Область техники, к которой относится изобретение
Настоящее раскрытие в общем относится к упаковочной линии и, конкретнее, к автоматической упаковочной линии для упаковки профилей и к ротору.
Уровень техники
Открытые конструкционные профили или формы, например, имеющие U-образную или С-образную форму сечения, часто используются в отрасли легких стальных конструкций, в особенности, в конструкциях, используемых для промышленных зданий и в сельскохозяйственной отрасли. Эти конструкционные профили также используются для жилых и коммерческих конструкций, что уменьшает расходы на материалы, такие как, например, рабочая сила, с помощью характеристик их сечений. U-образная или Сообразная форма сечения также оптимизирует отношение прочности к весу, что дает отличную отделку для вида элемента.
Заявка на полезную модель Испании ES 1003449U относится к автоматическому оборудованию для упаковки профилей, в особенности, из алюминия. Это оборудование не включает сдвоенную упаковку и в связи с этим не уменьшает пространство упаковки. Заявка на полезную модель Испании ES 1037868 U относится к позиционирующему упаковочному устройству для линейных профилей. Оно также не включает сдвоенную упаковку U- или С-образных профилей или форм. В результате упаковки занимают больше пространства. Заявка на полезную модель Испании ES 2005394 U относится к автоматической машине для упаковки профилей, в особенности, из алюминия. Это оборудование не включает сдвоенную упаковку U- или С-образных профилей или форм и в связи с этим также не обеспечивает уменьшение пространства упаковки.
Публикация патента Испании ES 2232256 относится к укладочной машине профилей вида, который устанавливается во время изготовления и упаковки автоматизированных профилей, их перевозки и группировки. Она не предусматривает упаковку сдвоенных конструкций U- или С-образной формы и, в связи с этим, не уменьшает пространство упаковки.
Публикация заявки на патент Испании ES 8400982 А1 относится к рабочей процедуре для образования упаковок вставленных или не вставленных друг в друга профилированных брусьев и к устройству для выполнения этой процедуры. Однако эта процедура относительно медленная и дорогостоящая для конечного изделия.
В публикации заявки DE 102008027943 А1 раскрыто устройство для совмещения двух U-образных профильных элементов, в котором используется поворотное устройство и подъемное устройство. Подъемное устройство поднимает первый U-образный профильный элемент в верхнее положение. Промежуточная часть поворотного устройства перемещается параллельно продольному направлению и в направлении торцевой стороны первого U-образного профильного элемента. Множество выступов на поворотном устройстве зацепляются с торцевой стороной первого U-образного профильного элемента. Затем поворотное устройство поворачивает первый U-образный профильный элемент. Второй U-образный профильный элемент поднимается подъемным устройством и два профильных элемента сводятся вместе.
Раскрытие изобретения
Задачей предложенного изобретения является обеспечение автоматической упаковочной линии для упаковки профилей более компактным образом. Другой задачей изобретения является обеспечение автоматической упаковочной линии, которая работает быстрее, чем существующие упаковочные линии.
Данные задачи решаются в изобретениях согласно независимым пунктам формулы изобретения.
В зависимых пунктах формулы изобретения приведены предпочтительные варианты осуществления изобретений.
Краткое описание чертежей
Различные аспекты изобретения будут более подробно объяснены посредством примера со ссылками на прилагаемые чертежи, на которых:
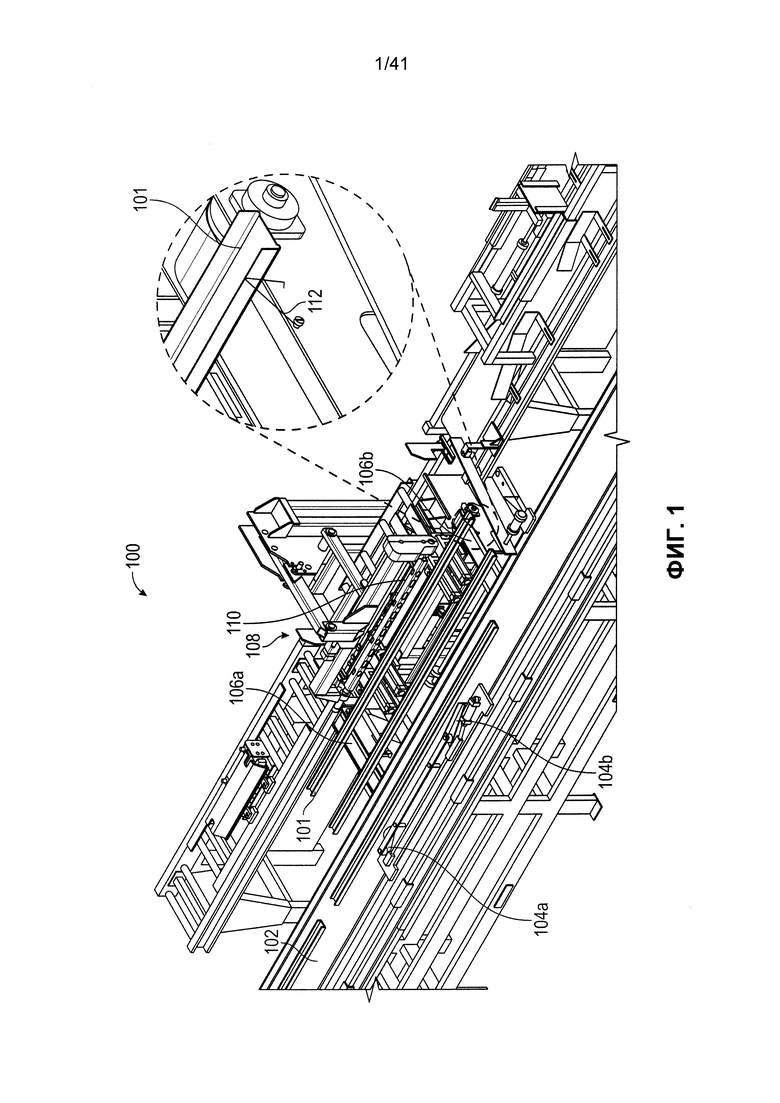
Фиг. 1 иллюстрирует вид в перспективе примерной автоматической упаковочной линии для упаковки профилей и примерного ротора в соответствии с идеями данного раскрытия.
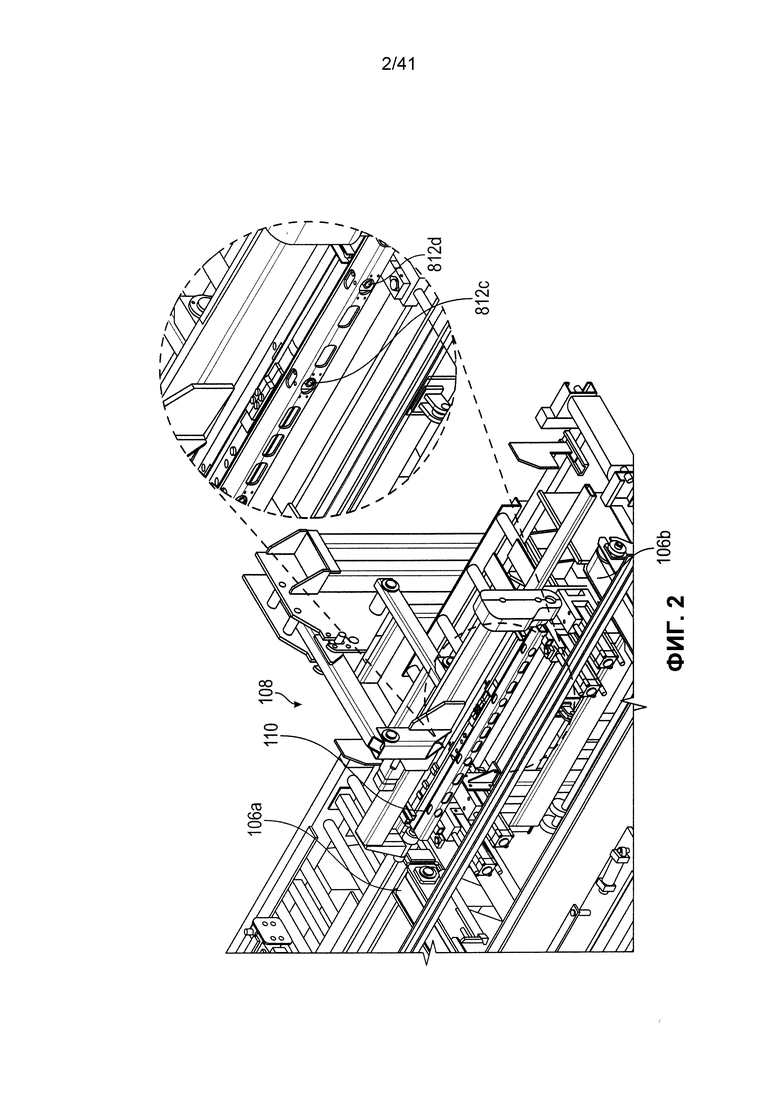
Фиг. 2 иллюстрирует вид в перспективе примерной головки, несущей примерный ротор согласно фиг. 1.
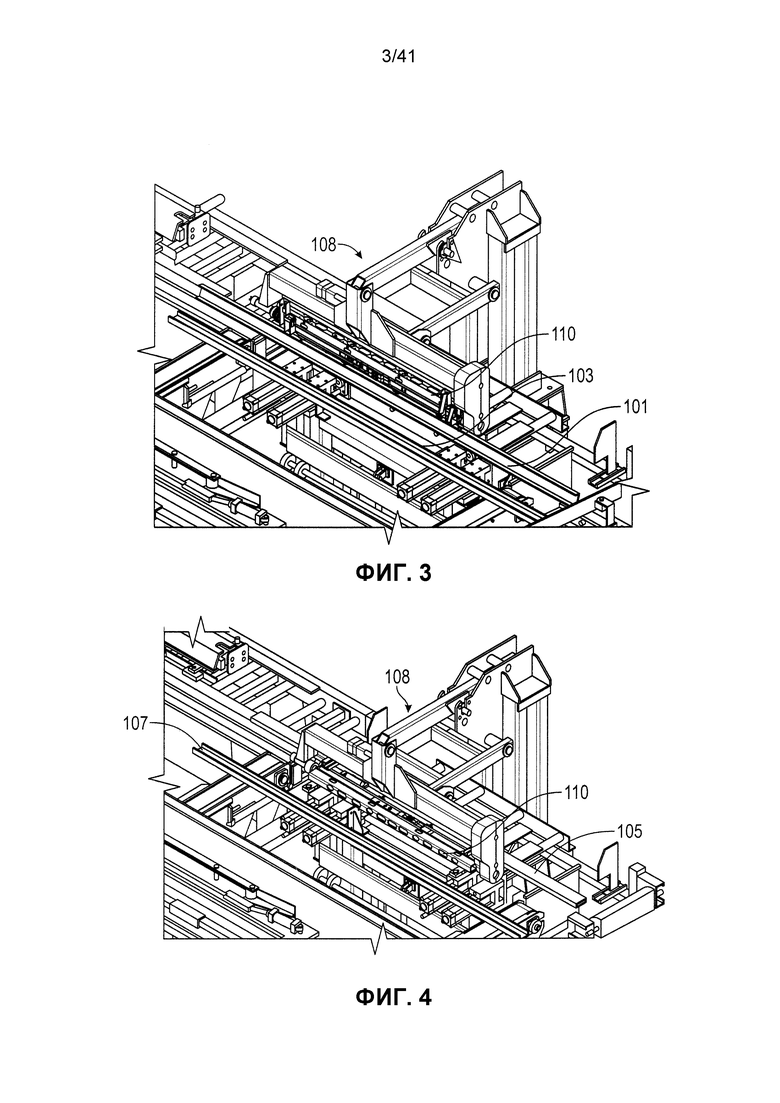
Фиг. 3 иллюстрирует вид в перспективе примерного ротора согласно фиг. 1, перемещающего примерный первый профиль путем вращения и перемещения первого профиля вверх и вниз, в то время как второй примерный профиль размещен ниже. Фиг. 3 показывает примерный первый профиль в середине поворота.
Фиг. 4 иллюстрирует вид в перспективе примерного ротора согласно фиг. 1 и примерной сдвоенной конструкции, образованной примерным первым профилем и примерным вторым профилем согласно фиг. 3.
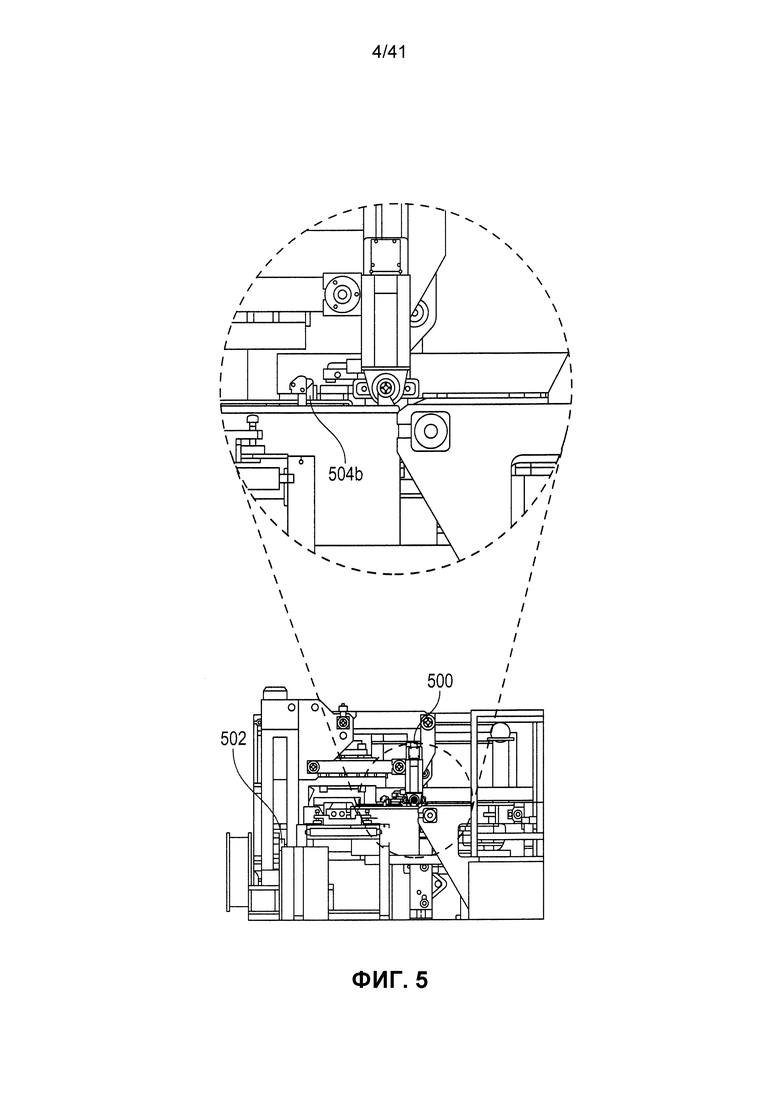
Фиг. 5 иллюстрирует вид сбоку примерной головки согласно фиг. 2, имеющей примерный сервопривод для создания перемещения примерной головки и примерного магнитного стопора.
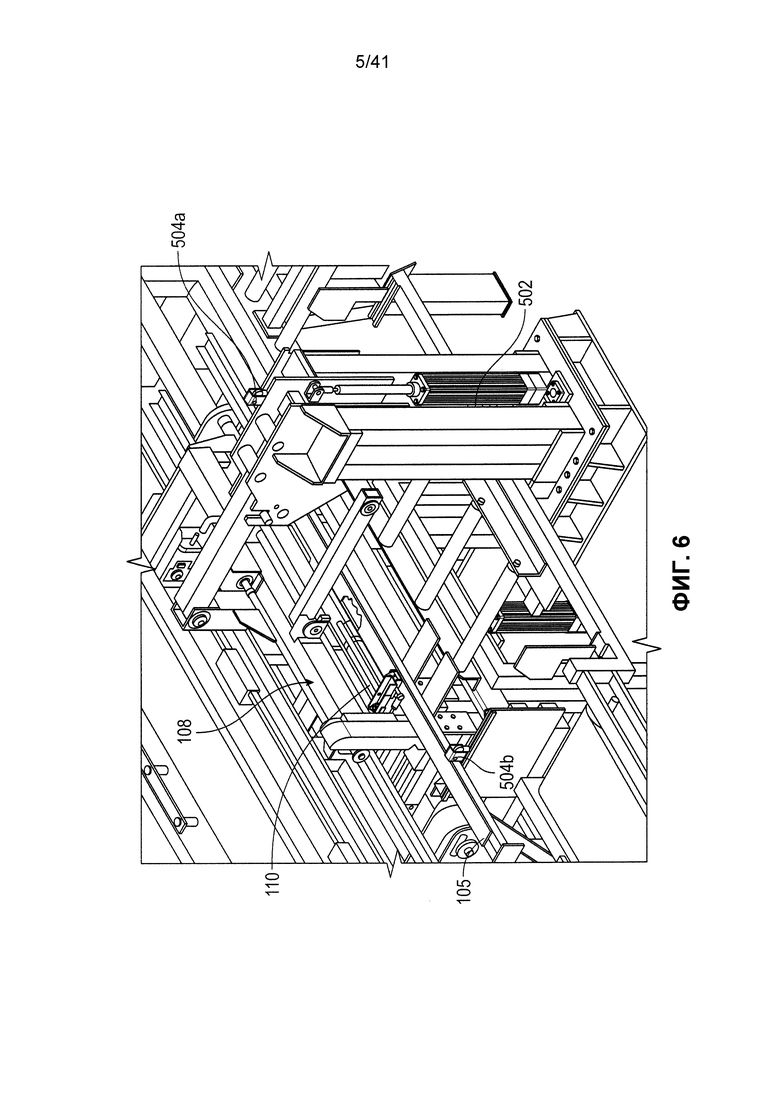
Фиг. 6 иллюстрирует вид в перспективе сзади примерной головки и примерной сдвоенной конструкции согласно фиг. 4.
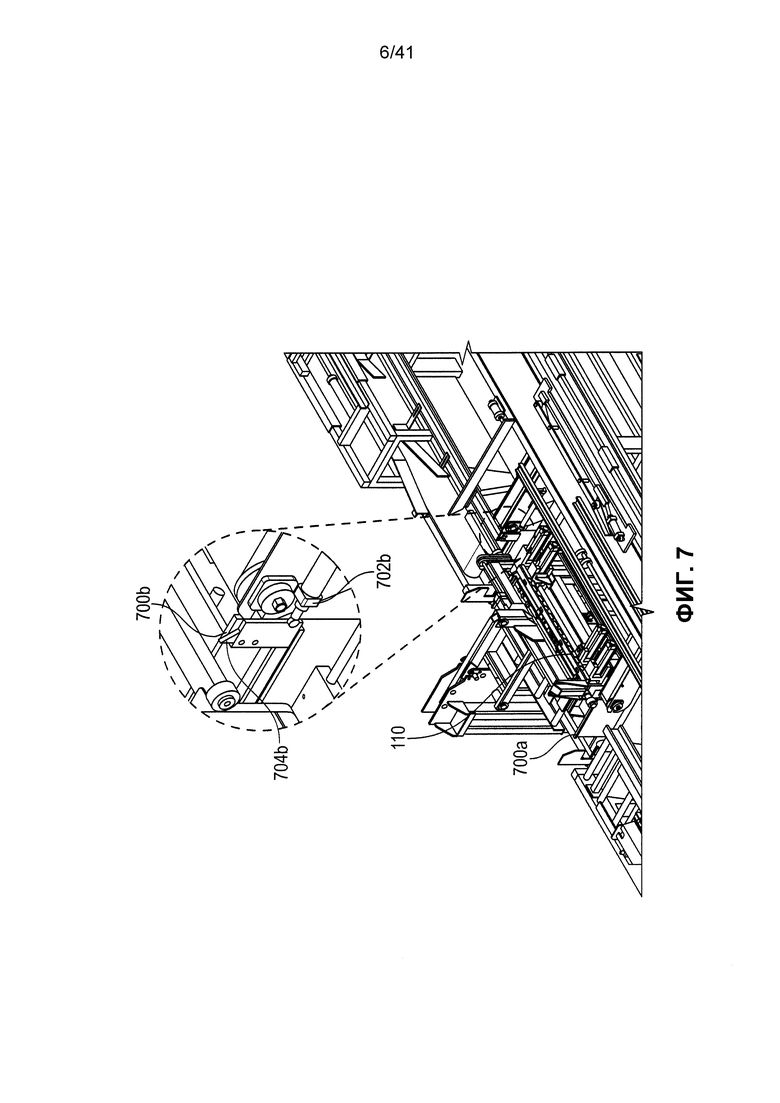
Фиг. 7 иллюстрирует вид в перспективе примерной автоматической упаковочной линии согласно фиг. 1 с примерным опускающимся столом, примерными пневматическими приводами, примерными рычажками и примерными передающими пластинами.
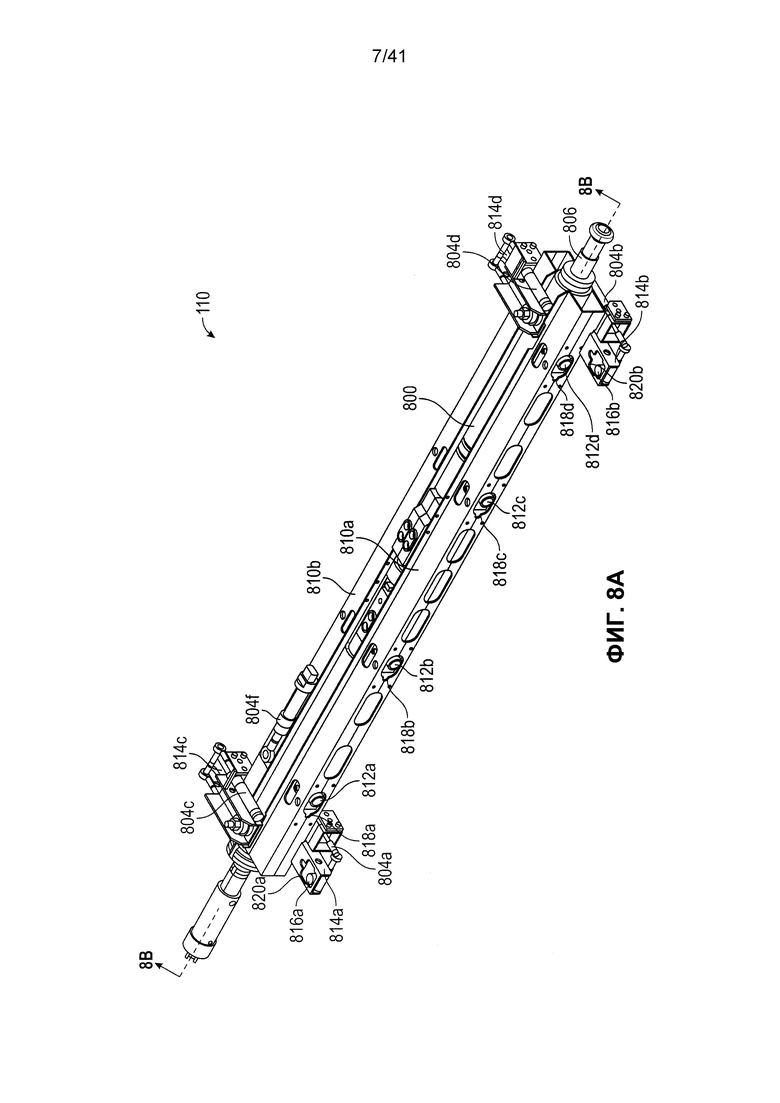
Фиг. 8А иллюстрирует вид в перспективе сверху примерного ротора согласно фиг. 1, имеющего примерные горизонтальные магниты и примерные вертикальные магниты.
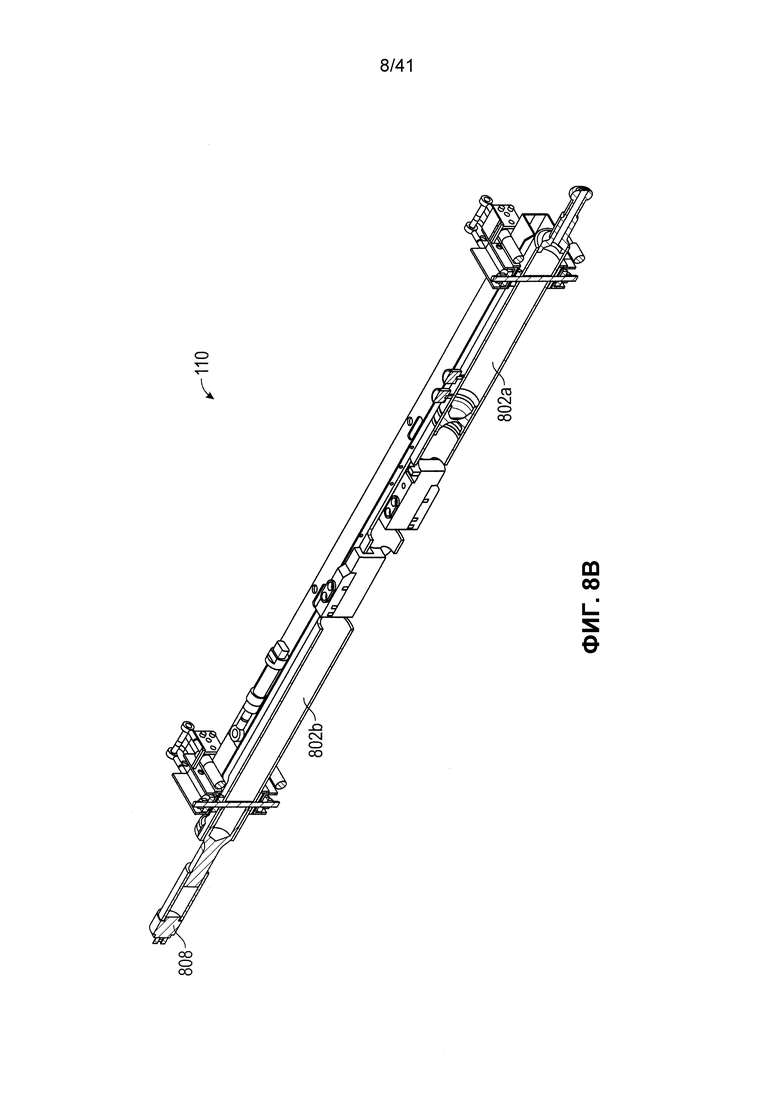
Фиг. 8В иллюстрирует вид в сечении примерного ротора согласно фиг. 8А по линии 8В-8В на фиг. 8А.
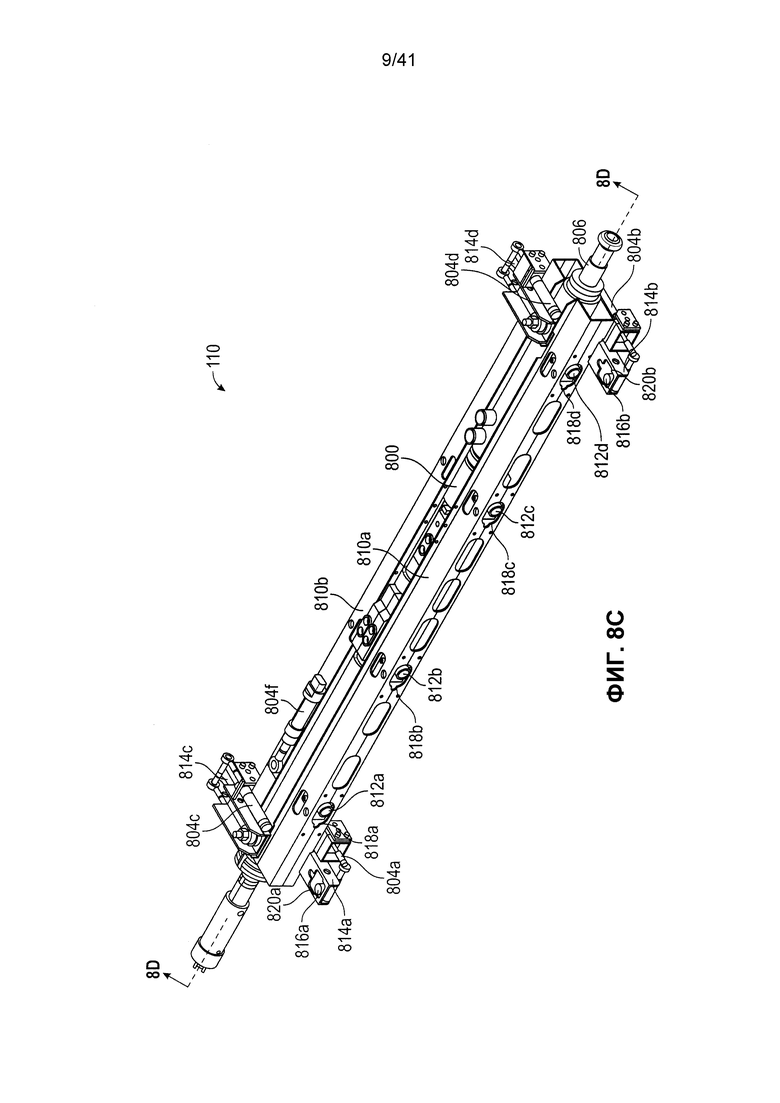
Фиг. 8С иллюстрирует другой вид в перспективе сверху примерного ротора согласно фиг. 8А.
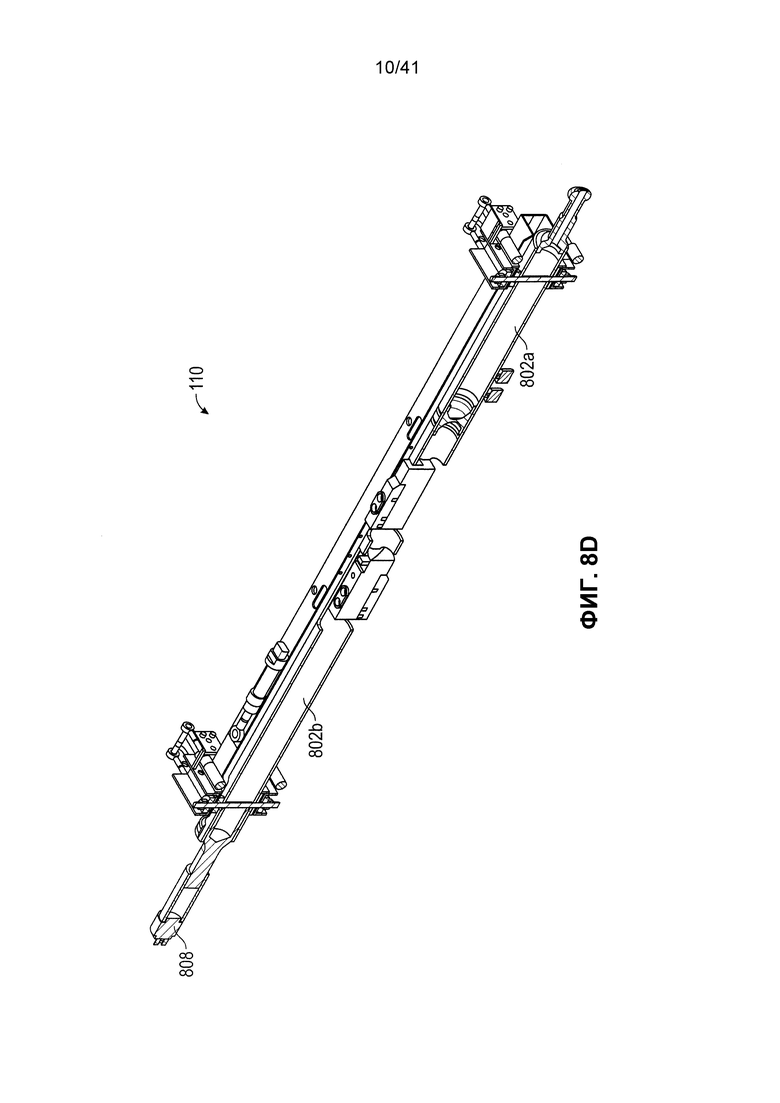
Фиг. 8D иллюстрирует вид в сечении примерного ротора согласно фиг. 8С по линии 8D-8D на фиг. 8С.
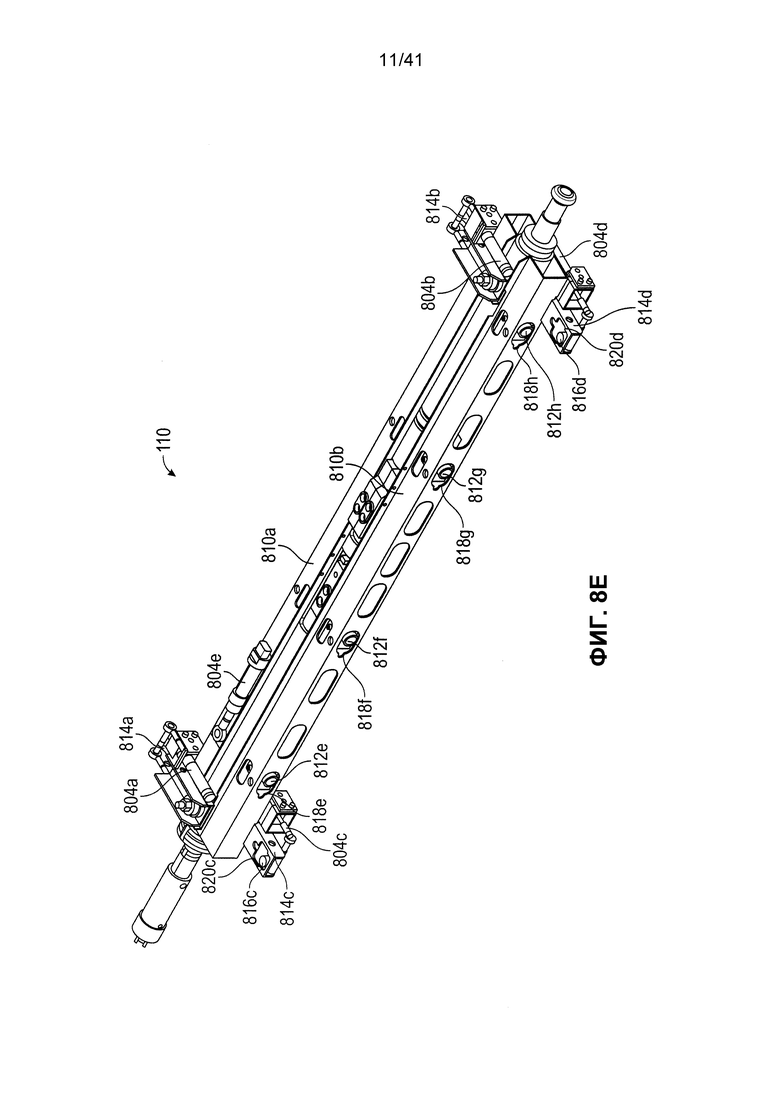
Фиг. 8Е иллюстрирует вид в перспективе снизу примерного ротора согласно фиг. 8С.
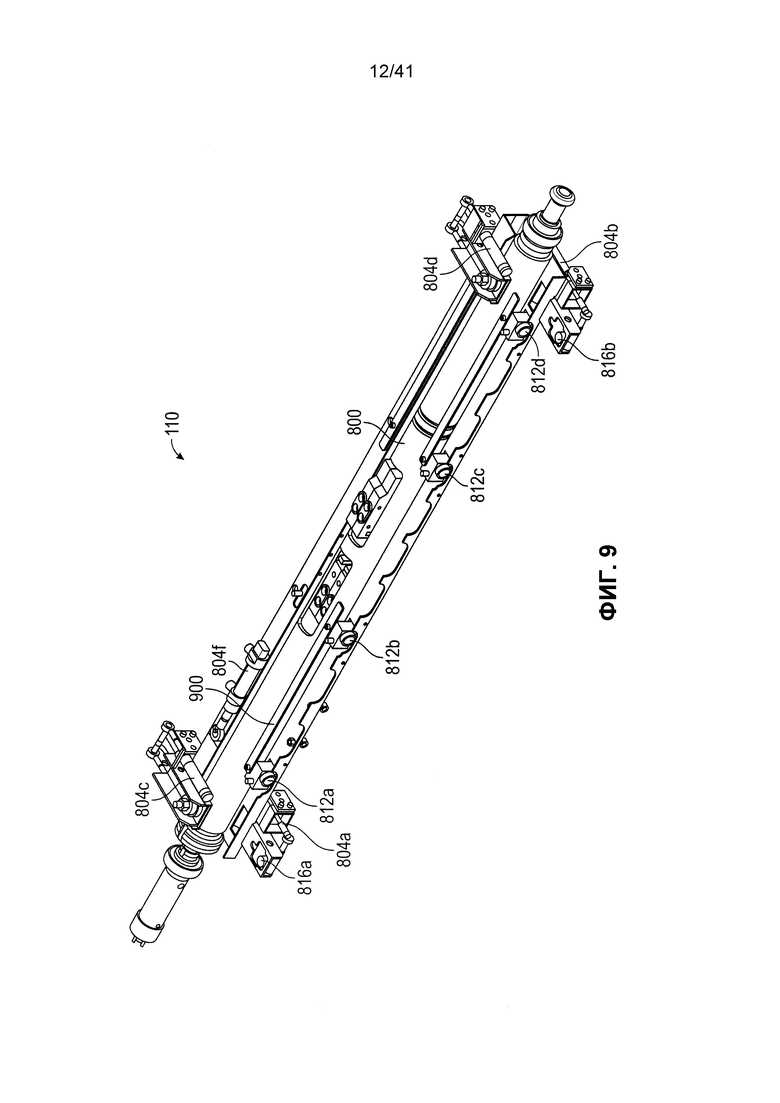
Фиг. 9 иллюстрирует примерный ротор согласно фиг. 8А с участками примерного корпуса, удаленными, чтобы показать примерные вертикальные магниты.
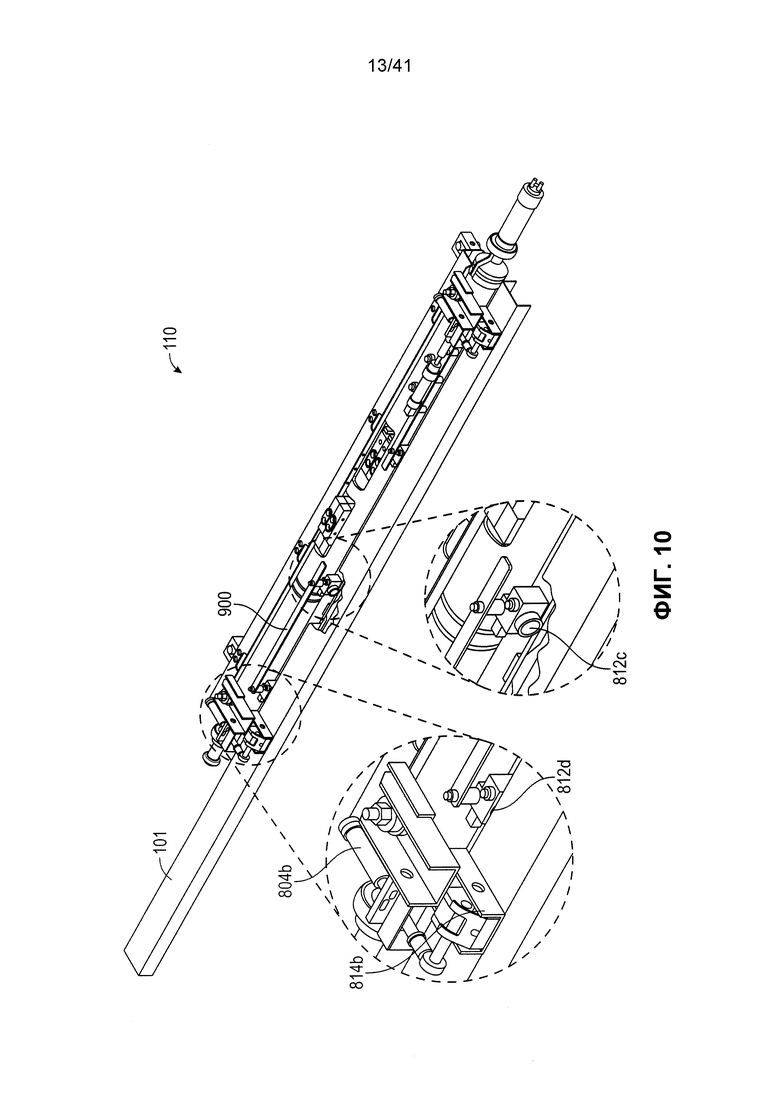
Фиг. 10 иллюстрирует примерный профиль, соединенный с примерным ротором согласно фиг. 8А, с примерными магнитами, обращенными к примерному профилю для удержания примерного профиля.
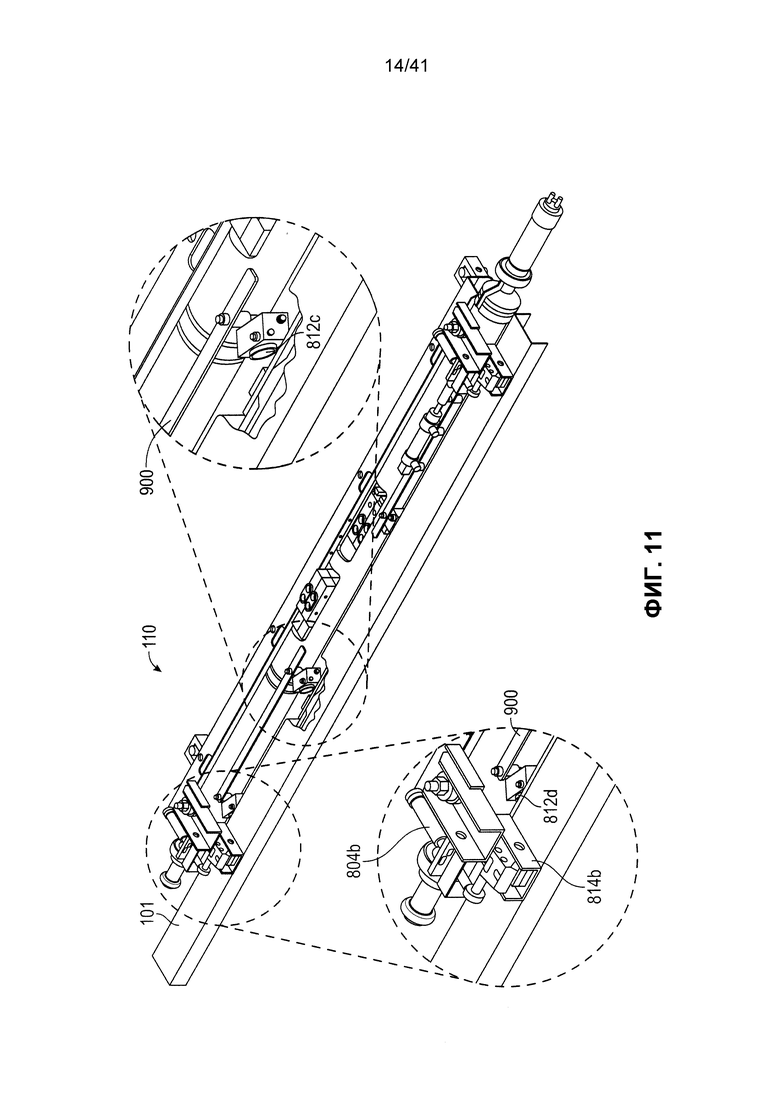
Фиг. 11 иллюстрирует примерный профиль и примерный ротор согласно фиг. 10 с примерными магнитами в повернутом положении для освобождения примерного профиля.
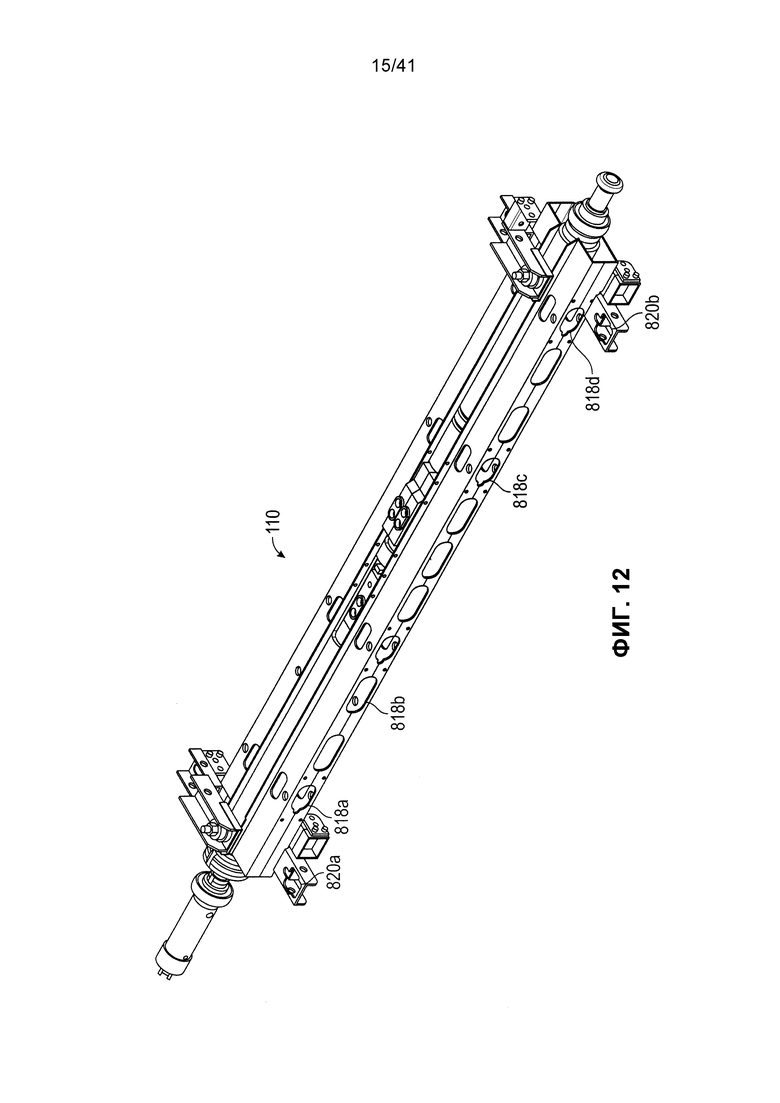
Фиг. 12 иллюстрирует вид в перспективе сверху примерного ротора согласно фиг. 8А с примерными горизонтальными и вертикальными магнитами, удаленными для иллюстрации примерных отверстий в примерном корпусе согласно фиг. 9.
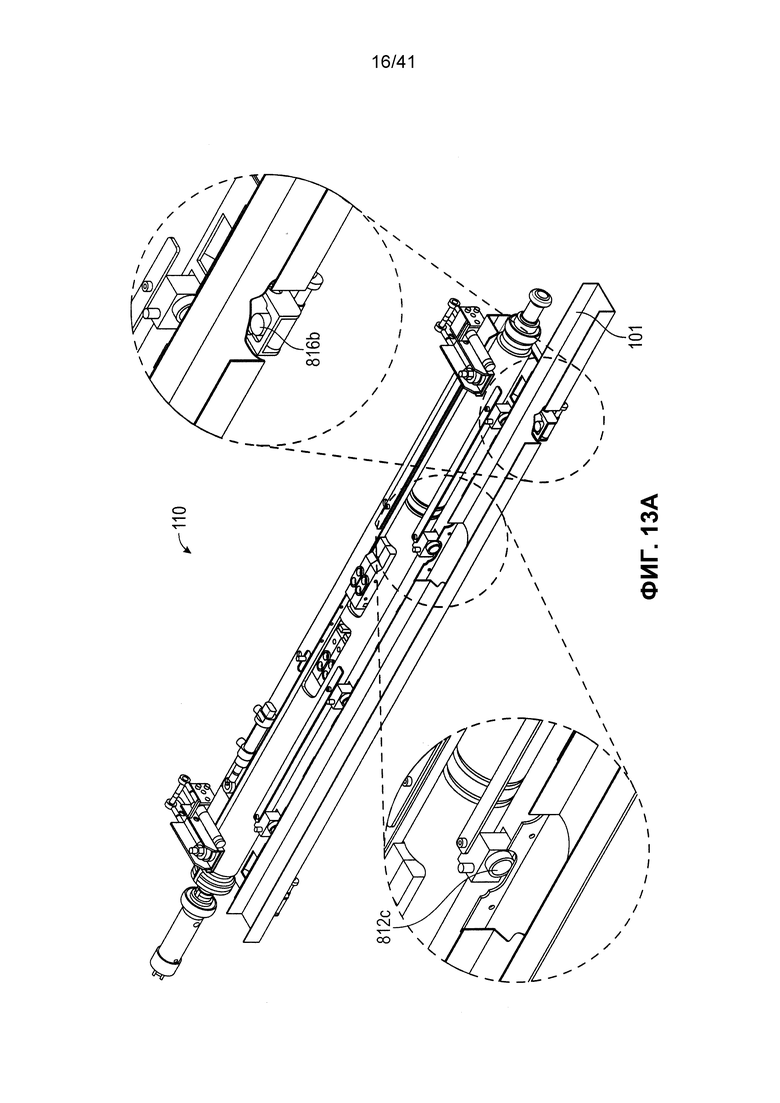
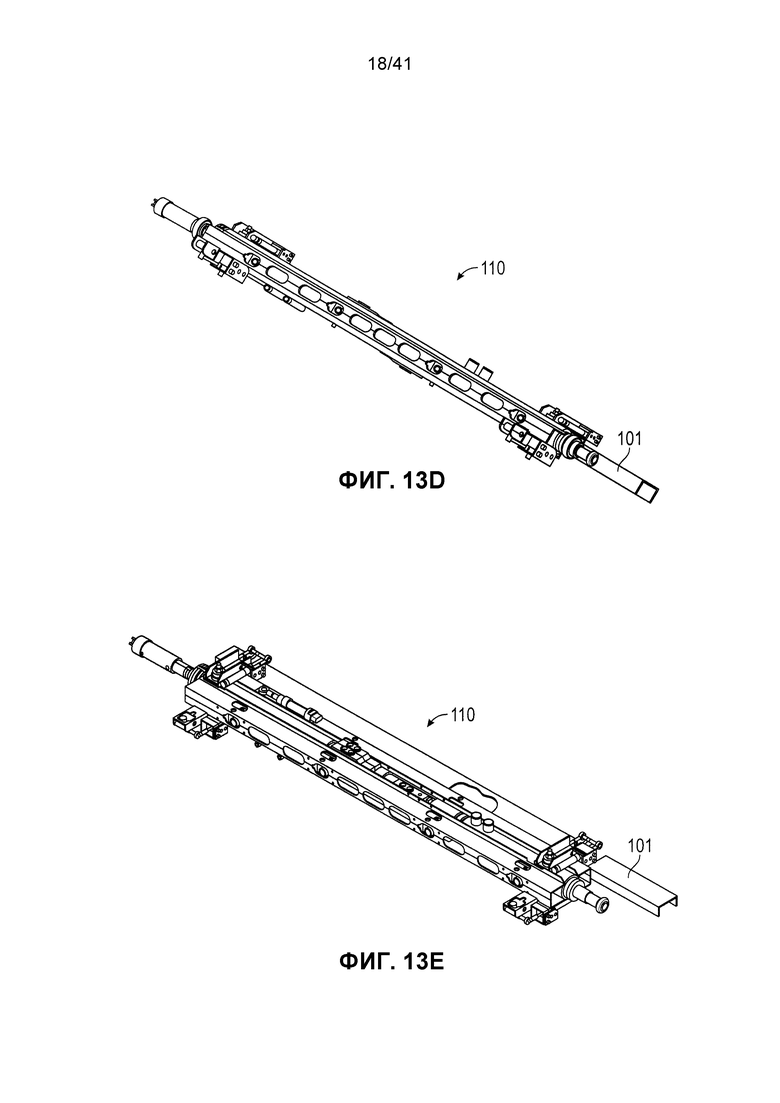
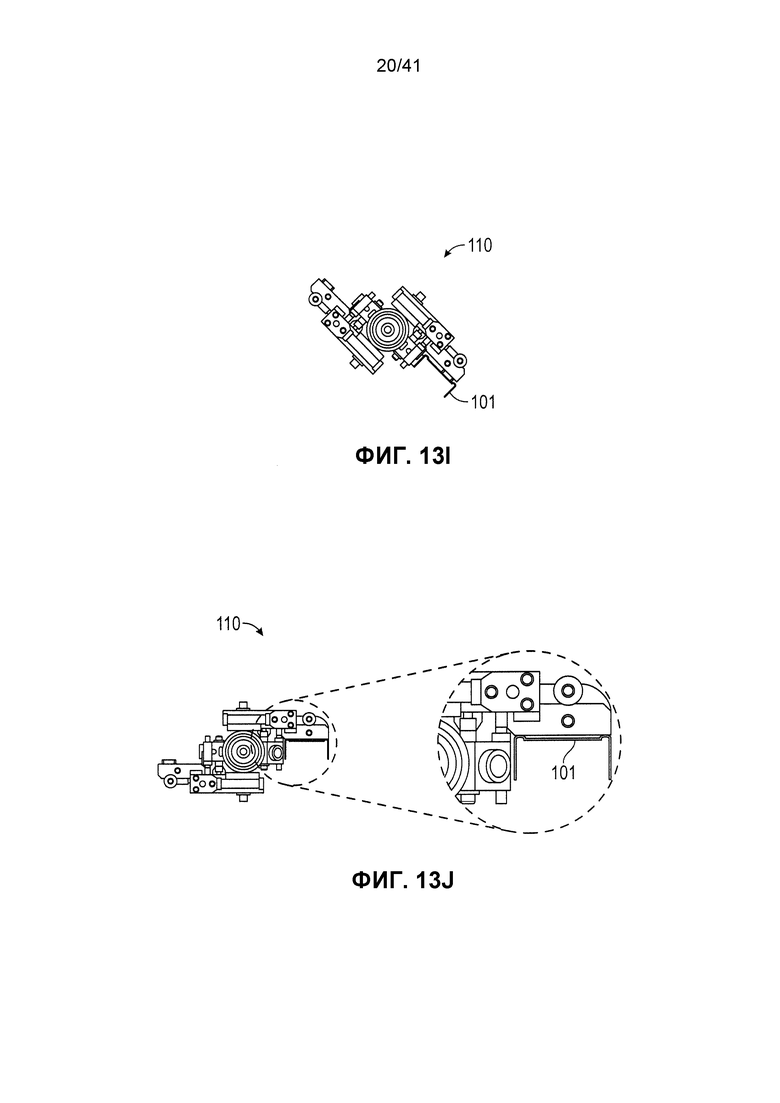
Фиг. 13А, 13В, 13С, 13D и 13Е иллюстрируют виды в перспективе примерного ротора согласно фиг. 1 в последовательности во время операции переноса.
Фиг. 13Е, 13G, 13Н, 13I и 13J иллюстрируют виды сбоку положений примерного ротора согласно фиг. 13А, 13В, 13С, 13D и 13Е.
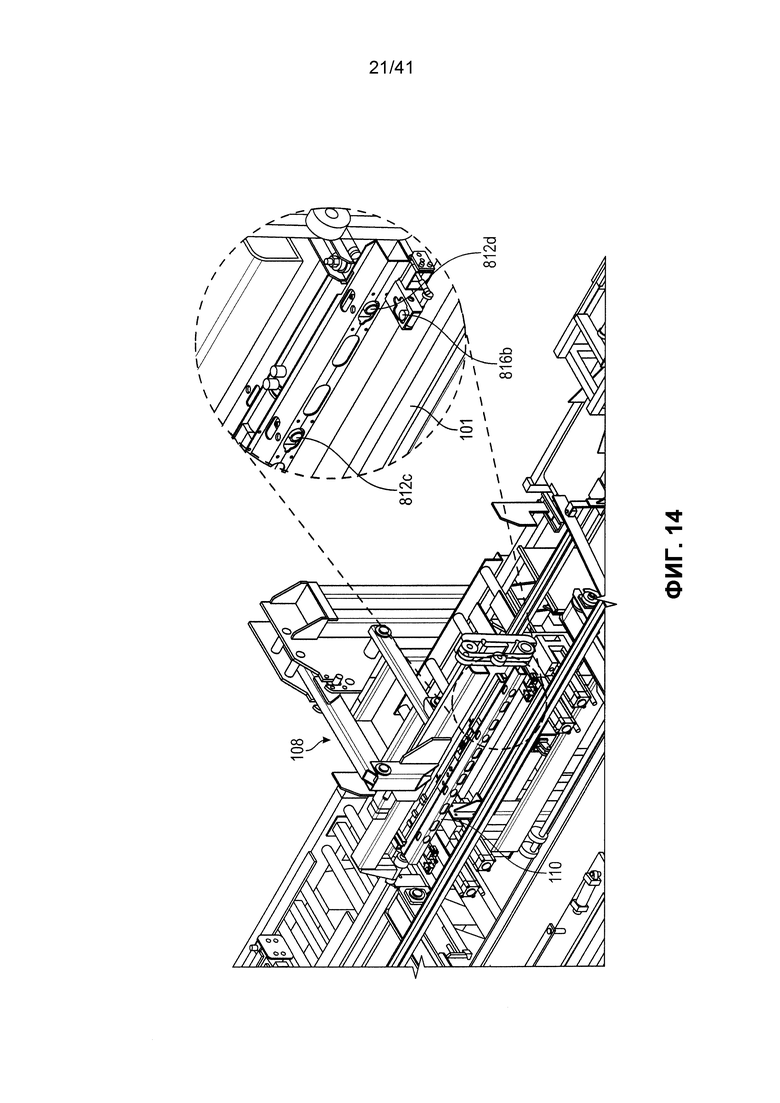
Фиг. 14 иллюстрирует вид в перспективе примерной головки и примерного ротора согласно фиг. 2 с участками примерной головки и ротора, удаленными, чтобы показать механизм, который позволяет перемещение примерного ротора. Фиг. 14 также иллюстрирует увеличенный вид ротора согласно фиг. 8А с примерными вертикальными и горизонтальными магнитами.
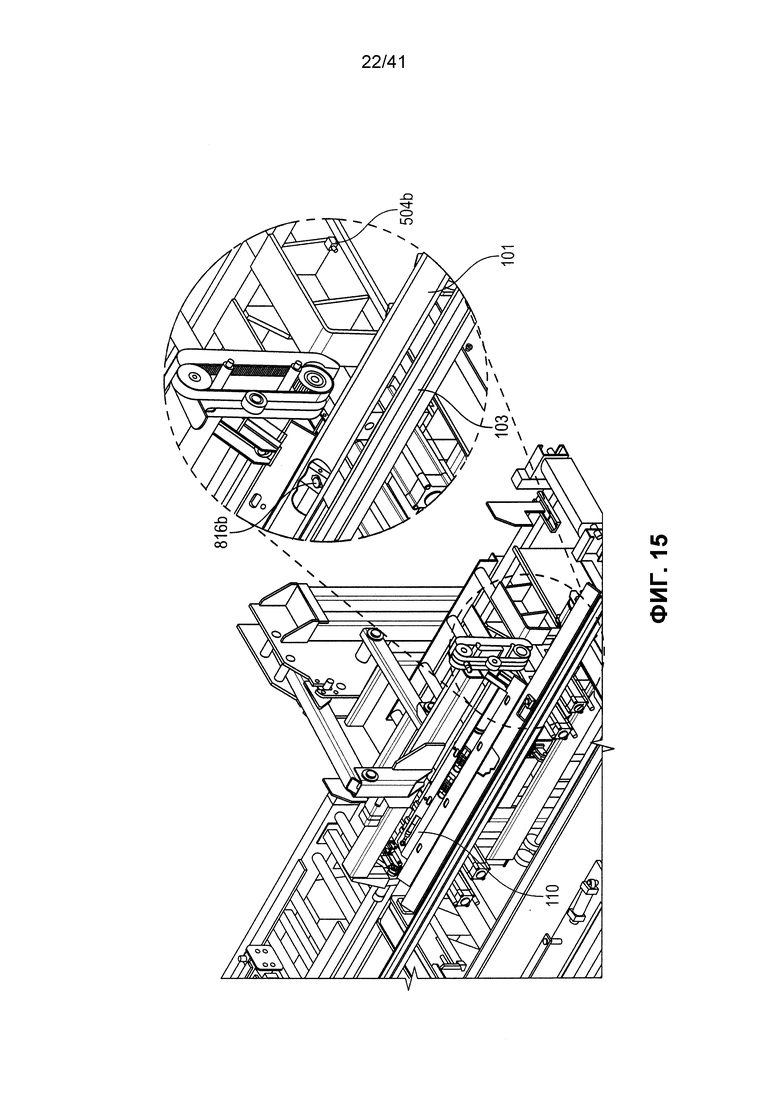
Фиг. 15 иллюстрирует вид в перспективе примерной головки и примерного ротора согласно фиг. 14. Примерный первый профиль, поддерживаемый примерными горизонтальными магнитами, находится во вращении с помощью ротора. Фиг. 15 также иллюстрирует увеличенный вид примерного магнитного стопора, который должен зацеплять примерный второй профиль.
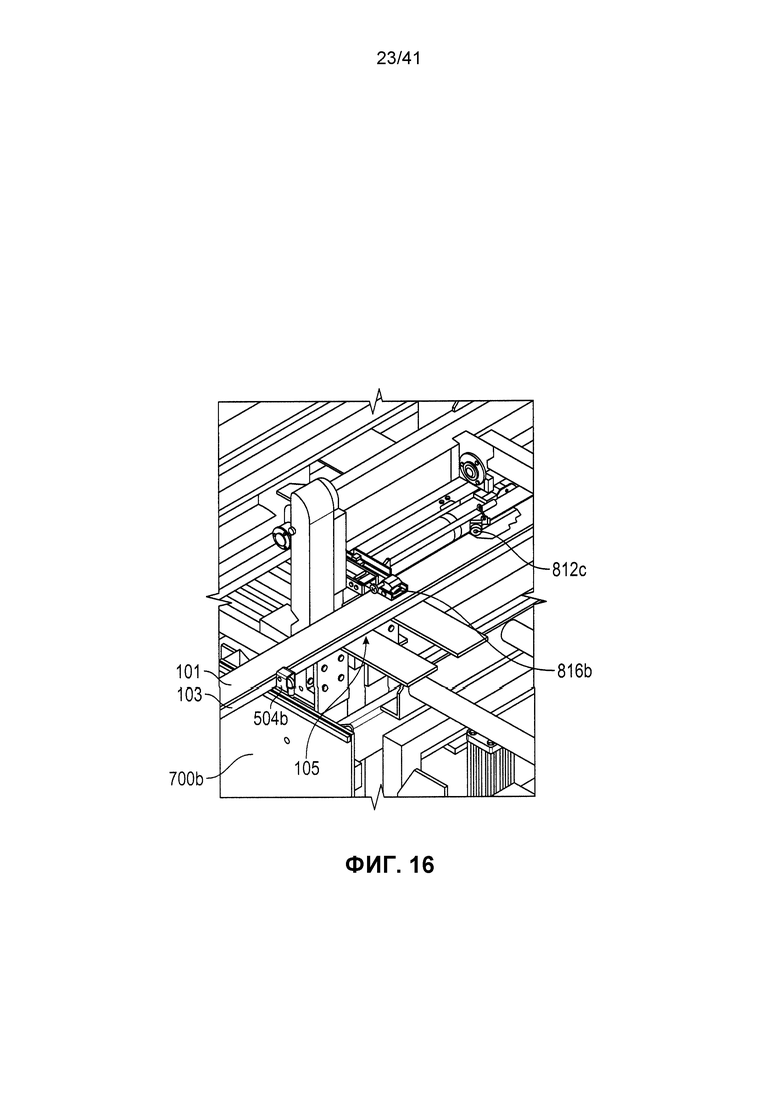
Фиг. 16 иллюстрирует вид в перспективе примерной головки и примерного ротора согласно фиг. 14 и 15 в полностью повернутом положении, где примерный первый профиль освобождается для образования примерной сдвоенной конструкции.
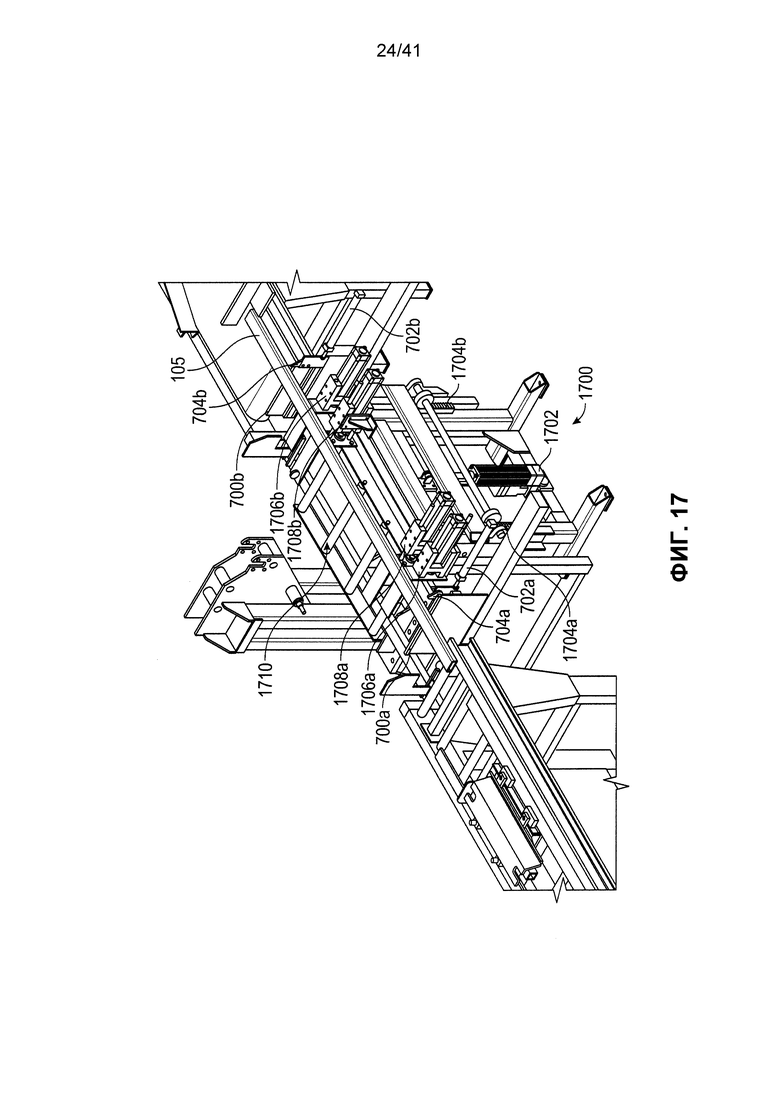
Фиг. 17 иллюстрирует вид в перспективе примерной автоматической упаковочной линии согласно фиг. 7 с примерной головкой и примерным ротором, удаленными, чтобы показать примерный опускающийся стол.
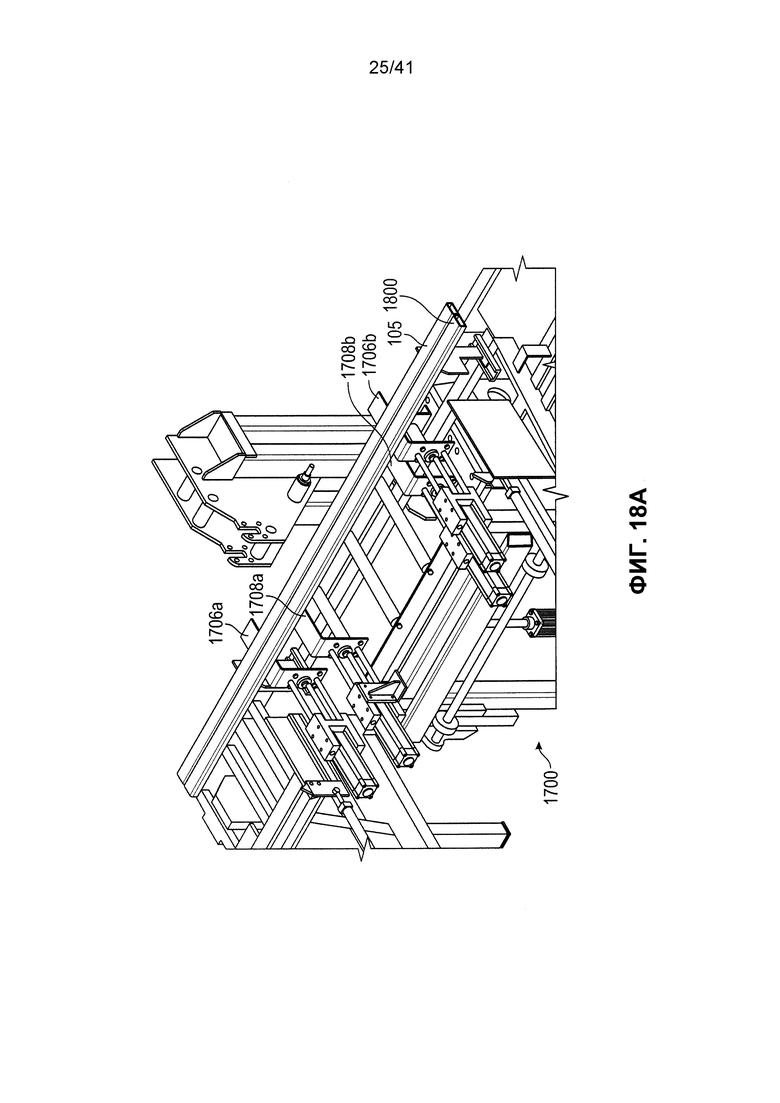
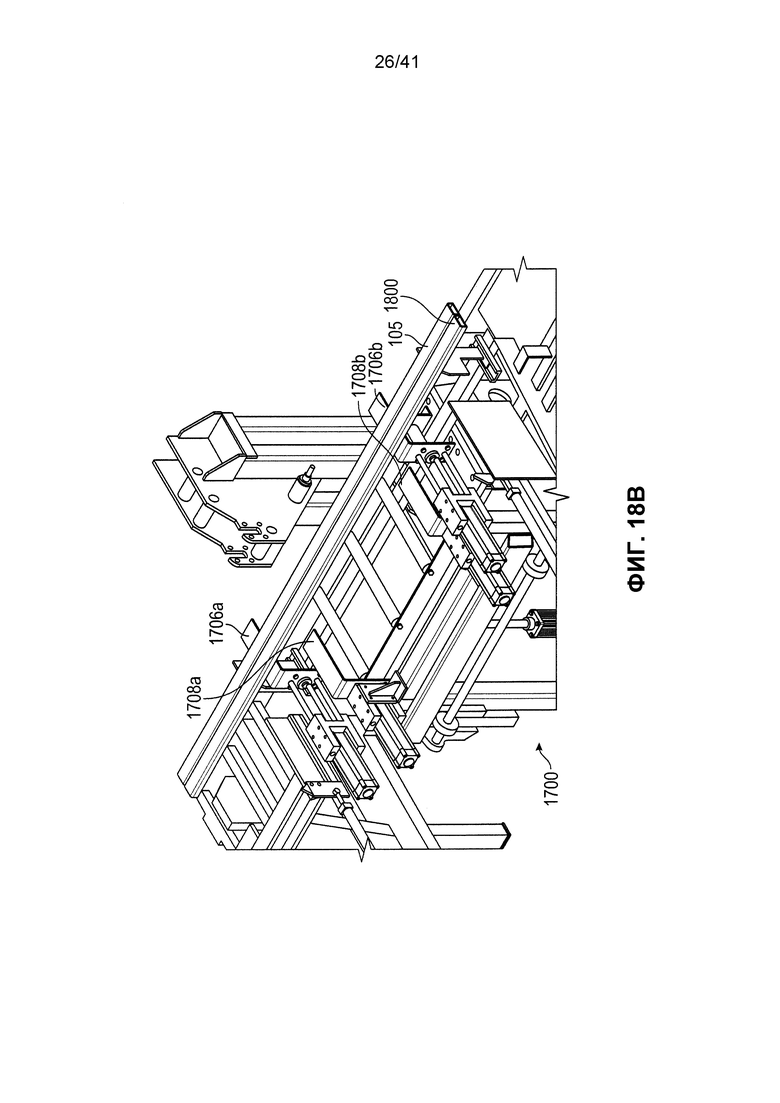
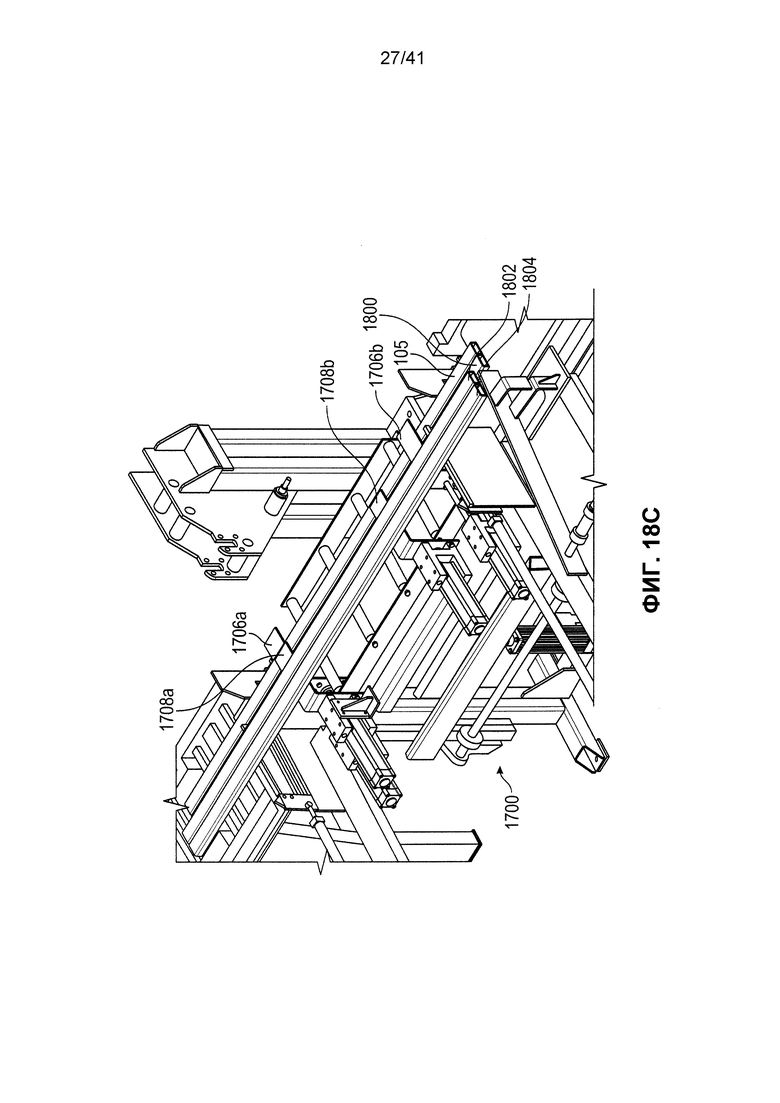
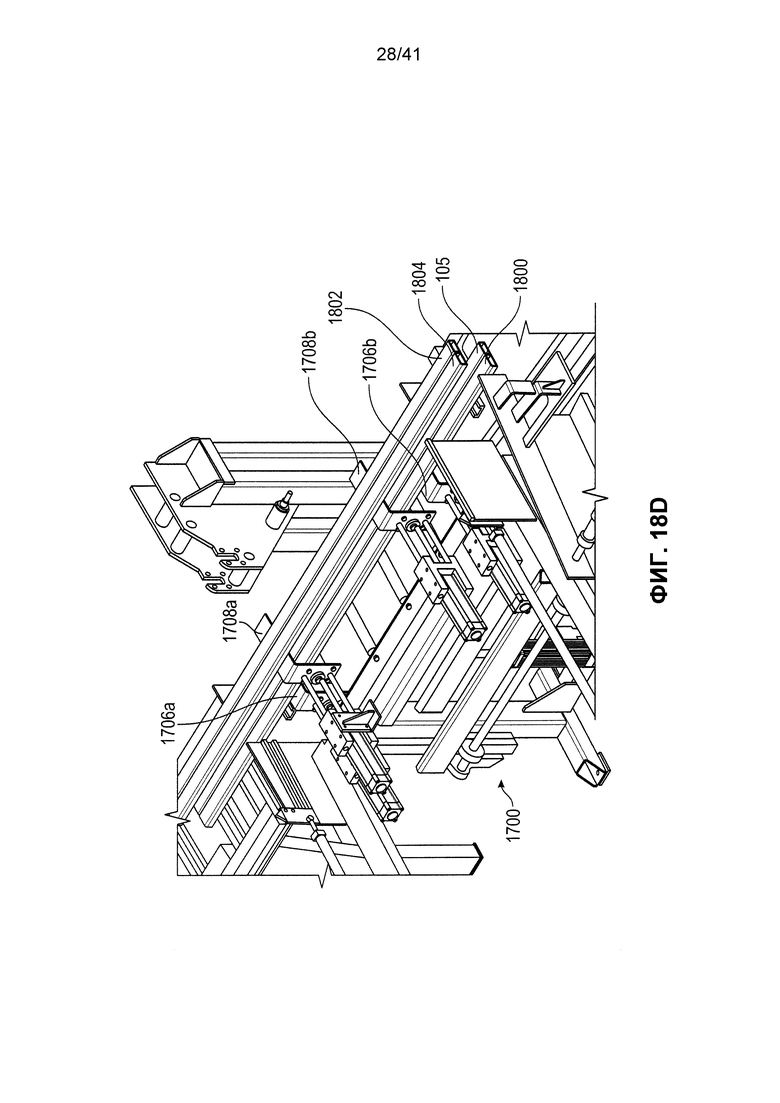
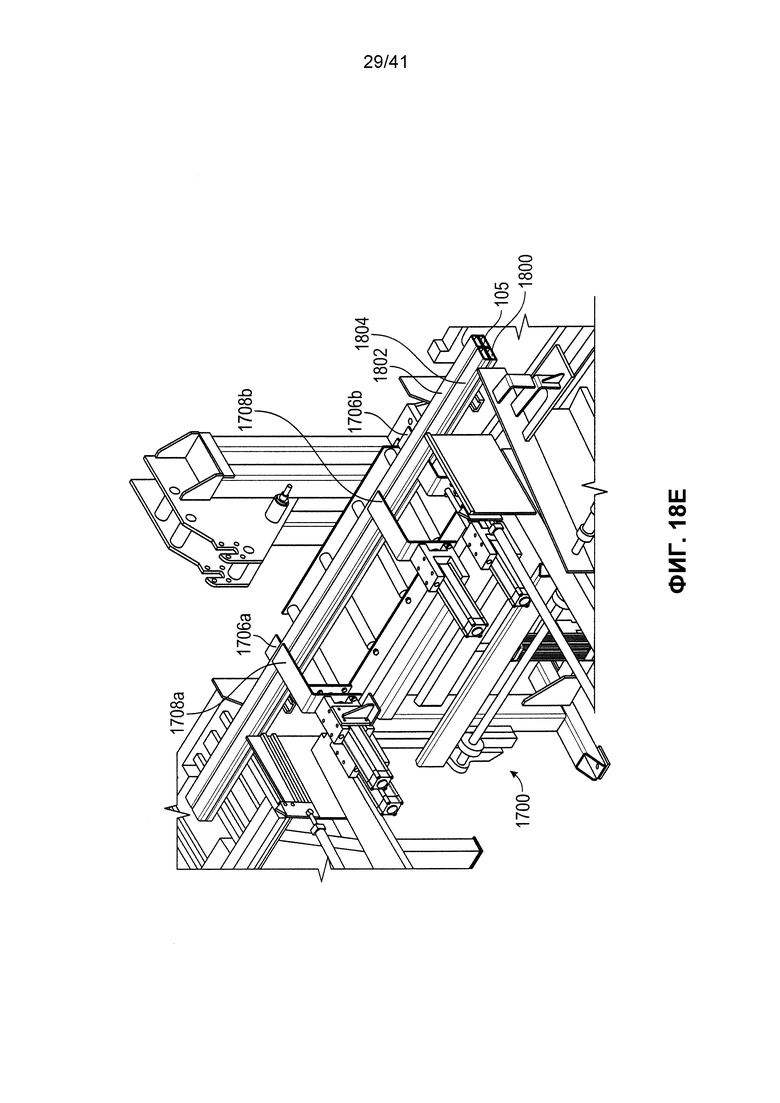
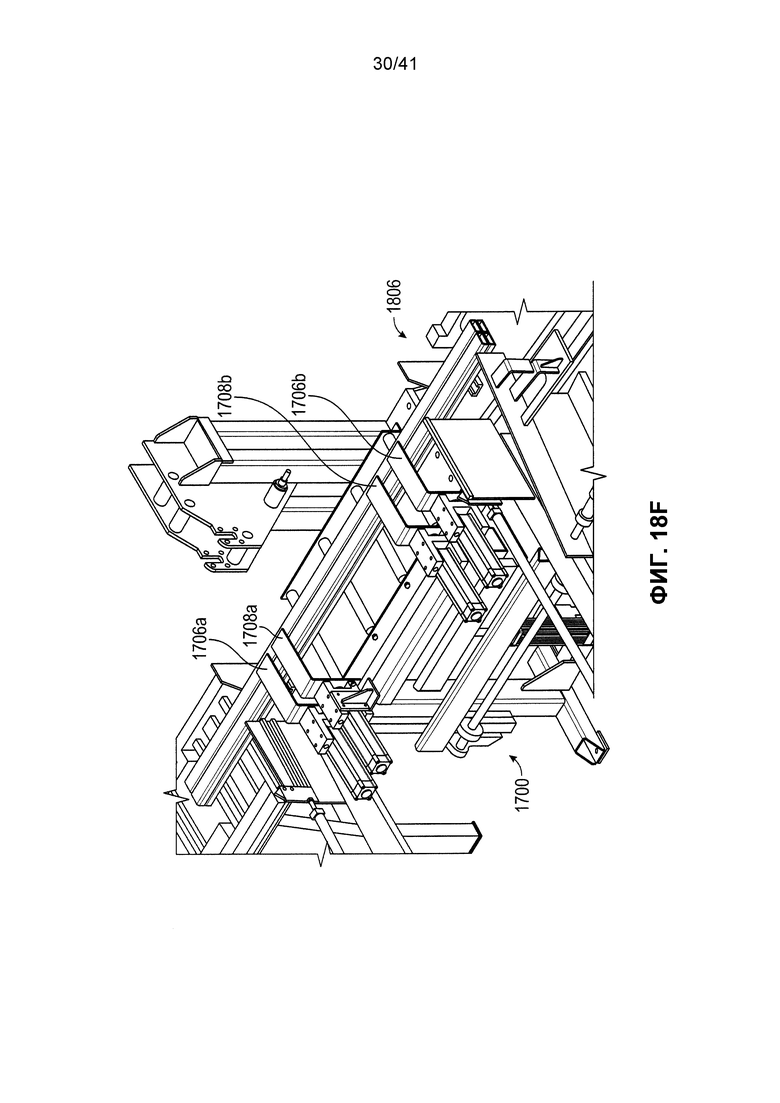
Фиг. 18А, 18В, 18С, 18D, 18Е и 18F иллюстрируют примерную последовательность перемещений примерных пластин примерного опускающегося стола согласно фиг. 17. Примерная головка и примерный ротор удалены для ясности.
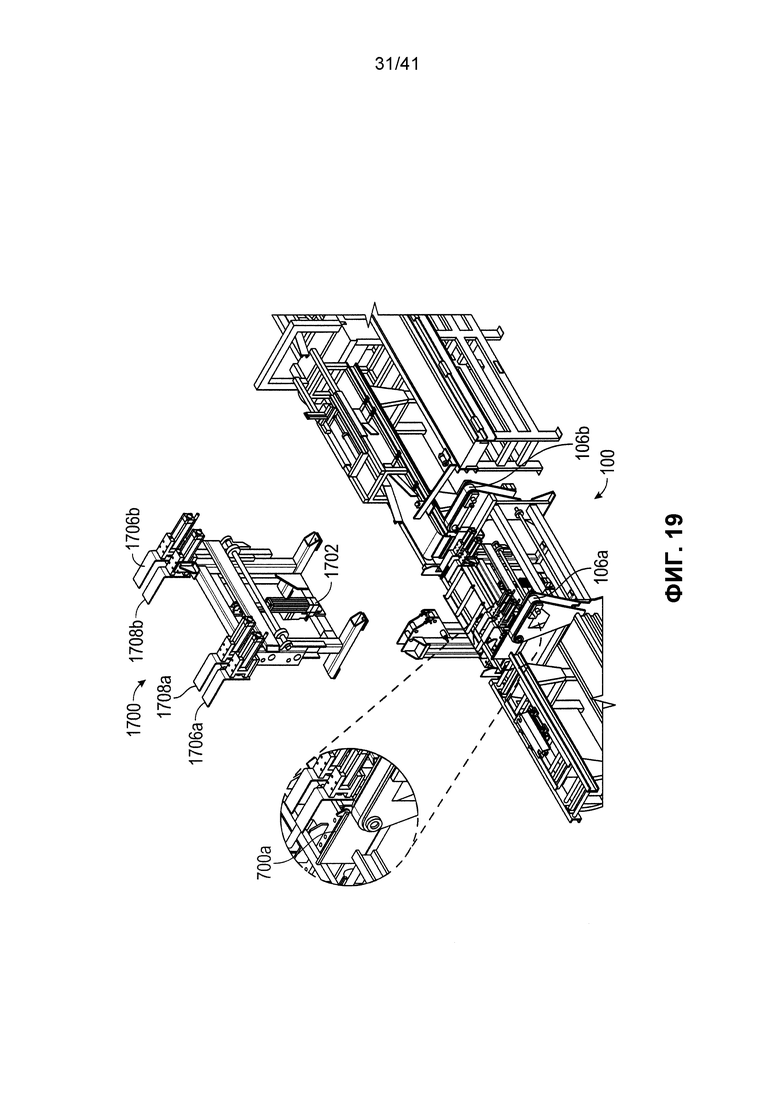
Фиг. 19 иллюстрирует вид в перспективе примерной автоматической упаковочной линии согласно фиг. 17 без примерных головки и ротора и увеличенные виды примерного опускающегося стола и примерной передающей пластины.
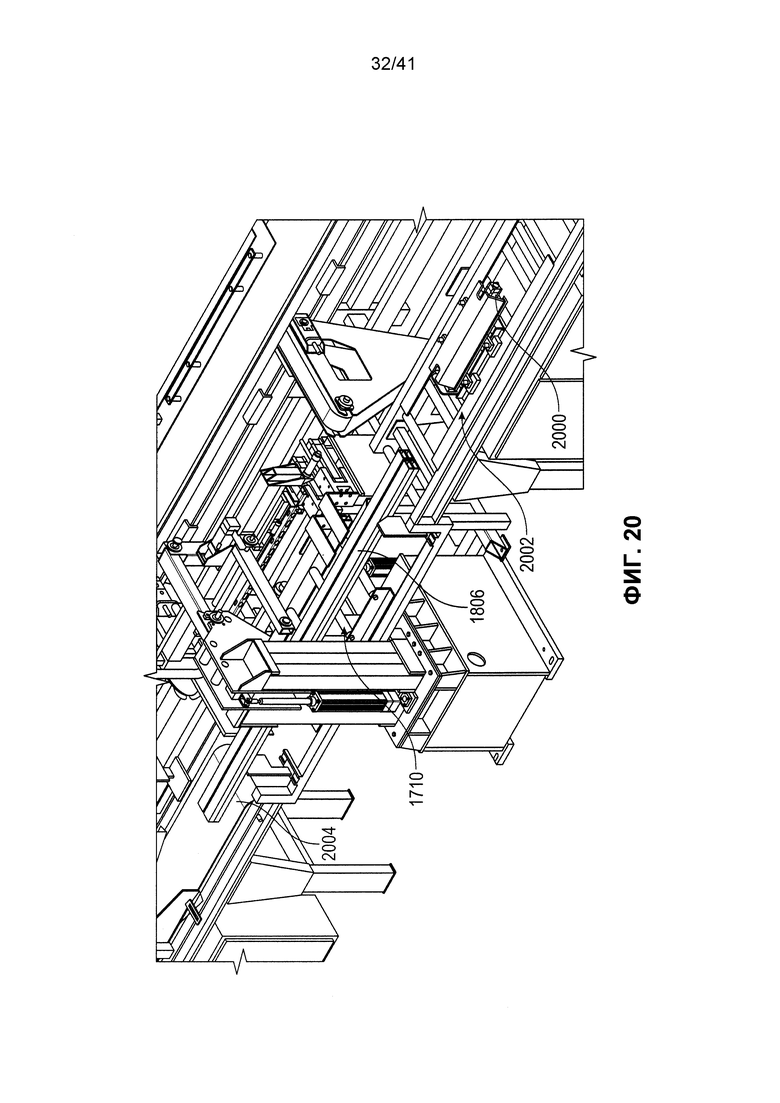
Фиг. 20 иллюстрирует вид в перспективе сзади примерной автоматической упаковочной линии согласно фиг. 1 с примерной мини-упаковкой на примерном настиле роликов, которая должна быть передана на конвейерную ленту.
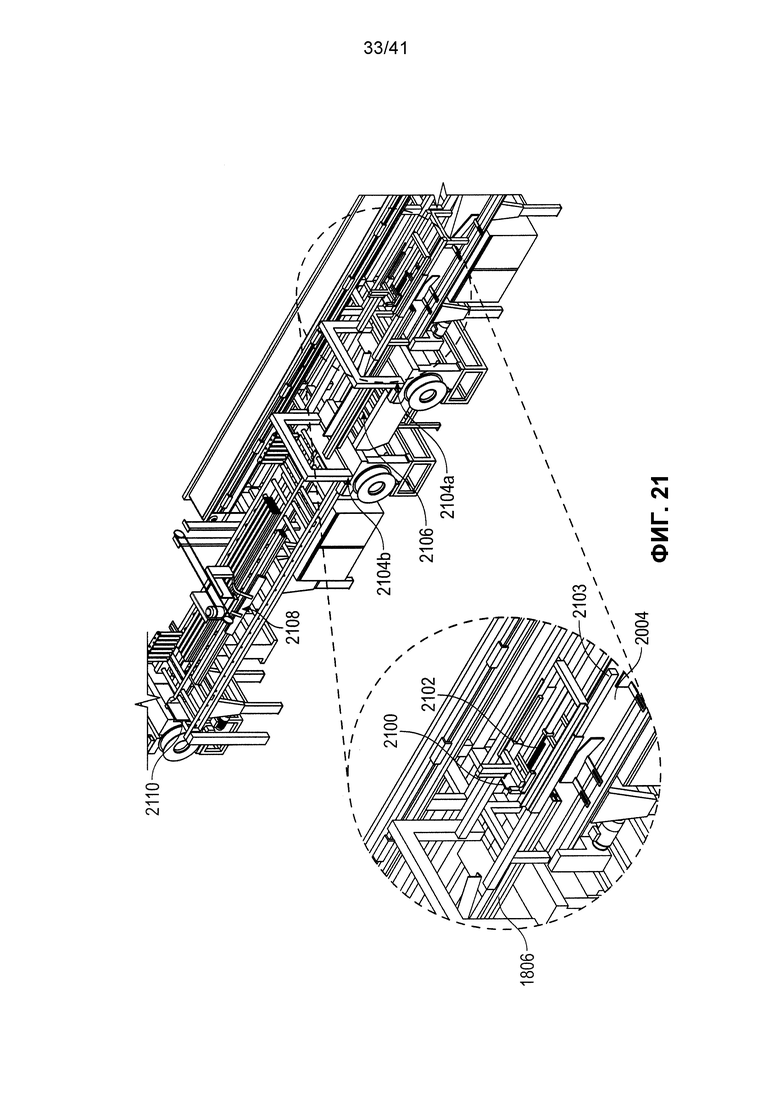
Фиг. 21 иллюстрирует вид в перспективе сзади примерной автоматической упаковочной линии согласно фиг. 1 с примерной областью обвязки. Фиг. 21 также иллюстрирует увеличенный вид примерного подвижного стопора и примерного устройства подачи по длине.
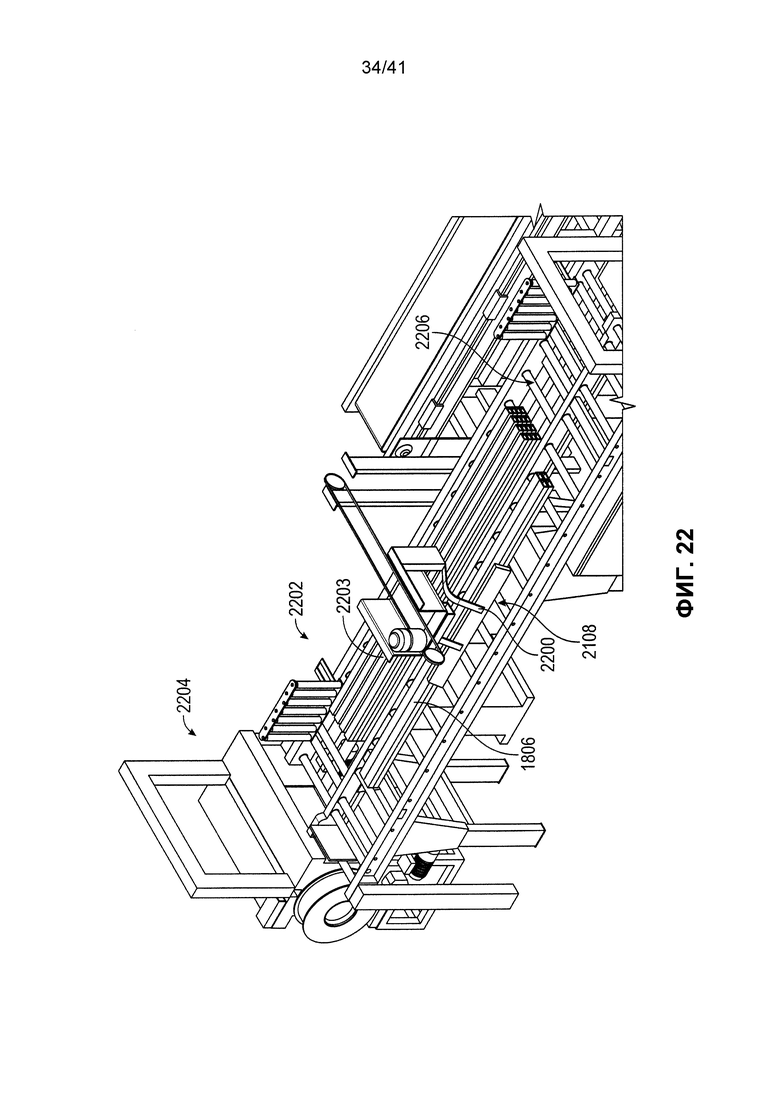
Фиг. 22 иллюстрирует вид в перспективе примерной области обвязки согласно фиг. 21 с примерными мини-упаковками в примерной упаковке.
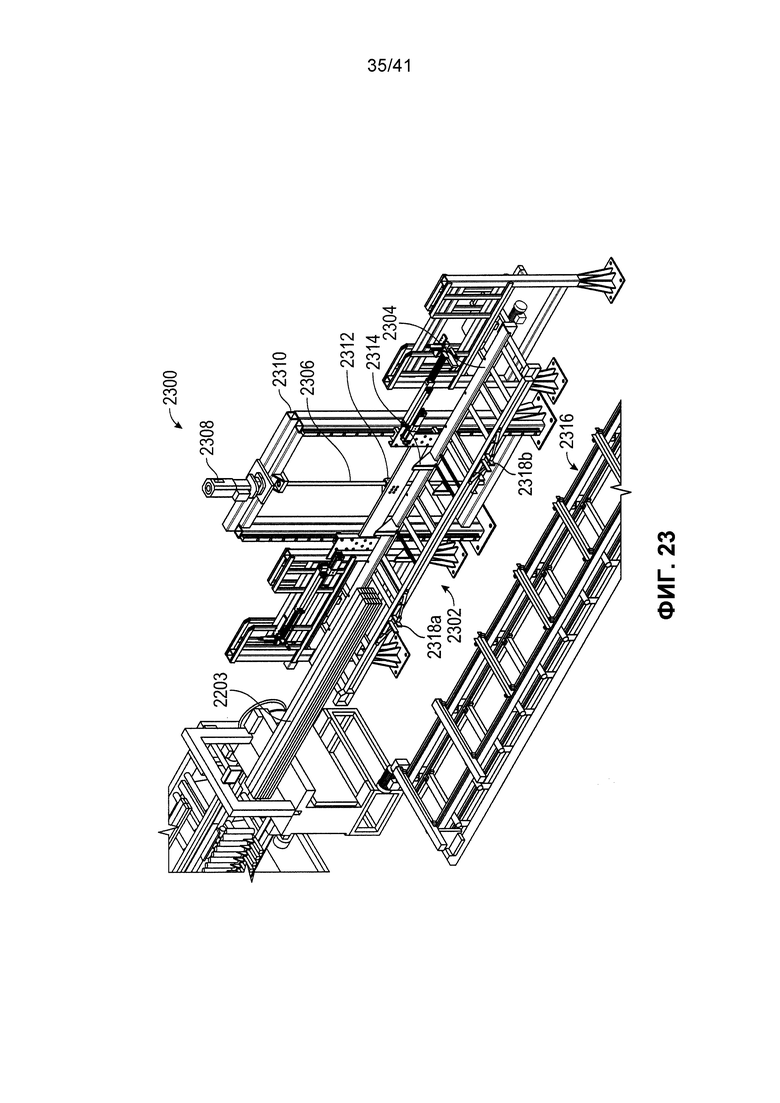
Фиг. 23 иллюстрирует вид в перспективе примерной области выпуска примерной области обвязки согласно фиг. 22 и примерного укладчика примерной автоматической упаковочной линии согласно фиг. 1.
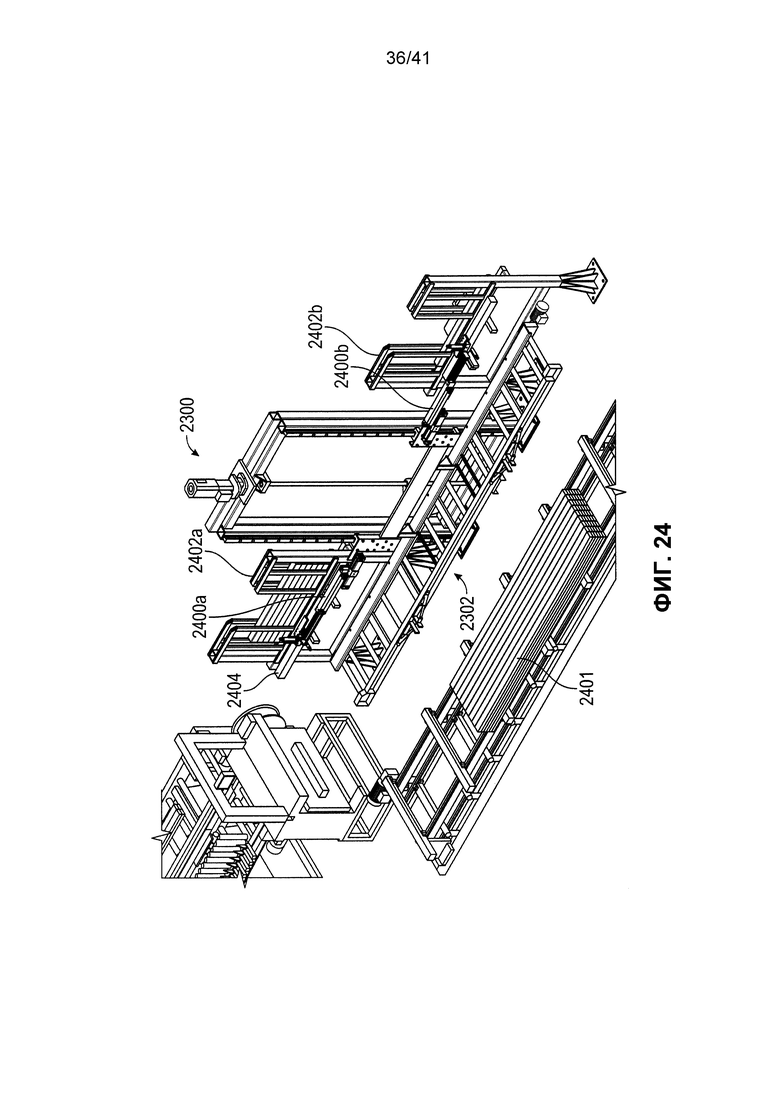
Фиг. 24 иллюстрирует вид в перспективе примерного укладчика согласно фиг. 23 и примерных рычажных держателей вставок для передачи блоков.
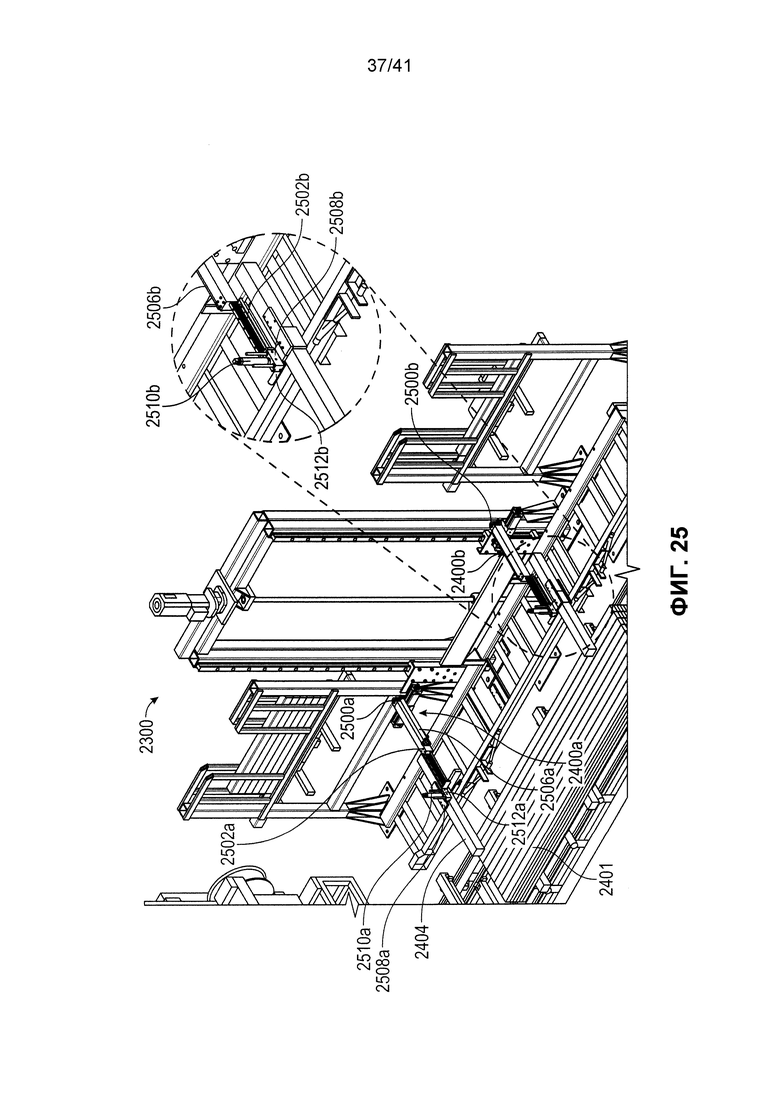
Фиг. 25 иллюстрирует вид в перспективе примерного укладчика согласно фиг. 23 и 24 с примерными рычажными держателями вставок в положении для размещения блоков для создания примерного поддона. Фиг. 25 также иллюстрирует увеличенный вид одного из примерных рычажных держателей вставок с примерной рукой.
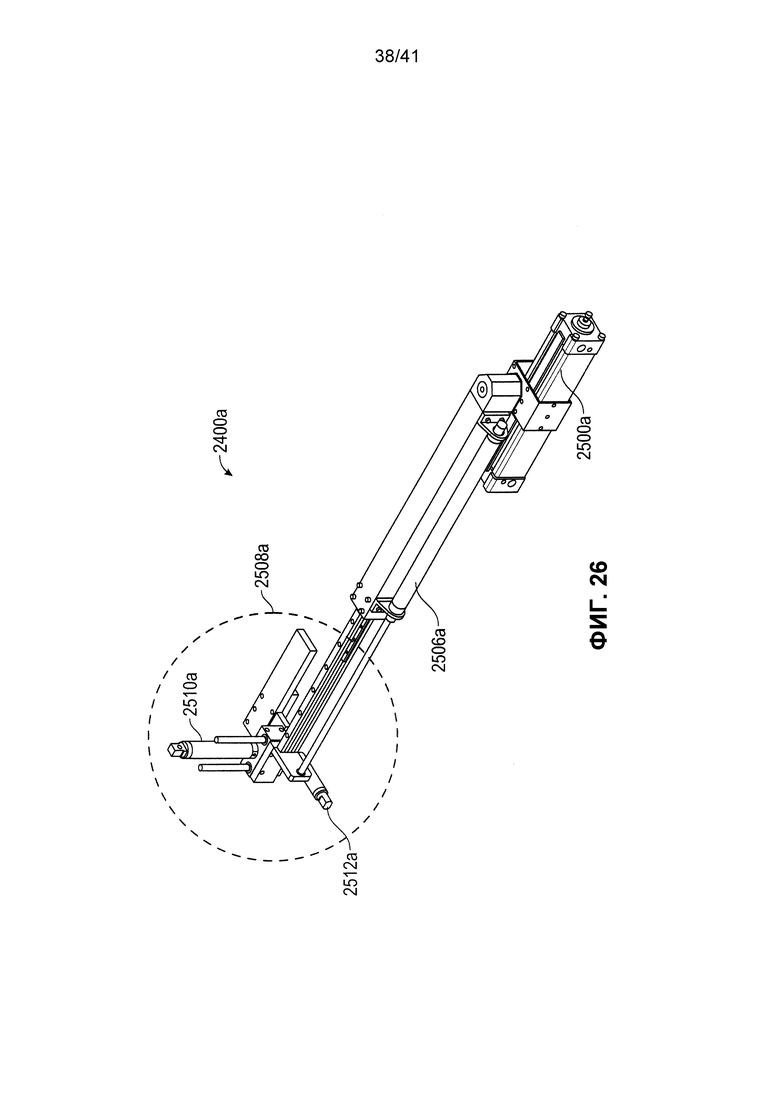
Фиг. 26 иллюстрирует вид в перспективе одного из примерных рычажных держателей вставок согласно фиг. 25.
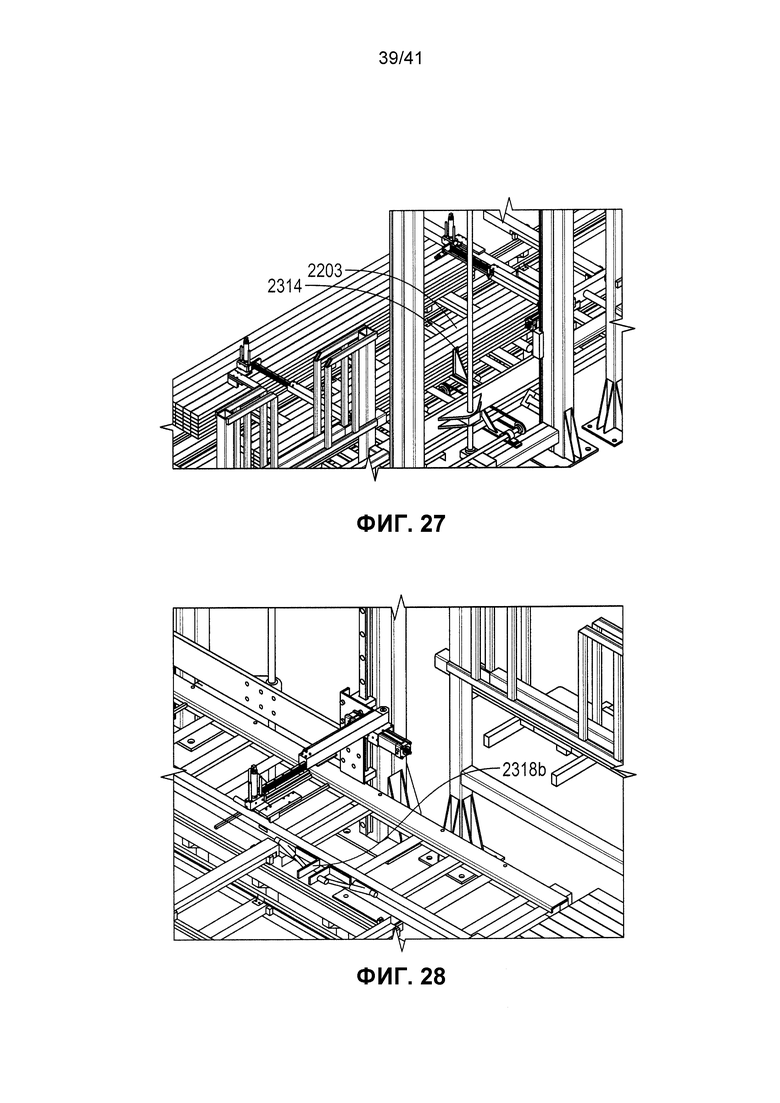
Фиг. 27 иллюстрирует вид в перспективе сзади примерного укладчика согласно фиг. 23 с примерным выталкивателем для выталкивания упаковки на настил цепей.
Фиг. 28 иллюстрирует увеличенный вид примерного укладчика согласно фиг. 23 с примерными демпферами.
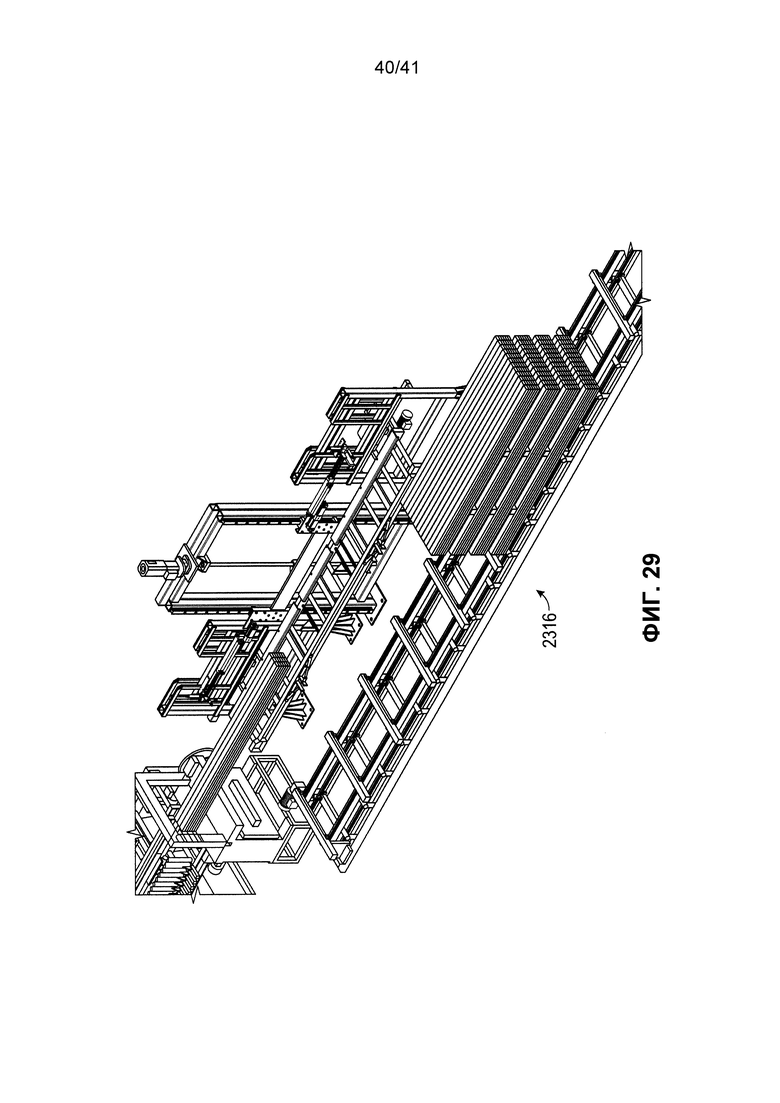
Фиг. 29 иллюстрирует вид в перспективе примерного укладчика согласно фиг. 23 с примерным поддоном профилей на примерном настиле цепей.
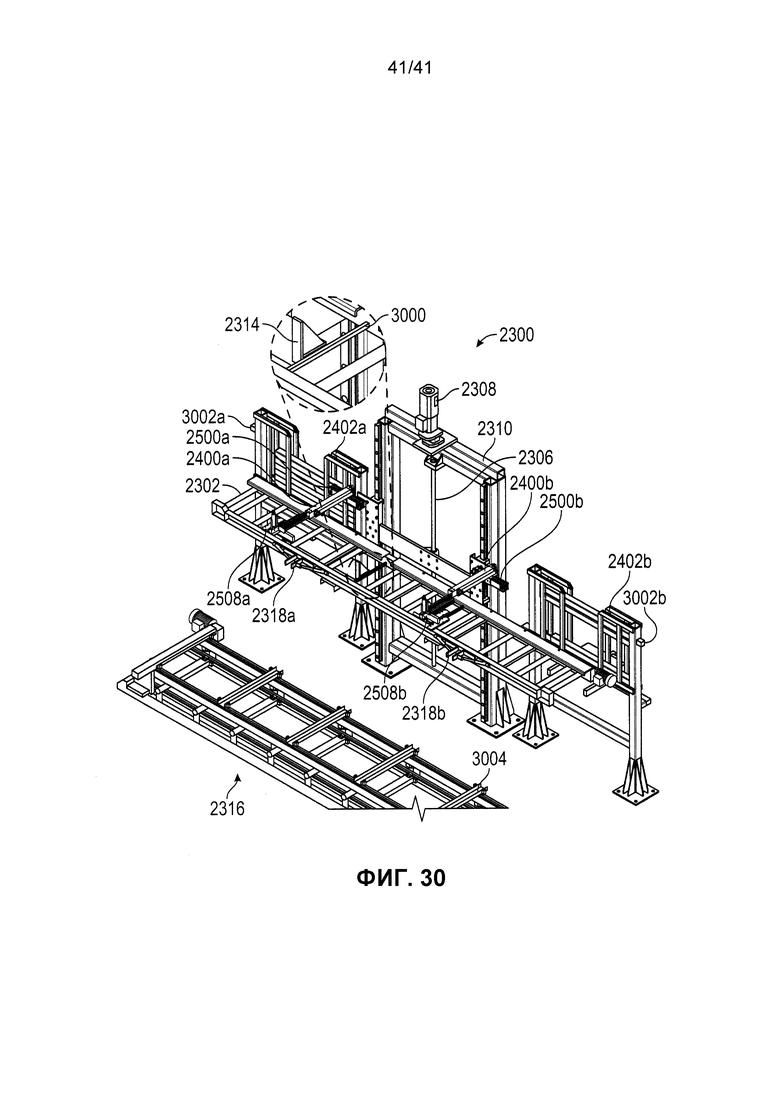
Фиг. 30 иллюстрирует вид в перспективе примерного укладчика согласно фиг. 23.
Некоторые примеры будут лучше поняты при рассмотрении в сочетании с представленными чертежами, которые иллюстрируют примеры. Однако следует понимать, что данные примеры не ограничиваются конструкциями и средствами, показанными на приложенных чертежах. По возможности, одинаковые ссылочные позиции будут использоваться на чертеже(ах) и в сопровождающем письменном описании для обозначения одинаковых или подобных частей. Фигуры приведены не в масштабе.
Подробное описание
В данном документе раскрыта примерная автоматическая упаковочная линия для упаковки профилей или форм, таких как, например, оцинкованные стальные профили, имеющие U-образную или С-образную форму сечения (например, поперечного сечения). В общем, U-образный или С-образный профиль имеет выпуклую сторону (например, внешнюю сторону, часть, поверхность, секцию, форму, кривую) и полую или вогнутую сторону (противоположную выпуклой стороне). В некоторых примерах U-образный или С-образный профиль образован двумя боковыми стенками (например, крыльями, отгибами, поверхностями и т.д.) и стенкой основания между двумя боковыми стенками. Примерная автоматическая упаковочная линия включает ротор. Примерная автоматическая упаковочная линия должна забирать профили из выпуска резака машины по изготовлению профиля. Машина по изготовлению профиля использует пластическое деформирование плоской поверхности (например, листа) и несколько роликов для преобразования плоской поверхности в профиль. Примерная автоматическая упаковочная линия размещает профили в рядах сдвоенных конструкций или двойных профилей, которые образуют меньший блок упаковки или мини-упаковку (например, мини-связку). Меньшие блоки упаковки обвязываются и передаются на опускающийся стол для создания упаковки определенного количества рядов и колонн мини-упаковок, которые далее обвязываются и укладываются на поддоны.
В данном документе раскрыты примерные автоматические упаковочные линии для упаковки профилей, имеющих U-образную или С-образную форму сечения, которые имеют выпуклую сторону и вогнутую сторону между двумя боковыми сторонами. Примерная автоматическая упаковочная линия включает первую конвейерную ленту, расположенную на выходе из устройства для профилирования или резака формовочной машины, для перемещения профилей с их вогнутыми сторонами, обращенными вверх, два поворотных выталкивателя для перемещения профилей в направлении, которое перпендикулярно первой конвейерной ленте, и вторую и третью конвейерные ленты, ориентированные перпендикулярно первой конвейерной ленте. Вторая и третья конвейерные ленты получают профили, перемещаемые двумя поворотными выталкивателями, и перемещают профили в направлении, которое перпендикулярно первой конвейерной ленте.
Примерная автоматическая упаковочная линия включает подвижный блок головки с перемещением вверх и вниз, включающий ротор для выполнения перемещения на 180 градусов. Ротор должен соединяться с первым профилем, перемещаемым второй и третьей конвейерными лентами и размещенным с его вогнутой стороной, обращенной вверх, и поворачивать первый профиль для размещения первого профиля с его вогнутой стороной, обращенной вниз, над вторым профилем с его вогнутой стороной, обращенной вверх, который перемещается второй и третьей конвейерными лентами под подвижным блоком головки, для образования сдвоенной конструкции. Сдвоенная конструкция образуется, когда одна из сторон первого профиля вставляется в вогнутой стороне второго профиля, и одна из сторон второго профиля вставляется в вогнутой стороне первого профиля.
Примерная автоматическая упаковочная линия включает два магнитных стопора, расположенных на соответственных концах второй и третьей конвейерных лент и на соответственных передних секциях двух передающих пластин. Эти два магнитных стопора перемещаются вверх и вниз ниже уровня двух передающих пластин, чтобы позволять второму профилю, перемещаемому под подвижным блоком головки второй и третьей конвейерными лентами, контактировать с этими двумя магнитными стопорами по передним секциям двух передающих пластин для предотвращения второго профиля от перемещения вперед, пока первый профиль в роторе не будет вставлен во втором профиле для образования сдвоенной конструкции. Примерная автоматическая упаковочная линия включает два пневматических привода с соответственными передающими рычажками одного направления. Эти два пневматических привода перемещают сдвоенную конструкцию оттуда, где она удерживается, с помощью двух магнитных стопоров в передних секциях двух передающих пластин, когда два магнитных стопора перемещаются вниз ниже уровня двух передающих пластин. Сдвоенная конструкция свободна для перемещения, когда два магнитных стопора находятся ниже уровня двух передающих пластин. Передающие пластины включают края листа, расположенные смежно второй и третьей конвейерным лентам, где перемещаются сдвоенные конструкции.
Примерная автоматическая упаковочная линия включает первый опускающийся стол, имеющий привод и стойки для обеспечения вертикального перемещения вверх и вниз и четыре пластины для обеспечения поперечного перемещения. Четыре пластины включают две вертикальные пластины перемещения и две горизонтальные пластины перемещения, приводимые в действие пневматическими цилиндрами. Пластины перемещаются для размещения сдвоенных конструкций в рядах, которые перекрываются для образования мини-упаковки. Примерная автоматическая упаковочная линия включает первый настил роликов для поддержки мини-упаковки, когда две вертикальные пластины перемещаются вниз ниже уровня первого настила роликов, и четвертую конвейерную ленту с подвижным стопором для перемещения мини-упаковки, образуемой на первом настиле роликов. Подвижный стопор включает пластину для опускания из положения выше, чем четвертая конвейерная лента, к уровню четвертой конвейерной ленты для выравнивания профилей мини-упаковки.
Примерная автоматическая упаковочная линия включает пневматический привод для приведения в действие прижимной пластины с датчиком, который сопровождает передачу мини-упаковки от первого настила роликов к четвертой конвейерной ленте, продольное устройство подачи мини-упаковок, которое является регулируемым по длине профилей для выравнивания с подвижным стопором и первым и вторым автоматическими обвязочными устройствами, отделенными вторым настилом роликов и расположенными на выпуске продольного устройства подачи мини-упаковок. Первое и второе автоматические обвязочные устройства обвязывают каждую мини-упаковку в двух или более местах.
Примерная автоматическая упаковочная линия включает третий настил роликов, расположенный на выпуске второго автоматического обвязочного устройства, по которому перемещается обвязанная мини-упаковка. Третий настил роликов имеет неподвижный стопор на конце, где обвязанная мини-упаковка удерживается. Примерная автоматическая упаковочная линия включает извлекатель мини-упаковок, имеющий кронштейн, соединенный с цепью, для перемещения обвязанной мини-упаковки, удерживаемой на третьем настиле роликов, в направлении, которое перпендикулярно третьему настилу роликов, второй опускающийся стол с четвертым настилом роликов для перемещения вертикально вниз для размещения каждой обвязанной мини-упаковки, перемещаемой извлекателем мини-упаковок, в рядах и колоннах для образования упаковки и третье обвязочное устройство для приема упаковки от второго опускающегося стола, причем второй опускающийся стол поднимает упаковку до рабочей плоскости. Каждая упаковка перемещается через четвертый настил роликов для обвязки в двух или более местах.
Примерная автоматическая упаковочная линия включает укладчик, расположенный на конце третьего обвязочного устройства. В некоторых примерах укладчик включает дугу и настил роликов с приводом, установленный спереди дуги, который перемещается вверх и вниз с помощью винта. Винт приводится в движение сверху приводом, и настил роликов с приводом приводится в движение редукторным двигателем, расположенным на одном конце. Настил роликов с приводом крепится подвижными штифтами, установленными на одной стороне настила роликов с приводом. Положение приема упаковки совпадает с рабочей плоскостью третьего обвязочного устройства. Укладчик включает выталкиватель, установленный на раме, поддерживающей настил роликов с приводом. Выталкиватель приводится в движение редукторным двигателем и линейными направляющими.
Также в некоторых примерах укладчик включает рычаги, удерживающие стержни, установленные на раме, поддерживающей настил роликов с приводом. Рычаги, удерживающие стержни, вращаются с помощью соответственных пневматических приводов и приводят в действие соответственные руки с помощью соответственных пневматических приводов. Рычаги, удерживающие стержни, выдвигают соответственные рычаги с помощью соответственных пневматических приводов. Укладчик включает загрузчики стержней, имеющие соответственные трубчатые конструкции и горизонтальные гильотины, которые должны приводиться в действие соответственными пневматическими двигателями. Горизонтальные гильотины обеспечивают стержни для рук соответственных рычагов, удерживающих стержни. Загрузчики стержней имеют соответственные полости стержней, которые являются регулируемыми для различных длин стержней с помощью соответственных рук. Укладчик включает настил цепей, имеющий трубчатую раму для поддержки валов ведущих и ведомых шестерней. Настил цепей включает цепь, приводимую в движение редукторным двигателем, расположенным на одном конце на звеньях, и перекладины для поддержки упаковки. Перекладины разнесены, чтобы позволять размещение нижних стержней во время обвязки, что размещает упаковки, отделенные стержнями, для образования поддона для транспортировки.
В некоторых примерных автоматических упаковочных линиях, когда датчик прижимной пластины обнаруживает мини-упаковку на первом настиле роликов, датчик одновременно приводит в действие четвертую конвейерную ленту и первый настил роликов для передачи мини-упаковки от подвижного стопора, чтобы оставлять пространство для сборки другой мини-упаковки.
В некоторых примерах ротор примерной автоматической упаковочной линии включает трубчатый корпус с полой секцией на каждом конце, образующей соответственные внутренние цилиндры. Внутренние цилиндры работают в качестве пневматических цилиндров для шести пневматических приводов, соединенных с ротором. Примерный ротор включает пневматическое поворотное соединение, соединенное с одним концом ротора, для связи первого одного из внутренних цилиндров с пневматическими приводами. Пневматическое поворотное соединение принимает сжатый воздух для обеспечения пневматических приводов. Примерный ротор в некоторых примерах также включает электрическое поворотное соединение, соединенное с другим концом ротора. Электрическое поворотное соединение подает питание на соленоиды для приведения в действие пневматических приводов и на датчики обнаружения профиля. Датчики обнаружения профиля обнаруживают профили, соединенные с ротором, и выполнение цикла поворота.
В некоторых примерах ротор включает подвижные вертикальные постоянные магниты и горизонтальные постоянные магниты для соединения профиля с ротором. Вертикальные постоянные магниты расположены в двух рядах, которые находятся в соответственных отсеках, параллельных продольной оси ротора, и которые расположены под углом 180° друг к другу. Отсеки включают отверстия в вертикальных листах отсеков, с которыми профиль связан. Перемещение вертикальных постоянных магнитов выставляет поверхности притяжения вертикальных постоянных магнитов через отверстия на вертикальных листах для притяжения профиля и удержания профиля за одну из его сторон. Горизонтальные постоянные магниты расположены перпендикулярно продольной оси ротора и расположены на концах ротора. Горизонтальные постоянные магниты расположены в соответственных отсеках, включающих горизонтальные листы с отверстиями, расположенными перпендикулярно продольной оси ротора, через которые профиль удерживается за его выпуклую сторону. Перемещение горизонтальных постоянных магнитов выставляет поверхности притяжения горизонтальных постоянных магнитов через отверстия в горизонтальных листах для притяжения профиля.
В некоторых примерах примерные вертикальные постоянные магниты соединены друг с другом с помощью соединительных стержней, которые должны поворачивать вертикальные постоянные магниты на 90° перпендикулярно продольной оси ротора. В некоторых примерах примерные вертикальные постоянные магниты должны поворачиваться на 90° с помощью пневматических приводов, воздействующих на соединительные стержни.
В некоторых примерах примерные горизонтальные постоянные магниты соединены друг с другом с помощью пневматических приводов, которые должны поворачивать горизонтальные постоянные магниты на 90° параллельно продольной оси ротора. В некоторых таких примерах горизонтальные постоянные магниты должны поворачиваться на 90° с помощью непосредственного действия пневматических приводов.
В некоторых примерах примерная автоматическая упаковочная линия отличается работой по назначению количества сдвоенных конструкций, включаемых в рядах, для образования мини-упаковки, используя сенсорный экран автоматической упаковочной линии. В некоторых таких примерах операция планируется программируемым логическим контроллером автоматической упаковочной линии. В некоторых примерах программируемый логический контроллер должен управлять компонентами автоматической упаковочной линии для упаковки профилей.
В некоторых примерах электрическое поворотное соединение ротора сообщает данные соленоидам и датчикам обнаружения профиля во время поворота, что позволяет ротору поворачиваться без потери соединения между системой управления и соленоидами и датчиками ротора.
Другая примерная упаковочная линия, раскрытая здесь, должна упаковывать профили, имеющие U-образную или С-образную форму сечения, образованную первой боковой стенкой, второй боковой стенкой и стенкой основания между первой и второй боковыми стенками. Примерная упаковочная линия включает первый конвейер и второй конвейер для передачи профилей. Первый конвейер и второй конвейер разнесены и параллельны друг другу. Примерная упаковочная линия также включает блок головки для перемещения вверх и вниз. Первый конвейер и второй конвейер должны передавать профили к области под блоком головки. Примерная упаковочная линия дополнительно включает ротор, поддерживаемый блоком головки, для соединения с первым профилем, перемещаемым первым и вторым конвейерами с вогнутой стороной первого профиля, обращенной вверх. Ротор должен вращать первый профиль так, что вогнутая сторона первого профиля обращается вниз над вторым профилем с вогнутой стороной второго профиля, обращенной вверх. Ротор должен освобождать первый профиль для вставки первого профиля во второй профиль для образования сдвоенной конструкции.
В некоторых примерах ротор включает корпус, первый набор магнитов, расположенных в первом ряду вдоль продольной оси корпуса, и второй набор магнитов, расположенных наружу от корпуса в направлении, которое перпендикулярно продольной оси корпуса. Первый набор магнитов должен зацеплять боковую стенку первого профиля, и второй набор магнитов должен зацеплять стенку основания первого профиля. В некоторых примерах магниты первого набора магнитов и второго набора магнитов являются поворачиваемыми вокруг их соответственных осей. В некоторых примерах ротор содержит первый привод для поворота магнитов первого набора магнитов вокруг их соответственных осей. Первый привод должен поворачивать магниты первого набора магнитов, чтобы сделать их обращенными перпендикулярно продольной оси корпуса для зацепления боковой стенки первого профиля, и должен поворачивать магниты первого набора магнитов, чтобы сделать их обращенными параллельно продольной оси корпуса для освобождения первого профиля. В некоторых примерах ротор включает соединительный стержень, соединенный между магнитами первого набора магнитов. Соединительный стержень должен одновременно поворачивать магниты первого набора магнитов. В некоторых примерах ротор включает второй привод и третий привод для перемещения магнитов второго набора магнитов. В некоторых таких примерах корпус ротора включает первую внутреннюю полость и вторую внутреннюю полость для образования внутренних цилиндров для управления первым, вторым и третьим приводами. В некоторых примерах ротор содержит пневматическое поворотное соединение на одном конце корпуса для подачи сжатой текучей среды к первой и второй внутренним полостям корпуса. Сжатая текучая среда должна управлять первым, вторым и третьим приводами. В некоторых примерах ротор включает электрическое поворотное соединение на противоположном конце корпуса по сравнению с пневматическим поворотным соединением. Электрическое поворотное соединение должно подавать питание на соленоиды для приведения в действие приводов.
В некоторых примерах ротор включает третий набор магнитов, расположенных во втором ряду вдоль продольной оси корпуса. Третий набор магнитов расположен на противоположной стороне корпуса по сравнению с первым набором магнитов. В таком примере ротор также включает четвертый набор магнитов, расположенных снаружи корпуса в направлении, которое противоположно второму набору магнитов. Третий набор магнитов должен зацеплять боковую стенку третьего профиля, и четвертый набор магнитов должен зацеплять стенку основания третьего профиля.
Примерный способ, раскрытый здесь, включает этап, на котором передают первый профиль к подвижной головке, несущей ротор. В примерном способе первый профиль имеет U-образную или С-образную форму сечения, образованную первой боковой стенкой, второй боковой стенкой и стенкой основания между первой и второй боковыми стенками. Примерный способ включает этапы, на которых соединяют первый профиль с ротором с вогнутой секцией первого профиля, обращенной вверх, поворачивают с помощью ротора первый профиль так, что вогнутая секция первого профиля становится обращенной вниз, передают второй профиль к подвижной головке с вогнутой секцией второго профиля, обращенной вверх, и освобождают первый профиль над вторым профилем для вставки одной из боковых стенок первого профиля в вогнутую секцию второго профиля и одной из боковых стенок второго профиля в вогнутую секцию первого профиля.
В некоторых примерах этап, на котором соединяют первый профиль с ротором, включает этап, на котором соединяют первую боковую стенку и основание первого профиля с ротором. В некоторых таких примерах этап, на котором соединяют первый профиль с ротором, включает этап, на котором приводят в действие первый набор магнитов, поддерживаемых ротором, для того чтобы сделать их обращенными к первой боковой стенке первого профиля. В таком примере первый набор магнитов расположен в ряду вдоль продольной оси ротора. В некоторых примерах этап, на котором приводят в действие первый набор магнитов, включает этап, на котором поворачивают магниты для обращения их в направлении, которое перпендикулярно первой стенке первого профиля. В некоторых примерах этап, на котором соединяют первый профиль, включает этап, на котором приводят в действие второй набор магнитов, поддерживаемых ротором, для того чтобы сделать их обращенными к стенке основания первого профиля. В таком примере второй набор магнитов расположен наружу от ротора в направлении, которое перпендикулярно продольной оси ротора. В некоторых примерах этап, на котором освобождают первый профиль, включает этап, на котором приводят в действие первый набор магнитов для того, чтобы сделать их обращенными в направлении, которое не перпендикулярно первой боковой стенке первого профиля, и этап, на котором приводят в действие второй набор магнитов для того, чтобы сделать их обращенными в направлении, которое не перпендикулярно стенке основания первого профиля.
В некоторых примерах этап, на котором поворачивают первый профиль, содержит этап, на котором поворачивают ротор на 180° вокруг продольной оси ротора.
В некоторых примерах первый профиль соединен с ротором вдоль первой стороны ротора, и способ дополнительно включает этап, на котором соединяют третий профиль с ротором вдоль второй стороны ротора, противоположной первой стороне ротора.
В некоторых примерах способ дополнительно включает этап, на котором подают сжатую текучую среду к ротору с помощью пневматического поворотного соединения, расположенного на одном конце ротора. В некоторых таких примерах способ дополнительно включает этап, на котором приводят в действие магниты, поддерживаемые ротором, с помощью сжатой текучей среды для соединения первого профиля с ротором и освобождения профиля от ротора.
Обращаясь теперь к фигурам, примерная автоматическая упаковочная линия 100 проиллюстрирована на фиг. 1. Примерная линия 100 включает конвейерную ленту 102 (например, главную конвейерную ленту), которая установлена на выпуске (например, выходе) режущей машины и/или машины по изготовлению профиля. Профили, имеющие U-образную или С-образную форму сечений, покидают режущую машину и передаются конвейерной лентой 102 с их вогнутыми сторонами, обращенными вверх. Профили передаются с помощью первого и второго поворотных выталкивателей 104а, 104b. В проиллюстрированном примере поворотные выталкиватели 104а, 104b имеют пневматические приводы. Поворотные выталкиватели 104а, 104b перемещают профили в направлении, которое перпендикулярно их направлению вдоль конвейерной ленты 102. В проиллюстрированном примере поворотные выталкиватели 104а, 104b перемещают профили от конвейерной ленты 102 и размещают профили на конвейерные ленты 106а, 106b, которые размещены перпендикулярно конвейерной ленте 102. Таким образом, поворотные выталкиватели 104а, 104b перемещают профили перпендикулярно от конвейерной ленты 102 по направлению к конвейерным лентам 106а, 106b.
Как проиллюстрировано на фиг. 1 и 2, конвейерные ленты 106а, 106b перемещают профили к головке 108 (например, блоку головки), которая несет ротор 110. Примерная головка 108 является подвижной вверх и вниз. Например, первый профиль 101 с его вогнутой стороной, обращенной вверх, выходит из режущей машины и поддерживается конвейерной лентой 102 до области (например, спереди поворотных выталкивателей 104а, 104b), где он смещается перпендикулярно с помощью поворотных выталкивателей 104а, 104b, которые расположены на или смежно конвейерной ленте 102. После смещения с помощью поворотных выталкивателей 104а, 104b, первый профиль 101 поддерживается на конвейерных лентах 106а, 106b, пока он не остановится рядом магнитов (например, вертикальных магнитов 812a-h и/или горизонтальных магнитов 816a-d, проиллюстрированных на фиг. 8 и раскрытых более подробно здесь), расположенных на роторе 110, который соединен с головкой 108. Для предотвращения первого профиля 101 от отталкивания или отскакивания обратно от магнитов ротора 110, применяются один или более стопоров. Как проиллюстрировано на примере на фиг. 1, проволочный стопор 112 соединен с боковой стороной конвейера 106b. Проволочный стопор 112 может быть регулируемым в зависимости от формы или профиля проволочного стопора 112. В некоторых примерах подобный проволочный стопор также соединен с конвейерной лентой 106а.
Как проиллюстрировано на примерах на фиг. 3 и 4, ротор 110 перемещает или передает профили для образования сдвоенных конструкций или двойных профилей. Сдвоенная конструкция образуется, например, когда одна сторона первого профиля вставляется в вогнутую сторону второго профиля так, что одна сторона второго профиля также вставляется в вогнутую сторону первого профиля. Другими словами, внешняя поверхность (например, плоскость) одной стороны первого профиля связана (например, соединена, размещена рядом с, зацеплена с) с внутренней поверхностью (например, плоскостью) одной стороны второго профиля, и внутренняя поверхность другой стороны первого профиля связана с внешней поверхностью другой стороны второго профиля.
Для создания сдвоенной конструкции, например, первый профиль 101 размещается на магнитах (фиг. 2) ротора 110, и ротор 110 делает два одновременных или последовательных перемещения: вращение и вертикальное перемещение (например, перемещение вверх или вниз). Фиг. 3 иллюстрирует первый профиль 101 и второй профиль 103, которые используются для создания сдвоенной конструкции. Первый профиль 101, который соединен (например, прикреплен) с ротором 110, вращается и перемещается с помощью ротора 110. Пример сдвоенной конструкции 105, образованной первым и вторым профилями 101, 103, проиллюстрирован на фиг. 4. Вращательное и вертикальное перемещения производятся сервоприводами 500, 502, соответственно, например, как проиллюстрировано на фиг. 5. В некоторых примерах перемещения запрограммированы для одновременного функционирования.
Для создания сдвоенной конструкции 105 ротор 110 поворачивает первый профиль 101 на 180 градусов (например, вокруг оси ротора 110), когда второй профиль 105 сдвоенной конструкции размещен ниже головки 108 и ротора 110. Конкретно, второй профиль 105 перемещается, пока второй профиль, не достигнет магнитных блоков или стопоров 504а, 504b (фиг. 5 и б). Как проиллюстрировано на примере на фиг. 5 и 6, два магнитных стопора 504а, 504b расположены на обеих сторонах головки 108, выходя за расстояние, на котором ротор 110 приводится в движение. Магнитные стопоры 504а, 504b расположены вблизи первой (например, передней) части двух передающих пластин 700а, 700b (фиг. 7), соответственно. Магнитные стопоры 504а, 504b перемещаются вверх и вниз примерно на уровень двух передающих пластин 700а, 700b. Это перемещение вверх позволяет второму профилю 103 удерживаться одной из его сторон, пока ротор 110 не разместит первый профиль 101 сверху второго профиля. Перемещение вниз магнитных стопоров 504а, 504b освобождает оба профиля для создания сдвоенной конструкции 105. Поворот на 180 градусов ротора 110 размещает первый профиль 101 с его вогнутой стороной, обращенной вниз. Второй профиль 103 с его вогнутой стороной, обращенной вверх, удерживается двумя магнитными стопорами 504а, 504b, пока ротор 110 не переместится вниз и не освободит (например, с помощью приведения в действие магнитов ротора 110) первый профиль 101 с вогнутой стороной, обращенной вниз, на втором профиле 103, что создает сдвоенную конструкцию 105. В то время как ротор 110 создает сдвоенную конструкцию 105, другой профиль передается к ротору 110 конвейерными лентами 106а, 106b. Например, как проиллюстрировано на фиг. 4, третий профиль 107 размещен спереди ротора 110.
Вид в перспективе сверху примерного ротора 110 проиллюстрирован на фиг. 8А, и вид в сечении (по линии 8В-8В на фиг. 8А) примерного ротора 110 проиллюстрирован на фиг. 8В. Дополнительно, другой вид в перспективе сверху примерного ротора 110 проиллюстрирован на фиг. 8С, вид в сечении (по линии 8D-8D на фиг. 8С) примерного ротора 110 проиллюстрирован на фиг. 80, и вид в перспективе снизу примерного ротора 110 проиллюстрирован на фиг. 8Е. Ротор 110 может быть выполнен, например, в виде металлического корпуса, например, из дюралюминия или любого другого металла. В проиллюстрированном примере ротор 110 включает корпус или вал 800 (например, трубу). Вал 800 имеет первую внутреннюю полую секцию 802а и вторую внутреннюю полую секцию 802b, которые работают в качестве пневматических элементов для одного или более пневматических приводов. В проиллюстрированном примере ротор 110 включает шесть пневматических приводов. Конкретно, ротор 110 включает первый пневматический привод 804а, второй пневматический привод 804b, третий пневматический привод 8 04 с, четвертый пневматический привод 804d, пятый пневматический привод 804е и шестой пневматический привод 804f.
В проиллюстрированном примере ротор 110 включает пневматическую поворотную муфту или соединение 80 6, которое продолжается от одного конца вала 800, и электрическую поворотную муфту или соединение 8 08, которое продолжается от другого, конца вала 800. Пневматическое поворотное соединение 806 соединяет одну из внутренних полых секций 802а, 802b (фиг. 8В и 8D) с приводами 804a-f. Пневматическое поворотное соединение 806 позволяет сжатому воздуху подаваться к приводам 804a-f (например, к пневматическим приводам приводов 804a-f). Электрическое поворотное соединение 808 подает питание (например, электрическую энергию) для приведения в действие соленоидов (например, клапанов) приводов 804a-f и датчика, который обнаруживает профили. Электрическое поворотное соединение 808 посылает (например, передает) информацию для приведения в действие (например, открытия) соленоидов, а также данные датчика. Датчики обнаруживают, когда имеется профиль, прикрепленный к магнитам, и начинается цикл поворота.
Как проиллюстрировано на фиг. 8А, 8С и 8Е, ротор 110 включает первый корпус 810а (например, отсек, место, отделение) и второй корпус 810b, которые расположены параллельно и вдоль вала 800 (например, вдоль продольной оси ротора 110). Первый ряд вертикальных магнитов 812а, 812b, 812с, 812d расположен в первом корпусе 810а, и второй ряд вертикальных магнитов 812е, 812f, 812g, 812h (на обратной стороне ротора 110, подобно, но противоположно первому ряду вертикальных магнитов 812a-812d, как проиллюстрировано на фиг. 8Е) расположен во втором корпусе 810b. Вертикальные магниты 812a-812h могут быть, например, постоянными магнитами. Вертикальные магниты 812a-812h расположены в двух параллельных рядах на противоположных сторонах (например, которые находятся под углом 180 градусов друг к другу) вала 800 ротора 110. Фиг. 9 иллюстрирует пример ротора 110 с участком первого корпуса 810а, удаленным, чтобы показать первый ряд вертикальных магнитов 812a-812d.
В проиллюстрированном примере на фиг. 8А, 8С, 8Е и 9 ротор 110 включает первый корпус 814а, второй корпус 814b, третий корпус 814 с и четвертый корпус 814d, которые продолжаются перпендикулярно валу 800. Первый, второй, третий и четвертый корпуса 814a-814d содержат первый, второй, третий и четвертый горизонтальные магниты 816а, 816b, 816с, 816d, соответственно. Горизонтальные магниты 816a-816d могут быть, например, постоянными магнитами. В проиллюстрированном примере ротор 110 является симметричным, так, что он имеет вертикальные магниты и горизонтальные магниты в противоположных направлениях на противоположных сторонах ротора 110.
В проиллюстрированном примере вертикальные магниты 812а-812h должны удерживать профили за боковые стенки (например, за внешнюю поверхность профиля и/или за выпуклую сторону), тогда как горизонтальные магниты 816a-816d должны удерживать профили за основания (например, на выпуклой стороне). Фиг. 10 и 11 иллюстрируют примерный ротор 110, удерживающий первый профиль 101 на одной стороне ротора 110. Например, первый ряд вертикальных магнитов 812a-812d (фиг. 8А и 8С) удерживает одну боковую стенку первого профиля 101, тогда как первый и второй горизонтальные магниты 816а, 816b удерживают основание первого профиля 101. Как только захватывается первый профиль 101, ротор 110 начинает его перемещение вверх (например, с помощью головки 108) и вращение. Ротор 110 поворачивается на 180 градусов так, что первый профиль 101 обращается вниз. Это перемещение создается сервоприводами 500, 502 (фиг. 5 и 6). В то же время второй профиль 103 (фиг. 3) или следующий профиль размещается ниже ротора 110 и останавливается у магнитных стопоров 504а, 504b. Далее ротор 110 перемещается вниз, и пневматические приводы 804a-804f работают для приведения в действие (например, путем вращения) вертикальных и горизонтальных магнитов 812а-812d, 816а, 816b для освобождения первого профиля 101 на второй профиль 103, который размещается ниже. После освобождения первого профиля 101 вертикальные и горизонтальные магниты 812е-812h, 816с, 816d на другой стороне ротора 110 способны извлекать следующий профиль для образования другой сдвоенной конструкции. Эта сторона ротора 110 работает подобно первой стороне ротора 110. Ротор 110 соответствует ширине профиля, который изготавливается. Магниты (например, вертикальные и горизонтальные магниты 812e-812h, 816с, 816d) начинают работать, как только профиль обнаруживается датчиками.
Как здесь раскрыто, вертикальные магниты 812a-812h расположены в параллельных рядах, смежных валу 800 ротора 110. Эти ряды расположены под углом 180° к другим рядам на противоположных сторонах вала 800. Вертикальные магниты 812а-812h являются вращаемыми (например, поворачиваемыми) примерно на 90°. Как проиллюстрировано в примере на фиг. 9, 10 и 11, вертикальные магниты 812a-812h находятся между (например, соединенные друг с другом) сцепляющими стержнями или соединительными стержнями 900, и имеют вращательное перемещение на 90°. Таким образом, вертикальные магниты 812a-812h могут быть повернуты приблизительно на 90° от положения, в котором они обращены в направлении, которое параллельно валу 800 (например, продольной оси ротора 110 или вала 800), в направлении, которое перпендикулярно валу 800. Это определяет выставление рядов вертикальных магнитов 812a-812h на каждой стороне ротора 110, когда выполняется перемещение (например, вращение) на 90°. Перемещение приблизительно на 90° вертикальных магнитов 812a-812h выполняется с помощью двух пневматических приводов (например, пневматических приводов 804е, 804f). Каждый из пневматических приводов приводит в действие один из рядов вертикальных магнитов 812a-812d, 812e-812h, связанных соединительными стержнями 900.
Линейное перемещение одного из пневматических приводов (например, пневматического привода 804е) воздействует на первый соединительный стержень одного ряда (например, первого ряда вертикальных магнитов 812a-812d), и перемещение передается вертикальным магнитам 812a-812d, превращаясь во вращательное перемещение. Подобным образом такое же перемещение происходит с помощью другого пневматического привода на другой стороне.
Фиг. 10 иллюстрирует пример третьего и четвертого вертикальных магнитов 812с, 812d в перпендикулярном положении, в котором их поверхности направлены наружу для удержания боковой стороны первого профиля 101. Фиг. 11 иллюстрирует пример того, когда соединительный стержень 90 0 перемещается для поворота третьего и четвертого вертикальных магнитов 812с, 812d в параллельное положение, в котором их поверхности параллельны валу 800 (например, продольной оси вала 800) и, таким образом, не обращены наружу для удержания боковой стороны первого профиля 101.
В проиллюстрированном примере на фиг. 8А, 8С и 8Е первый корпус 810а включает множество отверстий 818а, 818b, 818с, 818d (например, окон, щелей и т.д.) для соответственных вертикальных магнитов 812a-812d, и второй корпус 810b включает множество отверстий 818е, 818f, 818g, 818h для соответственных вертикальных магнитов 812e-812h. Примерный ротор 110 проиллюстрирован на фиг. 12 без вертикальных магнитов 812a-812d для иллюстрирования отверстий 818a-818d первого корпуса 810а. Перемещение вертикальных магнитов 812a-812h позволяет поверхностям вертикальных магнитов 812a-812h выставляться или направляться на профиль (например, первый профиль 101) через соответственные отверстия 818a-h для того, чтобы удерживать профиль за одну из его сторон.
В проиллюстрированном примере на фиг. 8А, 8С, 8Е и 12 первый, второй, третий и четвертый корпуса 814a-814d для соответственных горизонтальных магнитов 816a-816d включают соответственные отверстия 820а, 820b, 820с, 820d. Горизонтальные магниты 816a-816d расположены на краях или концах двух рядов вертикальных магнитов 812a-812h (например, вблизи концов ротора 110), где расположены корпуса 810а, 810b для вертикальных магнитов. В проиллюстрированном примере имеются два горизонтальных магнита 816a-812d на ряд (например, первый и второй горизонтальные магниты 816а, 816b на одной стороне для одного ряда и третий и четвертый горизонтальные магниты 816 с, 816d на другой стороне для другого ряда). Перемещение горизонтальных магнитов 816a-816d позволяет поверхностям горизонтальных магнитов 816a-816d выставляться или направляться на профиль (например, первый профиль 101) через соответственные отверстия 820a-820d. Горизонтальные магниты 816a-816d осуществляют перемещение приблизительно на 90° под воздействием пневматических приводов 804a-804d, которые позволяют горизонтальным магнитам 816a-816d оставаться или не оставаться в контакте с профилем, когда требуется. Каждый из горизонтальных магнитов 816a-816d расположен за каждым дюралюминиевым корпусом одного перфорированного листа или корпуса 814a-814d, показывая или не показывая магнитную поверхность через отверстия 820a-820d при выполнении перемещения на 90 градусов. Для того чтобы иметь лучшее представление о конструкции горизонтальных магнитов 816а-816d, рассматривается вид ротора на обеих сторонах рядов, где расположены вертикальные магниты 812a-812h. В ряду, куда входят горизонтальные магниты 816a-816d, имеется верхняя часть горизонтальных магнитов 816а, 816b, которая обращена вниз, тогда как в другом ряду горизонтальные магниты 816 с, 816d обращены вверх.
В проиллюстрированном примере первый и второй корпуса 810а, 810b и корпуса 814a-814d образуют опоры или буферы для удержания профиля (например, первого профиля 101). Другими словами, боковая сторона профиля может быть размещена смежно или вдоль одного из первого или второго корпусов 810а, 810b, и основание или выпуклая сторона профиля может быть размещена смежно или вдоль соответственных корпусов 814a-814d на той же стороне.
Фиг. 13А-13Е иллюстрируют виды в перспективе ротора 110 во время примерной последовательности, при которой ротор 110 поворачивает первый профиль 101. Фиг. 13F-13J иллюстрируют виды сбоку ротора 110 в примерных положениях на фиг. 13А-13Е, соответственно. Например, на фиг. 13А и соответствующей фиг. 13Е первый ряд вертикальных магнитов 812а (см. фиг. 8А и 8С), 812b (см. фиг. 8А и 8С), 812с, 812d (см. фиг. 8А и 8С) и первый и второй горизонтальные магниты 816а, 816b (см. фиг. 8А и 8С) обращены к их соответственным отверстиям 818a-818d (см. фиг. 8А и 8С), 820а (см. фиг. 8А и 8С), 820b (см. фиг. 8А и 8С) для удержания первого профиля 101 (например, с помощью магнитного притяжения). В проиллюстрированном примере первый профиль 101 размещен с его вогнутой стороной, обращенной вверх. Первый ряд вертикальных магнитов 812а (см. фиг. 8А и 8С), 812b (см. фиг. 8А и 8С), 812с, 812d (см. фиг. 8А и 8С) зацепляет одну из сторон первого профиля 101, и первый и второй горизонтальные магниты 816а, 816b (см. фиг. 8А и 8С) зацепляют внешнюю поверхность основания или выпуклой стороны первого профиля 101. Как проиллюстрировано, боковая сторона первого профиля 101 опирается на первый корпус 810а (см. фиг. 8А и 8С), и основание опирается на первый и второй корпуса 814а (см. фиг. 8А и 8С), 814b (см. фиг. 8А и 8С) горизонтальных магнитов 816а, 816b (см. фиг. 8А и 8С). На фиг. 13В и соответствующей фиг. 13С ротор 110 поворачивается вокруг его продольной оси. На фиг. 13С и соответствующей фиг. 13Н ротор 100 поворачивает первый профиль 101 на 90° (например, так, что вогнутая сторона профиля является боковой или горизонтальной). На фиг. 130 и соответствующей фиг. 131 ротор 110 продолжает поворачиваться вокруг его продольной оси. На фиг. 13Е и соответствующей фиг. 13 и ротор 110 поворачивает первый профиль 101 на 180°, и профиль удерживается вверх дном с его вогнутой стороной, обращенной вниз.
Фиг. 14 иллюстрирует пример головки 108 и ротора 110, принимающего первый профиль 101. В проиллюстрированном примере участок головки 108 и/или ротора 110 удален, чтобы показать механизм, который позволяет перемещение вверх и вниз и вращение ротора 110. Как проиллюстрировано на увеличенном виде, первый ряд вертикальных магнитов 812а (см. фиг. 8А и 8С), 812b, 812с, 812d (см. фиг. 8А и 8С) замкнут или находится в перпендикулярном положении для приема и удержания первого профиля 101. Первый и второй горизонтальные магниты 816а, 816b (см. фиг. 8А и 8С) на первой стороне ротора 110 разомкнуты или находятся в отдалении. Фиг. 15 иллюстрирует вращение первого профиля 101, когда он поддерживается первым и вторым горизонтальными магнитами 816а, 816b (см. фиг. 8А и 8С) (например, и первым рядом вертикальных магнитов 812a-812d, которые проиллюстрированы на фиг. 8А и 8С). Магнитные стопоры 504а, 504b (см. фиг. 6) приводятся в действие и ожидают второй профиль 103. Магнитные стопоры 504а, 504b (см. фиг. 6) приводятся в действие или приводятся в движение вверх и ожидают второй профиль 103 для зацепления магнитных стопоров 504а, 504b (см. фиг. 6). Когда магнитные стопоры 504а, 504b (см. фиг. 6) не приводятся в движение вверх, магнитные стопоры 504а, 504b (см. фиг. 6) перемещаются вниз (например, магнитные стопоры 504а, 504b (см. фиг. 6) смещаются в положение вниз) и позволяют проходить сдвоенной конструкции (например, после того как сдвоенная конструкция была образована путем размещения первого профиля 101 на втором профиле 103). Фиг. 16 иллюстрирует увеличенный вид сдвоенной конструкции 105. В проиллюстрированном примере вертикальные магниты 812а (см. фиг. 8А и 8С), 812b (см. фиг. 8А и 8С), 812с, 812d (см. фиг. 8А и 8С) и первый и второй горизонтальные магниты 816а, 816b (см. фиг. 8А и 8С) размыкаются (например, вращаются) для освобождения первого профиля 101 сверху второго профиля 103 для создания сдвоенной конструкции 105.
Как проиллюстрировано на фиг. 7 и 17, как только изготавливается сдвоенная конструкция 105, два магнитных стопора 504а (см. фиг. 6), 504b (см. фиг. 16) перемещаются вниз ниже уровня двух передающих пластин 700а, 700b, чтобы позволять смещение к концу передающих пластин 700а, 700b (например, к задней секции или области передающих пластин 700а, 700b) с помощью пары пневматических приводов 702а, 702b, которые устанавливают набор рычажков 704а, 704b, соответственно. Рычажки 704а, 704b убираются, чтобы позволять проходить сдвоенной конструкции 105, и далее рычажки 704а, 704b перемещаются вверх для предотвращения сдвоенной конструкции 105 от отталкивания или перемещения обратно. Рычажки 704а, 704b расположены на боковых сторонах передающих пластин 700а, 700b, соответственно. Этот механизм перемещает сдвоенную конструкцию 105 вдоль передающих пластин 700а, 700b.
В проиллюстрированном примере пневматические приводы 702а, 702b позволяют рычажкам 704а, 704b толкать сдвоенную конструкцию 105 от начала передающих пластин 700а, 700b, когда два магнитных стопора 504а (см. фиг. 6), 504b (см. фиг. 16) перемещаются вниз ниже двух передающих пластин 700а, 700b. Это операция повторяется согласно количеству сдвоенных конструкций в ряду для образования мини-упаковки или меньшего блока упаковки. В некоторых примерах эта операция управляется и/или регулируется с помощью сенсорного экрана (например, пользовательского интерфейса) оборудования.
Как только ряд сдвоенных конструкций завершается (например, ряд трех сдвоенных конструкций), ряд сдвоенных конструкций перемещается вниз на указанную высоту с помощью опускающегося стола 1700, как проиллюстрировано на фиг. 17. Увеличенный вид примерного опускающегося стола 1700 проиллюстрирован на фиг. 19. Опускающийся стол 1700 объединяет вертикальное перемещение вверх/вниз, передаваемое сервоприводом 1702 и стойками 1704а, 1704b, и поперечное перемещение множества пластин (например, четырех пластин), приводимых в движение пневматическими приводами. В проиллюстрированном примере опускающийся стол 1700 включает две вертикальные пластины 1706а, 1706b (например, подвижные пластины) и две горизонтальные пластины 1708а, 1708b (например, неподвижные пластины).
В проиллюстрированном примере на фиг. 17 и 19 передающие пластины 700а, 700b выполнены в виде металлических краев, которые расположены смежно конвейерным лентам 106а, 106b. Когда ротор 110 (фиг. 7) освобождает сдвоенную конструкцию, ротор 110 размещает сдвоенную конструкцию между передающими пластинами 700а, 700b. Далее рычажки 704а, 704b перемещают сдвоенную конструкцию до пластин 1706а, 1706b, 1708а, 1708b. Эта операция может быть выполнена повторно. Как только создается последняя сдвоенная конструкция, рычажки 704а, 704b перемещают последнюю сдвоенную конструкцию, таким образом, все сдвоенные конструкции размещаются на пластинах 1706а, 1706b, 1708а, 1708b. Рычажки 704а, 704b соединены с и приводятся в движение пневматическими приводами 702а, 702b соответственно. Рычажки 704а, 704b перемещают сдвоенную конструкцию к вертикальным пластинам 1706а, 1706b (которые работают для перемещения в вертикальном смещении) и к горизонтальным пластинам 1708а, 1708b (которые работают для перемещения в горизонтальном смещении).
Когда последняя сдвоенная конструкция перемещается на пластине 1706а, 1706b, 1708а, 1708b, горизонтальные пластины 1708а, 1708b (например, неподвижные пластины) убираются, чтобы позволять вертикальным пластинам 1706а, 1706b (например, подвижным пластинам) перемещаться вниз на определенную высоту. В то время как горизонтальные пластины 1708а, 1708b убираются, рычажки 704а, 704b удерживают ряд сдвоенной конструкции, как раскрыто здесь. После того как вертикальные пластины 1706а, 1706b перемещаются вниз на заданную высоту, горизонтальные пластины 1708а, 1708b сдвигаются с места, до того как следующая сдвоенная конструкция будет изготовлена. Эта операция повторяется столько раз, сколько рядов сдвоенных конструкций принимает мини-упаковка или наименьший блок упаковки. Эта операция запрограммирована в главном программируемом логическом контроллере (PLC) автоматической упаковочной линии 100. В некоторых примерах автоматическая упаковочная линия 100 включает экран (например, пользовательский интерфейс), который позволяет регулирование количества рядов и колонн, которые создают мини-упаковку. Регулирование количества рядов и колонн перепрограммирует PLC.
Фиг. 18A-18F иллюстрируют примерную работу опускающегося стола 1700. В проиллюстрированном примере на фиг. 18А сдвоенная конструкция 105 и вторая сдвоенная конструкция 1800 размещены на передающих пластинах 700а (фиг. 17), 700b (фиг. 17), и рычажки 704а (фиг. 17), 704b (фиг. 17) перемещаются пневматическими приводами 702а (фиг. 17), 702b (фиг. 17), которые несут сдвоенные конструкции 105, 1800 до пластин 1706а, 1706b, 1708а, 1708b опускающегося стола 1700. Как только перемещается последняя сдвоенная конструкция (например, из ряда), пластины 1706а, 1706b, 1708а, 1708b перемещаются обратно для ожидания следующего ряда, как проиллюстрировано на фиг. 18 В, тогда как рычажки 704а, 704b (фиг. 17) удерживают ряд сдвоенных конструкций 105, 1800. С рядом сдвоенных конструкций 105, 1800 на вертикальных пластинах 1706а, 1706b опускающийся стол 1700 перемещается вниз, как проиллюстрировано на фиг. 18С. Когда следующий ряд сдвоенных конструкций, и третья сдвоенная конструкция 1802, и четвертая сдвоенная конструкция 1804 завершаются, горизонтальные пластины 1708а, 1708b перемещаются, как проиллюстрировано на фиг. 180. Рычажки 704а, 704b (фиг. 17) подводятся к новому ряду сдвоенных конструкций 1802, 1804, и горизонтальные пластины 1708а, 1708b убираются, и сдвоенные конструкции 1802, 1804 размещаются на предыдущем ряду сдвоенных конструкций 105, 1800, как проиллюстрировано на фиг. 18Е, которые удерживаются двумя вертикальными пластинами 1706а, 1706b. Когда количество рядов завершается, пластины 1706а, 1706b, 1708а, 1708b убираются, чтобы оставлять мини-упаковку 1806 на настиле роликов, как проиллюстрировано на фиг. 18Е.
Как только необходимое количество сдвоенных конструкций для создания мини-упаковки 180 6 завершается, вертикальные пластины 1706а, 1706b перемещаются вниз ниже первого настила роликов 1710 (например, роликового настила) (фиг. 17), так что мини-упаковка 1806 размещается на первом настиле роликов 1710. Как проиллюстрировано в примере на фиг. 20, когда мини-упаковка 1806 (например, имеющая четыре сдвоенных конструкций) размещается на настиле роликов 1710, пневматический привод 2000 (например, пневматический исполнительный механизм) активируется для приведения в движение прижимной пластины 2002 (например, прижимного рычага) для перемещения мини-упаковки 1806 к конвейерной ленте 2004. Датчик расположен на пластине 2002 для обнаружения, когда мини-упаковка 1806 лежит на первом настиле роликов 1710. Когда датчик обнаруживает это, датчик активирует одновременно конвейерную ленту 2004 и первый настил роликов 1710 для переноса мини-упаковки 1806 к подвижному стопору (например, подвижному стопору 2100 на фиг. 21) и освобождения пространства для возврата обратно и сборки другой мини-упаковки.
Как проиллюстрировано на фиг. 21, мини-упаковка 1806 упирается в подвижный стопор 2100. Подвижный стопор 2100 расположен на конвейерной ленте 2004. Когда активируется продольное подающее устройство 2102 (например, устройство подачи мини-упаковок, устройство подачи по длине), которое является регулируемым согласно длине профиля(ей), который(ые) изготавливае(ю)тся, оно позволяет выравнивание профилей по подвижному стопору 2100. Подвижный стопор 2100 перемещается по направляющей 2103 (например, шлюзу), расположенной на конвейерной ленте 2004. Это перемещение позволяет регулирование положения подвижного стопора 2100 согласно длине мини-упаковки 1806. Как только эта операция выполнена, два автоматических обвязочных устройства 2104а, 2104b (например, обвязочные машины, обвязочные инструменты) активируются. Способ обвязки включает этап, на котором стягивают с помощью высокопрочной пластиковой ленты концы и/или центральную секцию (например, область, место, положение) мини-упаковки 1806. В зависимости от длины профилей мини-упаковки 1806, могут потребоваться дополнительные ленты (например, две ленты, четыре ленты и т.д.). Как только мини-упаковка 1806 стянута, оборудование (например, обвязочные устройства 2104а, 2104b) подтягивает ленту(ы), и далее оба конца ленты нагреваются до расплавления и склеиваются. Как только лента закреплена (например, приклеена, зафиксирована и т.д.), эта операция повторяется, и мини-упаковка 1806 обвязывается.
В конце этой операции подвижный стопор 2100 перемещается вверх, и второй настил роликов 2106 и третий настил роликов 2108 приводятся в движение. Обвязанная мини-упаковка 1806 перемещается до неподвижного стопора 2110, установленного на третьем настиле роликов 2108. В этом положении мини-упаковка обнаруживается и останавливается на третьем настиле роликов 2108.
Как проиллюстрировано на фиг. 22, обвязанная мини-упаковка 1806 перемещается перпендикулярно ее продольной оси с помощью выталкивателя 2200 мини-упаковок от третьего настила роликов 2108 ко второму опускающемуся столу 2202, где упаковка изготавливается. В некоторых примерах второй опускающийся стол 2202 больше (например, более надежный), чем первый опускающийся стол 1700, который имеет конструкцию, состоящую из профилей UPN (U-образные стальные профили изогнутых сторон). Второй опускающийся стол 2202 поддерживается линейными направляющими, которые удерживают стол параллельно упаковочной линии. Перемещение второго опускающегося стола 2202 вверх и вниз достигается с помощью шестерни сервомеханизма, которая вращает приводной вал с двумя шестернями на его концах. Две шестерни зацепляются с двумя неподвижными стойками со структурой UPN, и шестерни/стойки передают перемещение вверх и вниз второму опускающемуся столу 2202.
В проиллюстрированном примере выталкиватель 2200 мини-упаковок собирается выше третьего настила роликов 2108, и второй опускающийся стол 2202 включает одну опору, прикрепленную к цепи. При вытягивании цепи опора толкает мини-упаковку 1806 по направлению ко второму опускающемуся столу 2202. В зависимости от количества (например, величины) рядов и колонн, второй опускающийся стол 2202 перемещается вниз до того, как конфигурация будет завершена.
После достижения необходимого количества мини-упаковок для образования упаковки 2203, второй опускающийся стол 2202 поднимается на уровень автоматического обвязочного устройства 2204 (например, обвязочной машины, обвязочного инструмента) для обвязки упаковки 2203. В проиллюстрированном примере второй опускающийся стол 2202 включает четвертый настил роликов 2206. Четвертый настил роликов 2206 активируется для передачи упаковки 2203 в первое положение. Как только упаковка 2203 обнаружена (например, автоматически), процесс обвязки, при наличии связки высокопрочной пластиковой ленты на концах каждой упаковки, осуществляется таким же образом, как описано для первой линии обвязки. Количество лент зависит от длины упаковки. Например, упаковка может быть обвязана в более чем двух положениях или местах. Как только упаковка 2203 закреплена (например, крепко обвязана), оборудование (например, автоматическое обвязочное устройство 2204) подтягивает ленту(ы), и далее нагреваются оба конца для расплавления и склеивания. Как только лента склеена, эта операция повторяется, и упаковка 2203 обвязывается. Четвертый настил роликов 2206 приводится в движение для передачи упаковки 2203 к укладчику 2300 (например, оборудованию укладки на поддоны, машине укладки на поддоны), проиллюстрированному на фиг. 23.
В проиллюстрированном примере на фиг. 23 упаковка 2203 принимается пятым настилом роликов 2302 (например, настилом роликов с приводом) стола 2304. Стол 2304 управляется датчиком, который обнаруживает позиционирование упаковки 2203 на пятом настиле роликов 2302. Размещая упаковку 2203, пятый настил роликов 2302 перемещается (например, поднимается или опускается) к положению (например, «0»), которое является таким же по высоте, что и второй опускающийся стол 2202 и автоматическое обвязочное устройство 2204. Когда обвязанная упаковка 2203 оставляет автоматическое обвязочное устройство 2204, обвязанная упаковка 2203 устанавливается на пятом настиле роликов 2302. Опускание стола 2304 выполняется шариковым винтом 2306, который приводится в движение сервоприводом 2308 (например, приводом), расположенным на верхней части дуги 2310 (например, арки). Шариковый винт 2306 соединен с сервоприводом 2308, который работает для вращения шарикового винта 2306. В проиллюстрированном примере фланец 2312 гайки поддерживается на шариковом винте 2306, который соединен с пятым настилом роликов 2302. Вращение шарикового винта 2306 заставляет пятый настил роликов 2302 с помощью фланца 2312 гайки подниматься или опускаться (например, в зависимости от направления вращения). Сервопривод 2308 используется для лучшего управления количеством поворотов, которое в зависимости от шага шарикового винта 2306 регулирует или управляет высотой пятого настила роликов 2302.
При достижении положения «0» выталкиватель 2314 толкает упаковку 2203 (фиг. 23 и 27). Выталкиватель 2314 является опорой L-образной формы, прикрепленной к цепи. Управляя цепью с помощью редукторного двигателя, опора толкает упаковку 2203 вперед от пятого настила роликов 2302 к настилу цепей 2316 (например, цепной раме), перемещаясь от пятого настила роликов 2302 к настилу цепей 2316. Для того чтобы улучшать передачу между пятым настилом роликов 2302 и настилом цепей 2316, пятый настил роликов 2302 имеет на его боковой стороне подвижные демпферы 2318а, 2318b (фиг. 23 и 28) (например, подвижные крепежные стержни). Подвижные демпферы 2318а, 2318b представляют собой металлические шарниры, которые могут быть открыты или закрыты пневматическими приводами. Демпферы 2318а, 2318b создают мост между настилом роликов 2302 и настилом цепей 2316 для прохода упаковки 2203. Эта операция передачи упаковок может быть выполнена столько раз, сколько упаковок на поддоне.
Как проиллюстрировано в примере на фиг. 24, после передачи первого ряда упаковок 2401 перед получением первой упаковки второго ряда (например, сверху первого ряда упаковок 2401), рычажные держатели 2400а, 2400b вставок, собранные на несущей конструкции пятого настила роликов 2302, размещаются на том же выпуске оборудования загрузчиков 2402а, 2402b вставок (например, загрузчиков стержней) (которые, например, содержат множество вставок или блоков).
В проиллюстрированном примере на фиг. 25 каждый из рычажных держателей 2400а, 2400b вставок включает пневматические поворотные приводы 2500а, 2500b, соответственно, которые перемещают соответственные рычаги 2502а, 2502b, от соответственных держателей опор к упаковке с помощью трех пневматических цилиндров. Конкретно, пневматические поворотные приводы 2500а, 2500b включают соответственные первые пневматические цилиндры 2506а, 2506b для вытягивания соответственных рук 2508а, 2508b к упаковке, соответственные вторые пневматические цилиндры 2510а, 2510b для размещения блоков (например, блоков, блоков поддонов, шпилек, пробок, стержней, прокладок и т.д.) на упаковке, и соответственные третьи пневматические цилиндры 2512а, 2512b для удержания блоков.
В связи с этим, каждый из рычажных держателей 2400а, 24 00b вставок включает четыре пневматических привода. Увеличенный вид первого рычажного держателя 2400а вставок проиллюстрирован на фиг. 26. Например, первый пневматической привод (например, пневматический поворотный привод 2500а) вращается для позволения поворота рычажного держателя 2400а вставок от параллельного положения к перпендикулярному положению на настиле роликов 2302 (фиг. 24). Второй пневматический привод (например, первый пневматический цилиндр 2506а) предназначен для вытягивания руки 2508а и вытягивает рычажный держатель 2400а вставок для того, чтобы перемещать блоки до области поддона. Третий пневматический привод (например, третий пневматический цилиндр 2512а) работает для удержания деревянного блока для того, чтобы две пластины руки 2508а становились ближе для удержания блока. Четвертый пневматический привод (например, второй пневматический цилиндр 2510а) предназначен для размещения блока на упаковке, что позволяет блоку перемещаться вниз или вверх для того, чтобы размещать блоки на различных уровнях на поддоне.
При примерном функционировании одного из рычажных держателей 2400а вставок, рычаг 2502а размещен на загрузчике 2402а вставок так, например, как проиллюстрировано в положении на фиг. 23. Далее рука 2508а берет один из блоков 2404, который удерживается третьим пневматическим цилиндром 2512а, как проиллюстрировано на фиг. 24. Как только пневматический поворотный привод 2500а удерживается, поворотный привод 2500а поворачивается на 90 градусов для размещения рычага 2502а на упаковках 2401, как проиллюстрировано на фиг. 25. Первый пневматический цилиндр 2506а вытягивает руку 2508а, которая удерживает блок 2404 (например, деревянный блок), тогда как второй пневматический цилиндр 2510а размещает блок 2404 на упаковках 2401. Как только блок 2404 находится в требуемом положении, третий пневматический цилиндр 2512а освобождает блок 2404. Как только блок 2404 находится на упаковке 2401, второй пневматический цилиндр 2510а убирается вместе с первым пневматическим цилиндром 2506а, тогда как пневматический поворотный привод 2500а поворачивается для размещения рычага 2502а снова на загрузчике 2402а вставок, таким образом, этот цикл повторяется вновь. Второй рычажный держатель 2400b вставок может работать подобным образом.
В проиллюстрированном примере рычажные держатели 2400а, 2400b вставок имеют, на своих концах, руки 2508а, 2508b, которые приводятся пневматически. Руки 2508а, 2508b извлекают блоки из загрузчиков 2402а, 2402b блоков и далее размещают их на упаковках.
После взятия всех блоков, пятый настил роликов 2302 возвращается в положение взятия блоков и принимает следующую упаковку (фиг. 25 и 27). Как только упаковка находится на пятом настиле роликов 2302, стол 2304 снижается до определенной высоты. Эта высота управляется с помощью оборотов сервопривода 2308. Регулирование высоты выполняется оптическим датчиком, который обнаруживает ряд упаковок. При достижении требуемого положения, рычажные держатели 2400а, 2400b вставок вращаются и выдвигаются в то же время, таким образом, блоки становятся перпендикулярными профилям. Как только эта операция заканчивается, руки 2508а, 2508b опускаются и размещают блоки на упаковках. Как только блоки находятся на упаковках, подвижные демпферы 2318а, 2318b с помощью пятого настила роликов 2302 стягивают блоки, тогда как выталкиватель 2314 передает первую упаковку второго ряда пятого настила роликов 2302 на настил цепей 2316.
Процесс захватывания и позиционирования блоков выполняется за относительно короткий период времени во время выпуска каждой упаковки. Передавая первую упаковку второго ряда, подвижные демпферы 2318а, 2318b размыкаются, и пятый настил роликов 2302 возвращается в положение захвата блоков. Со второй упаковки операция повторяется. Для следующих рядов операция повторяется для того, чтобы создавать второй ряд. Как только сборка поддона заканчивается, настил цепей 2316 работает и перемещает поддон к области обвязки, как проиллюстрировано на фиг. 29.
Укладчик 2300 проиллюстрирован на фиг. 30. Примерный укладчик 2 300 включает, например, дугу 2310 и пятый настил роликов 2302, собранный с дугой 2310, который перемещается вверх и вниз винтом 230 6, который приводится в движение от верхней части сервопривода 2308. Пятый настил роликов 2302 приводится в движение редукторным двигателем, расположенным на одном из его краев. Подвижные демпферы 2318а, 2318b установлены на боковой стороне. Положение или место, где упаковка захватывается, подобно работе последней машины обвязки, расположенной на предыдущем этапе процесса.
В проиллюстрированном примере укладчик 2300 включает выталкиватель 2314, который собран на конструкции, которая поддерживает пятый настил роликов 2302. Перемещение выталкивателя 2314 достигается редукторным двигателем и линейными направляющими 3000 (например, направляющими
устройствами). Укладчик 2300 включает рычажные держатели 2400а, 2400b вставок (например, рычаги, удерживающие стержни), которые собраны на конструкции, которая поддерживает пятый настил роликов 2302. Вращательное перемещение рычажных держателей 2400а, 2400b вставок получается с помощью пневматических поворотных приводов 2500а, 2500b, а также с помощью приведения в действие рук 2508а, 2508b и вытягивания рук 2508а, 2508b (например, с помощью первого, второго и третьего пневматических цилиндров 2506а, 2506b, 2510а, 2510b, 2512а, 2512b).
В проиллюстрированном примере укладчик 2300 включает загрузчики 2402а, 2402b вставок, которые образованы трубчатой конструкцией. Горизонтальная гильотина, которая имеет пневматический привод, позволяет рукам 2508а, 2508b рычажных держателей 2400а, 2400b вставок удерживать соответствующий блок. Корпуса (например, загрузчики 2402а, 2402b вставок) для блоков являются регулируемыми для различных длин блоков с помощью рычагов 3002а, 3002b (например, рук), соответственно.
Примерный укладчик 2300 включает настил цепей 2316, который выполнен из трубчатый конструкции, и который поддерживает ось ведущих и ведомых звездочек. Цепь приводится в движение редукторным двигателем, расположенным на одном краю. На звеньях имеются перекладины 3004, на которых размещается поддон. Эти перекладины 3004 имеют определенное пространство для обеспечения размещения блоков во время процесса обвязки для создания отдельных перекрытий, которые создают поддон для перевозки.
В примерной автоматической упаковочной линии 100 для упаковки профилей все перемещения автоматизируются, управляются и перекрываются для оптимизации времени упаковки.
Примерная автоматическая упаковочная линия 100 для упаковки профилей, имеющих U-образные или С-образные формы сечений, которые имеют выпуклую часть и вогнутую часть между двумя сторонами (например, крылья, стенки и т.д.), относительно безопасна для операторов, вовлеченных в процесс, уменьшает штат персонала на упаковочной линии, имеет саморегулирующуюся скорость и использует преимущество максимальной скорости линии. Все эти преимущества, например, приводят к конечному изделию, полученному в соответствующем представлении для выдачи, которая использует меньше энергии по сравнению с известным уровнем техники. Эти преимущества достигаются, например, с использованием подвижной головки (например, головки 108) с перемещением вверх/вниз, которая содержит ротор (например, ротор 110), который может выполнять перемещение на 180 градусов. Ротор, используя постоянные магниты для приспособления перемещений, способен эффективно и быстро размещать первый профиль во второй профиль для получения сдвоенной конструкции. Далее, сдвоенные конструкции располагаются друг за другом на различных перекрытиях, образующих поддон, который может быть продан быстрым и безопасным образом.
Хотя данное раскрытие было приведено совместно с его вариантами реализации и ссылками на фигуры, следует отметить, что для специалистов в области техники очевидны некоторые изменения и модификации. Эти изменения и модификации должны рассматриваться как включенные в это раскрытие, как определено в формуле изобретения.
Хотя некоторые примерные способы, устройства и изделия производства были раскрыты здесь, объем охраны этого патента не ограничивается ими. Наоборот, этот патент охватывает все способы, устройства и изделия производства, фактически попадающие в предел объема охраны формулы изобретения данного патента.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ УПАКОВОЧНАЯ ЛИНИЯ ДЛЯ C- И U-ОБРАЗНЫХ ПРОФИЛЕЙ | 2015 |
|
RU2598633C1 |
| УПАКОВОЧНАЯ МАШИНА | 1994 |
|
RU2109662C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИГОДНОЙ ДЛЯ ИСПОЛЬЗОВАНИЯ В СВЧ-ПЕЧИ МНОГОКАМЕРНОЙ УПАКОВКИ С ПРОНИЦАЕМОЙ СТЕНКОЙ МЕЖДУ КАМЕРАМИ | 2008 |
|
RU2401224C1 |
| СПОСОБ ТРАНСПОРТИРОВКИ ОБЪЕКТОВ ЧЕРЕЗ УСТРОЙСТВО (ВАРИАНТЫ), УПАКОВОЧНОЕ УСТРОЙСТВО (ВАРИАНТЫ) И СПОСОБ УПАКОВКИ МАТЕРИАЛОВ В КАРТОННЫЕ ПАКЕТЫ (ВАРИАНТЫ) | 1994 |
|
RU2136553C1 |
| УСТРОЙСТВО И СПОСОБ НАРЕЗАНИЯ ЛОМТИКОВ ПИЩЕВОГО ПРОДУКТА И ИХ ПОГРУЗКИ НА ТРАНСПОРТИРУЮЩУЮ ПОВЕРХНОСТЬ И УСТАНОВКА ДЛЯ ОБРАБОТКИ, ВКЛЮЧАЮЩАЯ УКАЗАННОЕ УСТРОЙСТВО | 2010 |
|
RU2507064C2 |
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2697271C1 |
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2725384C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПАКОВКИ ПЛОСКИХ ОБЪЕКТОВ | 2005 |
|
RU2374152C2 |
| УПАКОВОЧНОЕ УСТРОЙСТВО С УЗЛОМ ВАКУУМИРОВАНИЯ И СПОСОБ УПАКОВЫВАНИЯ | 2016 |
|
RU2678402C1 |
| СИСТЕМА СОРТИРОВКИ ТОВАРОВ | 2023 |
|
RU2819231C1 |


Упаковочная линия предназначена для упаковки профилей, имеющих U-образную или C-образную форму сечения, образованную первой боковой стенкой, второй боковой стенкой и стенкой основания между первой и второй боковыми стенками. Упаковочная линия включает первый конвейер и второй конвейер для передачи профилей. Первый конвейер и второй конвейер разнесены и параллельны друг другу. Упаковочная линия также включает блок головки для перемещения вверх и вниз. Первый конвейер и второй конвейер должны передавать профили к области под блоком головки. Упаковочная линия также включает ротор с магнитами, поддерживаемый блоком головки, для соединения с первым профилем, перемещаемым первым и вторым конвейерами с вогнутой стороной первого профиля, обращенной вверх. Ротор должен поворачивать первый профиль так, что вогнутая сторона первого профиля обращается вниз над вторым профилем, когда вогнутая сторона второго профиля обращается вверх, и ротор должен освобождать первый профиль для вставки первого профиля во второй профиль для образования сдвоенной конструкции. Обеспечивается компактная и быстродействующая упаковочная линия. 4 н. и 14 з.п. ф-лы, 48 ил.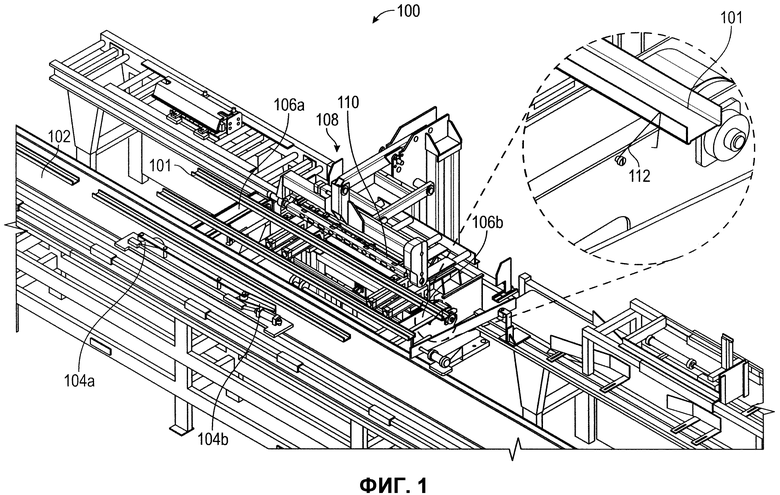
1. Упаковочная линия для упаковки профилей, имеющих U-образную или С-образную форму сечения, образованную первой боковой стенкой, второй боковой стенкой и стенкой основания между первой и второй боковыми стенками, причем упаковочная линия содержит:
первый конвейер и второй конвейер для передачи профилей, причем первый конвейер и второй конвейер разнесены и параллельны друг другу;
блок головки для перемещения вверх и вниз, причем первый конвейер и второй конвейер предназначены для передачи профилей к области под блоком головки; и
ротор, поддерживаемый блоком головки, для соединения с первым профилем, перемещаемым первым и вторым конвейерами при вогнутой стороне первого профиля, обращенной вверх, причем ротор поворачивает первый профиль так, что вогнутая сторона первого профиля становится обращенной вниз над вторым профилем, вогнутая сторона второго профиля становится обращенной вверх, при этом ротор освобождает первый профиль для вставки первого профиля во второй профиль для образования сдвоенной конструкции,
причем ротор содержит:
корпус;
первый набор магнитов, расположенных в первом ряду вдоль продольной оси корпуса; и
второй набор магнитов, размещенных наружу от корпуса в направлении, которое перпендикулярно продольной оси корпуса, причем первый набор магнитов зацепляет боковую стенку первого профиля и второй набор магнитов зацепляет стенку основания первого профиля.
2. Упаковочная линия по п. 1, в которой магниты первого набора магнитов и второго набора магнитов являются поворачиваемыми вокруг их соответственных осей.
3. Упаковочная линия по п. 2, в которой ротор содержит первый привод для поворота магнитов первого набора магнитов вокруг их соответственных осей и в которой первый привод должен поворачивать магниты первого набора магнитов для того, чтобы сделать их обращенными перпендикулярно продольной оси корпуса для зацепления боковой стенки первого профиля, и должен поворачивать магниты первого набора магнитов для того, чтобы сделать их обращенными параллельно продольной оси корпуса для освобождения первого профиля.
4. Упаковочная линия по п. 3, в которой ротор содержит соединительный стержень, соединенный между магнитами первого набора магнитов, причем соединительный стержень одновременно поворачивает магниты первого набора магнитов.
5. Упаковочная линия по п. 3, в которой ротор содержит второй привод и третий привод для перемещения магнитов второго набора магнитов.
6. Упаковочная линия по п. 5, в которой корпус ротора содержит первую внутреннюю полость и вторую внутреннюю полость для образования внутренних пневматических элементов для приведения в действие первого, второго и третьего приводов.
7. Упаковочная линия по п. 6, в которой ротор содержит пневматическое поворотное соединение на одном конце корпуса для подачи сжатой текучей среды к первой и второй внутренним полостям корпуса, причем сжатая текучая среда приводит в действие первый, второй и третий приводы.
8. Упаковочная линия по п. 7, в которой ротор содержит электрическое поворотное соединение на противоположном конце корпуса по отношению к пневматическому поворотному соединению, причем электрическое поворотное соединение подает питание на соленоиды для приведения в действие приводов.
9. Упаковочная линия по п. 1, в которой ротор содержит:
третий набор магнитов, расположенных во втором ряду вдоль продольной оси корпуса, причем третий набор магнитов расположен на противоположной стороне корпуса по отношению к первому набору магнитов; и
четвертый набор магнитов, расположенный наружу от корпуса в направлении, которое противоположно второму набору магнитов, причем третий набор магнитов зацепляет боковую стенку третьего профиля и четвертый набор магнитов зацепляет стенку основания третьего профиля.
10. Способ упаковки профилей, имеющих U-образную или С-образную форму сечения, образованную первой боковой стенкой, второй боковой стенкой и стенкой основания между первой и второй боковыми стенками, содержащий этапы, на которых:
передают первый профиль к подвижной головке, несущей ротор;
соединяют первый профиль с ротором при вогнутой секции первого профиля, обращенной вверх, посредством соединения первой боковой стенки и основания первого профиля с ротором приведением в действие первого набора магнитов, поддерживаемых ротором для того, чтобы сделать их обращенными к первой боковой стенке первого профиля, причем первый набор магнитов расположен в ряду вдоль продольной оси ротора;
поворачивают с помощью ротора первый профиль так, что вогнутая секция первого профиля становится обращенной вниз;
передают второй профиль к подвижной головке при вогнутой секции второго профиля, обращенной вверх; и
освобождают первый профиль над вторым профилем для вставки одной из первой или второй боковых стенок первого профиля в вогнутую секцию второго профиля и одной из первой или второй боковых стенок второго профиля в вогнутую секцию первого профиля.
11. Способ по п. 10, в котором этап, на котором соединяют первый профиль с ротором, содержит этап, на котором соединяют основание первого профиля с ротором.
12. Способ по п. 10, в котором этап, на котором приводят в действие первый набор магнитов, содержит этап, на котором поворачивают магниты для того, чтобы сделать их обращенными в направлении, которое перпендикулярно первой стенке первого профиля.
13. Способ по п. 11, в котором этап, на котором соединяют первый профиль с ротором, содержит этап, на котором приводят в действие второй набор магнитов, поддерживаемых ротором, для того, чтобы сделать их обращенными к стенке основания первого профиля, причем второй набор магнитов расположен наружу от ротора в направлении, которое перпендикулярно продольной оси ротора.
14. Способ по п. 13, в котором этап, на котором освобождают первый профиль, содержит этапы, на которых:
приводят в действие первый набор магнитов для того, чтобы сделать их обращенными в направлении, которое не перпендикулярно первой боковой стенке первого профиля; и
приводят в действие второй набор магнитов для того, чтобы сделать их обращенными в направлении, которое не перпендикулярно стенке основания первого профиля.
15. Способ по п. 10, в котором этап, на котором поворачивают первый профиль, содержит этап, на котором поворачивают ротор на 180 градусов вокруг продольной оси ротора.
16. Способ упаковки профилей, имеющих U-образную или С-образную форму сечения, образованную первой боковой стенкой, второй боковой стенкой и стенкой основания между первой и второй боковыми стенками, содержащий этапы, на которых:
передают первый профиль к подвижной головке, несущей ротор;
соединяют первый профиль с ротором вдоль первой стороны ротора, так что вогнутая секция первого профиля обращена вверх;
поворачивают с помощью ротора первый профиль так, что вогнутая секция первого профиля становится обращенной вниз;
передают второй профиль к подвижной головке при вогнутой секции второго профиля, обращенной вверх;
соединяют третий профиль с ротором вдоль второй стороны ротора, противоположной первой стороне ротора; и
освобождают первый профиль над вторым профилем для вставки одной из боковых стенок первого профиля в вогнутую секцию второго профиля и одной из первой или второй боковых стенок второго профиля в вогнутую секцию первого профиля.
17. Способ упаковки профилей, имеющих U-образную или С-образную форму сечения, образованную первой боковой стенкой, второй боковой стенкой и стенкой основания между первой и второй боковыми стенками, содержащий этапы, на которых:
передают первый профиль к подвижной головке, несущей ротор;
подают сжатую текучую среду к ротору с помощью пневматического поворотного соединения, расположенного на одном конце ротора;
соединяют первый профиль с ротором при вогнутой секции первого профиля, обращенной вверх;
поворачивают с помощью ротора первый профиль так, что вогнутая секция первого профиля становится обращенной вниз;
передают второй профиль к подвижной головке при вогнутой секции второго профиля, обращенной вверх; и
освобождают первый профиль над вторым профилем для вставки одной из боковых стенок первого профиля в вогнутую секцию второго профиля и одной из первой или второй боковых стенок второго профиля в вогнутую секцию первого профиля.
18. Способ по п. 17, дополнительно содержащий этап, на котором приводят в действие магниты, поддерживаемые ротором, с помощью сжатой текучей среды для соединения первого профиля с ротором и освобождения первого профиля от ротора.
| DE 102008027943 A1, 18.12.2008 | |||
| АСИНХРОННЫЙ ЭЛЕКТРОПРИВОД ДЛЯ РОТОРНОГО СТОЛА БУРОВОГО СТАНКА | 0 |
|
SU196685A1 |
| US 4648770 A, 10.03.1987. | |||

