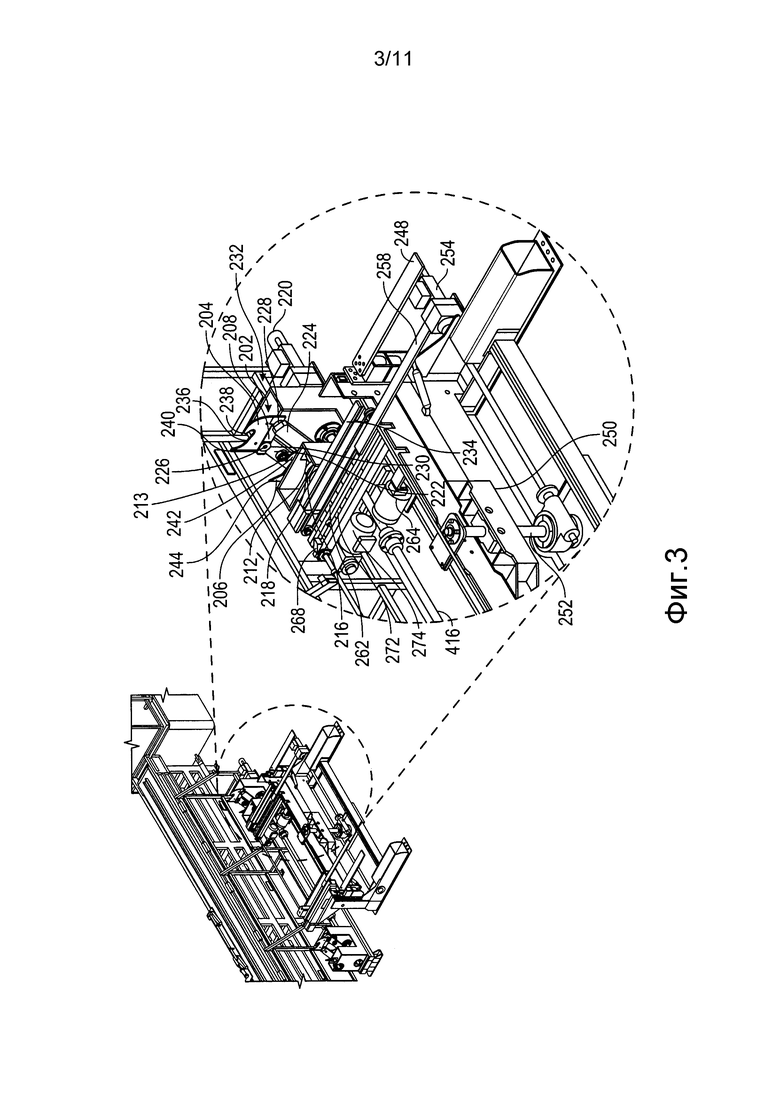
Фиг. 3 иллюстрирует увеличенный вид показанной посредством окружности А области приведенного в качестве примера, сборочного устройства для образования дуплексов и приведенного в качестве примера, сборочного устройства для образования пачек по фиг. 2.
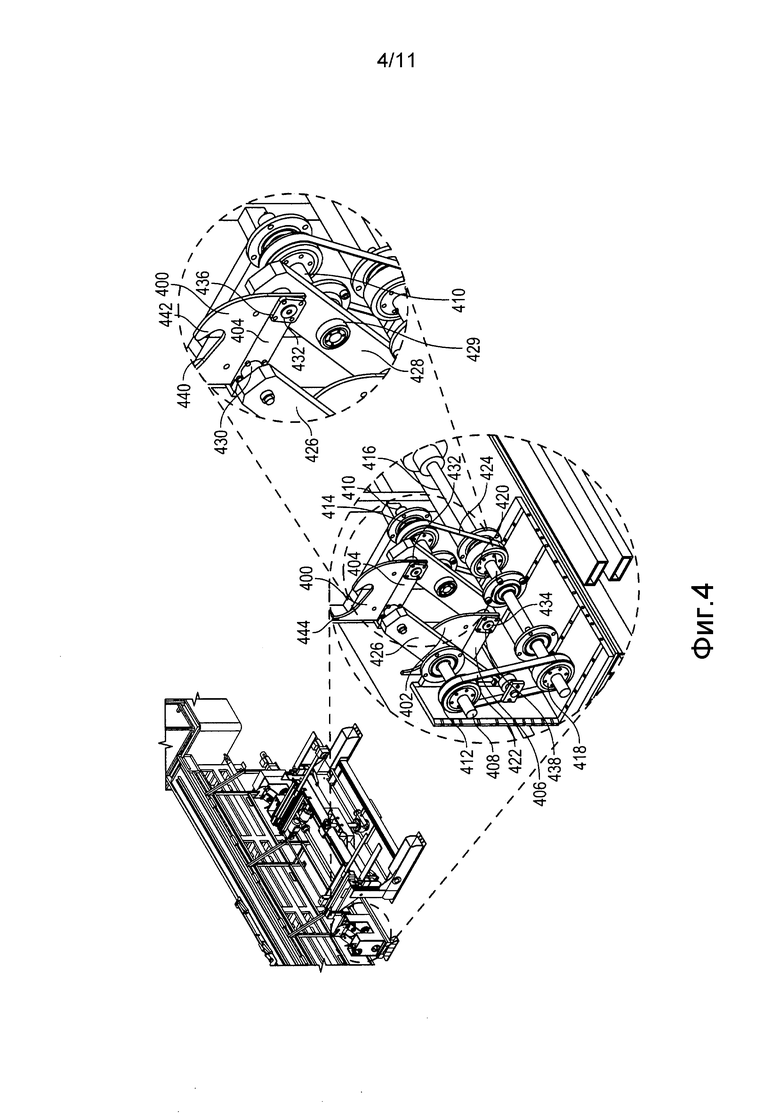
Фиг. 4 иллюстрирует увеличенные виды показанной посредством окружности В (фиг. 3) области приведенных в качестве примера, поворотных рычагов и пластин приведенного в качестве примера, сборочного устройства по фиг. 2, предназначенного для образования дуплексов. Части приведенного в качестве примера, сборочного устройства для образования дуплексов были удалены, чтобы показать компоненты.
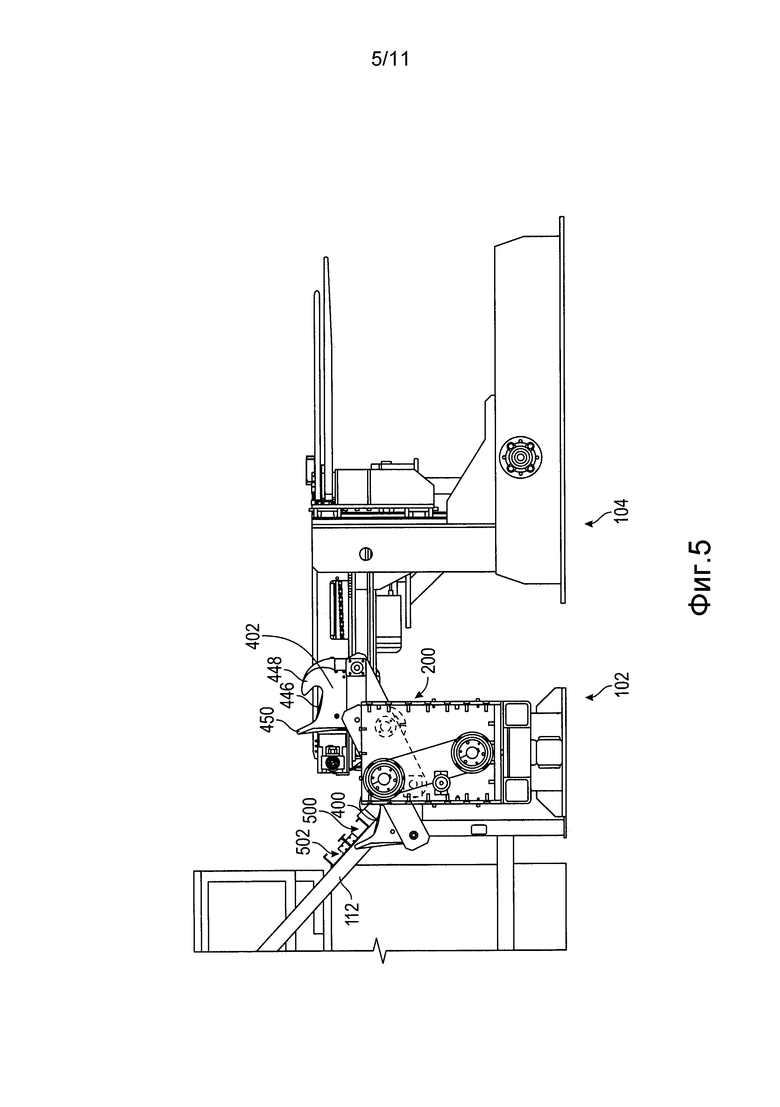
Фиг. 5 иллюстрирует вид сбоку приведенного в качестве примера, сборочного устройства по фиг. 4, предназначенного для образования дуплексов, и одной из приведенной в качестве примера, пластин в положении, предназначенном для приема профилей для образования дуплекса.
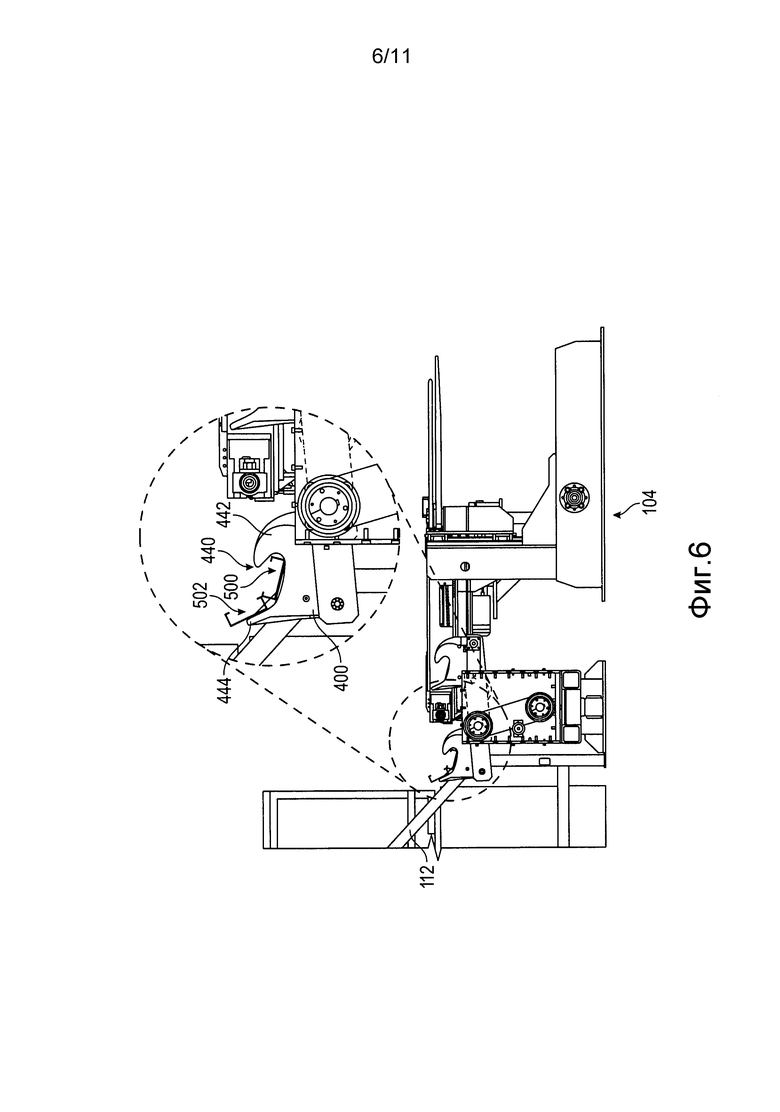
Фиг. 6 иллюстрирует увеличенный вид сбоку приведенной в качестве примера, пластины по фиг. 5, принимающей два профиля для образования дуплекса.
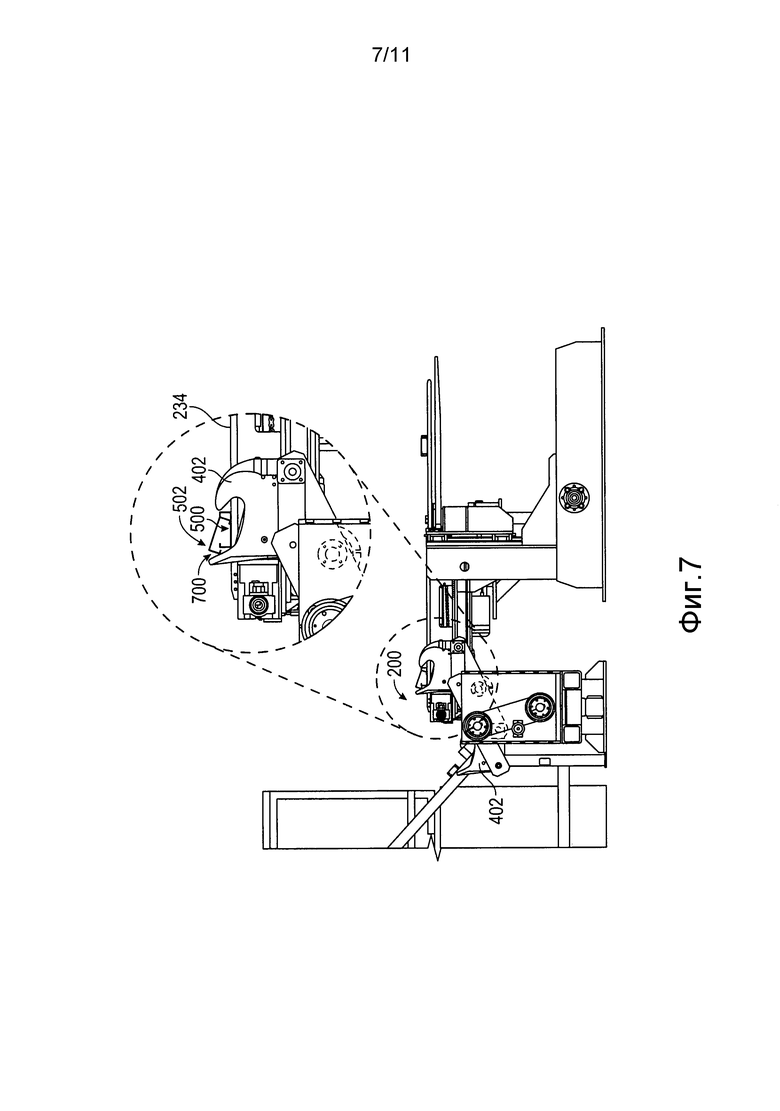
Фиг. 7 иллюстрирует увеличенный вид сбоку приведенной в качестве примера, пластины по фиг. 5, осуществляющей сборку дуплекса из профилей и укладывающего дуплекс на приведенный в качестве примера стол.
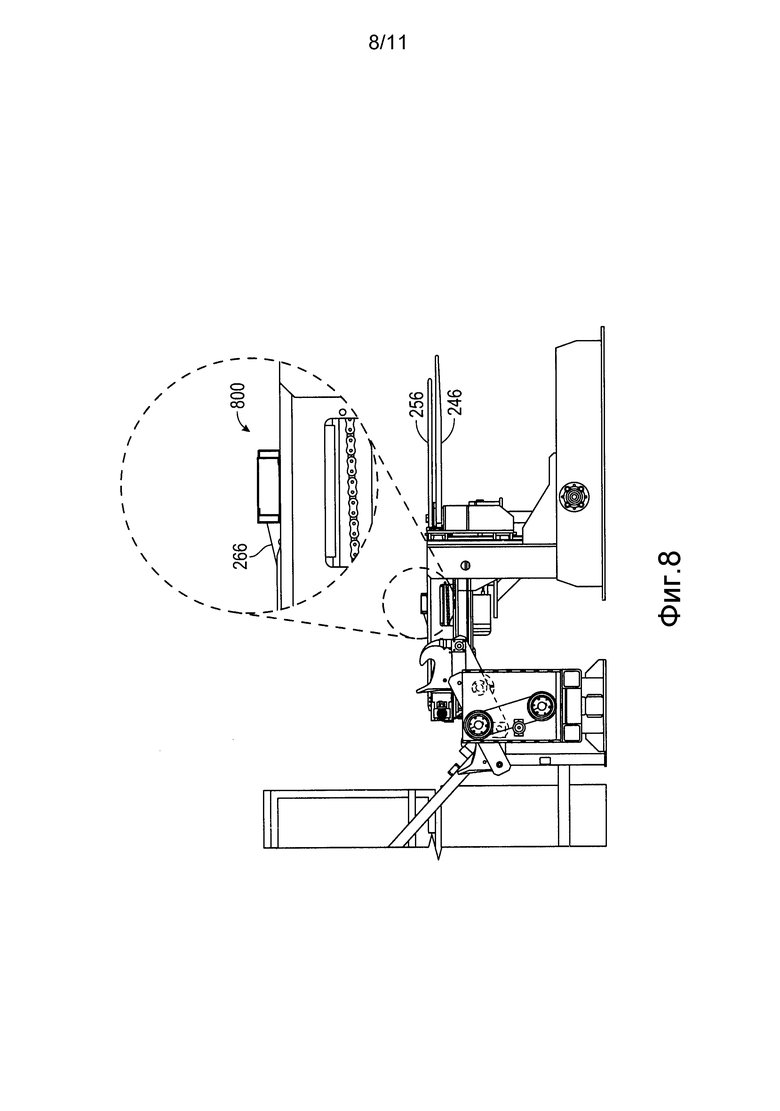
Фиг. 8 иллюстрирует увеличенный вид сбоку приведенной в качестве примера, толкающей каретки, предназначенной для перемещения дуплекса к приведенным в качестве примера, выдвижным захватам и кантующим захватам приведенного в качестве примера, сборочного устройства по фиг. 1, предназначенного для образования пачек.
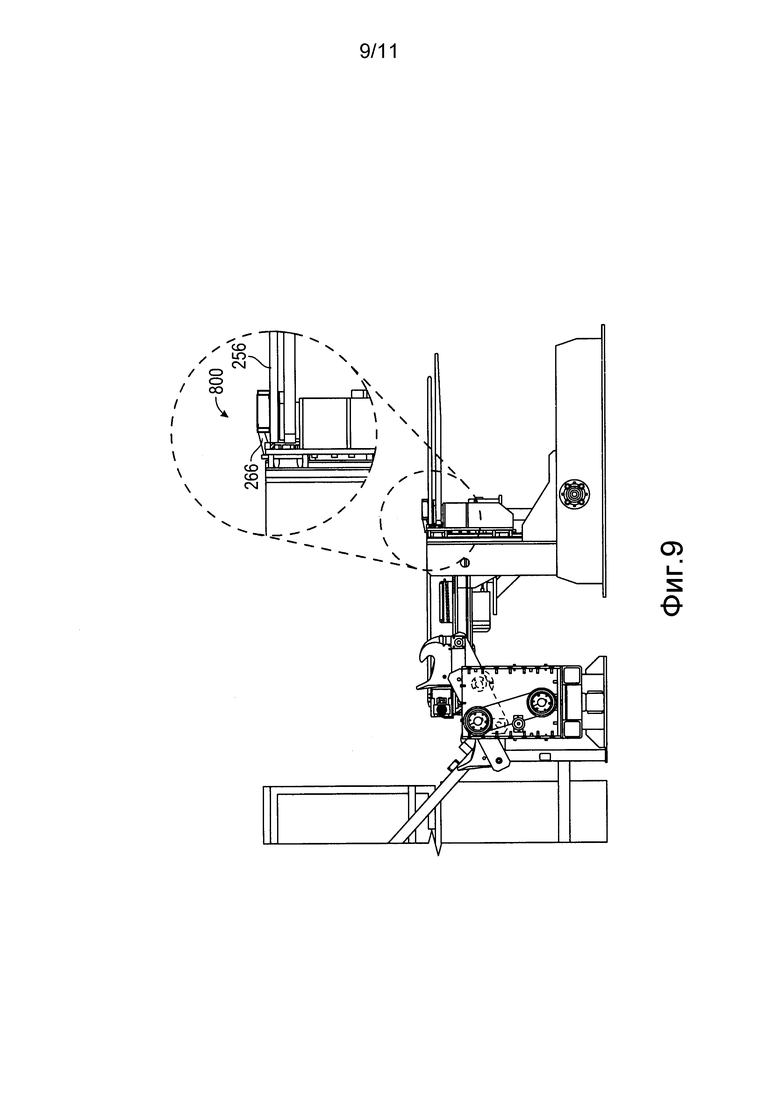
Фиг. 9 иллюстрирует увеличенный вид сбоку толкающей каретки по фиг. 8, осуществляющей перемещение дуплекса на приведенные в качестве примера, выдвижные захваты.
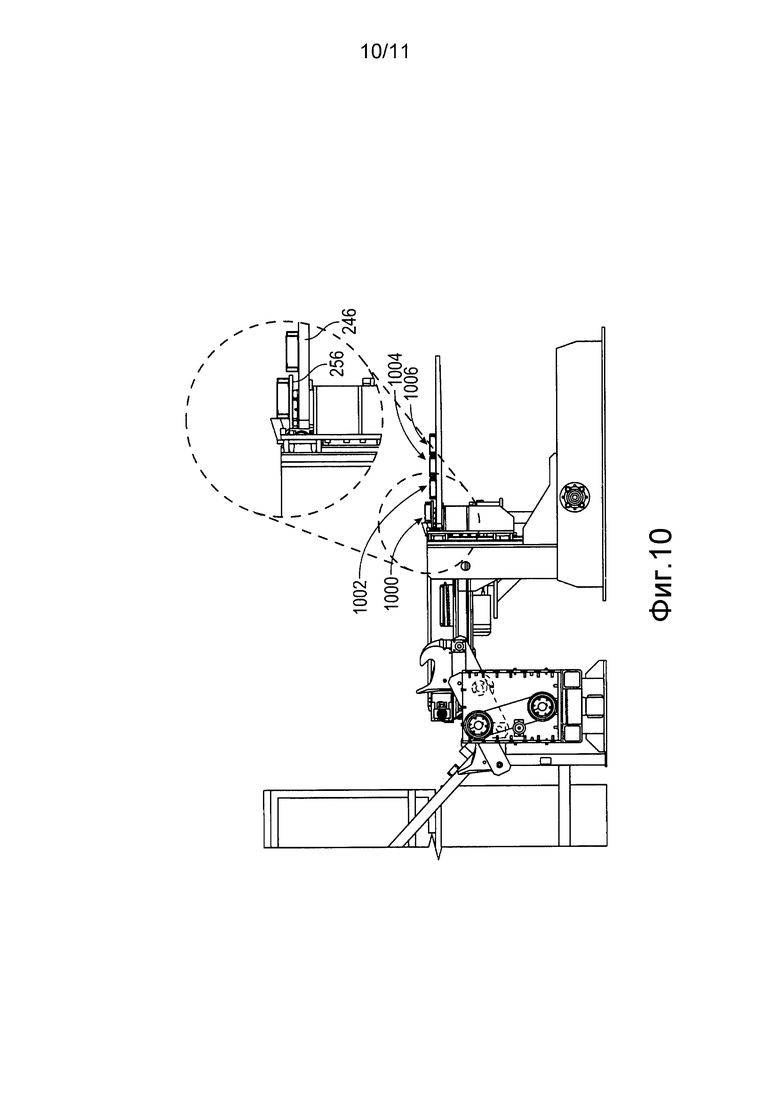
Фиг. 10 иллюстрирует увеличенный вид сбоку приведенных в качестве примера, выдвижных захватов по фиг. 8, отведенных для расположения дуплексов на приведенных в качестве примера, кантующих захватах.
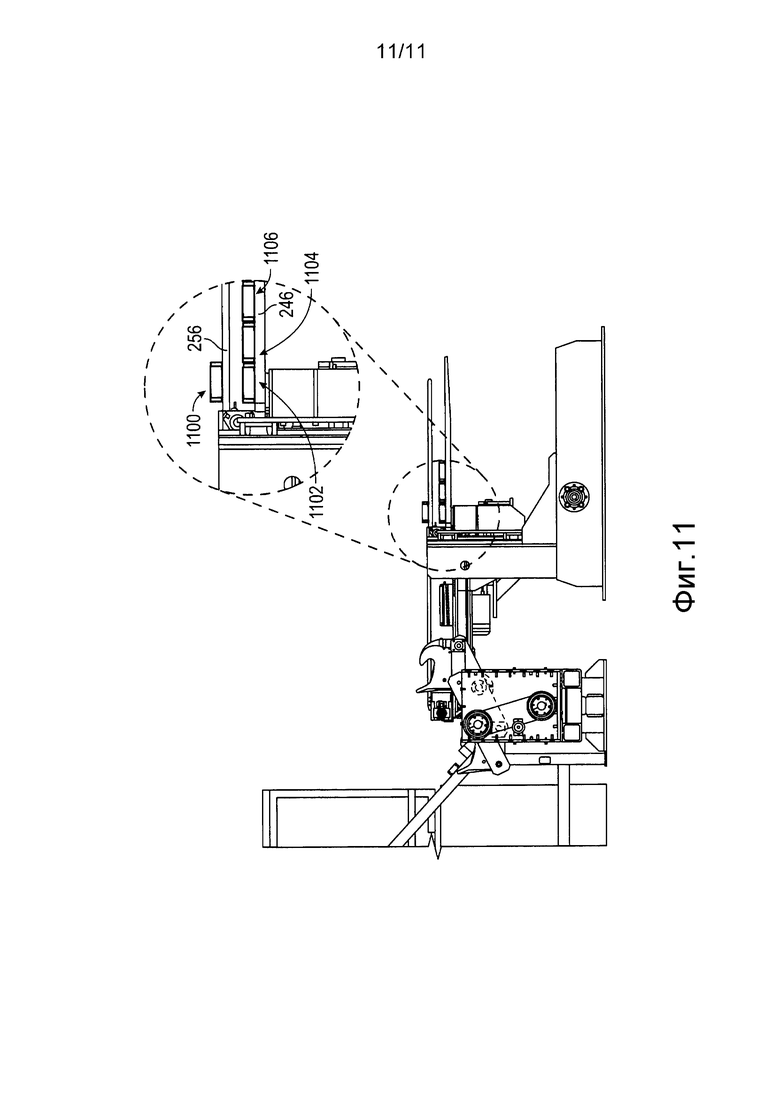
Фиг. 11 иллюстрирует увеличенный вид сбоку приведенных в качестве примера, кантующих захватов по фиг. 10 в опущенном положении и приведенной в качестве примера, толкающей каретки в положении, предназначенном для приема другого дуплекса.
Лучшее понимание определенных примеров будет обеспечено после прочтения описания совместно с представленными чертежами, которые иллюстрируют примеры. Тем не менее, следует понимать, что примеры не ограничены конструкциями и инструментарием, показанными на приложенных чертежах. Всякий раз, когда это возможно, одни и те же ссылочные позиции будут использованы на всех чертежах и в сопровождающем письменном описании для обозначения одних и тех же или аналогичных компонентов. Фигуры выполнены не в масштабе.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В настоящей заявке раскрыта приведенная в качестве примера, упаковочная линия, предназначенная для автоматизированного манипулирования материалами, например, такими как открытые строительные отлитые детали или профили с U-образным или C-образным сечением (например, поперечным сечением), имеющим наружную сторону (например, выпуклую сторону) и внутреннюю сторону (например, вогнутую сторону, сторону с полостью) между двумя боковыми полками (например, боковыми стенками). Приведенная в качестве пример, упаковочная линия обеспечивает прием профилей из режущего устройства, предусмотренного в машине для изготовления профилей или формообразующей машине, расположение профилей в определенном порядке в виде одного или нескольких дуплексов и перемещение дуплекса(-ов) к столу для комплектования пачек, на котором пачки формируются и обвязываются. Дуплексный или сдвоенный профиль (дуплекс) образован двумя профилями, при этом один профиль расположен так, что его вогнутая сторона обращена вниз, над другим профилем, вогнутая сторона которого обращена вверх. В результате одна из боковых полок каждого из профилей будет вставлена в вогнутую часть другого профиля. Приведенная в качестве примера, упаковочная линии в результате обеспечивает более высокие скорости упаковывания по сравнению с известными линиями. Приведенная в качестве примера, упаковочная линии также имеет относительно меньшее число компонентов по сравнению с известными линиями.
В настоящей заявке раскрыта приведенная в качестве примера, автоматическая упаковочная линия для профилей, имеющих U-образное или С-образное сечение с наружной выпуклой стороной и внутренней вогнутой стороной между двумя боковыми сторонами. Приведенная в качестве примера, автоматическая упаковочная линия включает в себя ленточный транспортер, расположенный на выходе режущего устройства, предусмотренного в машине для изготовления профилей или формообразующей машине, для перемещения профилей в продольном направлении с вогнутой стороной, обращенной вверх, два поворотных выталкивателя, предназначенные для перемещения профилей в направлении, которое перпендикулярно ленточному транспортеру, и наклонную плоскость, расположенную перпендикулярно ленточному транспортеру и рядом с ленточным транспортером. Наклонная плоскость имеет два упора, расположенные на конце наклонной плоскости и предназначенные для удерживания профилей. При перемещении профилей посредством поворотных выталкивателей профили перемещаются вдоль наклонной плоскости под действием силы тяжести. Приведенная в качестве примера, автоматическая упаковочная линия включает в себя сборочное устройство для образования дуплексов, состоящее из первого множества пластин и второго множества пластин, выполненных с возможностью поворота на 180°. Первое и второе множества пластин расположены с соответствующих сторон наклонной плоскости и рядом с концом наклонной плоскости, и каждый из первого и второго множества пластин имеет две пластины, соединенных с поворотными рычагами, предназначенными для поворота. Пластины предназначены для захвата первого профиля так, чтобы его внутренняя вогнутая сторона была обращена вверх, и переворачивания первого профиля вверх дном для расположения первого профиля в таком положении, чтобы его внутренняя вогнутая сторона была обращена вниз, поверх второго профиля, внутренняя вогнутая сторона которого обращена вверх, для образования дуплекса. Дуплекс образуется, когда внутренние вогнутые стороны первого и второго профилей будут находиться напротив друг друга. Приведенная в качестве примера, автоматическая упаковочная линия также включает в себя сборочное устройство для образования пачек, предназначенное для приема одного или нескольких дуплексов. Сборочное устройство для образования пачек включает в себя раму, имеющую группу выдвижных захватов и группу кантующих захватов. Дуплекс, поступающий из сборочного устройства для образования дуплексов, должен быть расположен на раме. Сборочное устройство для образования пачек имеет толкающую каретку, предназначенную для перемещения одного или нескольких дуплексов к группе выдвижных захватов. После перемещения последнего дуплекса к группе выдвижных захватов толкающая каретка должна оставаться в контакте с последним дуплексом, пока группа выдвижных захватов отводится для расположения данных одного или нескольких дуплексов на группе кантующих захватов. Когда данные один или несколько дуплексов будут расположены на группе кантующих захватов, группа кантующих захватов перемещается вниз так, чтобы разместить данные один или несколько дуплексов под группой выдвижных захватов, и толкающая каретка перемещается назад, и группа выдвижных захватов выдвигается поверх данных одного или нескольких дуплексов. Процедура должна быть повторена, исходя из столбиков, включаемых в пачку. После завершения комплектования пачки группа кантующих захватов перемещается вниз для расположения пачки на опоре для обвязывания пачки и отправки ее на склад.
В некоторых примерах сборочное устройство для образования дуплексов, выполненное с первым и вторым множествами пластин, расположенных с обеих сторон рядом с концом наклонной плоскости, должно обеспечивать выполнение поворота на 180°, при котором пластины из каждого из первого и второго множества пластин удерживаются в горизонтальном положении во время выполнения поворота. В подобном примере автоматическая упаковочная линия включает в себя систему поворота пластин, имеющую две параллельные оси для каждого из первого и второго множества пластин. Параллельные оси расположены в одной и той же горизонтальной плоскости, и каждая из параллельных осей имеет зубчатый шкив, предназначенный для передачи вращательного движения соответствующим параллельным осям. Вращательное движение обеспечивается посредством главной оси, имеющей зубчатые шкивы, и зубчатые шкивы главной оси соединены посредством зубчатых ремней с зубчатыми шкивами каждой из двух параллельных осей для поворота каждой из двух параллельных осей.
В некоторых примерах каждый из первого и второго множества пластин должен выполнять по существу одно и то же круговое движение, передаваемое посредством главной оси, при одновременном сохранении по существу одного и того же относительного положения обоих пластин из каждого из первого и второго множества пластин относительно параллельных осей с обеих сторон относительно конца наклонной плоскости.
В некоторых примерах автоматическая упаковочная линия включает в себя исполнительный механизм, предназначенный для генерирования движения главной оси для поворота зубчатых шкивов главной оси для обеспечения передачи движения поворотным рычагам посредством зубчатых шкивов каждой из параллельных осей.
В некоторых примерах поворот поворотных рычагов предназначен для обеспечения возможности выполнения двумя пластинами - из каждого из первого и второго множества пластин - кругового движения, во время которого при подъеме пластины входят в контакт с концом наклонной плоскости для приема двух из профилей, расположенных у конца наклонной плоскости, для расположения внутренних вогнутых сторон двух профилей напротив друг друга при образовании дуплекса и для расположения дуплекса на раме, расположенной над сборочным устройством, предназначенным для образования пачек.
В некоторых примерах после расположения дуплекса на раме пластины, прикрепленные к противоположным концам поворотных рычагов, принимают два профиля, расположенные у конца наклонной плоскости в местоположении, в котором ранее были расположены профили, образующие первый дуплекс. Пластины, прикрепленные к противоположным концам поворотных рычагов, должны обеспечить расположение внутренних вогнутых сторон двух профилей напротив друг друга для образования второго дуплекса и расположение второго дуплекса на раме, расположенной над сборочным устройством, предназначенным для образования пачек, в местоположении, смежно первому дуплексу. Цикл должен быть повторен исходя из рядов, которые должны быть в пачке.
В некоторых примерах пластины включают в себя прямоугольные пластины с верхними частями, подвергнутыми механической обработке, которые образуют полую область с перевернутой (1) треугольной формой с криволинейными сторонами и скругленной вершиной и (2) узкой вершиной на конце стороны, в которой должны быть собраны дуплексы.
В некоторых примерах узкие вершины пластин при выполнении кругового движения толкают и поднимают первый профиль с нижней части наклонной плоскости, расположенный относительно ближе к ленточному транспортеру, чем второй профиль, посредством его наружной выпуклой стороны. Второй профиль расположен в нижней части наклонной плоскости в местоположении, находящемся сравнительно ближе к сборочному устройству, предназначенному для образования пачек, чем первый профиль, и перемещается во внутреннюю вогнутую область пластин при перемещении пластин вверх для выполнения кругового движения. Узкие вершины продолжают поднимать верхний конец первого профиля, который расположен ближе к ленточному транспортеру, при этом его нижний конец перемещается по направлению к внутренней вогнутой области пластин у нижней части узких вершин, где второй профиль расположен так, что его внутренняя вогнутая сторона обращена вверх. Непрерывно продолжающийся подъем пластин для поворота первого профиля за счет данного воздействия предназначен для сборки дуплекса с внутренними вогнутыми сторонами как первого, так и второго профилей, обращенными друг к другу.
В некоторых примерах управление ленточным транспортером, поворотными выталкивателями, исполнительным механизмом, предназначенным для генерирования движения главной оси, группой выдвижных захватов, группой кантующих захватов и толкающей кареткой должно осуществляться посредством одного или нескольких логических программируемых контроллеров (LPC-Logic Programmable Controllers) для автоматизации выполняемых электромеханических процессов.
Приведенная в качестве примера, упаковочная линия, предназначенная для упаковывания профилей и раскрытая в настоящей заявке, включает в себя первую пластину и вторую пластину, которые выполнены с возможностью поворота вокруг горизонтальной оси в первой вертикальной плоскости, и третью пластину и четвертую пластину, которые выполнены с возможностью поворота вокруг горизонтальной оси во второй вертикальной плоскости, которая параллельна первой вертикальной плоскости и смещена от первой вертикальной плоскости. Первая пластина и третья пластина выполнены с возможностью синхронного поворота вокруг горизонтальной оси, и вторая пластина и четвертая пластина выполнены с возможностью синхронного поворота вокруг горизонтальной оси. Первая пластина и третья пластина выполнены с возможностью приема первого профиля, имеющего C-образное поперечное сечение или U-образное поперечное сечение, и первая пластина и третья пластина выполнены с возможностью поворота второго профиля, имеющего C-образное поперечное сечение или U-образное поперечное сечение, над первым профилем так, что первый профиль будет расположен с первой ориентацией, а второй профиль будет расположен со второй ориентацией, противоположной первой ориентации, для образования дуплекса, расположенного в первой и третьей пластине.
В некоторых примерах первая пластина расположена по существу под углом 180 градусов (°) напротив второй пластины относительно горизонтальной оси, а третья пластина расположена по существу под углом 180° напротив четвертой пластины относительно горизонтальной оси.
В некоторых примерах упаковочная линия включает в себя первый поворотный рычаг, имеющий первый конец и второй конец. Первая пластина соединена с возможностью поворота с первым концом, а вторая пластина соединена с возможностью поворота со вторым концом. Приведенная в качестве примера, упаковочная линия также включает в себя второй поворотный рычаг, имеющий третий конец и четвертый конец. Первая пластина соединена с возможностью поворота с третьим концом, и вторая пластина соединена с возможностью поворота с четвертым концом. В некоторых подобных примера упаковочная линия дополнительно включает в себя первую ось, соединенную с первым поворотным рычагом для поворота первого поворотного рычага. Первая ось расположена перпендикулярно первому поворотному рычагу. В таком примере упаковочная линия также включает в себя вторую ось, соединенную со вторым поворотным рычагом для поворота второго поворотного рычага. Вторая ось расположена перпендикулярно второму поворотному рычагу, и первая и вторая оси параллельны друг другу и расположены вдоль одной и той же горизонтальной плоскости. В некоторых примерах при повороте первого поворотного рычага и второго поворотного рычага первая и вторая пластины остаются по существу горизонтальными при повороте первой и второй пластины вокруг горизонтальной оси. В некоторых примерах упаковочная линия также включает в себя третий поворотный рычаг, имеющий пятый конец и шестой конец. Третья пластина соединена с возможностью поворота с пятым концом, и четвертая пластина соединена с возможностью поворота с шестым концом. В подобном примере упаковочная линия включает в себя четвертый поворотный рычаг, имеющий седьмой конец и восьмой конец. Третья пластина соединена с возможностью поворота с седьмым концом, и четвертая пластина соединена с возможностью поворота с восьмым концом. Кроме того, в подобном примере упаковочная линия включает в себя третью ось, соединенную с третьим поворотным рычагом для поворота третьего поворотного рычага, и четвертую ось, соединенную с четвертым поворотным рычагом для поворота четвертого поворотного рычага. В некоторых примерах первая ось и третья ось по существу выровнены вдоль первой оси, и вторая ось и четвертая ось по существу выровнены вдоль второй оси. В некоторых примерах упаковочная линия также включает в себя исполнительный механизм, соединенный с первой, второй, третьей и четвертой осями для обеспечения одновременного поворота первой, второй, третьей и четвертой осей.
В некоторых примерах при повороте первой, второй, третьей и четвертой пластины вокруг горизонтальной оси первая пластина и третья пластина остаются расположенными вдоль одной и той же горизонтальной плоскости относительно друг друга, а вторая пластина и четвертая пластина остаются расположенными вдоль одной и той же горизонтальной плоскости относительно друг друга. В некоторых примерах первая пластина имеет первую выемку, а третья пластина имеет вторую выемку. В подобном примере дуплекс подлежит расположению в первой выемке и второй выемке.
Другая приведенная в качестве примера, упаковочная линия, предназначенная для упаковывания профилей и раскрытая в настоящей заявке, включает в себя первую пластину, имеющую первый конец, второй конец, первую вершину на первом конце, вторую вершину на втором конце и первую выемку, образованную между первой вершиной и второй вершиной. Приведенная в качестве примера, упаковочная линия также включает в себя вторую пластину, имеющую третий конец, четвертый конец, третью вершину на третьем конце, четвертую вершину на четвертом конце и вторую выемку, образованную между третьей вершиной и четвертой вершиной. Приведенная в качестве примера, упаковочная линия включает в себя первый поворотный рычаг, присоединенный с возможностью поворота к первому концу и присоединенный с возможностью поворота к третьему концу, второй поворотный рычаг, присоединенный с возможностью поворота ко второму концу и присоединенный с возможностью поворота к четвертому концу, первую ось, присоединенную к первому поворотному рычагу для поворота первого поворотного рычага, при этом первая ось расположена перпендикулярно первому поворотному рычагу, и вторую ось, присоединенную ко второму поворотному рычагу для поворота второго поворотного рычага. Вторая ось расположена перпендикулярно второму поворотному рычагу, вторая ось параллельна первой оси, и первая и вторая оси расположены вдоль одной и той же горизонтальной плоскости. Первая и вторая оси предназначены для поворота соответствующих первого и второго поворотных рычагов для поворота первой и второй пластины вокруг центральной оси, образованной между первой и второй осями. Первая пластина выполнена с возможностью - при подъеме первой пластины - приема первого профиля в первую выемку так, чтобы вогнутая сторона первого профиля была обращена вверх, и переворачивания второго профиля над первым профилем посредством использования данной первой вершины так, чтобы вогнутая сторона второго профиля была обращена вниз над первым профилем для образования первого дуплекса в первой выемке первой пластины.
В некоторых примерах первая пластина расположена по существу под углом 180° напротив второй пластины относительно центральной оси. В некоторых примерах первая и вторая пластина остаются по существу горизонтальными при повороте первой и второй пластины вокруг центральной оси. В некоторых примерах вторая пластина выполнена с возможностью - при повороте второй пластины вверх - приема третьего профиля во вторую выемку так, чтобы вогнутая сторона третьего профиля была обращена вверх, и переворачивания четвертого профиля над третьим профилем посредством использования данной третьей вершины так, чтобы вогнутая сторона четвертого профиля была обращена вниз над третьим профилем для образования второго дуплекса во второй выемке.
Приведенный в качестве примера способ, раскрытый в настоящей заявке, включает перемещение первого профиля и второго профиля в первое местоположение. Каждый из первого и второго профилей имеет U-образное или C-образное поперечное сечение, обеспечивающее образование наружной выпуклой стороны и внутренней вогнутой стороны. Приведенный в качестве примера способ включает поворот первой пластины и второй пластины вокруг горизонтальной центральной оси. Первая пластина и вторая пластина присоединены к противоположным концам двух поворотных рычагов, и поворотные рычаги поворачиваются вокруг осей, которые параллельны друг другу и смещены друг от друга. Приведенный в качестве примера способ также включает введение первого профиля в первую пластину так, чтобы вогнутая сторона первого профиля была обращена вверх, при перемещении первой пластины вверх посредством ее поворота, и поворот второго профиля посредством взаимодействия первой пластины с наружной выпуклой стороной второго профиля для расположения второго профиля с вогнутой стороной второго профиля, обращенной вниз, в заданном положении над вогнутой стороной первого профиля для образования первого дуплекса в первой пластине.
В некоторых примерах способ включает перемещение первого дуплекса во второе местоположение для его упаковывания. В некоторых примерах способ включает перемещение третьего профиля и четвертого профиля в первое местоположение. Каждый из третьего и четвертого профилей имеет U-образное или C-образное поперечное сечение, обеспечивающее образование наружной выпуклой стороны и внутренней вогнутой стороны. Подобный приведенный в качестве примера способ включает введение третьего профиля во вторую пластину так, чтобы вогнутая сторона третьего профиля была обращена вверх, при перемещении второй пластины вверх посредством ее поворота, и поворот четвертого профиля посредством взаимодействия первой пластины с наружной выпуклой стороной четвертого профиля для расположения четвертого профиля с вогнутой стороной четвертого профиля, обращенной вниз, в заданном положении над вогнутой стороной третьего профиля для образования второго дуплекса в пределах второй пластины.
В некоторых примерах перемещение первого и второго профилей включает скольжение первого и второго профилей вниз по наклонной плоскости до первого местоположения. В некоторых примерах способ включает удерживание первой и второй пластины по существу горизонтально при повороте первой и второй пластины вокруг центральной оси.
В некоторых примерах поворот первой и второй пластины вокруг горизонтальной центральной оси включает поворот первого поворотного рычага и второго поворотного рычага. Первый поворотный рычаг имеет первый конец, присоединенный с возможностью поворота к первой пластине, и второй конец, присоединенный с возможностью поворота ко второй пластине, и второй поворотный рычаг имеет третий конец, присоединенный с возможностью поворота к первой пластине, и четвертый конец, присоединенный с возможностью поворота ко второй пластине.
В некоторых примерах способ включает дополнительное образование второго дуплекса посредством второй пластины. Первый дуплекс и второй дуплекс должны быть образованы за один полный поворот первой и второй пластины вокруг горизонтальной центральной оси.
Далее рассматриваются фигуры, при этом приведенная в качестве примера, автоматическая упаковочная линия 100 проиллюстрирована на фиг. 1. Приведенная в качестве примера, упаковочная линия 100 включает в себя сборочное устройство 102 для образования дуплексов и сборочное устройство 104 для образования пачек. В проиллюстрированном примере упаковочная линия 100 включает в себя ленточный транспортер 106, смонтированный на выходе или у выходной части формообразующего устройства и/или режущего устройства. На ленточный транспортер 106 поступают профили или отлитые детали 107 с U-образным или С-образным сечением (например, поперечным сечением). Перемещение профилей 107 посредством ленточного транспортера 106 происходит так, что их вогнутые стороны (например, внутренняя поверхность, полая сторона) обращены вверх.
В проиллюстрированном примере первый поворотный выталкиватель 108 и второй поворотный выталкиватель 110 перемещаются над ленточным транспортером 106 в направлении, которое перпендикулярно ленточному транспортеру 106. Выталкиватели 108, 110 снимают профили 107 с ленточного транспортера 106 и размещают профили 107 на наклонной плоскости 112, расположенной перпендикулярно ленточному транспортеру 106. Поворотные выталкиватели 108, 110 перемещают профили 107 перпендикулярно (например, по одному за раз) по направлению к наклонной плоскости 112, по которой профили 107 перемещаются к сборочному устройству 102 для образования дуплексов. В проиллюстрированном примере профили 107 перемещаются вниз по наклонной плоскости 112 под действием силы тяжести. Другими словами, вес профиля заставляет профиль 107 перемещаться (например, скользить) вниз до самой низкой точки или конца на наклонной плоскости 112. В самой нижней точке наклонной плоскости 112 каждый профиль 107 входит в контакт с двумя упорами 113, 115, расположенными на конце наклонной плоскости 112 и предназначенными для удерживания профилей 107. В проиллюстрированном примере поворотные выталкиватели 108, 110 выполнены с пневматическим приводом. Тем не менее, в других примерах могут быть использованы другие типы приводных устройств. В некоторых примерах может быть использован только один поворотный выталкиватель или могут быть использованы более двух поворотных выталкивателей. В некоторых примерах используется только один упор или используются более двух упоров.
В приведенной в качестве примера последовательности операций упаковывания первый профиль 107 перемещают из режущего устройства посредством ленточного транспортера 106 в положении, в котором его вогнутая сторона обращена вверх, до области, в которой расположены поворотные выталкиватели 108, 110. Поворотные выталкиватели 108, 110 расположены рядом с ленточным транспортером 106 и/или над ленточным транспортером 106 и обеспечивают перемещение первого профиля 107 в направлении, которое перпендикулярно траектории перемещения данного профиля вдоль ленточного транспортера 106. Во время перемещения в перпендикулярном направлении первый профиль 107 скользит по наклонной плоскости 112 до тех пор, пока он не достигнет двух упоров 113, 115, расположенных с каждой стороны нижнего конца наклонной плоскости 112. Второй профиль 107 следует по тому же пути, и его перемещение заканчивается в положении рядом с первым профилем 107 у нижнего конца наклонной плоскости 112.
В проиллюстрированном примере штанга 114 приводится в действие посредством исполнительного механизма 116 (например, пневмопривода), который обеспечивает толкание плиты 118 для выравнивания концов первого и второго профилей 107 так, чтобы первый и второй профили 107 оказались расположенными рядом со сборочными устройством 102 для образования дуплексов. При обнаружении «прибытия» профиля 107 посредством использования, например, магнитного датчика штанга 114, приводимая в действие исполнительным механизмом 116, толкает плиту 118, которая входит в контакт с концом профиля 107 и толкает конец профиля 107. В конце хода штанга 114 останавливается рядом с профилями 107 и затем отводится. В результате профиль 107 будет выровнен относительно упаковочного устройства (например, сборочного устройства 102 для образования дуплексов и/или сборочного устройства 104 для образования пачек). При определенном размере плиты 118 более одного профиля может быть выставлено (например, расположено в определенном положении, выровнено) посредством плиты 118. В некоторых примерах при «прибытии» первого профиля 107 обеспечивается выравнивание первого профиля 107, и при «прибытии» второго профиля 107 как первый профиль 107, так и второй профиль 107 выравниваются для гарантирования того, что концы первого профиля 107 и второго профиля 107 будут выровнены.
Как проиллюстрировано на фиг. 2 и 3, сборочное устройство 102 для образования дуплексов включает в себя два множества (например, две пары) пластин. В частности, сборочное устройство 102 для образования дуплексов включает в себя первое множество 200 пластин и второе множество 202 пластин. Каждое из множества 200, 202 пластин включает в себя две пластины. Например, как проиллюстрировано на фиг. 4, первое множество 200 пластин включает в себя первую пластину 400 и вторую пластину 402. В проиллюстрированном примере первая и вторая пластины 400, 402 из первого множества 200 пластин присоединены (например, прикреплены) соответственно к первому и второму держателям 404, 406 пластин. Как проиллюстрировано на фиг. 2 и 3, второе множество 202 пластин по конструкции аналогично первому множеству 200 пластин, описанному выше. В частности, второе множество 202 пластин имеет первую пластину 204 и вторую пластину 206, присоединенные к соответствующему первому держателю 208 пластины и второму держателю пластины. Первое множество 200 пластин расположено с одной стороны относительно нижнего конца наклонной плоскости 112, и второе множество 202 пластин расположен с другой стороны относительно нижнего конца наклонной плоскости 112. В проиллюстрированном примере каждое множество 200, 202 пластин перемещается, совершая поворот, при котором пластины 204, 206, 400, 402 удерживаются в горизонтальном положении, когда происходит поворот. Поворот обеспечивается посредством системы 210 поворота пластин, имеющей две параллельные оси для каждого множества 200, 202 пластин, расположенные с каждой стороны относительно нижнего конца наклонной плоскости 112. Например, как проиллюстрировано на фиг. 4, система 210 поворота пластин включает в себя первую ось 408 и вторую ось 410, которые параллельны друг другу. Первая и вторая параллельные оси 400, 402 первого множества 200 пластин расположены вдоль одной и той же горизонтальной плоскости, и каждая из первой и второй параллельных осей 400, 402 имеет соответствующий зубчатый шкив 412, 414, который передает вращательное движение соответствующим первой и второй параллельным осям 408, 410. Данное движение обеспечивается посредством главной оси 416, которая имеет два зубчатых шкива 418, 420, посредством которых вращательное движение передается с использованием зубчатых ремней 422, 424, которые соединяют зубчатые шкивы 418, 420 главной оси 416 с зубчатыми шкивами 412, 414 первой и второй параллельных осей 408, 410.
В проиллюстрированном примере второе множество 202 пластин (фиг. 2 и 3) по конструкции аналогичен первому множеству 200 пластин, описанному выше. В частности, второе множество 202 пластин также имеет первую ось 212, параллельную второй оси 213, и первый зубчатый шкив 216 и второй зубчатый шкив для соответствующих первой и второй параллельных осей 212, 213. Зубчатые шкивы соединены с главной осью 416, которая соответствует первому зубчатому шкиву 216 и второму зубчатому шкиву. Вращательное движение передается посредством использования соответствующего первого зубчатого ремня 218 и второго зубчатого ремня, которые соединяют зубчатые шкивы главной оси 416 с первым зубчатым шкивом 216 и вторым зубчатым шкивом соответствующих первой и второй параллельных осей 212, 213. В проиллюстрированном примере с каждой стороны относительно нижнего конца наклонной плоскости 112 каждое множество 200, 202 пластин выполняет одно и то же вращательное движение, генерируемое главной осью 416. Другими словами, главная ось 416 обеспечивает вращательное движение для обоих множества 200, 202 пластин.
Как проиллюстрировано на фиг. 2 и 3, исполнительный механизм 220 генерирует движение главной оси 416, которое обеспечивает поворот зубчатых шкивов главной оси 416 (например, зубчатых шкивов 418, 420, предназначенных для первого множества 200 пластин, и зубчатых шкивов, предназначенных для второго множества 202 пластин). Таким образом, зубчатые ремни (например, зубчатые ремни 422, 424, предназначенные для первого множества 200 пластин, и первый зубчатый ремень 218 и второй зубчатый ремень, предназначенные для второго множества 202 пластин), обеспечивают передачу движения соответствующим первому и второму зубчатым шкивам 412, 414 первого множества 200 пластин и первому зубчатому шкиву 216 и второму зубчатому шкиву второго множества 202 пластин, соединенным с соответствующими первой и второй параллельными осями 408, 410 первого множества 200 пластин и соответствующими первой и второй параллельными осями 212, 213 второго множества 202 пластин. Каждая из пластин 204, 206, 400, 402 соединена с соответствующим ему держателем (например, первая пластина 400 соединена с соответствующим держателем 404 первой пластины из первого множества 200 пластин) и соединена с рамой посредством подшипниковой опоры и подшипников, которые обеспечивают поворот оси конструкции. Например, как проиллюстрировано на фиг. 4, первая и вторая параллельные оси 408, 410 первого множества 200 пластин соединены соответственно с первым поворотным рычагом 426 и вторым поворотным рычагом 428 посредством фланцев, которые присоединены (например, посредством винтов) к первой и второй параллельным осям 408, 410. Приведенный в качестве примера фланец 429 между второй параллельной осью 410 и вторым поворотным рычагом 428 проиллюстрирован на фиг. 4. Аналогичным образом, как проиллюстрировано на фиг. 2 и 3, первая и вторая параллельные оси 212, 213 второго множества 202 пластин соединены соответственно с первым поворотным рычагом 222 и вторым поворотным рычагом 224 посредством фланцев, которые присоединены (например, посредством винтов) к первой и второй параллельным осям 212, 213.
В проиллюстрированном примере вращательное движение главной оси 416 передается посредством первого и второго зубчатых шкивов 418, 420 соответствующим первому и второму зубчатым шкивам 412, 414 параллельных осей 408, 410 первого множества 200 пластин посредством соответствующих зубчатых ремней 422, 424, которые соединяют соответствующие зубчатые шкивы. Вращательное движение главной оси 416 также передается посредством первого и второго зубчатых шкивов (например, аналогичных первому и второму зубчатым шкивам 418, 420, но предназначенных для первого множества 200 пластин), предназначенных для второго множества 202 пластин, соответствующему первому зубчатому шкиву 216 и второму зубчатому шкиву соответствующих первой и второй параллельных осей 212, 213 второго множества 202 пластин посредством зубчатых ремней (например, первого зубчатого ремня 218 и второго зубчатого ремня), которые соединяют соответствующие зубчатые шкивы. Данное движение вызывает поворот первого и второго поворотных рычагов 426, 428 первого множества 200 пластин, при этом первый и второй поворотные рычаги 426, 428 соединены с соответствующими первой и второй параллельными осями 408, 410 посредством фланцевого соединения (фланцевых соединений) с первым множеством 200 пластин. Аналогичным образом, данное движение вызывает поворот первого и второго поворотных рычагов 222, 224 второго множества 202 пластин, при этом первые и второй поворотные рычаги 222, 224 соединены с соответствующими первой и второй параллельными осями 212, 213 посредством фланцевого соединения (фланцевых соединений) со вторым множеством 202 пластин.
В проиллюстрированном примере на стороне нижнего конца наклонной плоскости 112 концы поворотных рычагов 426, 428 расположены в первой вертикальной плоскости, которая диаметрально противоположна первой и второй параллельным осям 408, 410 (например, концы поворотных рычагов 426, 428 расположены в радиальном направлении снаружи от первой и второй параллельных осей 408, 410 в направлении, которое перпендикулярно первой и второй параллельным осям 408, 410), и перемещаются параллельно концам других двух поворотных рычагов 222, 224, расположенным во второй вертикальной плоскости, которая параллельна первой вертикальной плоскости. Другие поворотные рычаги 222, 224 также расположены на сторонах, диаметрально противоположных относительно первой и второй параллельным осям 212, 213, на стороне нижнего конца наклонной плоскости 112.
Как проиллюстрировано на фиг. 4, каждый конец поворотных рычагов 426, 428 присоединен (например, прикреплен) к разным концам держателей 404, 406 посредством фиксированной оси. В частности, один конец первого поворотного рычага 426 присоединен к держателю 404 первой пластины (например, на первом конце или рядом с первым концом держателя 404 первой пластины) посредством первой фиксированной оси 430, и другой конец первого поворотного рычага 426 присоединен к держателю 406 второй пластины (например, на первом конце или рядом с первым концом держателя 406 второй пластины) посредством второй фиксированной оси. Аналогичным образом, один конец второго поворотного рычага 428 присоединен к держателю 404 первой пластины (например, на втором конце или рядом со вторым концом держателя 404 первой пластины) посредством третьей фиксированной оси 432, и другой конец второго поворотного рычага 428 присоединен к держателю 406 второй пластины (например, на втором конце или рядом со вторым концом держателя 406 второй пластины) посредством четвертой фиксированной оси 434. Следовательно, когда первая и вторая параллельные оси 408, 410 поворачиваются, первая и третья фиксированные оси 430, 432, расположенные с одной и той же стороны диаметрально противоположно относительно каждой из первой и второй параллельных осей 408, 410, перемещаются в параллельном направлении, которое всегда «находится» в одной и той же первой горизонтальной плоскости. Такое же движении выполняется второй фиксированной осью и четвертой фиксированной осью 434, расположенными с другой стороны диаметрально противоположно относительно каждой из первой и второй параллельных осей 408, 410. Вторая фиксированная ось и четвертая фиксированная ось 434 также перемещаются в параллельном направлении, которое всегда «находится» во второй горизонтальной плоскости, диаметрально противоположной относительно первой горизонтальной плоскости. Другими словами, первая и третья фиксированные оси 430, 432 держателя 404 первой пластины остаются в одной и той же горизонтальной плоскости (например, в первой горизонтальной плоскости) относительно друг друга при повороте первой пластины 400. Следовательно, первая пластина 400 остается в одной и той же ориентации в течение всего поворота. Аналогичным образом, вторая фиксированная ось и четвертая фиксированная ось 434 держателя 406 второй пластины остаются в одной и той же горизонтальной плоскости (например, во второй горизонтальной плоскости) относительно друг друга при повороте второй пластины 402, и, следовательно, вторая пластина 402 остается в одной и той же ориентации в течение всего поворота.
Как описано, с одной стороны относительно нижнего конца наклонной плоскости 112 первая фиксированная ось 430, вторая фиксированная ось, третья фиксированная ось 432 и четвертая фиксированная ось 434 образуют вершины элемента, эквивалентного шарнирному параллелограмму, при этом указанный центр поворота (например, центральная осевая линия, вокруг/относительно которой поворачиваются первая и вторая пластина 400, 402) расположен на средних двух параллельных сторонах упомянутого параллелограмма. Следовательно, две из фиксированных осей (например, первая фиксированная ось 430 и третья фиксированная ось 432), расположенные с одной и той же стороны, диаметрально относительно первой и второй параллельных осей 408, 410, расположены в одной и той же первой горизонтальной плоскости во время выполнения поворота первой и второй параллельных осей 408, 410. Аналогичным образом, другие две фиксированные оси (например, вторая фиксированная ось и четвертая фиксированная ось 434), расположенные с другой стороны, диаметрально относительно первой и второй параллельных осей 408, 410, расположены во второй горизонтальной плоскости, диаметрально противоположной относительно первой горизонтальной плоскости.
В проиллюстрированном примере по фиг. 4 первая фиксированная ось 430, вторая фиксированная ось, третья фиксированная ось 432 и четвертая фиксированная ось 434 соединены посредством подшипников, расположенных на нижних концах соответствующих держателей 404, 406 пластин, и каждый нижний конец каждого из держателей 404, 406 пластин имеет держатели подшипников, в которые вставлены упомянутые соответствующие подшипники. Например, в проиллюстрированном примере один нижний конец держателя 404 первой пластины имеет держатель первого подшипника, один нижний конец держателя 406 второй пластины имеет держатель второго подшипника, другой нижний конец держателя 404 первой пластины имеет держатель 436 третьего подшипника, и другой нижний конец держателя 406 второй пластины имеет держатель 438 четвертого подшипника. Это создает возможность поворота концов держателей 404, 406 пластин вокруг соответствующих первой фиксированной оси 430, второй фиксированной оси, третьей фиксированной оси 432 и четвертой фиксированной оси 434 при одновременном удерживании пластин 400, 402 в по существу горизонтальном положении (например, определяемом ориентацией, направлением, выравниванием), когда каждый нижний конец каждого из держателей 404, 406 пластин поворачивается вокруг первой и второй фиксированных параллельных осей 408, 410.
В проиллюстрированном примере первое множество 200 пластин, которое включает в себя первую и вторую пластины 400, 402, расположенные с диаметрально противоположных сторон относительно нижнего конца наклонной плоскости 112 и присоединенные к концам (например, соединенные с концами) поворотных рычагов 426, 428 посредством соответствующих первой фиксированной оси 430, второй фиксированной оси, третьей фиксированной оси 432 и четвертой фиксированной оси 434, перемещается при повороте вокруг первой и второй параллельных осей 408, 410 с данной стороны относительно нижнего конца наклонной плоскости 112. Во время данного перемещения каждая из пластин 400, 402 остается по существу горизонтальной. Аналогичным образом, как проиллюстрировано на фиг. 3, с другой стороны относительно нижнего конца наклонной плоскости 112 второе множество 202 пластин, которое включает в себя первую и вторую пластина 204, 206, расположенные с диаметрально противоположных сторон и присоединенные к концам поворотных рычагов 222, 224 посредством первой фиксированной оси 226, второй фиксированной оси, третьей фиксированной оси 228 и четвертой фиксированной оси, перемещается при повороте, синхронизированном с перемещением первой и второй пластины 400, 402 из первого множества 200 пластин, вокруг первой и второй параллельных осей 212, 213, расположенных с другой стороны относительно нижнего конца наклонной плоскости 112. Аналогичным образом, первая фиксированная ось 226, вторая фиксированная ось, третья фиксированная ось 228 и четвертая фиксированная ось второго множества 202 пластин соединены посредством подшипников, расположенных на соответствующих им, нижних концах соответствующих держателя 208 первой пластины и держателя второй пластины, и каждый нижний конец каждого из держателя 208 первой пластины и держателя второй пластины имеет держатели подшипников, в которые вставлены соответствующие подшипники. Например, в проиллюстрированном примере один нижний конец держателя 208 первой пластины имеет держатель 230 первого подшипника, один нижний конец держателя второй пластины имеет держатель второго подшипника, другой нижний конец держателя 208 первой пластины имеет держатель третьего подшипника, и другой нижний конец держателя второй пластины имеет держатель четвертого подшипника.
Как проиллюстрировано в примере по фиг. 4, расстояние (например, интервал) между первой и второй параллельными осями 408, 410 по существу такое же, как расстояние между центрами держателя первого подшипника и держателя 436 третьего подшипника на нижнем конце держателя 404 первой пластины и между центрами держателя второго подшипника и держателя 438 четвертого подшипника на нижнем конце держателя 406 второй пластины. Аналогичным образом, как проиллюстрировано на фиг. 2 и 3, расстояние между первой параллельной осью 212 и второй параллельной осью 213 второго множества 202 пластин по существу такое же, как расстояние между центрами держателя 230 первого подшипника и держателя третьего подшипника на нижнем конце держателя 208 первой пластины и между центрами держателя второго подшипника и держателя четвертого подшипника на нижнем конце держателя второй пластины. Расстояние (например, интервал) между первым и вторым поворотными рычагами 426, 428 первого множества 200 пластин (например, с одной стороны наклонной плоскости 112) приблизительно такое же, как толщина каждого из держателей 404, 406 пластин, к которым присоединены пластины 400, 402. Аналогичным образом, расстояние (например, интервал) между первым и вторым поворотными рычагами 222, 224 второго множества 202 пластин (например, с другой стороны наклонной плоскости 112) приблизительно такое же, как толщина каждого из держателя 208 первой пластины и держателя второй пластины, к которым присоединены соответствующие первая и вторая пластина 204, 206.
В варианте функционирования, приведенном в качестве примера, при повороте главной оси 416 относительное положение двух поворотных рычагов 426, 428 с одной стороны относительно нижнего конца наклонной плоскости 112 будет по существу таким же, как относительное положение других двух поворотных рычагов 222, 224 с другой стороны относительно нижнего конца наклонной плоскости 112. Следовательно, поворотные рычаги 426, 428, расположенные с одной стороны относительно нижнего конца наклонной плоскости 112, выполняют такой же синхронизированный поворот, что и другие поворотные рычаги 222, 224, расположенные с другой стороны относительно нижнего конца наклонной плоскости 112. Другими словами, первый поворотный рычаг 426 первого множества 200 пластин и первый поворотный рычаг 222 второго множества 202 пластин будут находиться в одном и том же относительном положении относительно друг друга в течение всего поворота, и второй поворотный рычаг 428 первого множества 200 пластин и второй поворотный рычаг 224 второго множества 202 пластин будут находиться в одном и том же относительном положении относительно друг друга в течение всего поворота.
Таким образом, в случае первого множества 200 пластин каждый из поворотных рычагов 426, 428 присоединен (например, прикреплен) к одному из концов каждого из держателей 404, 406 пластин, и каждый конец соединен с соответствующим ему, поворотным рычагом 426, 428. Поворот или вращательное движение поворотных рычагов 426, 428 вызывает круговое движение каждой из пластин 400, 402, при этом центр поворота или ось поворота (например, центральная осевая линия) расположен(-а) на середине расстояния между первой и второй параллельными осями 408, 410. Крепление двух поворотных рычагов 426, 428 к нижнему концу держателей 404, 406 пластин обеспечивает удерживание держателей 404, 406 пластин в горизонтальном положении во время вращательного движения/поворота. Второе множество 202 пластин работает аналогичным образом.
В проиллюстрированном примере по фиг. 4 первая и вторая параллельные оси 408, 410 первого множества 200 пластин присоединены к соответствующим поворотным рычагам 426, 428, которые перпендикулярны первой и второй параллельным осям 408, 410 и расположены на сторонах, которые противоположны относительно диаметров первой и второй параллельных осей 408, 410. Концы поворотных рычагов 426, 428 имеют первую фиксированную ось 430, вторую фиксированную ось, третью фиксированную ось 432 и четвертую фиксированную ось 434, присоединенные к концам каждого из держателей 404, 406 пластин посредством подшипников, которые обеспечивают возможность поворота каждого конца каждого из держателей 404, 406 пластин вокруг соответствующих фиксированных осей так, что каждый из держателей 404, 406 пластин остается в горизонтальном положении при завершении поворота каждой из первой и второй параллельных осей 408, 410, обеспечиваемого за счет поворота главной оси 416. Аналогичным образом, как проиллюстрировано на фиг. 2 и 3, первая и вторая параллельные оси 212, 213 второго множества 202 пластин присоединены к соответствующим поворотным рычагам 222, 224, которые перпендикулярны первой и второй параллельным осям 212, 213 и расположены на сторонах, которые противоположны относительно диаметра первой и второй параллельных осей 212, 213. Концы поворотных рычагов 222, 224 имеют первую фиксированную ось 226, вторую фиксированную ось, третью фиксированную ось 228 и четвертую фиксированную ось, присоединенные к соответствующим концам каждого из держателя 208 первой пластины и держателя второй пластины посредством подшипников, которые обеспечивают возможность поворота каждого конца каждого из держателя 208 первой пластины и держателя второй пластины вокруг соответствующих фиксированных осей так, что каждый из держателя 208 первой пластины и держателя второй пластины остается в горизонтальном положении при завершении поворота каждой из первой и второй параллельных осей 212, 213, обеспечиваемого за счет поворота главной оси 416.
При выровненных концах двух профилей 107 сборочное устройство 102 для образования дуплексов обеспечивает перемещение главной оси 416 ротора 232 посредством исполнительного механизма 220, и поворот главной оси 416 передается поворотным рычагам 222, 224, 426, 428 посредством соответствующих зубчатых шкивов (например, первого и второго зубчатых шкивов 418, 420 главной оси 416 и соответствующих первого и второго зубчатых шкивов 412, 414 первой и второй параллельных осей 408, 410, предназначенных для первого множества 200 пластин). Держатели 404, 406 первой и второй пластины из первого множества 200 пластин и держатель 208 первой пластины и держатель второй пластины из второго множества 202 пластин присоединены (например, соединены) к соответствующим поворотным рычагам 222, 224, 426, 428 (например, посредством крепежных деталей, винтов и т.д.), и к держателям пластин присоединены (например, прикреплены) пластины 204, 206, 400, 402 особой формы для каждого сечения профиля. Поворот поворотных рычагов 222, 224, 426, 428 позволяет пластинам 204, 206, 400, 402 выполнять круговое движение, во время которого пластины 204, 206, 400, 402 захватывают два профиля 107 с нижнего конца наклонной плоскости 112 так, чтобы внутренние вогнутые стороны двух профилей 107 оказались напротив друг друга, для сборки дуплекса 120 (множество дуплексов 120 проиллюстрированы на фиг. 1). После этого приведенное в качестве примера, сборочное устройство 102 для образования дуплексов обеспечивает расположение дуплекса 120 на раме 234 (фиг. 2 и 3), которая расположена дальше над сборочным устройством 104 для образования пачек.
В проиллюстрированном примере четыре пластины 204, 206, 400, 402 выполнены в виде элементов с прямоугольной формой (например, с первой или нижней частью, имеющей прямоугольную форму), которые могут быть выполнены, например, из легированной стали и имеют верхние части, которые подвергнуты механической обработке. Как проиллюстрировано на фиг. 4 для первой пластины 400, в данной форме создана или образована полая или пустая область 440 (например, выемка, полость, канавка и т.д.) с первой вершиной 442, которая представляет собой перевернутую вершину (например, вершину в виде акульевого плавника или вершину треугольной формы с криволинейными сторонами и скругленным кончиком), и второй вершиной 444, которая представляет собой тонкий, узкий кончик на конце, на котором вставляются профили. Вторая пластина 402 из первого множества 200 пластин и первая и вторая пластина 204, 206 из первого множества 202 пластин имеют конструкцию, аналогичную конструкции первой пластины 400 из первого множества 200 пластин, описанного выше. Например, как проиллюстрировано на фиг. 4 и 5, вторая пластина 402 из первого множества 200 пластин имеет пустую область 446, первую вершину 448 и вторую вершину 450. Аналогичным образом, как проиллюстрировано на фиг. 3, первая пластина 204 из второго множества 202 пластин имеет пустую область 236, первую вершину 238 и вторую вершину 240, и вторая пластина 206 из первого множества 202 пластин имеет пустую область, первую вершину 242 и вторую вершину 244. Каждый из нижних концов пластин 204, 206, 400, 402 прикреплен к соответствующим поворотным рычагам 226, 228, 422, 424, как описано выше. В некоторых примерах пластины 204, 206, 400, 402 могут быть выполнены из других материалов, таких как материалы, подобные полимерам с высокой молекулярной массой.
В проиллюстрированном примере вращательное движение/поворот поворотных рычагов 222, 224, 426, 428, присоединенных (например, прикрепленных) к нижним концом соответствующих держателей 404, 406 первой и второй пластины из первого множества 200 пластин и к держателю 208 первой пластины и держателю второй пластины из второго множества 202 пластин, в которые вставлены пластины 204, 206, 400, 402, обеспечивает возможность перемещения пластин 204, 206, 400, 402 по круговой траектории с центром вращения, расположенным между первой и второй параллельными осями 408, 410 первого множества 200 пластин и первой и второй параллельными осями 212, 213 второго множества 202 пластин (например, вокруг центральной оси, которая является горизонтальной и расположена между первой и второй параллельными осями 408, 410 первого множества 200 пластин и первой и второй параллельными осями 212, 213 второго множества 202 пластин).
В проиллюстрированном примере при движении пластин 204, 206, 400, 402 по круговой траектории они перемещаются вверх, «проходят» через наклонную плоскость 112 и в нижнем положении пластины 204, 206, 400, 402 входят в контакт с двумя соседними профилями, которые должны образовать дуплекс. Например, во время движения по данной траектории первая пластина 400 из первого множества 200 пластин и первая пластина 204 из второго множества 202 пластин захватывают два профиля (как описано с дополнительными подробностями в связи с фиг. 5-8). Один профиль (например, первый профиль) расположен в местоположении, находящемся ближе к ленточному транспортеру 106 (например, дальше вверху на наклонной плоскости 112), и другой профиль (например, второй профиль) расположен в местоположении, находящемся ближе к сборочному устройству 104 для образования пачек. Вторые вершины 240, 444 первых пластин 204, 400 обеспечивают толкание и подъем профиля (например, второго профиля), ближайшего к ленточному транспортеру 106, посредством выпуклой стороны профиля (например, наружной поверхности профиля) из положения, ближайшего к ленточному транспортеру 106. Между тем, профиль (например, первый профиль), расположенный у нижнего конца наклонной плоскости 112, в местоположении, ближайшем к сборочному устройству 104 для образования пачек, смещается во внутреннюю полую область пластин 204, 400. Вторые вершины 240, 444 первых пластин 204, 400 продолжают поднимать верхний конец (первого) профиля, ближайшего к ленточному транспортеру 106, в то время как нижний конец (первого) профиля смещается по направлению к внутренней полой области пластин 204, 400 у нижнего конца первых вершин 238, 442, где другой (второй) профиль расположен с вогнутой стороной (например, внутренней поверхностью, стороной полости), обращенной вверх. При выполнении поворота (например, поворачивания, переворачивания, опрокидывания) второго профиля обеспечивается расположение вогнутых сторон (например, внутренних поверхностей, сторон полостей) двух профилей напротив друг друга, в результате чего осуществляется сборка дуплекса. Следовательно, в проиллюстрированном примере сборка дуплекса осуществляется за счет поворота поворотных рычагов 222, 224, 426, 428 на 180°. Аналогичным образом, при повороте второй пластины 402 из первого множества 200 пластин и второй пластины 206 из второго множества 202 пластин по соответствующей им траектории вторые пластины 206, 402 могут принимать еще два профиля для образования другого дуплекса аналогичным образом.
Например, фиг. 5, 6 и 7 иллюстрируют приведенный в качестве примера процесс образования дуплекса (например, дуплекса 700 по фиг. 7) на виде сбоку приведенного в качестве примера, сборочного устройства 102 для образования дуплексов. Как проиллюстрировано на фиг. 5, первая пластина 400 из первого множества 200 пластин поворачивается вверх и проходит через наклонную плоскость 112. Первая пластина 400 входит в контакт с двумя соседними профилями, а именно первым профилем 500 и вторым профилем 502, из которых должен быть образован дуплекс. В проиллюстрированном примере первый профиль 500 расположен ближе к сборочному устройству 104 для образования пачек, и второй профиль 502 расположен ближе к транспортеру 106 (например, с левой стороны фиг. 5). При перемещении первой пластины 400 вверх, как проиллюстрировано на фиг. 6, вторая вершина 444 первой пластины 400 толкает и поднимает второй профиль 502 (например, профиль, ближайший к ленточному транспортеру 106) посредством выпуклой стороны из положения, самого близкого к ленточному транспортеру 106. Первый профиль 500, который расположен у нижнего конца наклонной плоскости 112, в местоположении, наиболее близком к сборочному устройству 104 для образования пачек, смещается во внутреннюю полую область 440 первой пластины 400. Вторая вершина 444 первой пластины 400 продолжает поднимать верхний конец второго профиля 502 (например, профиля, ближайшего к ленточному транспортеру 106), пока нижний конец второго профиля 502 смещается по направлению к внутренней полой области 440 первой пластины 400 у нижнего конца первой вершины 442, где расположен первый профиль 500. Как проиллюстрировано на фиг. 7, второй профиль 502 (например, профиль, ближайший к транспортеру 106) опрокидывается или переворачивается поверх первого профиля 500 для образования дуплекса 700. В данной конфигурации вогнутые стороны профилей 500, 502 обращены друг к другу и образуют дуплекс 700. Поскольку первая пластина 400 продолжает поворачиваться, обеспечивается укладка дуплекса 700 на раму 234. Следовательно, дуплекс 700 образуется при повороте первой пластины 400 на 180 градусов. Когда первая пластина 400 осуществляет укладку дуплекса 700 на раму 234, вторая пластина 402 из первого множества 200 пластин может выполнить прием еще двух профилей для образования другого дуплекса. Первая и вторая пластина 204, 206 из второго множества 202 пластин выполняют такой же поворот синхронно.
Как только дуплекс 700 будет собран, дуплекс 700 поступает, например, в сборочное устройство 104 для образования пачек. В проиллюстрированном примере по фиг. 2 и 3 сборочное устройство 104 для образования пачек включает в себя раму 234 и первый кантующий захват 246 и второй кантующий захват 248, выполняющие движения подъема и опускания. Кантующие захваты 246, 248 прикреплены к опускающей каретке 250, которая обеспечивает поддержание параллельной ориентации кантующих захватов 246, 248 и передачу движения посредством ходового винта 252, соединенного с редукторным электродвигателем, приводимым в действие посредством исполнительного механизма 254.
В проиллюстрированном примере по фиг. 2 и 3 верхняя часть сборочного устройства 104 для образования пачек включает в себя первый выдвижной захват 256 и второй выдвижной захват 258, которые перемещаются в направлении, перпендикулярном относительно ленточного транспортера 106, расположенного у выхода режущего устройства. Перемещение выдвижных захватов 256, 258 обеспечивается посредством соответствующих первой и второй роликовых цепей 260, 262, приводимых в действие посредством электродвигателя 264 (например, редукторного электродвигателя/мотора-редуктора). Вместе с выдвижными захватами 256, 258 имеются две толкающие каретки 266, 268, перемещение которых обеспечивается посредством соответствующих роликовых цепей 270, 272 и электродвигателя 274 (например, редукторного электродвигателя). Электродвигатель 274 обеспечивает перемещение звездочки, приводящей в действие роликовые цепи 270, 272, прикрепленные к толкающим кареткам 266, 268.
В проиллюстрированном примере, когда дуплекс находится на раме 234, два кантующих захвата 246, 248 и два выдвижных захвата 256, 258 простираются над рамой 234. Когда дуплекс расположен на раме 234, электродвигатель 274 обеспечивает приведение в действие и перемещение роликовых цепей 270, 272, которые передают данное движение толкающим кареткам 266, 268. На верхней части каждой из толкающих кареток 266, 268 имеется выдвижной упор, который обеспечивает возможность перемещения дуплекса поверх упоров по направлению к захватам 246, 248, 256, 258 и предотвращает перемещение дуплекса назад. Посредством упоров толкающие каретки 266, 268 обеспечивают перемещение дуплекса до тех пор, пока дуплекс не будет расположен на выдвижных захватах 256, 258.
Фиг. 8 иллюстрирует вид сбоку первой толкающей каретки 266, толкающей дуплекс 800 по направлению к первому выдвижному захвату 256. В проиллюстрированном примере первый кантующий захват 246 находится ниже первого выдвижного захвата 256 или под первым выдвижным захватом 256 (при этом второй выдвижной захват 258 находится за первым выдвижным захватом 256 на данном виде). Фиг. 9 иллюстрирует вид сбоку дуплекса 800, уложенного на выдвижные захваты 256, 258. Когда дуплекс 800 будет уложен на выдвижные захваты 256, 258, редукторный электродвигатель 274 (фиг. 2) обеспечивает реверсирование поворотного движения и перемещение роликовых цепей 270, 272 (фиг. 2) и толкающих кареток 266, 268 назад для захвата другого дуплекса. Если бы в подобном примере другой дуплекс находился бы на раме 234 и толкающие каретки 266, 268 перемещались бы назад, при входе дуплекса в контакт с толкающими каретками 266, 268 толкающие каретки 266, 268 обеспечивали бы отвод своих упоров и проходили бы под дуплексом до тех пор, пока они не оказались расположенными за дуплексом. После этого упоры выдвигаются для входа в контакт с дуплексом, в результате чего начинается новый цикл, в котором осуществляется принудительное перемещение дуплекса к выдвижным захватам 256, 258 (фиг. 2) (например, как проиллюстрировано на фиг. 8 и 9).
Когда толкающие каретки 266, 268 обеспечат перемещение последнего дуплекса с упаковочной линии (например, ряда дуплексов в пачке), электродвигатель 274 обеспечит удерживание толкающих кареток 266, 268 в их положениях в то время, когда электродвигатель 264 приводит в действие роликовые цепи 260, 262, обеспечивая их перемещение и перемещение выдвижных захватов 256, 258 назад. Если бы дуплексы, расположенные на выдвижных захватах 256, 258, перемещались бы назад, упоры толкающих кареток 266, 268 предотвратили бы подобное перемещение. Когда выдвижные захваты 256, 258 отводятся (например, перемещаются назад), дуплексы, которые образуют ряд в пачке, размещаются на кантующих захватах 246, 248.
Фиг. 10 иллюстрирует пример первого выдвижного захвата 256 и второго выдвижного захвата 258 (см. фиг. 2), когда они отводятся (например, перемещаются назад) и когда четыре дуплекса 1000, 1002, 1004, 1006 размещаются на первом кантующем захвате 246 и втором кантующем захвате 248 (фиг. 2) для образования ряда дуплексов. Когда выдвижные захваты 256, 258 достигнут конца траектории их перемещения, выдвижные захваты 256, 258 останавливаются, и исполнительный механизм 254 (фиг. 2), который обеспечивает перемещение ходового винта 252 (фиг. 2), приводится в действие. Опускающая каретка 250 (фиг. 2) и кантующие захваты 246, 248 после этого опускаются (например, снижаются).
В проиллюстрированном примере исполнительный механизм 254 останавливается, когда кантующие захваты 246, 248 вместе с дуплексами 1000-1006 находятся ниже выдвижных захватов 256, 258, для «ожидания» второго ряда дуплексов. После этого электродвигатель 264, который обеспечивает перемещение роликовых цепей 260, 262, приводится в действие, например, для выдвигания (например, «развертывания») выдвижных захватов 256, 258 и расположения выдвижных захватов 256, 258 над предыдущим рядом дуплексов 1000-1006. Как только выдвижные захваты 256, 258 будут выдвинуты, электродвигатель 274 снова включается для перемещения толкающих кареток 266, 268 для извлечения дуплексов, которые образуют второй ряд, в результате чего цикл повторяется.
Фиг. 11 иллюстрирует пример первого выдвижного захвата 256 и второго выдвижного захвата 258 (фиг. 2) выдвинутых снова, и другой дуплекс 1100 размещается на выдвижных захватах 256, 258 поверх первого ряда дуплексов 1102, 1104, 1106, которые опираются на первый кантующий захват 246 и второй кантующий захват 248 (фиг. 2). Вид данной конфигурации в перспективе проиллюстрирован, например, на фиг. 1.
Как только будет завершено образование определенного числа рядов и столбиков, которые образуют пачку, выдвижные захваты 256, 258 перемещаются назад, и кантующие захваты 246, 248 перемещаются вниз до тех пор, пока кантующие захваты 246, 248 не осуществят укладку пачек на приемный стол на выходе, на котором осуществляется обвязывание пачки и ее перемещение для хранения.
В некоторых примерах при автоматизации приведенных в качестве примера процессов, выполняемых посредством приведенной в качестве примера, автоматической упаковочной линии 100, предназначенной для профилей с U-образным или С-образным сечением, подобной раскрытой в настоящей заявке, используются один или несколько логических программируемых контроллеров (LPC) с соответствующим программированием для сокращения периодов времени производства на непрерывной линии. LPC может управлять, например, ленточным транспортером 106, поворотными выталкивателями 108, 110, исполнительным механизмом 220, который обеспечивает генерирование движения главной оси 416, выдвижными захватами 256, 258, группой кантующих захватов 246, 248 и толкающими каретками 266, 268, а также электродвигателем 274, электродвигателем 264, который обеспечивает перемещение роликовых цепей 260, 262, электродвигателем 254, который обеспечивает перемещение ходового винта 252, и другими электромеханическими компонентами автоматической упаковочной линии 100 для профилей или отлитых деталей с U- или С-образным сечением.
В приведенной в качестве примера, автоматической упаковочной линии, раскрытой в настоящей заявке, поворот приведенных в качестве примера, пластин используется для предпочтительного расположения двух профилей, образующих дуплекс, друг перед другом и укладки дуплекса на стол, что создает возможность изменения числа дуплексов, образующих основу пачки, на автоматической упаковочной линии. Расположение двух профилей напротив друг друга обеспечивается за счет геометрической формы пластин. Кроме того, в некоторых примерах автоматическая упаковочная линия не требует механического или магнитного удерживания профиля для поворота профилей или расположения их напротив друг друга, что необходимо на других известных линиях. В результате приведенная в качестве примера, автоматическая упаковочная линия может быть использована для относительно более широкого ряда материалов, а не только для стальных профилей, необходимых в других известных линиях, в которых используются магниты. Приведенная в качестве примера, автоматическая упаковочная линия также является модульной, так что автоматическая упаковочная линия может быть добавлена к другому оборудованию, что позволяет создать дуплексы с разными длинами профилей.
В отличие от других известных линий, на которых увеличение скорости поворотного рычага может привести к выталкиванию профиля без сборки дуплекса, рабочая скорость приведенной в качестве примера, автоматической упаковочной линии не ограничена. Кроме того, автоматическая упаковочная линия является более эффективной, поскольку автоматическая упаковочная линия может обеспечить сборку двух дуплексов посредством одного поворота пластин в отличие от других известных линий, которые могут обеспечить сборку только одного дуплекса за раз. В результате приведенная в качестве примера, автоматическая упаковочная линия имеет высокую скорость упаковывания. Кроме того, в отличие от других известных линий, в которых используются, например, движения соединительного штока и поршня, генерируемые пневматическим двигателем, сборка дуплекса на приведенной в качестве примера, автоматической упаковочной линии обеспечивается посредством поворотных круговых движений в одном направлении, генерируемых электрическими двигателями. Кроме того, движения на приведенной в качестве примера, автоматической упаковочной линии, раскрытой в настоящей заявке, являются менее сложными, поскольку движения включают поворот/вращение одной из пластин для сборки пары профилей или дуплекса. В результате в приведенной в качестве примера, автоматической упаковочной линии используется меньше деталей или компонентов, что приводит к снижению объема работ и затрат при изготовлении и техническом обслуживании/текущем ремонте.
Линия содержит первую и вторую пластины, которые выполнены с возможностью поворота вокруг горизонтальной оси в первой вертикальной плоскости, и третью и четвертую пластины, которые выполнены с возможностью поворота вокруг горизонтальной оси во второй вертикальной плоскости, которая параллельна первой вертикальной плоскости и смещена от нее. Первая и третья пластины и вторая и четвертая пластины выполнены с возможностью синхронного поворота вокруг своей горизонтальной оси. Первая и третья пластины выполнены с возможностью приема первого профиля, имеющего C-образное или U-образное поперечное сечение, и первая и третья пластины выполнены с возможностью поворота второго профиля с таким же сечением над первым профилем так, что первый профиль будет расположен с первой ориентацией, а второй профиль будет расположен со второй ориентацией, противоположной первой, для образования дуплекса, расположенного в первой и третьей пластинах. Способ упаковки содержит перемещение первого профиля и второго в первое местоположение, при этом каждый из профилей имеет U-образное или C-образное поперечное сечение с наружной выпуклой и внутренней вогнутой сторонами, поворачивание пластин вокруг горизонтальной оси, причем пластины присоединены к противоположным концам пары поворотных рычагов, при этом рычаги поворачивают вокруг осей, которые параллельны друг другу и смещены друг от друга. Способ содержит также введение первого профиля в первую пластину вогнутой стороной вверх при перемещении первой пластины вверх посредством ее поворота и поворачивание второго профиля посредством взаимодействия первой пластины с наружной выпуклой стороной второго профиля, располагая вогнутой стороной вниз над вогнутой стороной первого профиля с образованием первого дуплекса в первой пластине. Группа изобретений обеспечивает повышение производительности. 3 н. и 18 з.п.ф-лы, 11 ил.
1. Упаковочная линия для упаковывания профилей, содержащая:
первую пластину и вторую пластину, выполненные с возможностью поворота вокруг горизонтальной оси в первой вертикальной плоскости; и
третью пластину и четвертую пластину, выполненные с возможностью поворота вокруг горизонтальной оси во второй вертикальной плоскости, которая параллельна первой вертикальной плоскости и смещена от нее, при этом первая пластина и третья пластина выполнены с возможностью синхронного поворота вокруг горизонтальной оси, а вторая пластина и четвертая пластина выполнены с возможностью синхронного поворота вокруг горизонтальной оси, причем первая пластина и третья пластина выполнены с возможностью приема первого профиля, имеющего C-образное поперечное сечение или U-образное поперечное сечение, и с возможностью поворота второго профиля, имеющего C-образное поперечное сечение или U-образное поперечное сечение, над первым профилем так, что первый профиль будет расположен с первой ориентацией, а второй профиль - со второй ориентацией, противоположной первой ориентации, с образованием дуплекса, расположенного в первой и третьей пластинах.
2. Упаковочная линия по п. 1, в которой первая пластина расположена по существу под углом 180º напротив второй пластины относительно горизонтальной оси, и третья пластина расположена по существу под углом 180º напротив четвертой пластины относительно горизонтальной оси.
3. Упаковочная линия по п. 1, дополнительно содержащая:
первый поворотный рычаг, имеющий первый конец и второй конец, при этом первая пластина соединена с возможностью поворота с первым концом, а вторая пластина соединена с возможностью поворота со вторым концом и
второй поворотный рычаг, имеющий третий конец и четвертый конец, при этом первая пластина соединена с возможностью поворота с третьим концом, а вторая пластина соединена с возможностью поворота с четвертым концом.
4. Упаковочная линия по п. 3, дополнительно содержащая:
первую ось, соединенную с первым поворотным рычагом для поворота первого поворотного рычага, при этом первая ось расположена перпендикулярно первому поворотному рычагу и
вторую ось, соединенную со вторым поворотным рычагом для поворота второго поворотного рычага, причем вторая ось расположена перпендикулярно второму поворотному рычагу, при этом первая и вторая оси параллельны друг другу и расположены вдоль одной и той же горизонтальной плоскости.
5. Упаковочная линия по п. 4, в которой при повороте первого поворотного рычага и второго поворотного рычага первая и вторая пластина остаются по существу горизонтальными при повороте первой и второй пластины вокруг горизонтальной оси.
6. Упаковочная линия по п. 4, дополнительно содержащая:
третий поворотный рычаг, имеющий пятый конец и шестой конец, при этом третья пластина соединена с возможностью поворота с пятым концом, а четвертая пластина соединена с возможностью поворота с шестым концом;
четвертый поворотный рычаг, имеющий седьмой конец и восьмой конец, причем третья пластина соединена с возможностью поворота с седьмым концом, а четвертая пластина соединена с возможностью поворота с восьмым концом;
третью ось, соединенную с третьим поворотным рычагом для поворота третьего поворотного рычага, и
четвертую ось, соединенную с четвертым поворотным рычагом для поворота четвертого поворотного рычага.
7. Упаковочная линия по п. 6, в которой первая ось и третья ось по существу выровнены вдоль первой оси, а вторая ось и четвертая ось по существу выровнены вдоль второй оси.
8. Упаковочная линия по п. 6, дополнительно содержащая исполнительный механизм, соединенный с первой, второй, третьей и четвертой осями для обеспечения одновременного поворота первой, второй, третьей и четвертой осей.
9. Упаковочная линия по п. 1, в которой при повороте первой, второй, третьей и четвертой пластины вокруг горизонтальной оси первая пластина и третья пластина остаются расположенными вдоль одной и той же горизонтальной плоскости относительно друг друга, а вторая пластина и четвертая пластина остаются расположенными вдоль одной и той же горизонтальной плоскости относительно друг друга.
10. Упаковочная линия по п. 1, в которой первая пластина имеет первую выемку, а третья пластина имеет вторую выемку, при этом дуплекс подлежит расположению в первой выемке и второй выемке.
11. Упаковочная линия для упаковывания профилей, содержащая:
первую пластину, имеющую:
первый конец;
второй конец;
первую вершину на первом конце;
вторую вершину на втором конце; и
первую выемку, образованную между первой вершиной и второй вершиной;
вторую пластину, имеющую:
третий конец;
четвертый конец;
третью вершину на третьем конце;
четвертую вершину на четвертом конце; и
вторую выемку, образованную между третьей вершиной и четвертой вершиной;
первый поворотный рычаг, присоединенный с возможностью поворота к первому концу и присоединенный с возможностью поворота к третьему концу;
второй поворотный рычаг, присоединенный с возможностью поворота ко второму концу и присоединенный с возможностью поворота к четвертому концу;
первую ось, присоединенную к первому поворотному рычагу для поворота первого поворотного рычага и расположенную перпендикулярно первому поворотному рычагу; и
вторую ось, присоединенную ко второму поворотному рычагу для поворота второго поворотного рычага, расположенную перпендикулярно второму поворотному рычагу и параллельную первой оси, при этом первая и вторая оси расположены вдоль одной и той же горизонтальной плоскости и выполнены с возможностью поворота соответствующих первого и второго поворотных рычагов для поворота первой и второй пластины вокруг центральной оси, образованной между первой и второй осями, причем при подъеме первой пластины первая пластина выполнена с возможностью приема первого профиля в первую выемку так, чтобы вогнутая сторона первого профиля была обращена вверх, и переворачивания второго профиля над первым профилем посредством использования первой вершины так, чтобы вогнутая сторона второго профиля была обращена вниз над первым профилем для образования первого дуплекса в первой выемке первой пластины.
12. Упаковочная линия по п. 11, в которой первая пластина расположена по существу под углом 180º напротив второй пластины относительно центральной оси.
13. Упаковочная линия по п. 11, в которой первая и вторая пластина остаются по существу горизонтальными при повороте первой и второй пластины вокруг центральной оси.
14. Упаковочная линия по п. 11, в которой при повороте второй пластины вверх вторая пластина выполнена с возможностью приема третьего профиля во вторую выемку так, чтобы вогнутая сторона третьего профиля была обращена вверх, и переворачивания четвертого профиля над третьим профилем посредством использования третьей вершины так, чтобы вогнутая сторона четвертого профиля была обращена вниз над третьим профилем для образования второго дуплекса во второй выемке.
15. Способ упаковки, включающий в себя этапы, на которых:
перемещают первый профиль и второй профиль в первое местоположение, при этом каждый из первого и второго профилей имеет U-образное или C-образное поперечное сечение, образующие наружную выпуклую сторону и внутреннюю вогнутую сторону;
поворачивают первую пластину и вторую пластину вокруг горизонтальной центральной оси, причем первая пластина и вторая пластина присоединены к противоположным концам пары поворотных рычагов, при этом поворотные рычаги поворачивают вокруг осей, которые параллельны друг другу и смещены друг от друга; вводят первый профиль в первую пластину так, чтобы вогнутая сторона первого профиля была обращена вверх при перемещении первой пластины вверх посредством ее поворота; и
поворачивают второй профиль посредством взаимодействия первой пластины с наружной выпуклой стороной второго профиля для расположения второго профиля так, чтобы вогнутая сторона второго профиля была обращена вниз над вогнутой стороной первого профиля с образованием первого дуплекса в первой пластине.
16. Способ по п. 15, дополнительно включающий в себя этап, на котором перемещают первый дуплекс во второе местоположение для его упаковывания.
17. Способ по п. 15, дополнительно включающий в себя этапы, на которых:
перемещают третий профиль и четвертый профиль в первое местоположение, при этом каждый из третьего и четвертого профилей имеет U-образное или C-образное поперечное сечение, образующие наружную выпуклую сторону и внутреннюю вогнутую сторону;
вводят третий профиль во вторую пластину так, чтобы вогнутая сторона третьего профиля была обращена вверх при перемещении второй пластины вверх посредством ее поворота; и
поворачивают четвертый профиль посредством взаимодействия второй пластины с наружной выпуклой стороной четвертого профиля для расположения четвертого профиля так, чтобы вогнутая сторона четвертого профиля была обращена вниз над вогнутой стороной третьего профиля с образованием второго дуплекса во второй пластине.
18. Способ по п. 15, в котором перемещение первого и второго профилей включает в себя этап, на котором осуществляют скольжение первого и второго профилей вниз по наклонной плоскости до первого местоположения.
19. Способ по п. 15, дополнительно включающий в себя этап, на котором удерживают первую и вторую пластины по существу горизонтально при повороте первой и второй пластины вокруг центральной оси.
20. Способ по п. 15, в котором поворот первой и второй пластины вокруг горизонтальной центральной оси включает в себя этапы, на которых осуществляют поворот первого поворотного рычага и второго поворотного рычага, причем первый поворотный рычаг имеет первый конец, присоединенный с возможностью поворота к первой пластине, и второй конец, присоединенный с возможностью поворота ко второй пластине, а второй поворотный рычаг имеет третий конец, присоединенный с возможностью поворота к первой пластине, и четвертый конец, присоединенный с возможностью поворота ко второй пластине.
21. Способ по п. 15, дополнительно включающий в себя этап, на котором осуществляют образование второго дуплекса посредством второй пластины, при этом первый дуплекс и второй дуплекс должны быть образованы за один полный поворот первой и второй пластины вокруг горизонтальной центральной оси.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| DE 29604813 U1, 13.02.1997 | |||
| УСТРОЙСТВО ДЛЯ ПЕРЕВОРАЧИВАНИЯ УПАКОВОК | 1989 |
|
RU2061639C1 |

