Изобретение относится к транспортно-загрузочным системам в машине для обработки контейнеров для пищевых продуктов. Эти машины также могут называться производственным оборудованием или линиями.
Эти машины (или «оборудование» или «линии») используются для наполнения контейнеров, например, банок или бутылок, с одним или несколькими пищевыми продуктами, например, молочным продуктом и/или пищевыми компонентами, и для герметизации этих контейнеров, а также опционально с маркировкой, наклеиванием этикеток, предварительной дезинфекцией или какой-либо другой операцией.
В этих машинах/оборудовании используются опоры, например, пластины, для поддержки контейнеров во время операций, выполняемых в машине.
Эти опоры проходят по замкнутому циклу и возвращаются пустыми после выгрузки из них обработанных контейнеров.
Этот тип несущей пластины также используется в машинах или установках, обрабатывающих контейнеры для непищевых продуктов, к которым может быть применено это изобретение.
Изобретатели, однако, отметили, что возвратный контур для несущих пластин занимает в такой установке много места, а также то, что возврат происходит ниже или выше, или на том же уровне по отношению к рабочей части. Как правило, пластины перемещаются по обратному контуру в положении, параллельном положению рабочего контура, в ориентации, идентичной рабочему контуру, или после поворота на 180°.
Поэтому возникла потребность в том, чтобы обеспечить усовершенствование контура несущей пластины.
С этой целью предлагается транспортно-загрузочная система в машине для обработки контейнеров, предназначенных для хранения пищевого продукта, при этом транспортно-загрузочная система содержит:
- множество несущих пластин, циркулирующих по замкнутому контуру, при этом каждая несущая пластина содержит одно или несколько гнезд, каждое из которых способно удерживать контейнер,
- первую часть ТС1, известную как рабочая часть, в которой несущие пластины циркулируют в горизонтальном положении в первом осевом направлении Х1А, с первым элементом для перемещения несущих пластин вдоль первого осевого направления, причем первый элемент предпочтительно относится к ступенчатому типу, а несущая пластина приводится в движение только с одной из двух ее продольных сторон,
- вторую часть ТС2, известную как часть быстрого возврата, со вторым подвижным элементом, выполненным с возможностью перемещения несущих пластин во втором осевом направления X1B, противоположного первому осевому направлению,
при этом несущие пластины циркулируют во второй части в обратной ориентации, при том указанная обратная ориентация является вертикальной или расположенной под углом менее чем 30° от вертикали,
при этом транспортно-загрузочная система включает в себя:
- первую поворотную станцию, расположенную на первом конце Е1 транспортно-загрузочной системы и выполненную с возможностью поворота несущих пластин в горизонтальное положение для введения их в зацепление с первой частью ТС1,
- вторую поворотную станцию, расположенную на втором конце Е2 транспортно-загрузочной системы и выполненную с возможностью поворота несущих пластин в обратную ориентацию для введения их в зацепление со второй частью ТС2.
В силу этих положений обратный путь пластин занимает меньше места. Общая компактность машины/линии может быть улучшена. Аналогичным образом можно уменьшить занимаемую площадь машины. Кроме того, такое расположение транспортно-загрузочной системы облегчает доступ к различным элементам и компонентам производственной линии, в частности, для целей контроля и технического обслуживания.
В простейшей конфигурации первая и вторая части ТС1 и ТС2 имеют по существу одинаковую длину и являются прямыми, тем самым образуя простую и экономически целесообразную конструкцию.
Другими словами, если заданы продольная рабочая ось (т.е. ось машины), обозначенная X, и продольная исходная ось транспортно-загрузочной системы, обозначенная X1, в конце рабочей части несущая пластина поворачивается вокруг продольной исходной оси X1 на угол θ (в типичном случае 90°), а затем пластина проходит через возвратную часть, по существу сохраняя эту ориентацию, после чего несущая пластина поворачивается в противоположном направлении вокруг продольной оси X1 на угол –θ.
Следует обратить внимание, что в первой части пластина приводится в движение только на одном из двух ее продольных краев/сторон, а противоположный край/сторона только направляется, но не приводится в движение. Таким образом, привод (т.е. подвижный элемент) является относительно простым и расположен поблизости от продольной оси Х1 транспортно-загрузочной системы.
Следует обратить внимание, что также и на втором участке пластина приводится в движение только близко к тому же продольному краю/стороне, противоположный край/сторона не приводится в движение, предпочтительно противоположный край/сторона свободны от взаимодействия, и выполнены только как подвешенные.
Что касается ориентации несущих пластин, то форма пластин определяется их двумя основными размерами, которые можно назвать длиной и шириной, и существенно меньшим размером, называемым толщиной. Ориентация пластины называется горизонтальной, когда два основных размера проходят горизонтально, а толщина проходит вертикально, при этом ориентация пластины называется вертикальной, когда толщина проходит в горизонтальном направлении.
Под «шаговым подвижным элементом» следует понимать механизм, который позволяет перемещаться вперед на заданное расстояние с последующей остановкой для обработки на фиксированной станции. «Шаговый подвижный элемент» также может называться «шаговым приводным механизмом».
Однако следует отметить, что непрерывный механизм продвижения в первой части не исключается в рамках объема охраны изобретения.
Что касается возвратной части, второй подвижный элемент может быть непрерывного или прерывистого типа.
В различных вариантах осуществления изобретения также может быть возможно использовать одно и/или другое из следующих положений, взятых по отдельности или в комбинации.
В соответствии с одним аспектом, первая поворотная станция PR1 содержит первое поворотное основание 41, а вторая станция PR2 вращения содержит второе поворотное основание 42 и неподвижную основную направляющую опору 40, расположенную непрерывно вдоль первого осевого направления X1A и выполненную между первым и вторым поворотными основаниями. Следует отметить, что «поворотное основание» также может называться «поворотным держателем».
Первое поворотное основание поворачивает несущие пластины в горизонтальное положение, чтобы ввести их в зацепление в первой части, в то время как второе поворотное основание поворачивает несущие пластины в обратную ориентацию, чтобы ввести их в зацепление во второй части.
Таким образом, это формирует простое и надежное решение для реализации поворотных перемещений и направления в первой рабочей части.
Кроме того, благодаря неподвижной основной направляющей опоре на первом участке ТС1 обеспечивается устойчивое и непрерывное направление пластин от первого конца Е1 ко второму концу Е2. Здесь следует обратить внимание на то, что направление во второй части (части быстрого возврата) может быть каким-то простым или отсутствовать, или достаточно даже гибкого направления, например, с помощью подвески.
В соответствии с одним аспектом, первая станция вращения и/или вторая станция вращения могут быть иными, чем вращающееся основание, и могут быть реализованы посредством кулачкового эффекта с постепенным вращением и перемещением вперед.
В соответствии с одним аспектом, каждая несущая пластина содержит по меньшей мере одну выемку для приема пальца первого подвижного элемента. Опционально, в каждой несущей пластине предпочтительно могут быть выполнены две выемки.
Можно использовать шаговый исполнительный механизм, который входит в зацепление с выемками различных несущих пластин. При одной выемке на пластину, перемещение вперед предпочтительно происходит с шагом, по существу, равным длине пластины. При наличии двух выемок на пластину перемещение вперед может иметь место с шагом, равным длине пластины, или с шагом, равным половине длины пластины.
Кроме того, на пластине могут быть обеспечены четыре выемки для кинематики перемещения вперед на четверть длины пластины.
В соответствии с одним аспектом, выемка является сквозной выемкой. Эта выемка легко очищается и предотвращает попадание загрязняющих веществ в глухое отверстие.
В соответствии с одним аспектом, выемка расположена на краевой поверхности пластины. Такую форму легко изготовить, а также легко чистить.
В соответствии с одним аспектом, первый подвижный элемент содержит две степени свободы, а именно вращение вокруг осевого направления Х1 и перемещение вперед вдоль осевого направления Х1.
В соответствии с одним аспектом, первый подвижный элемент содержит палец, расположенный на расстоянии от оси X1 и выполненный с возможностью размещения в выемке в пластине, при этом палец не нагружен, когда палец не введен в зацепление.
Таким образом, первый подвижный элемент может называться «передаточным челноком». В зависимости от возможных конфигураций он может вызывать перемещение вперед на четверть, половину или всю осевую длину несущей пластины.
В соответствии с одним аспектом, каждая несущая пластина проходит в основном в базовой плоскости PR с прямоугольной общей формой, причем каждая несущая пластина имеет две длинные стороны, т.е. одна длинная сторона образует направляющую и маневренный край, и другая длинная сторона образует свободный край. Две короткие стороны могут быть или могут не быть выполнены прямыми.
В соответствии с одним аспектом, каждая несущая пластина предпочтительно является плоской. В этом случае такую пластину легко изготовить из вырезанной заготовки. Это также является экономичным решением, сводящим к минимуму операции повторной обработки.
В соответствии с одним аспектом, каждая несущая пластина выполнена как единая деталь. В этом случае такую пластину легко мыть, так как она не имеет монтажного стыка.
В соответствии с одним аспектом, каждая несущая пластина изготовлена из нержавеющей стали или металлического сплава, совместимого с пищевыми продуктами. Для несущих пластин это способствует легкости, долговечности и гигиеничности в отношении контакта с пищевыми продуктами.
В соответствии с одним аспектом, определена верхняя поверхность несущей пластины, и за пределы верхней поверхности ничего не выступает, за исключением, если необходимо, центрирующих выступов, расположенных на периферии гнезд. Следует отметить, что верхние поверхности пластин в рабочей части находятся заподлицо с рабочей плоскостью, обозначенной PW.
В соответствии с одним аспектом, в пластине выполнена по меньшей мере одна канавка для удерживания пластины, в частности, когда она находится в обратной ориентации. Эта канавка позволяет удерживать пластину вдоль обратного контура и предотвращает соскальзывание и/или падение пластин.
В соответствии с одним аспектом, канавка расположена на нижней поверхности, тогда как выемки расположены на верхней поверхности или на краевой поверхности. Таким образом, канавка не задерживает мелкие отходы и остается чистой.
В соответствии с альтернативным решением, в пластине выполнен по меньшей мере один выступ из плоскости, или ребро для удерживания пластины, в частности, когда она находится в обратной ориентации.
В соответствии с одним аспектом, выполнена вспомогательная направляющая опора для поддержки несущих пластин на выступающей стороне, стороне свободного края, в первой части.
В соответствии с одним аспектом, указанная вспомогательная направляющая опора является частично или полностью съемной. Таким образом, при необходимости можно удалить вспомогательную направляющую опору, чтобы иметь полный доступ к транспортно-загрузочным системам или к одному из модулей машины.
В соответствии с одним аспектом, указанная вспомогательная направляющая опора поддерживается частью обрабатывающего оборудования машины, т.е. одним или несколькими обрабатывающими модулями, из которых состоит линия. Таким образом, можно обойтись без подставки для удерживания этой вспомогательной опоры консольным способом.
В соответствии с одним аспектом, второй подвижный элемент выполнен в виде цепного конвейера или бесконечного ленточного конвейера. Этот тип решения является износостойким, прочным и очень надежным. В качестве альтернативы в качестве второго подвижного элемента можно использовать ролики с приводом от двигателя.
В соответствии с одним аспектом, второй подвижный элемент может быть выполнен в виде конвейера, имеющего бесконечную ленту с двумя наборами зубьев (один набор зубьев внутри для привода ремня и один набор зубьев снаружи для привода несущей пластины с помощью ленты).
В соответствии с одним аспектом, система устроена таким образом, что количество пластин в первой части ТС1 более чем в два раза превышает количество пластин во второй части ТС2. Таким образом, общее количество пластин сводится к минимуму; большинство пластин используется в рабочей части, и очень мало пластин присутствует в возвратной части. Следует отметить, что в определённом количестве систем, известных из уровня техники, количество пластин на возвратном пути равно количеству пластин в наружной рабочей части.
В соответствии с одним аспектом, система устроена таким образом, что средняя скорость на втором участке ТС2 существенно больше или даже намного больше, чем средняя скорость на первом участке ТС1. Эта характеристика также может привести к тому, что количество пластин в возвратной части будет сведено к минимуму.
В соответствии с одним аспектом, второй подвижный элемент может работать с моментом, с импульсом скорости и, возможно, с тормозом прибытия. В соответствии с альтернативным аспектом, может быть обеспечен возврат под действием силы тяжести.
В соответствии с одним аспектом, второй подвижный элемент может быть выполнен в виде передаточного челнока с большими шагами, кратными РХ.
В соответствии с одним аспектом, транспортно-загрузочная система выполнена таким образом, что на поворотной станции PR1 выполнен стопор для возвращающихся вертикальных пластин, ожидающих специального положения поворотного основания. Эта функция может быть реализована с помощью выдвижного стопора. Формируется зона сбора возвращаемых пластин, при этом лишние пластины хранятся в этом местоположении.
В соответствии с одним аспектом, пластины примыкают друг к другу в первой части ТС1, и операция выполняется с использованием толкания. В этом случае достаточно переместить первую пластину вперед на первый участок ТС1, что упрощает конструкцию передаточного челнока и снижает его стоимость.
В соответствии с одним аспектом, первый подвижный элемент, а именно передаточный челнок, по отдельности входит в зацепление со всеми пластинами или практически со всеми пластинами в первой части ТС1. В этом случае пластины не толкают друг друга.
В соответствии с одним аспектом, пластины разнесены на первом участке ТС1, при этом работа осуществляется путем передачи/перемещения вперед с шагом, немного превышающим длину пластины. Таким образом, образуется небольшой функциональный зазор, исключающий трение между пластинами.
В соответствии с одним аспектом, использование опережающей индексации на рабочих станциях может быть излишним; перемещение вперед, управляемое первым подвижным элементом, достаточно для обеспечения точности, необходимой для прибытия пластины; после операции может понадобиться только рабочее индексирование.
В соответствии с одним аспектом, пластины имеют восемь гнезд, или четыре, или шесть, или любое другое значение. Изобретение работает независимо от количества гнезд, выполненных в пластине.
В соответствии с одним аспектом, пластины имеют от одного до четырех рядов гнезд вдоль поперечного направления Y, и в каждом ряду можно найти от одного до четырех гнезд, расположенных вдоль продольной оси.
В соответствии с одним аспектом, гнезда занимают центральную нижнюю область по отношению к несущей пластине. Банки или бутылки могут проходить вниз от несущей пластины между продольными краями несущих пластин.
В соответствии с одним аспектом, пластины имеют продольную длину РХ 250 мм - 680 мм, предпочтительно 360 мм - 520 мм, и даже еще более предпочтительно 400 мм - 480 мм.
В соответствии с одним аспектом, пластины имеют толщину 3 мм - 10 мм. В соответствии с одним конкретным примером, может быть выбрана толщина 6 мм - 8 мм.
В соответствии с одним аспектом, пластины могут быть выполнены из двух частей, а именно плоской пластины с гнездами и элемента/компонента технического профиля для направляющих и приводных функций.
Изобретение также относится к машине для обработки банок или бутылок для пищевых продуктов, включающей в себя описанную выше систему обработки.
Таким образом, обрабатывающие модули могут проходить сверху и снизу, не повреждаясь несущими пластинами.
Дополнительные аспекты, цели и преимущества изобретения станут очевидными после прочтения последующего описания варианта осуществления изобретения, приведенного в качестве неограничивающего примера. Изобретение также будет более понятным при изучении прилагаемых чертежей, на которых:
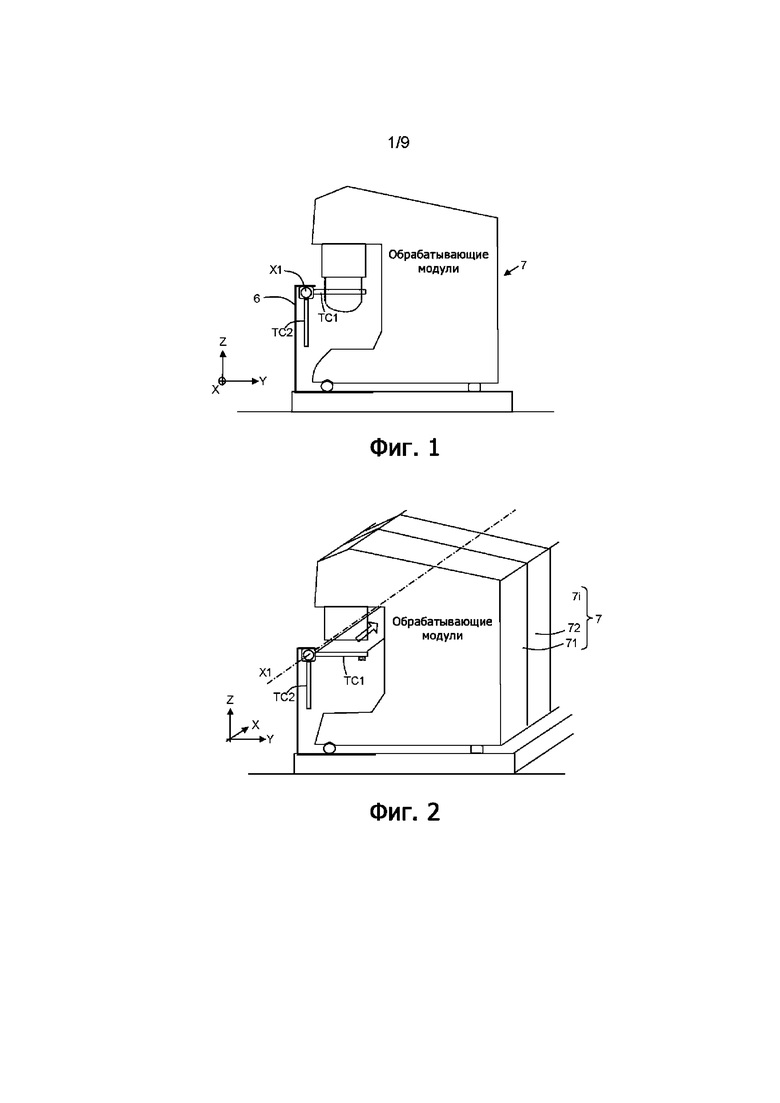
на фиг. 1 показана машина или оборудование, содержащее систему пластин согласно изобретению, вид в профиль;
на фиг. 2 - машина по фиг. 1, вид в перспективе;
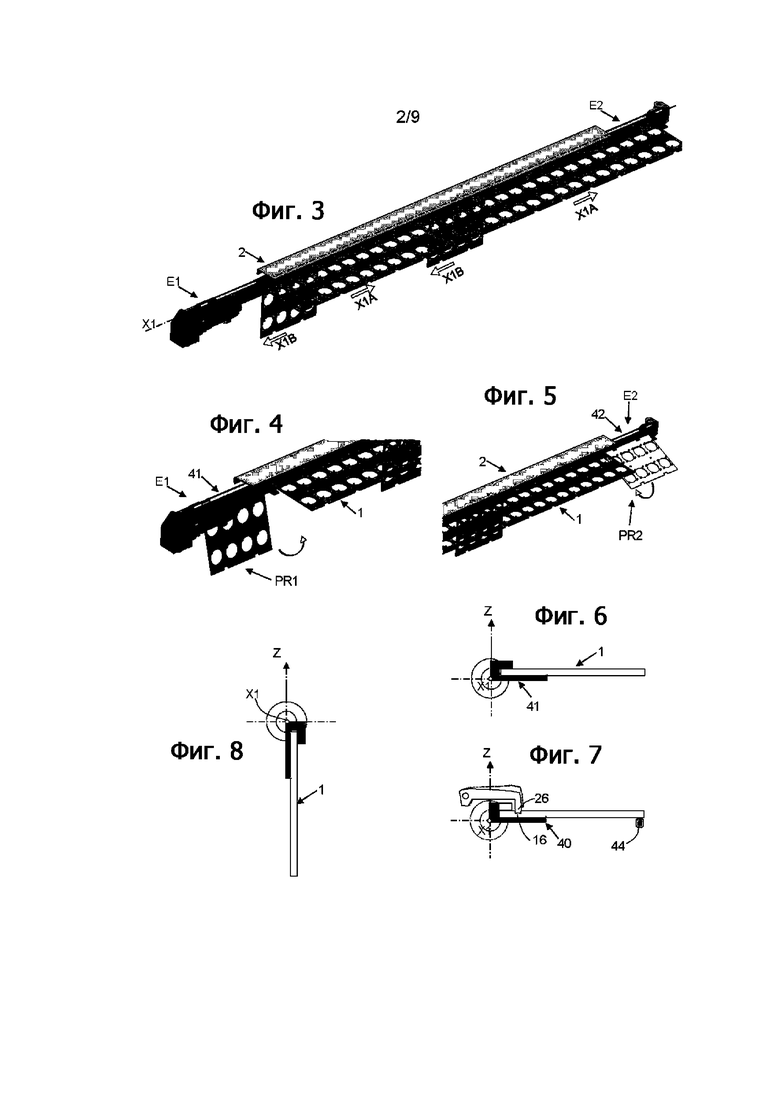
на фиг. 3 - транспортно-загрузочная система согласно одному из вариантов осуществления изобретения, вид в перспективе;
на фиг. 4 - область первой поворотной станции, расположенной на первом конце системы, вид в перспективе;
на фиг. 5 - область второй поворотной станции, расположенной на втором конце системы, вид в перспективе;
на фиг. 6 - транспортно-загрузочная система в первой части, известной как рабочая часть, вид в разрезе;
на фиг. 7 - первый подвижный элемент, вид аналогичный виду на фиг. 6;
на фиг. 8 - транспортно-загрузочная система во второй части, известная как возвратная часть, вид в разрезе;
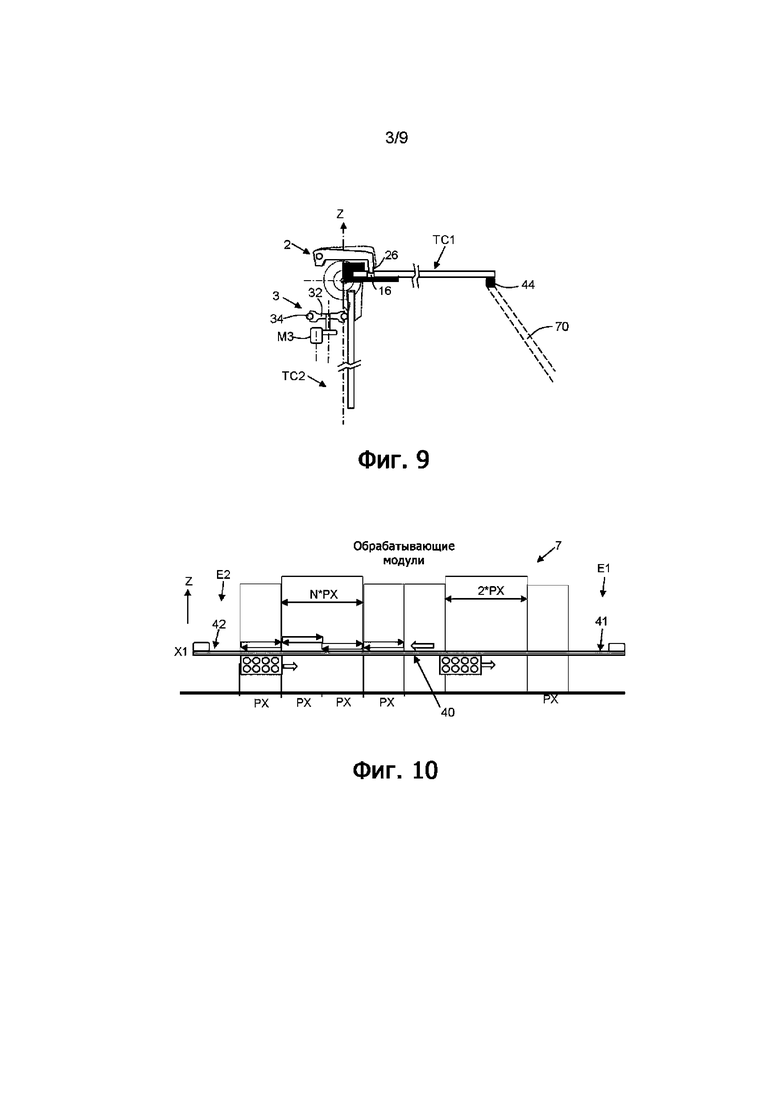
на фиг. 9 - транспортно-загрузочная система с вспомогательной опорной направляющей, вид в разрезе;
на фиг. 10 - машина, вид спереди,
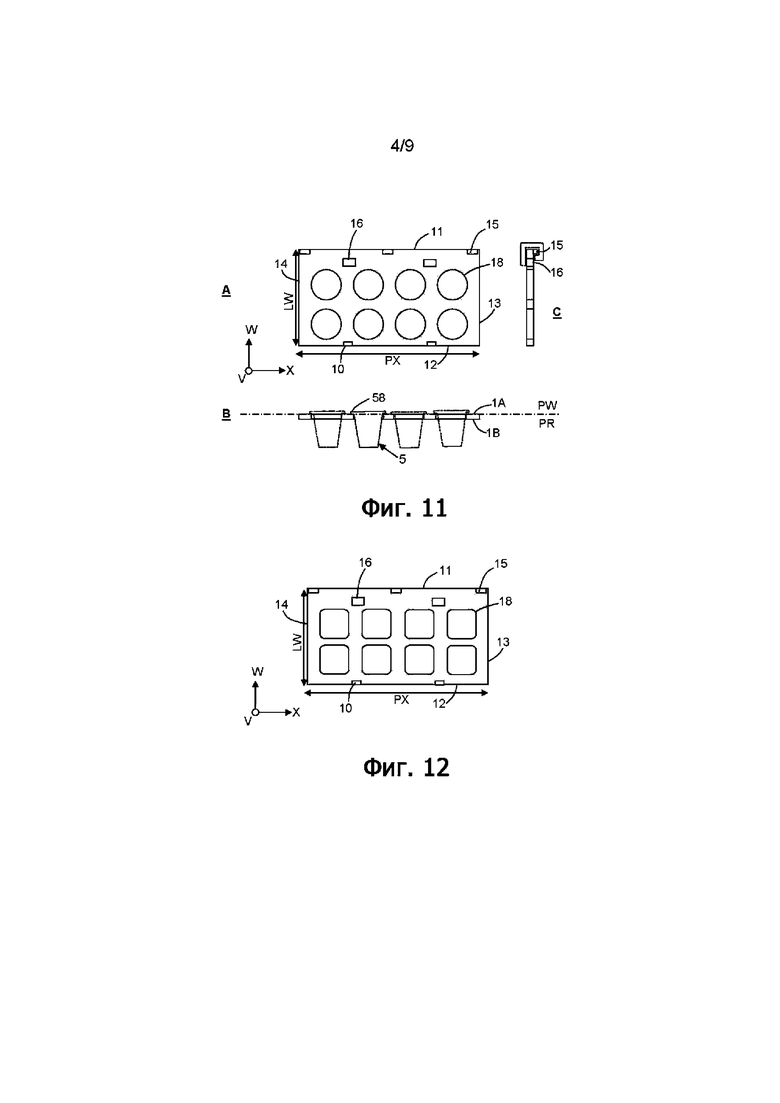
на фиг. 11 - пластина, виды сверху (А), сбоку (В) и спереди (С),
на фиг. 12 - вариант пластины, вид спереди,
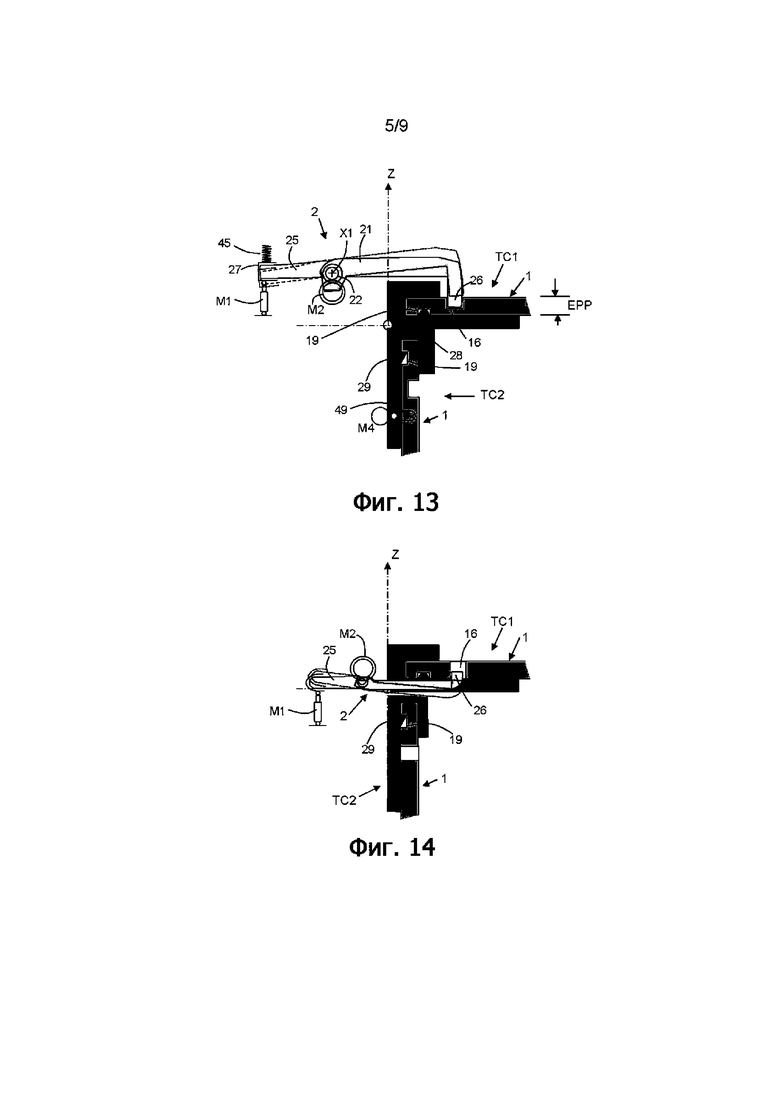
на фиг. 13 - транспортно-загрузочная система согласно одному из вариантов, вид в разрезе по продольной оси и аналогичный виду на фиг. 9;
на фиг. 14 - транспортно-загрузочная система согласно другому варианту, вид в разрезе по продольной оси и аналогичный виду на фиг. 9,
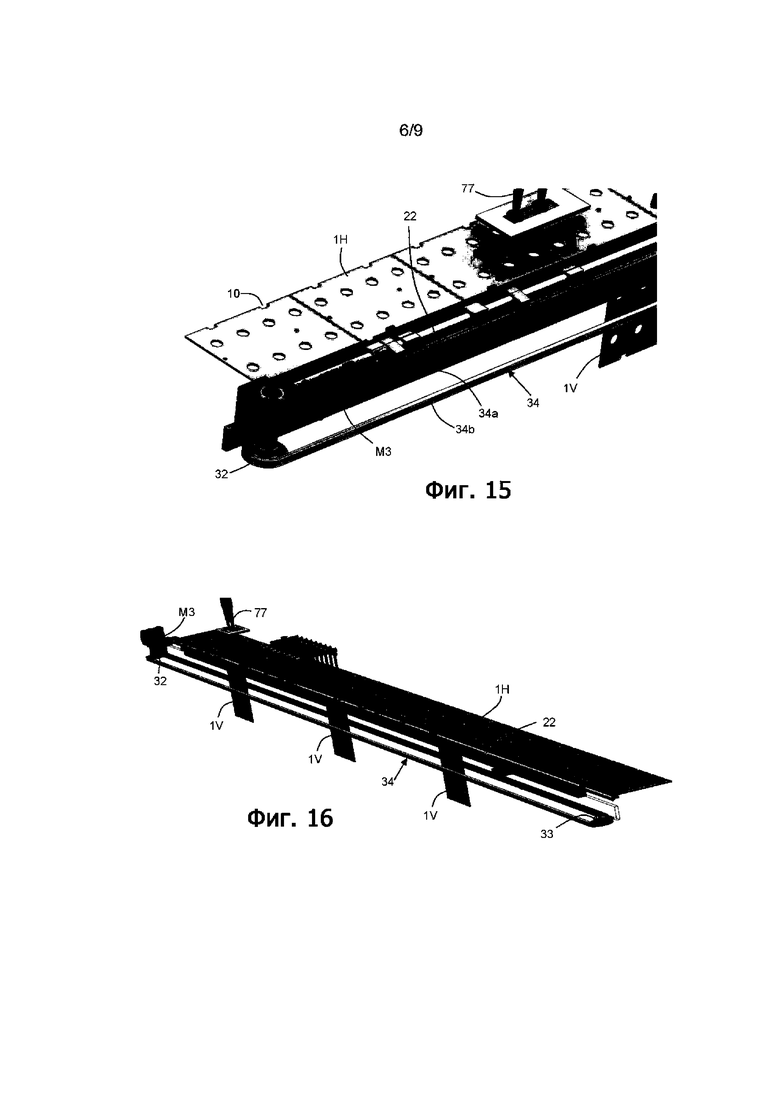
на фиг. 15 и 16 - второй возвратный конвейер в варианте с лентой, и его привод, причем они имеют функцию привода вертикально возвращающихся пластин вдоль второй части;
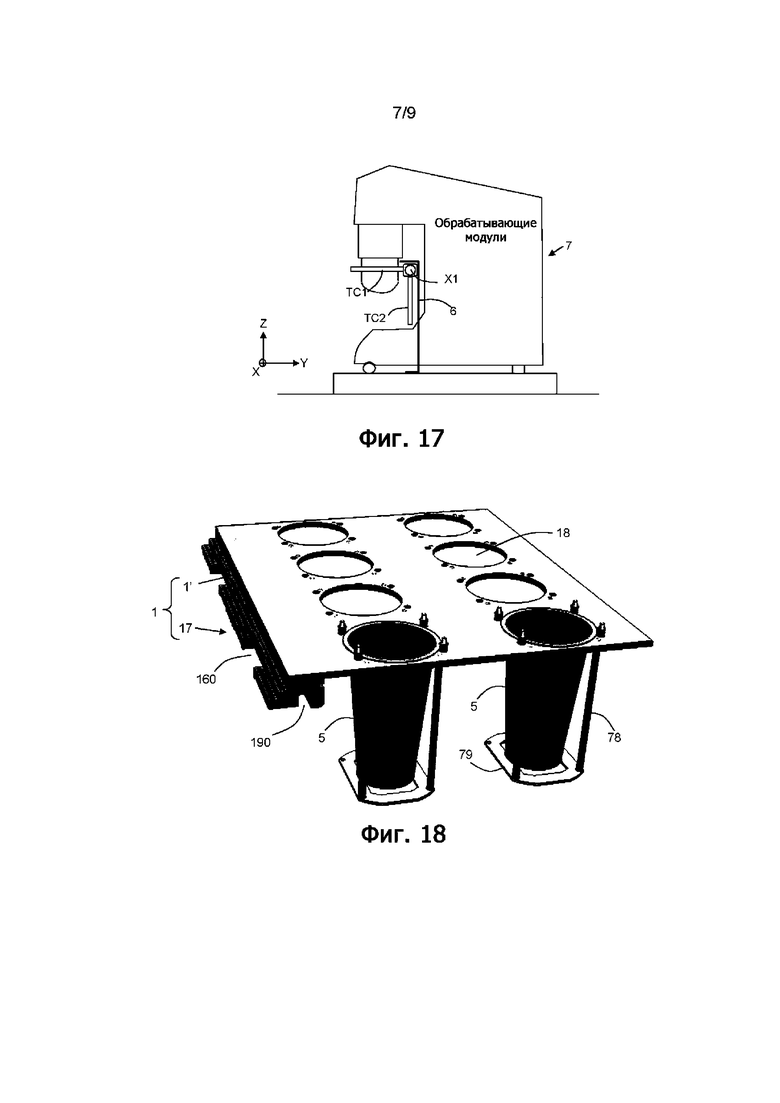
на фиг. 17 - вариант общего расположения транспортно-загрузочной системы относительно машины, вид аналогичный фиг. 1;
на фиг. 18 - 21 - другой вариант осуществления изобретения, среди которых:
на фиг. 18 - пластина и вариант, относящийся к удерживанию контейнеров в гнездах в пластинах, вид в перспективе;
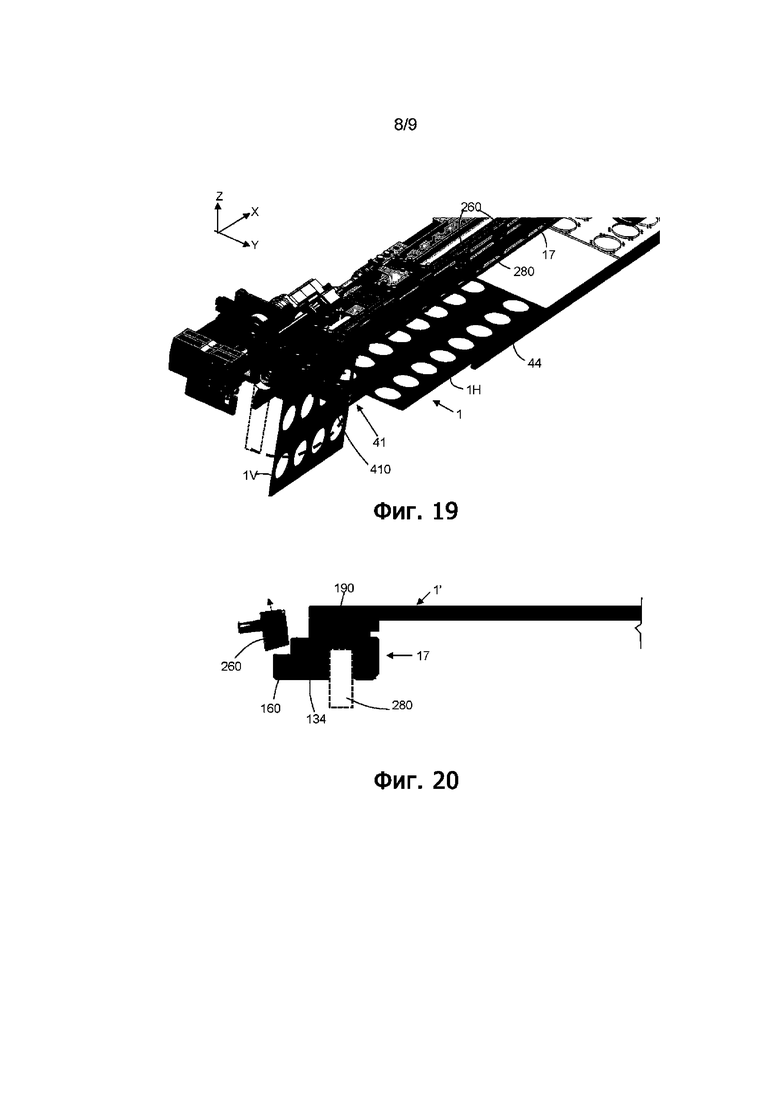
на фиг. 19 - часть транспортно-загрузочной системы, при взгляде с первого конца;
на фиг. 20 - пластина с направляющими и приводными средствами, вид вдоль оси;
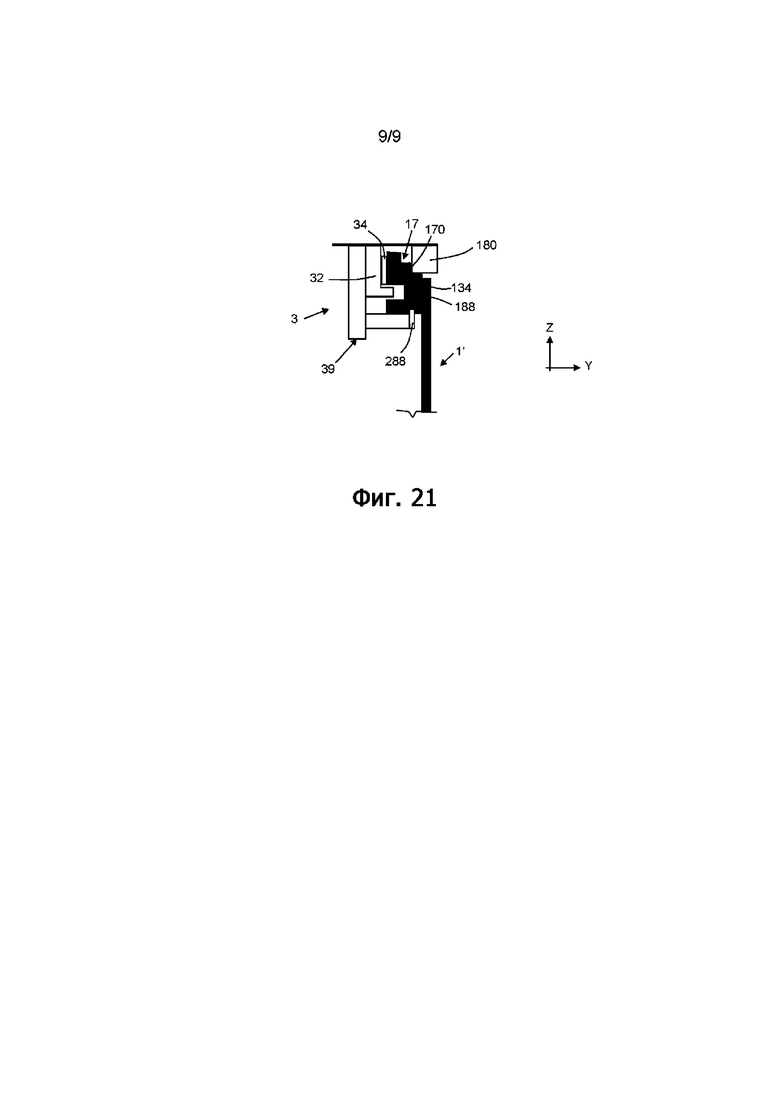
на фиг. 21 - транспортно-загрузочная система во второй части, известной как возвратная часть, вид в разрезе.
На различных фигурах одни и те же ссылочные позиции обозначают идентичные или подобные элементы. С целью ясности описания некоторые элементы могут быть преднамеренно изображены на чертежах не в масштабе.
Общие признаки и общие характеристики
На фиг. 1 и 2 показана машина для обработки контейнеров для пищевых продуктов. Это могут быть молочные продукты, сиропы, напитки всех видов и даже пастообразные или порошкообразные продукты, не исключая мороженого и кормов для животных. Изобретение применимо фактически к любому пищевому продукту.
В частности, представляет интерес транспортно-загрузочная система, используемая в этих машинах. Однако следует обратить внимание, что описанные ниже транспортно-загрузочные системы применимы к любой производственной линии, даже за пределами пищевого сектора.
Возвращаясь к пищевому сектору, эти машины/оборудование/линии используются для наполнения контейнеров, например, банок или бутылок, одним или несколькими пищевыми продуктами, например, молочным продуктом и/или пищевыми компонентами, и для герметичного закрытия этих контейнеров. Опционально могут быть выполнены операции маркировки, наклеивания этикеток или предварительной дезинфекции. Однако не исключена любая другая операция. Фиг. 1 и 2 иллюстрируют обрабатывающие модули, расположенные рядом в осевом направлении машины и обозначенные ссылочными позициями 71, 72, 7i соответственно. Различные обрабатывающие модули или модули обработки вместе обозначены ссылочной позицией 7.
Опоры, называемые как несущие пластины или даже просто пластины, используются для поддержки контейнеров во время операций, выполняемых в машине.
Эти опоры, которые в общем обозначены ссылочной позицией 1, проходят через петлевой, то есть замкнутый контур в машине, и они возвращаются пустыми после того, как обработанный(ые) контейнер(ы) выгружен(ы) из них.
В соответствии с общей компоновкой, транспортно-загрузочная система содержит первую часть ТС1, известную как рабочая часть. Кроме того, транспортно-загрузочная система содержит вторую часть ТС2, известную как часть быстрого возврата.
Здесь следует отметить, что комбинация первой части ТС1 и второй части ТС2 вместе с поворотными станциями, описанными ниже, на концах образует замкнутый контур, то есть замкнутый контур при нормальной работе.
В одном местоположении на каждую несущую пластину 1 загружают пустые контейнеры, а в другом местоположении, расположенном ниже по ходу процесса, заполненные контейнеры удаляются с несущей пластины 1.
Каждая несущая пластина 1 содержит один или несколько гнезд 18, причем каждое гнездо 18 способно удерживать контейнер.
Согласно первому возможному варианту, контейнер удерживается вверху, и в этом случае верхний край 58 контейнера опирается на край гнезда под действием силы тяжести. Гнездо может быть выполнено в форме отверстия. В соответствии с этим первым возможным вариантом, контейнер обычно представляет собой банку 5 с буртиком 58, более широким, чем её гнездо.
Согласно другому возможному варианту, контейнер может быть вставлен сбоку, при этом горловина контейнера размещена в гнезде, имеющем входное отверстие и сужение. После того как горловина контейнера прошла через сужение, контейнер остается удерживаемым в отверстии с размером, соответствующим размеру горловины. В соответствии с этим другим возможным вариантом, контейнер обычно представляет собой бутылку с горловиной и горлышком.
В соответствии с еще одним возможным вариантом, показанным на фиг. 18, предусмотрен случай, когда в верхней части отсутствует буртик.
Количество гнезд может составлять четыре или восемь. Однако количество гнезд может быть любым, от двух до 16. Количество рядов по поперечной оси Y может составлять один, два и даже четыре ряда; в каждом из рядов может быть от одного до четырех гнезд.
В соответствии с общей компоновкой, транспортно-загрузочная система содержит первый конец Е1 и второй конец Е2.
Как проиллюстрировано на фиг. 3-5, в соответствии с общей компоновкой системы выполнена первая поворотная станция PR1, расположенная на первом конце Е1 и выполненная с возможностью поворачивать несущие пластины в горизонтальное положение, чтобы вводить их в зацепление в первой части ТС1. Кроме того, выполнена вторая поворотная станция PR2, расположенная на втором конце Е2 и выполненная с возможностью поворачивать несущие пластины в обратную ориентацию для их зацепления со второй частью ТС2.
Рабочая продольная ось (т.е. ось машины) обозначена как X; задаётся исходная продольная ось транспортно-загрузочной системы, обозначенная как X1. Поперечная ось машины обозначена как Y, а местная вертикальная ось обозначена как Z.
Вся транспортно-загрузочная система поддерживается общей опорной рамой, обозначенной ссылочной позицией 6 (изображенной только в общих чертах на фиг. 1, 2 и 17).
Следует обратить внимание, что возможны две конфигурации. На фиг. 1 и 2 ось Х1 расположена снаружи машины, а это означает, что пластины 1 в части ТС1 расположены между осью Х1 и обрабатывающими модулями 7. На фиг. 17 все наоборот, и таким образом, ось X1 расположена внутри машины, это означает, что ось X1 расположена между пластинами 1 в первой части ТС1 и обрабатывающими модулями 7.
Несущие пластины и их циркуляция
Как можно видеть на фиг. 3-9 и 11А, 11В, 11С и 12, каждая несущая пластина 1 в основном проходит в базовой плоскости PR и имеет в общем прямоугольную форму. Каждая несущая пластина имеет две короткие стороны, обозначенные ссылочными позициями 13 и 14 соответственно, параллельные направлению Y машины. Каждая несущая пластина имеет две длинные стороны, параллельные продольному направлению Х машины, а именно первую длинную сторону 11, образующую направляющую и маневренный край, и другую длинную сторону 12, образующую свободный край. Продольная длина, обозначенная РХ, в этом случае составляет 400 мм - 480 мм. Однако в более общем случае длина РХ может составлять 250 мм - 680 мм или 360 мм - 520 мм. Следует обратить внимание, что между пластинами может быть обеспечен небольшой продольный зазор.
Ширина пластины, обозначенная LW, в данном случае составляет 250 мм - 350 мм. Однако в более общем случае ширина LW может составлять 200 мм - 500 мм.
Каждая несущая пластина выполнена как единая деталь. Каждая несущая пластина является плоской. Толщина пластины EPP обычно может составлять 3 - 10 мм. Обычно исходной точкой является заготовка постоянной толщины и в ней делают выемки и канавки, которые будут обсуждаться ниже. Согласно одному примеру, толщина EPP может составлять 8 мм. Согласно другому примеру, толщина EPP может составлять 6 мм - 8 мм.
Каждая несущая пластина 1 содержит верхнюю поверхность 1А и нижнюю поверхность 1В.
Каждая несущая пластина 1 может быть изготовлена из нержавеющей стали или металлического сплава, совместимого с пищевыми продуктами. Однако также может быть подходящим материал типа жесткого пластика, совместимого с пищевыми продуктами, такой как полипропилен или поликарбонат.
В первой части ТС1 несущие пластины циркулируют в горизонтальном положении в первом осевом направлении Х1А. На различных иллюстрациях пластины примыкают друг к другу в первой части. Однако не исключено, что они будут немного разнесены друг от друга.
На возвратной части TC2 несущие пластины перемещаются вперед во втором осевом направлении X1B, противоположном первому осевому направлению. В этой второй части ТС2 несущие пластины циркулируют в положении/позиции или ориентации, которые отличаются от горизонтального положения/позиции. Термин «обратная ориентация» используется для этого положения/позиции. Указанная обратная ориентация является вертикальной в изображенном примере. В варианте, который не показан, обратная ориентация может быть угловой менее чем на 30° от вертикали, то есть недалеко от вертикального положения.
Первая длинная сторона 11 образует направляющую и маневренный край. Функции управления и приведения в движение расположены вблизи этой длинной стороны. Край, соответствующий этой длинной стороне, входит в одну или несколько канавку (канавок) для направления и приема направляющих и поворотных оснований, как будет описано ниже.
Противоположный край/сторона 12 только направляется, но не приводится в движение. Таким образом, привод является относительно простым и расположен вблизи продольной оси Х1 транспортно-загрузочной системы. Несущая пластина удерживается и приводится в движение консольным способом. Области, расположенные под плитой и на противоположном крае, свободны от приводного механизма, области, расположенные под пластиной и на противоположном краю, предназначены для банок и/или бутылок, удерживаемых с помощью несущих пластин.
В соответствии с другой характеристикой, противоположный длинный край 12 может поддерживаться с помощью вспомогательной направляющей 44. Эта вспомогательная направляющая может быть непрерывной или прерывистой; как показано на фиг. 9, эта вспомогательная направляющая 44 может переноситься на рычаге 70, прикрепленном к одному из вышеупомянутых обрабатывающих модулей 7i. Эта вспомогательная направляющая 44 предпочтительно является съемной.
На фиг. 11 и 12 можно увидеть, что гнезда, выполненные в несущей пластине, могут быть круглыми или квадратными в зависимости от формы обрабатываемых банок.
Каждая несущая пластина содержит по меньшей мере одну выемку 16 для приема пальца первого подвижного элемента. Следует отметить, что вырез(ы) 16 предпочтительно проходит(проходят) через толщину пластины. Эта компоновка легко очищается и предотвращает попадание загрязняющих веществ в глухое отверстие.
В показанном примере каждая несущая пластина содержит две выемки.
Кроме того, в соответствии с выбором одного из необязательных вариантов, выполнен выступ 15, образующий выступ из плоскости, который служит для удерживания пластины, в частности, в ее вертикальной ориентации.
В соответствии с одной конфигурацией, вместо выступа для удерживания пластины используется продольная канавка, обозначенная ссылочной позицией 19, при этом продольное ребро 28, 29, выполненное в средстве направления пластины, размещено в указанной канавке.
В варианте, который не показан на фигуре, положение выемок 16 для перемещения пластин вперед и положение продольной канавки 19 для удерживания и направления могут совпадать.
Кроме того, могут быть выполнены вспомогательные выемки, обозначенные позицией 10, которые можно использовать для целей индексации на станциях обработки.
Следует также отметить, что пластина может иметь квадратную, а не прямоугольную общую форму.
Кроме того, следует отметить, что короткие стороны необязательно являются прямыми и могут иметь выпуклую или вогнутую ступеньку.
Перемещающиеся элементы
В первой части обеспечивается первый элемент 2 для перемещения несущих пластин вдоль первого осевого направления Х1А. В показанной конфигурации первый элемент относится к шаговому типу. Однако следует отметить, что в рамках объёма изобретения может быть предусмотрен любой другой механизм перемещения.
Первый подвижный элемент 2 содержит, в показанном примере, передаточный стержень 21, который проходит в основном вдоль осевого направления и установлен с возможностью поворота вокруг оси Х1.
Передаточный стержень 21 первого подвижного элемента 2 содержит палец 26, расположенный на расстоянии от оси X1 и выполненный с возможностью размещения в выемке 16 в пластине, при этом палец и передаточный стержень не нагружены, когда палец 26 не введен в зацепление.
Как показано на фиг. 13 и 14, передаточный стержень 21 первого подвижного элемента 2 работает с двумя степенями свободы, а именно с вращением вокруг оси Х1 и перемещением вперед вдоль осевого направления. Вращение позволяет входить и выходить из зацепления пальца 26 в выемке 16 и из нее.
Осевое поступательное перемещение позволяет перемещать одну или несколько пластин вперед на предварительно заданное расстояние в первой части. В примере, показанном на фиг. 10, предварительно заданное расстояние совпадает с осевой длиной пластины, а именно с шагом РХ. В соответствии с другими возможными вариантами, например, при наличии двух выемок на пластину, расстояние перемещения вперед при каждом перемещении передаточного стержня может составлять РХ/2. В соответствии с другими возможными вариантами, например, с четырьмя выемками на пластину, расстояние перемещения вперед при каждом перемещении передаточного стержня может составлять РХ/4.
Осевое поступательное перемещение реализуется с помощью механизма винт-гайка или реечного механизма, и, как правило, можно использовать известный сам по себе механизм осевого поступательного перемещения. Обеспечивается полуось, обозначенная позицией 22, которая может быть зафиксирована или прикреплена к самому передаточному стержню. Устройство также содержит двигатель, обозначенный М2, или мотор-редуктор, который расположен поблизости к полуоси. Выходная шестерня входит в зацепление с зубчатой рейкой или косозубым зубчатым колесом для перемещения передаточного стержня 21 в продольном направлении Х1 с вращением полуоси 22 или без него в зависимости от возможных конфигураций.
Когда речь идет о введении в зацепление и о расцеплении пальца, передаточный стержень оборудуется задним рычагом, обозначенным ссылочной позицией 25, надежно соединенным с корпусом передающего стержня, чтобы вращаться вместе с ним; кроме того, задний рычаг 25 входит в продольное скользящее соединение 27. Таким образом, задний рычаг 25 может скользить вдоль оси Х1 в ползуне 27. Как и в случае, показанном на фиг. 13, обеспечиваются управляющий цилиндр одностороннего действия, обозначенный М1, и возвратная пружина 45. Действие возвратной пружины заключается в наклоне передаточного стержня вокруг оси X1 в разъединённое положение управляющего пальца 26, в то время как приведение в действие цилиндра M1, напротив, приводит к наклону передаточного стержня в противоположном направлении и введении в зацепление пальца управления в выемку 16.
На фиг. 14 показан цилиндр двойного действия; в этом случае цилиндр получает команду в одном направлении вывести из зацепления палец управления, а в противоположном направлении – команду ввести в зацепление палец 26 управления, чтобы переместить пластины вперед.
Таким образом, первый подвижный элемент 2 может называться «передаточным челноком». Можно также предусмотреть любое другое решение для обеспечения перемещения вперед по меньшей мере одной пластины на предварительно заданное расстояние.
Что касается количества пальцев 26, то их может быть выполнено столько, сколько имеется мест для несущих пластин в первой рабочей части; в этих условиях передаточный челнок вводит в зацепление одновременно все пластины, расположенные в рабочей части ТС1. Таким образом, передаточный стержень 21 и полуось 22 перемещаются в большей или меньшей степени по всей длине транспортно-загрузочной системы, возможно, за исключением концов. Таким образом, пластины не толкают друг друга и необязательно прилегают друг к другу, при этом может существовать небольшой зазор, образующий функциональный промежуток. Это также позволяет эксплуатировать испытуемую машину только с несколькими пластинами.
В другом варианте передаточный челнок вводит в зацепление только первую пластину, расположенную в начале первой части, и пластины толкают друг друга до конца первой части. Полуось и передаточный стержень, таким образом, намного короче, то есть порядок величины соответствует длине пластины РХ или немного больше.
В качестве альтернативы, передаточный челнок может работать снизу, как показано на фиг. 14 и 15, этот случай показан ниже. Когда передаточный стержень 21 расположен под верхней поверхностью 1А пластин в рабочей части, область, расположенная над рабочей плоскостью, обозначенной как PW, свободна от любого элемента, который может представлять собой опасность повреждения или риск загрязнения.
Когда цилиндр M1 толкается вверх, стержень управления наклоняется относительно оси X1, а палец 26 управления выходит из зацепления с выемкой 16. И напротив, когда цилиндр M1 толкается вниз, стержень управления наклоняется в противоположном направлении относительно X1 и палец 26 управления вводится в зацепление с выемкой 16.
Транспортно-загрузочная система содержит второй подвижный элемент 3, выполненный с возможностью перемещения несущих пластин во втором осевом направлении X1B во второй части TC2. Второй подвижный элемент предпочтительно является элементом непрерывного или прерывистого типа.
Как можно увидеть на фиг. 9, 15 и 16, второй подвижный элемент представляет собой бесконечную ленту, обозначенную позицией 34. Эта лента направляется и приводится в движение двумя ременными шкивами, один из которых является ведущим шкивом 32, приводимым в движение двигателем М3, а другой - который представляет собой ведомый шкив 33 на другом конце ремня. Ремень трется о нижнюю поверхность 1В пластин в положении обратной ориентации, а именно в вертикальном положении, чтобы перемещать их от второго конца Е2 к первому концу Е1.
Согласно одному примеру, ремень имеет два набора зубьев: один набор зубьев на внутренней стороне для приведения в движение ремня с помощью шкива, и один набор зубьев снаружи для приведения в движение несущих пластин с помощью ремня.
Вместо ремня второй подвижный элемент может быть сформирован с помощью цепи шарнирных звеньев, установленных в виде петли на двух звездочках на концах. Первая звездочка является ведущей звездочкой, а другая установлена на опоре, упруго возвращаемой пружиной, чтобы постоянно поддерживать достаточное натяжение цепи. Башмаки, закрепленные снаружи некоторых звеньев петлевой цепи, могут быть выполнены для опоры на пластины в их вертикальном положении и для привода пластин.
Более конкретно, рабочая ветвь 34а размещается в контакте с пластинами, расположенными во второй части, в то время как возвратная ветвь 34b находится на расстоянии от пластин и служит для ненагруженного состояния. Скорость перемещения вперед рабочей ветви ленты является относительно высокой. На практике она по меньшей мере равна скорости поступательного перемещения передаточного стержня в противоположном направлении. Например, скорость перемещения ленты 34 вперед может быть по меньшей мере равна 500 мм в секунду.
Привод пластин во второй части может отличаться от показанного, например, возможна система, включающая в себя импульс, возврат под действием силы тяжести, или любое другое решение, возможное благодаря тому факту, что в этом возврате нет рабочей операции на пластинах в этой возвратной части.
Привод пластин во второй части может быть реализован с помощью передаточного челнока с большим шагом (кратным РХ).
Как показано на фиг. 6-8, первая поворотная станция PR1 содержит первое поворотное основание 41 на стороне первого конца Е1. Первое поворотное основание поворачивает несущие пластины в горизонтальное положение, чтобы ввести их в зацепление с первой частью ТС1. Первое поворотное основание может быть выполнено в виде элемента, установленного с возможностью вращения вокруг оси, совпадающей с осью X1 или близкой к ней, причём этот элемент приводится в угловое положение с помощью мотор-редуктора с двумя датчиками конца перемещения или шагового двигателя с датчиком конца перемещения.
Таким образом, первое поворотное основание 41 выполнено с возможностью перемещения между первым положением, подходящим для приема несущей пластины, поступающей во вторую часть в обратной ориентации, и вторым положением, подходящим для размещения несущей пластины в горизонтальном положении на входе в первую часть.
Может быть выполнен выдвижной стопор 49, который создаёт зависимость входа возвратной вертикальной пластины в поворотное основание 41 от вертикального приемного положения этого поворотного основания. Выдвижной стопор 49 может выборочно управляться с помощью небольшого исполнительного механизма М4. В одном варианте выдвижной стопор может быть интегрирован в боковую сторону поворотного основания 41, не требуя специального управления, кроме поворачивания поворотного основания 41.
В этом выдвижном стопоре нет необходимости, если для возвратной части используется передаточный челнок.
Со стороны второго конца Е2 вторая поворотная станция PR2 содержит второе поворотное основание 42. Второе поворотное основание поворачивает несущие пластины в положение обратной ориентации, чтобы ввести их в зацепление со второй частью ТС2.
Второе поворотное основание может быть выполнено в виде элемента, установленного с возможностью вращения вокруг оси, совпадающей с X1 или близкой к ней, при этом этот элемент приводится в угловое положение с помощью мотор-редуктора с двумя датчиками конца перемещения или шагового двигателя с датчиком конца перемещения. Если путь свободен, второе поворотное основание поворачивает пластину в вертикальное положение и сразу же вставляет ее во вторую возвратную часть ТС2.
Каждое из поворотных оснований содержит канавку для приема продольного края, т.е. длинной стороны 11, образующей направляющую и маневренный край.
Как первое поворотное основание, так и второе поворотное основание содержат средство удерживания пластины. Когда пластина содержит выступ из плоскости 15, поворотные основания содержат корпус, образующий ползун для приема этого выступа из плоскости (фиг. 11).
В одном варианте каждая несущая пластина 1 имеет направляющую канавку 19. Поворотные основания содержат выступающее ребро 29, поддерживающее внутреннюю часть канавки 19, сформированной в пластинах (фиг. 13 и 14, нижняя часть).
Кроме того, между первым и вторым поворотными основаниями 41, 42 выполнена неподвижная основная направляющая опора 40, расположенная непрерывно вдоль первого осевого направления Х1А. Таким образом, опора является непрерывной для пластин от первого конца Е1 до второго конца Е2.
Основная направляющая опора содержит ребро 28, обеспечивающее продольное направление пластин, при этом ребро 28 помещается в канавку 19.
Как показано на фиг. 13, основная направляющая опора выполнена в виде профилированного элемента, имеющего в общем постоянное сечение вдоль оси Х1. Этот профилированный элемент позволяет направлять пластины в горизонтальном положении, которые проходят через первую часть ТС1, а также направлять пластины в вертикальном положении на второй части ТС2, в которую они возвращаются.
Этот тип системы с несущими пластинами также можно использовать в машинах или установках, обрабатывающих контейнеры для непищевых продуктов, к которым может быть применено это изобретение.
Функционирование машины
В первой рабочей части пластины последовательно перемещаются от одной станции к другой с помощью первого подвижного элемента 2, описанного выше. Пластины находятся в горизонтальном положении, обозначенном ссылочной позицией 1H на фиг. 15 и 16. В зависимости от конфигурации машины, различные операции выполняются на фиксированной станции в период времени между наружными перемещения передаточного стержня. Согласно очень упрощенному примеру, показанному на фиг. 15, обеспечиваются дозирующие сопла, обозначенные позицией 77, расположенные в одном из положений пластины.
В конце рабочей части ТС1 второе поворотное основание 42 поворачивает каждую несущую пластину 1 вокруг исходной продольной оси Х1 на угол θ (в типичном случае 90°). После этого каждая пластина перемещается вдоль возвратной части, по существу, сохраняя эту ориентацию. Пластины находятся в вертикальном положении, обозначенном ссылочной позицией 1V на фиг. 15 и 16. Пластины перемещаются вдоль второй части ТС2 вторым подвижным элементом 3, описанным выше.
После этого первое поворотное основание 41 поворачивает несущую пластину с поворотом в противоположном направлении вокруг продольной оси X1 на угол -θ, т.е., другими словами, на противоположный угол, прикладываемый с помощью второго поворотного основания.
Что касается полной работы в контуре, следует обратить внимание, что первая часть TC1 полностью занята пластинами, в то время как вторая часть TC2 содержит только несколько пластин, как показано на фиг. 16.
Таким образом, количество пластин в первой части может составлять от около десяти до около 30, в зависимости от конфигурации машины. Напротив, в возвратной части TC2 имеется только от одной до четырех пластин. Преимуществом является то, что общее количество пластин, необходимых для транспортно-загрузочной системы и процесса установки, сведено к минимуму.
Другой вариант осуществления изобретения
Фиг. 18-21 показывают другой вариант осуществления изобретения. Следует обратить внимание, что в последующем тексте всё, что не описано конкретно, следует рассматривать как идентичное или подобное описанию, приведенному выше для транспортно-загрузочной системы в отношении фиг. 1-17.
В этом случае пластины изготовлены состоящими из двух частей, а именно плоской части пластины, обозначенной ссылочной позицией 1’, с гнездами 18, а также элемента 17 технического профиля для направляющей и приводной функций. Элемент/компонент 17 технического профиля для направляющей и приводной функций имеет направляющую канавку 190, функции которой идентичны описанной выше канавке 19.
В этом случае элемент 17 технического профиля для направляющей и приводной функций имеет две выемки 160, расположенные на торцевой поверхности пластины по направлению с длинной стороны. Элемент 17 технического профиля имеет длину РХ, идентичную продольному размеру пластины РХ. Плоская пластина 1’ получается из заготовки, в которой просверлены отверстия, и поэтому ее легко изготовить.
Элемент 17 технического профиля закрепляется под пластиной, т.е. прикрепляется к нижней поверхности 1В пластины 1’. Из верхней плоскости 1А пластины ничего не выступает. Элемент 17 технического профиля получают с помощью литья пластмассы под давлением.
Как показано на фиг. 19 и 20, одна пластина удалена, а другая сделана прозрачной, но показан ее элемент 17 технического профиля. В канавки 190 входит направляющий рельс 280, закрепленный на машине, указанный рельс проходит вдоль длины машины между поворотными основаниями 41, 42. Передаточный челнок содержит пальцы, обозначенные позицией 260. Эти пальцы 260 установлены на передаточном стержне, который может выборочно поворачиваться вокруг оси первого подвижного элемента и перемещаться в продольном направлении вперед на заданный шаг (РХ, РХ/2, РХ/4). На фиг. 20 пунктирной стрелкой показано перемещение для введения в зацепление и выведение из зацепления пальца 260 относительно выемки 160.
Поворотное основание 41 также содержит направляющее ребро, с которым сцепляется канавка 190. Поворотное основание 41 содержит рычаг 410, образующий продольный стопор. На фиг. 19 пунктирной линией показано поворотное перемещение конца рычага 410.
Следует обратить внимание, что длина рычага 410 короче ширины LW пластин. В одном примере длина рычага 410 составляет около 50% от ширины LW.
Согласно варианту, который может применяться ко всем вариантам осуществления изобретения, контейнеры, не имеющие буртика, обрабатываются в виде конкретного примера (фиг. 18). В этом случае контейнер не опирается непосредственно на пластину, а опирается на башмак 79, расположенный под плитой на расстоянии, соответствующем высоте обрабатываемого контейнера 5. Этот башмак присоединяется к пластине с помощью четырех небольших стоек 78.
Кроме того, нижняя поверхность элемента 17 технического профиля снабжена выступами 134 или небольшими зубьями.
Упомянутые выступы взаимодействуют с приводным ремнем 34, уже раскрытым в вышеприведенном варианте осуществления изобретения, это видно, в частности, на фиг. 21.
Обращаясь теперь к фиг. 21, на участке возврата пластины, т.е. во второй части ТС2, несущая пластина 1 удерживается только посредством элемента 17 технического профиля. Точнее, с одной стороны на элементе 17 профиля выполнена канавка 188, а с другой стороны выполнена опорная рейка, обозначенная ссылочной позицией 288, жестко закрепленная на опорной раме 6 машины, в частности здесь на силовом элементе 39.
Опорная рейка 288 входит в канавку 188 и обеспечивает надежное направление по оси Х. Кроме того, рейка поддерживает вес несущей пластины 1,1’.
Что касается оси Y, профильный элемент 17 расположен между приводным ремнем 34 и стопорным элементом, обозначенным ссылочной позицией 180, на который опирается заплечик 170 профильного элемента 17. Приводной шкив 32 приводит в движение приводной ремень 34, как уже было показано выше.
В соответствии с одним конкретным аспектом, здесь следует отметить, что несущая пластина 1 выполняет только механические функции, несущая пластина не содержит какой-либо пневматической функции, пневматического порта или пневматического канала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАНСПОРТНОЕ СРЕДСТВО ДЛЯ ПРИЕМА И ТРАНСПОРТИРОВКИ МУСОРА | 1993 |
|
RU2119883C1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ МИКРОБОВ | 2010 |
|
RU2559909C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ШУМОПОДАВЛЯЮЩИХ ЭЛЕМЕНТОВ НА ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2720372C2 |
| ОБРАБАТЫВАЮЩАЯ МАШИНА | 2012 |
|
RU2614483C2 |
| СПОСОБ УПАКОВЫВАНИЯ СВЕЖИХ МЯСНЫХ ПРОДУКТОВ, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ УПАКОВКА ДЛЯ СВЕЖИХ МЯСНЫХ ПРОДУКТОВ И ПРИГОДНАЯ ДЛЯ НЕЕ ДВОЙНАЯ УПАКОВОЧНАЯ ПЛЕНКА | 2006 |
|
RU2397120C2 |
| Способ увода объектов крупногабаритного космического мусора и устройство для его реализации | 2021 |
|
RU2775092C1 |
| УСТРОЙСТВО ДЛЯ РАЗГРУЗКИ МАТЕРИАЛА И ОПОРОЖНЯЮЩАЯ МЕШКИ МАШИНА, СОДЕРЖАЩАЯ ТАКОЕ УСТРОЙСТВО | 2018 |
|
RU2774202C2 |
| ОБРАБАТЫВАЮЩАЯ МАШИНА | 2012 |
|
RU2731337C2 |
| ШАРНИРНО-ПОВОРОТНЫЕ ЗАГРУЗОЧНЫЕ МОДУЛИ ДЛЯ ХИРУРГИЧЕСКИХ СШИВАЮЩИХ СКОБКАМИ И ОТРЕЗНЫХ ИНСТРУМЕНТОВ | 2009 |
|
RU2491027C2 |
| ХИРУРГИЧЕСКИЙ СШИВАЮЩИЙ АППАРАТ С ЭЛЕМЕНТАМИ УПРАВЛЕНИЯ, ПРИГОДНЫМИ ДЛЯ РАБОТЫ ОДНОЙ РУКОЙ | 2009 |
|
RU2489099C2 |
Транспортно-загрузочная система в машине для обработки контейнеров, содержащая множество несущих пластин (1), циркулирующих по замкнутому контуру, причем каждая несущая пластина (1) содержит одно или несколько гнезд, каждое из которых (18) способно удерживать контейнер (5), рабочую часть (TC1), в которой несущие пластины циркулируют в горизонтальном положении, с первым элементом (2) для перемещения несущих пластин вдоль первого осевого направления (X1A). Транспортно-загрузочная система содержит также часть (TC2) быстрого возврата, со вторым подвижным элементом (3), выполненным с возможностью перемещения несущих пластин в противоположном осевом направлении (X1B), при этом несущие пластины вращаются в возвратной части в вертикальной возвратной ориентации. Транспортно-загрузочная система содержит поворотные станции (PR1, PR2) для поворота несущих пластин. Технический результат – надежность, компактность, простота контроля и технического обслуживания. 2 н. и 10 з.п. ф-лы, 21 ил.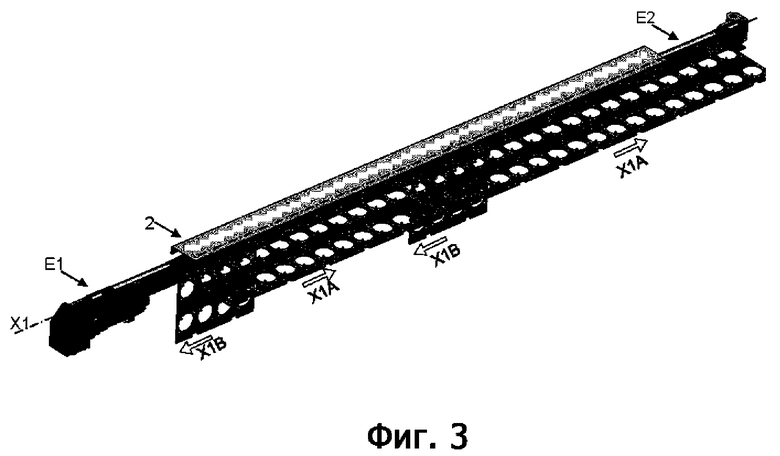
1. Транспортно-загрузочная система в машине для обработки контейнеров, предназначенных для хранения пищевого продукта, содержащая:
множество несущих пластин (1), циркулирующих по замкнутому контуру, при этом каждая несущая пластина (1) содержит одно или несколько гнезд (18), каждое из которых способно удерживать контейнер (5),
первую часть (TC1), известную как рабочая часть, в которой несущие пластины циркулируют в горизонтальном положении в первом осевом направлении (X1A), с первым элементом (2) для перемещения несущих пластин вдоль первого осевого направления, причем первый элемент предпочтительно относится к шаговому типу, а несущая пластина приводится в движение только с одной из двух ее продольных сторон,
вторую часть (TC2), известную как часть быстрого возврата, со вторым подвижным элементом (3), выполненным с возможностью перемещения несущих пластин во втором осевом направлении (X1B), противоположном первому осевому направлению, отличающаяся тем, что несущие пластины циркулируют во второй части в обратной ориентации, при этом указанная обратная ориентация является вертикальной или расположенной под углом менее чем 30° от вертикали,
при этом транспортно-загрузочная система включает в себя:
первую поворотную станцию (PR1), расположенную на первом конце (Е1) транспортно-загрузочной системы и выполненную с возможностью поворота несущих пластин в горизонтальное положение для введения их в зацепление с первой частью (ТС1),
вторую поворотную станцию (PR2), расположенную на втором конце (Е2) транспортно-загрузочной системы и выполненную с возможностью поворота несущих пластин в обратную ориентацию для введения их в зацепление со второй частью (ТС2).
2. Система по п. 1, отличающаяся тем, что первая поворотная станция (PR1) содержит первое поворотное основание (41), а вторая поворотная станция (PR2) содержит второе поворотное основание (42) и неподвижную основную направляющую опору (40), расположенную непрерывно вдоль первого осевого направления (X1A), выполненную между первым и вторым поворотными основаниями.
3. Система по любому из пп. 1 или 2, отличающаяся тем, что первый подвижный элемент (2) содержит две степени свободы, а именно вращение вокруг осевого направления (Х1) и перемещение вперед вдоль осевого направления (Х1).
4. Система по любому из пп. 1-3, отличающаяся тем, что каждая несущая пластина (1) содержит по меньшей мере одну выемку (16; 160) для приема пальца (26; 260) первого подвижного элемента, предпочтительно две выемки.
5. Система по любому из пп. 1-3, отличающаяся тем, что первый подвижный элемент содержит палец (26; 260), расположенный на расстоянии от оси X1 и выполненный с возможностью размещения в выемке в пластине, при этом палец не нагружен, когда он не введен в зацепление.
6. Система по любому из пп. 1-5, отличающаяся тем, что каждая несущая пластина проходит в основном в базовой плоскости (PR) с прямоугольной общей формой, причем каждая несущая пластина содержит две длинные стороны, т.е. первую длинную сторону (11), образующую направляющую и маневренный край, и другую длинную сторону, образующую свободный край (12).
7. Система по любому из пп. 1-6, отличающаяся тем, что в каждой пластине выполнен по меньшей мере один выступ из плоскости (15), или ребро, или канавка (19; 190) для удерживания пластины, в частности, когда она находится в обратной ориентации.
8. Система по любому пп. 1-7, отличающаяся тем, что содержит вспомогательную направляющую опору (44) для поддержки несущих пластин на выступающей стороне, т.е. на стороне свободного края.
9. Система по любому из пп. 1-8, отличающаяся тем, что второй подвижный элемент (3) выполнен в виде бесконечного цепного или ленточного конвейера (34), или подвижный элемент содержит ролики с приводом от двигателя.
10. Система по любому из пп. 1-9, отличающаяся тем, что количество пластин в первой части (ТС1) более чем в два раза превышает количество пластин во второй части (ТС2).
11. Система по любому из пп. 1-10, отличающаяся тем, что на поворотной станции (PR1) выполнен стопор для возвращающихся вертикальных пластин, ожидающих специального положения поворотного основания.
12. Машина для обработки банок или бутылок для пищевых продуктов, содержащая транспортно-загрузочную систему по любому из пп. 1-11.
| Способ изготовления, наполнения продуктом и запечатывания пакетов из упаковочного материала на двух поточных линиях и машина для его осуществления | 1986 |
|
SU1628849A3 |
| US 3965656 A, 29.06.1976 | |||
| УТРОЙСТВО И СПОСОБ ЗАПЕЧАТЫВАНИЯ ЛОТКОВ | 2011 |
|
RU2534567C2 |

