(21)4404215/31-27
(22)01.03.88
(46) 15.05.90. Бюл. № 18
(71)Витебское отделение Института физики твердого тела и полупроводников АН БССР и Витебский технологический институт легкой промышленности
(72)В.В.Клубович, В.В.Рубаник, А.В.Княжище, В.С.Буцукин
и Э.В.Кондрацкий
(53)621.791.3 (088.8)
(56)ГОСТ 21931-76
(54)СПОСОБ КОНТРОЛЯ ТРУБЧАТОГО ПРИПОЯ
(57)Изобретение относится к пайке,
в частности к способу контроля трубчатого припоя, и может быть использовано при изготовлении оловянно-свин- цовых припоев. Цель изобретения предотвращение образования брака за счет непрерывного неразрушающегося контроля. Изготавливают трубчатую заготовку, содержащую один или .более каналов, заполненных флюсом, осуществляют последующую прокатку ее на необходимый диаметр. После кристаллизации трубчатой заготовки ее подвергают дополнительному волочению с той же степенью обжатия. Измеряют усилие волочения, определяют по калибровочной кривой содержание флюса, сравнивают с заданными величинами и при отклонении от них изменяют подачу флюса в каналы трубчатой заготовки до ликвидации отклонения. Способ позволяет получать припой .с равномерным распределением флюса по сечению и длине, исключить брак, обусловленный отсутствием канифоли в каналах трубчатой заготовки. 1 ил.
S
с/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трубчатого припоя | 1982 |
|
SU1074693A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГИРОВАННОГО ПРИПОЯ | 2010 |
|
RU2445197C1 |
| Способ получения заготовки платинита | 1976 |
|
SU565733A1 |
| Способ изготовления проводящего слоя молниезащитного покрытия | 2021 |
|
RU2763526C1 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ МАТРИЧНО РАСПОЛОЖЕННЫХ ШАРИКОВЫХ ВЫВОДОВ МИКРОСХЕМ ИЗ БЕССВИНЦОВОГО ПРИПОЯ В ОЛОВЯННО-СВИНЦОВЫЕ ОКОЛОЭВТЕКТИЧЕСКОГО СОСТАВА И ПРИПОЙНАЯ ПАСТА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2528553C2 |
| Способ изготовления припоечных колец | 1982 |
|
SU1073053A1 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2450903C2 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2438845C1 |
| Паста для очистки и лужения наконеч-НиКА пАяльНиКА | 1979 |
|
SU846184A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИПОЯ | 2015 |
|
RU2598734C1 |
Изобретение относится к пайке, в частности к способу контроля трубчатого припоя, и может быть использовано пр изготовлении оловянно-свинцовых припоев. Цель изобретения - предотвращение образования брака за счет непрерывного неразрушающегося контроля. Изготавливают трубчатую заготовку, содержащую один или более каналов, заполненных флюсом, осуществляют последующую прокатку ее на необходимый диаметр. После кристаллизации трубчатой заготовки ее подвергают дополнительному волочению с той же степенью обжатия. Измеряют усилие волочения, определяют по калибровочной кривой содержание флюса, сравнивают с заданными величинами и при отклонении от них изменяют подачу флюса в каналы трубчатой заготовки до ликвидации отклонения. Способ позволяет получать припой с равномерным распределением флюса по сечению и длине, исключить брак, обусловленный отсутствием канифоли в каналах трубчатой заготовки. 1 ил.
Изобретение относится к пайке, в частности к способу изготовления трубчатого припоя в виде одно - или многоканальных трубок, заполненных флюсом,и может применяться при контроле оловянно-свинцовых припоев.
Цель изобретения - предотвращение образования брака за счет непрерывного неразрушающегося контроля.
Контроль трубчатого припоя осуществляется в процессе его изготовления. После кристаллизации припоя с содержащимся внутри его флюсом трубчатый припой подвергают волочению, определяют усилие волочения и
по его изменению судят о степени заполнения трубки припоя флюсом.
В процессе получения трубчатой заготовки непрерывно определяют по калибровочной кривой содержание флюса, сравнивают с заданными величинами и при отклонении от них изменяют подачу флюса в каналы трубчатой заготовки до ликвидации отклонения.
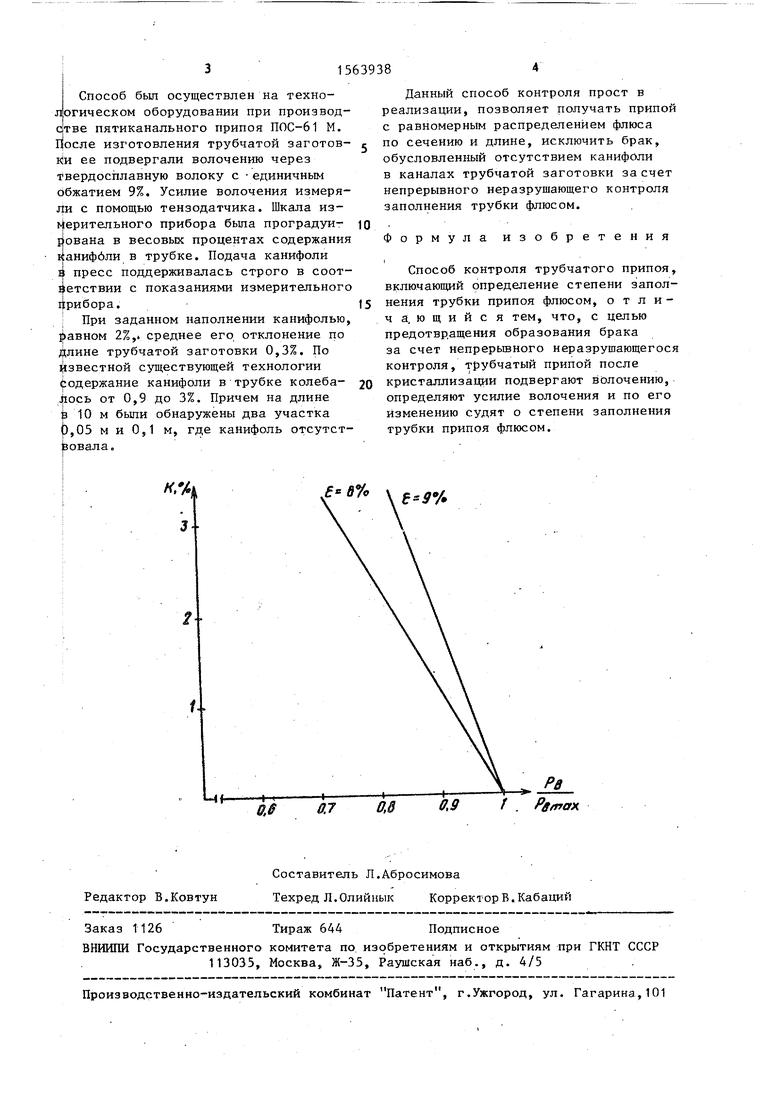
На чертеже представлены калибровочные кривые для единичных степеней деформацией 6 и 9%-ного пятиканаль- ного припоя ПОС-61М с канифолью в качестве флюса.
ел
Э
СО QD
ЗД 00
Способ был осуществлен на технологическом оборудовании при производстве пятиканального припоя ПОС-61 М. После изготовления трубчатой заготов- ки ее подвергали волочению через твердосплавную волоку с единичным обжатием 9%. Усилие волочения измеряли с помощью тензодатчика. Шкала измерительного прибора была проградуи- рована в весовых процентах содержания канифбли в трубке. Подача канифоли в пресс поддерживалась строго в соответствии с показаниями измерительного прибора.
При заданном наполнении канифолью, равном 2%,. среднее его отклонение по длине трубчатой заготовки 0,3%. По известной существующей технологии содержание канифоли в трубке колеба- лось от 0,9 до 3%. Причем на длине в 10 м были обнаружены два участка
0,05 м и 0,1
вовала.
м, где канифоль отсутстДанный способ контроля прост в реализации, позволяет получать припой с равномерным распределением флюса по сечению и длине, исключить брак, обусловленный отсутствием канифоли в каналах трубчатой заготовки за счет непрерывного неразрушающего контроля заполнения трубки флюсом.
Формула изобретения
Способ контроля трубчатого припоя, включающий определение степени заполнения трубки припоя флюсом, о т л и - ч а, ющийся тем, что, с целью предотвращения образования брака за счет непрерывного неразрушающегося контроля, трубчатый припой после кристаллизации подвергают волочению, определяют усилие волочения и по его изменению судят о степени заполнения трубки припоя флюсом.
/ . Рд/пах
