Изобретение относится к трубопроводному транспорту, в частности к объектам магистральных газопроводов и промысловых трубопроводов с рабочим давлением до 32 МПа включительно, транспортирующих некоррозионно-активный газ, а также аппаратов стальных сварных с рабочим давлением до 16 МПа, и может быть использовано для создания сварных соединений дуговой сваркой в среде защитных газов для строительства и реконструкции стальных трубопроводов с применением усиленных патрубков при соотношении номинальных диаметров ответвления и магистрали до 0,3 включительно.
Предпосылки создания изобретения.
В настоящее время в трубопроводном транспорте для создания тройниковых соединений начинают широко использоваться патрубки, относящиеся к усиленным патрубкам (далее - УП).
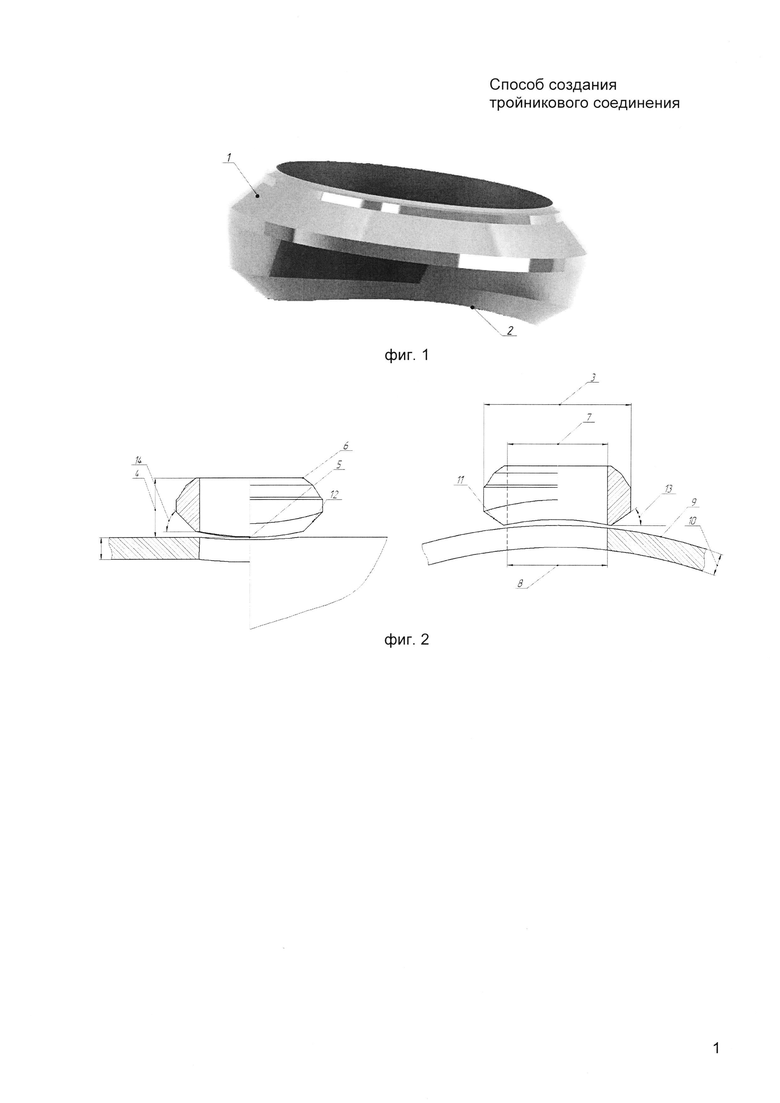
УП делятся по типу сварного соединения с основной трубой на угловые и стыковые, а также обладают достаточно широкой номенклатурой по форме и типоразмеру. Могут быть изготовлены из сталей, в том числе, коррозионно-стойких, жаропрочных и теплоустойчивых. УП представляют собой деталь трубопровода цилиндрической формы со сквозным отверстием, выполненные с увеличенной толщиной стенки, на верхнем и нижнем торцах УП выполнены с высокой точностью кромки под сварку с трубой ответвления и основной трубой соответственно. Ниже более подробно рассмотрен усиленный патрубок угловой (далее - УП-У). Особенностью УП-У является то, что он обладает особой формой в своей нижней части, выполненной в форме «ушей» (см. фиг. 1) (см. источник Branch fitting and specialty forged products //http://www.bonneyforge.com). Высокое качество и точность изготовления УП-У позволяет упрощать операции по разметке и вырезке отверстия в основной трубе, так как кромки УП-У обработаны с высокой точностью, что позволяет не изготавливать шаблон для разметки для данного вида усиленного патрубка.
Оптимальную конструкцию и размеры УП-У подбирают на основе математического моделирования (метод конечных элементов). Основными исходными данными для конструирования УП-У являются рабочее давление в трубопроводе, материал трубопровода, диаметры и толщины стенок основной трубы и трубы ответвления. В силу особой формы УП-У, а также габаритного размера приварка его к основной трубе производится ручной или механизированной дуговой сваркой в среде защитных газов, что подходит для большинства видов патрубков, применяемых в трубопроводном транспорте при создании тройниковых соединений.
Из области техники известен способ получения сварного соединения, включающий разделку кромок деталей с усадочной канавкой в корне шва и заполнение разделки многопроходной автоматической электродуговой сваркой в среде защитных газов с использованием присадочной проволоки, выполнение Y-образную разделки кромок, перед заполнением разделки выполняют сборку сварного соединения на прихватках посредством ручной аргонодуговой сварки на токе прямой полярности неплавящимся электродом с использованием присадочной проволоки с хромированной поверхностью, а при заполнении разделки первый проход выполняют вольфрамовым неплавящимся электродом с подачей присадочной проволоки с хромированной поверхностью в среде аргона на токе прямой полярности, второй и последующие проходы выполняют плавящимся электродом из проволоки с хромированной поверхностью в среде гелия на токе обратной полярности, а последний проход выполняют плавящимся электродом из проволоки с хромированной поверхностью в смеси защитных газов из 50% аргона и 50% углекислого газа. При этом после выполнения каждого прохода осуществляют механическую зачистку сварного шва. До сборки сварного соединения на прихватках одну из деталей снабжают перфорированной прокладкой для подачи через ее отверстия аргона в место сварки, которую закрепляют на упомянутой детали сваркой или выполняют с ней за одно целое (см. патент РФ №2158668, МПК В23К 33/00, В23К 9/16, опубл. 10.11.2000).
Также известен способ приварки патрубка к оболочке, при котором на поверхности оболочки в месте приварки патрубка образуют плоскость, кромки патрубка обрабатывают на конус, а разделку заполняют кольцевыми валиками. С целью повышения качества сварного соединения после наложения первого кольцевого валика в корне шва электрод перемещают по вертикали на толщину этого валика, накладывают второй кольцевой валик и так далее до образования вертикального слоя, затем перемещают электрод вниз и таким же образом получают второй вертикальный слой и все последующие до полного заполнения разделки (см. авт. свид. СССР №897442, МПК В23К 31/06, В23К 9/00, опубл. 15.01.1982).
Недостатком представленных выше способов является наличие концентраций напряжений, что приводит к снижению прочности сварного шва.
Из уровня техники известны способы приварки патрубка стандартной формы к основной трубе. В таких случаях для усиления соединения «патрубок - основная труба» применяют усиливающие накладки. Наиболее близким аналогом по технической сущности является способ получения тройникового соединения для прямой врезки патрубка с усиливающей накладкой для соотношения номинальных диаметров ответвления и магистрали до 0,3 включительно, прямой врезкой с усиливающей накладкой (см. СТО Газпром 2-2.2-136-2007 Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных трубопроводов часть 1). Прямая врезка с усиливающей накладкой представляет собой ответвление от основной трубы газопровода патрубком меньшего диаметра, конструктивно выполняемое как переходной тройник в стационарных или монтажных условиях. В основной трубе размечают отверстие круглого сечения по шаблону и вырезают отверстие механизированной газовой или механической резкой, с последующей зачисткой резаных торцов отверстия шлифмашинкой с абразивным инструментом и дисковыми проволочными щетками. Для обеспечения параметров сборки, таких как перпендикулярность, соосность патрубка с основной трубой применяют специальные инструменты и оснастку (уровень, отвес, угольник, теодолит и др.). До выполнения сборки и сварки основная труба, попадающая в зону сварных соединений, выполняемых с усиливающими накладками, контролируется неразрушающими физическими методами. Изготовление усиливающих накладок для основной трубы может производиться из одной или двух частей. Сварка патрубка и накладок производится электродами с основным видом покрытия. Сварка является многопроходной, количество слоев растет с увеличением толщины стенки привариваемого патрубка и усиливающих пластин. Сварка каждого валика всех швов выполняется участками.
Недостатками способа получения тройникового соединения для прямой врезки патрубка с усиливающей накладкой для соотношения номинальных диаметров ответвления и магистрали до 0,3 включительно является низкая производительность и нетехнологичность способа, а также наличие концентраций напряжений, возникающих по линии сплавления облицовочного шва с основной трубой.
Задачей изобретения является устранение указанных недостатков.
Техническим результатом изобретения, который проявляется при осуществлении способа создания тройникового соединения, является снижение концентрации напряжений, возникающих по линии сплавления облицовочного шва с основной трубой.
Поставленная задача в способе создания тройникового соединения на отключенном участке магистрального трубопровода, включающем отключение участка магистрального трубопровода, очищение поверхности основной трубы в месте приварки патрубка, разметку упомянутого места и вырезку по линии разметки, установку патрубка на наружную поверхность основной трубы, проверку сборки патрубка с основной трубой и сварку, решается тем, что в качестве привариваемого патрубка используют усиленный патрубок угловой, при этом разметку места приварки усиленного патрубка углового осуществляют путем совмещения упомянутого патрубка с основной трубой, а вырезку осуществляют путем нагрева участка в размеченной зоне на основной трубе до получения отверстия, от которого проводят рез по линии разметки, установку усиленного патрубка углового на наружную поверхность основной трубы осуществляют под углом 90°, после проверки сборки упомянутого патрубка с основной трубой осуществляют приварку технологических пластин, фиксируют усиленный патрубок угловой по внутреннему диаметру основной трубы, осуществляют предварительный подогрев свариваемых кромок до заданной температуры, выполняют прихватки ручной аргонодуговой сваркой с равномерным расположением их по периметру усиленного патрубка углового, осуществляют выполнение корневого слоя шва многопроходной дуговой сваркой в среде защитных газов, второго и третьего заполняющих слоев шва, облицовочного слоя шва, начиная с нижних слоев и заканчивая слоем по кромке усиленного патрубка углового, и осуществляют наплавку дополнительных валиков с радиусом сопряжения сварного шва с основной трубой, равным от одной номинальной толщины стенки трубы ответвления до двух номинальных толщин стенки основной трубы.
Настоящее изобретение и его преимущества будут лучше поняты из нижеприведенного описания и приложенных чертежей.
Фиг. 1 представляет собой внешний вид УП-У, иллюстрирующего особенность нижней части УП-У в виде «ушей».
Фиг. 2 представляет собой виды УП-У в сборке с трубой в продольном и поперечном сечениях слева и справа соответственно.
Фиг. 3 представляет вид УП-У в продольном и поперечном сечениях слева и справа соответственно.
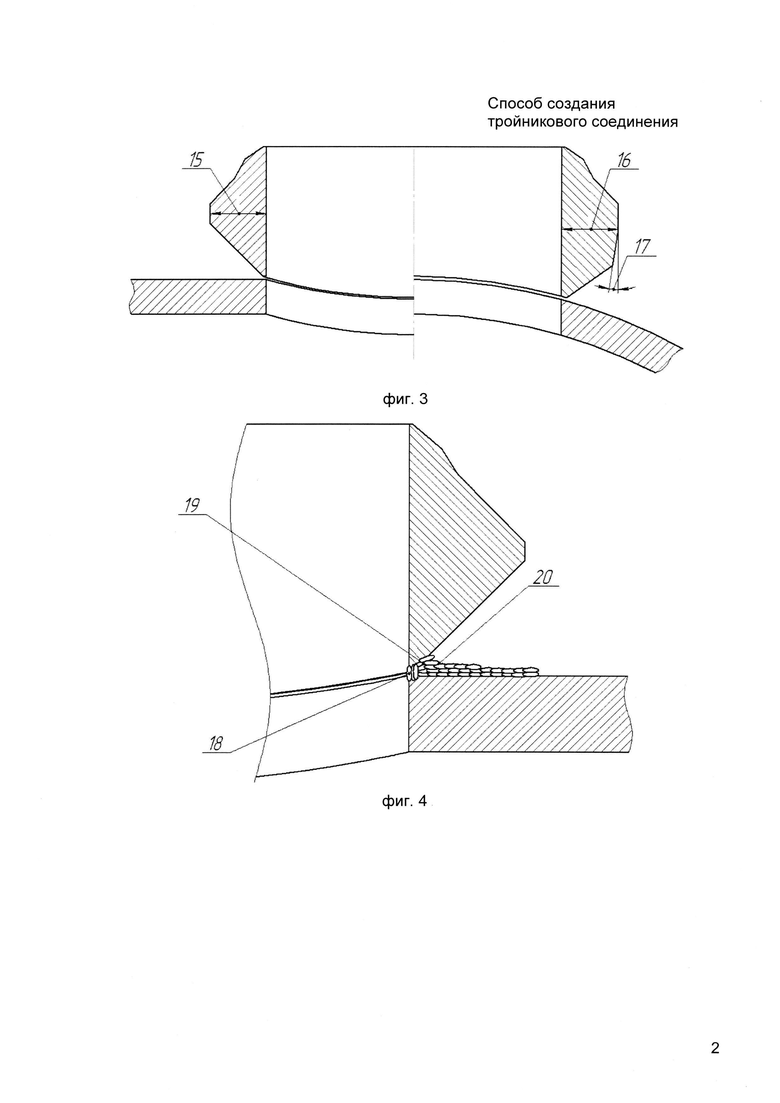
Фиг. 4 представляет собой наплавочные валики в продольном сечении.
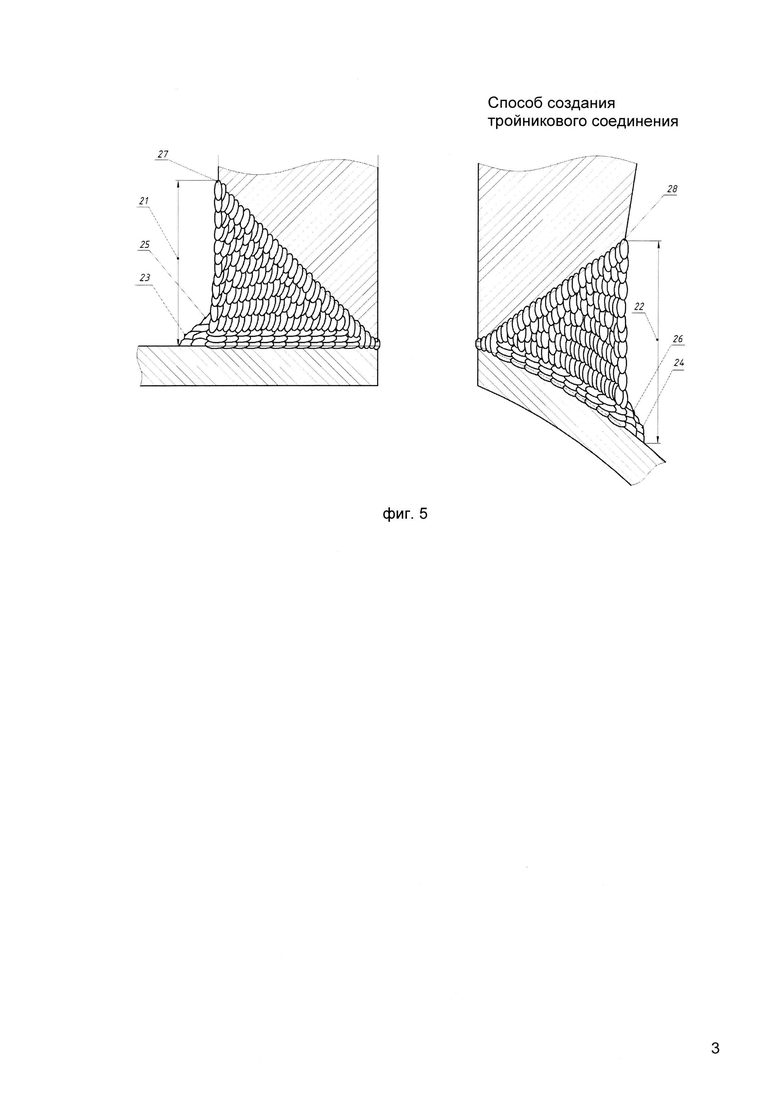
Фиг. 5 представляет собой виды УП-У в продольном и поперечном сечениях с основной трубой и с переходными валиками слева и справа соответственно.
Подробно стоит остановиться на конструкции УП-У, представленной на фиг. 1, где показан УП-У 1, с нижней присоединяемой к основной трубе частью в форме «ушей» 2.
На фиг. 2 изображен УП-У 1, который представляет собой деталь трубопровода с диаметром 3 и высотой 4, отсчитываемой от самой нижней точки 5 «ушей» 2 УП-У 1 до верхней точки кромки 6 под ответвление (не показано) УП-У, выполненным с внутренним отверстием 7, равным диаметру отверстия 8 в основной трубе 9. Основная труба 9 имеет толщину стенки 10. В нижней части УП-У 1 выполнены кромки 11, 12 под сварку УП-У 1 с основной трубой 9 в поперечном и продольном сечениях, соответственно, выполненные с определенными углами разделки кромки 13, 14 под сварку с основной трубой 9 в поперечном и продольном сечениях соответственно.
Так как одной из особенностей УП-У является увеличенная толщина стенки, на фиг. 3 показана максимальная толщина стенки 15, 16 УП-У 1 в продольном и поперечном сечениях соответственно. В продольном сечении показан угол перехода 17 диаметра УП-У 3 к поверхности основной трубы 9 через сварной шов.
На фиг. 4 представлены наплавочные валики в продольном сечении: корневой слой шва 18, второй, третий заполняющие слои шва 19, начиная с нижних слоев и заканчивая слоем по кромке УП-У.
На фиг. 5 представлен облицовочный слой шва 20, который имеет определенную высоту 21, 22 в продольном и поперечном разрезах.
После завершения облицовочного слоя шва 20 производится наплавка дополнительных валиков 23, 24, обеспечивающих плавный переход от облицовочного слоя шва 20 к основной трубе 9 с минимальным радиусом сопряжения сварного шва 25, 26 с основной трубой 9. Минимальный радиус сопряжения сварного шва 25, 26 с основной трубой 9 определяется при проектировании и расчете и находится в пределах от одной номинальной толщины стенки трубы ответвления (не показана) до двух номинальных толщин стенки основной трубы. Нанесение дополнительных валиков 23, 24 обеспечивает снижение концентрации напряжений, возникающих по линии сплавления облицовочного шва 27, 28. Благодаря выполнению дополнительных валиков 23, 24 производится снижение концентрации напряжений на границе «патрубок - основная труба».
Сварка четных и нечетных валиков производится обратно-ступенчатым способом. Направление четных и нечетных валиков - противоположно друг другу. Сварка является многопроходной, количество слоев растет в зависимости от толщины стенки УП-У. Сварные швы приварки УП-У должны быть многослойными, без конструктивного непровара, обеспечивать сплавление между валиками и по кромкам свариваемых элементов.
Способ приварки УП-У 1 к основной трубе 9 осуществляют следующим образом.
Перед вырезкой отверстия в основной трубе 9 отключают участок магистрального трубопровода, очищают поверхность основной трубы 9 в местах предполагаемого отверстия 8, выполняют ультразвуковой контроль качества основного металла на отсутствие расслоений. При наличии расслоений металла основной трубы 9 изменяют предполагаемое место вырезки отверстия 8, размечают место установки УП-У 1 на основную трубу 9 путем совмещения УП-У 1 с основной трубой 9, затем производят разметку по внешней границе УП-У 1 несмываемой краской по основной трубе, нагревают участок в размеченной зоне основной трубы 9 газопламенной резкой до получения отверстия 8, от которого проводят рез, который представляет собой линию, являющуюся проекцией окружности, образующей внутренний диаметр 7 УП-У 1, на наружную поверхность основной трубы под углом 90° в проектном положении патрубка, до размеченных контуров отверстия, оставляя припуск от 1 до 3 мм для шлифовки торцов вырезанного отверстия шлифмашинкой с абразивным инструментом и дисковыми проволочными щетками. При вырезке отверстия 8 выдерживают прямой угол кромки по отношению к основной трубе 9. Для соблюдения этого условия используют универсальный шаблон сварщика. После того как в основной трубе 9 вырезано отверстие 8 необходимого диаметра осуществляют повторный ультразвуковой контроль на отсутствие возможных расслоений в прилегающих участках к отверстию 8 на расстоянии не менее 250 мм по полному периметру отверстия 8. С помощью подъемного механизма УП-У 1 подводят к отверстию 8 в основной трубе 9 и проводят проверку совпадения внутренних отверстий УП-У 7 и основной трубы 8, правильности установки по углу для любых типов патрубков. Соблюдают условия перпендикулярности и соосности УП-У 1 с основной трубой 9. Выполняют приварку технологических пластин, обеспечивающих необходимую точность сборки. Проводят фиксацию УП-У 1 по внутреннему диаметру основной трубы 9 с помощью гидравлических или механических домкратов в двух точках на расстоянии 100 мм от места вырезки отверстия 8. Выполняют предварительный подогрев свариваемых кромок до регламентируемой температуры. Выполняют ручную аргонодуговую сварку прихваток (не показаны), равномерно расположенных по периметру УП-У 1. После сварки прихваток все вспомогательные сборочные приспособления и технологические пластины удаляют. Удаление технологических пластин производят шлифмашинкой с набором абразивных кругов. Смещение стыкуемых кромок 10, 11 УП-У 1 и основной трубы 9 не должно превышать 2,0 мм. После того как сборка осуществлена, приваривают УП-У 1 к основной трубе 9. В зависимости от диаметра 3 УП-У 1 и диаметра выходного отверстия 7 УП-У 1, а также диаметра, толщины стенки 10 основной трубы 9 и УП-У 1 используют различные комбинации дуговой сварки, в зависимости от увеличения диаметра 3 УП-У 1 ручная дуговая сварка заменяется механизированной сваркой порошковой проволокой в среде защитных газов. Сварка УП-У 1 с основной трубой 9 может производиться различными комбинациями способов сварки в зависимости от диаметров и толщин УП-У и основных труб.
Выполняют сварку корневого слоя шва 18. Он не должен иметь недопустимые поверхностные дефекты. Затем второго, третьего заполняющих слоев швов 19, начиная с нижних слоев и заканчивая слоем по кромке 11, 12 УП-У 1. При выполнении заполняющих слоев шва 17 каждый последующий проход должен перекрывать предыдущий не менее чем на одну третью часть его ширины, при этом усиление в каждой межваликовой канавке должно быть не менее 1,0 мм, глубина каждой межваликовой канавки должна быть не более 1,0 мм. Выполняют облицовочный слой 20, каждый последующий проход должен перекрывать предыдущий не менее чем на одну третью часть его ширины, при этом усиление в каждой межваликовой канавке должно быть не менее 1,0 мм, глубина каждой межваликовой канавки должна быть не более 1,0 мм. Облицовочный слой 20 имеет определенную высоту 21, 22 в продольном и поперечном разрезах. Выполняют линию сплавления 27, 28 сварного шва и УП-У 1 в продольном и поперечном разрезах. Выполняют сварку четных и нечетных валиков обратно-ступенчатым способом. Направление четных и нечетных валиков противоположно друг другу. Сварка является многопроходной, количество слоев растет в зависимости от толщины стенки УП-У. Сварные швы приварки усиленных патрубков должны быть многослойными, без конструктивного непровара, обеспечивать сплавление между валиками и по кромкам свариваемых элементов.
После завершения облицовочного слоя 20 производят наплавку дополнительных валиков 23, 24, обеспечивающих плавный переход от сварного шва к основной трубе с минимальным радиусом сопряжения сварного шва 25, 26 с основной трубой 9. Минимальный радиус сопряжения сварного шва определяют при проектировании и расчете, который находится в пределах от одной номинальной толщины стенки трубы ответвления до двух номинальных толщин стенки 10 основной трубы 9. Нанесение дополнительных валиков 23, 24 обеспечивает снижение концентраций напряжений, возникающих по линии сплавления облицовочного шва 27, 28 с основной трубой 9.
По окончании сварки сварное соединение должно быть накрыто теплоизолирующим поясом до полного остывания.
Пример осуществления способа.
Производят сварку УП-У 1420×325 мм с трубой диаметром 1420 мм и толщиной стенки 37,9 мм.
Сварку четных и нечетных валиков выполняют обратно-ступенчатым способом. Направление четных и нечетных валиков противоположно друг другу. Сварка ведется одновременно двумя сварщиками.
Выполняют корневой слой шва механизированной сваркой проволокой сплошного сечения (SuperArc L-56 диаметром 1,14 мм) в среде углекислого газа методом Surface Tension Transfer, затем первый - пятый заполняющие валики - механизированной сваркой порошковой проволокой (TRI MARK ТМ-101 диаметром 1,2 мм) в среде защитных газов (82% Ar + 18% CO2). После этого выполняют наплавку на поверхность основной трубы трех слоев наплавочных валиков для усиления толщины стенки основной трубы на режимах сварки облицовочного слоя шва по следующей схеме.
Два сварщика начинают сварку с противоположных точек сварного шва и двигаются в одном направлении (по часовой стрелке). Каждый из сварщиков заваривает 1/4 периметра наплавляемого валика (вместе -  периметра). Затем они возвращаются к начальным точкам и ведут сварку в противоположном направлении (против часовой стрелки). Каждый из сварщиков заваривает еще
периметра). Затем они возвращаются к начальным точкам и ведут сварку в противоположном направлении (против часовой стрелки). Каждый из сварщиков заваривает еще  периметра наплавляемого валика (вместе периметра) и таким образом завершают сварку одного валика. Начало сварки следующего валика сварщики смещают в одном направлении (по или против часовой стрелки) на 30-40 мм.
периметра наплавляемого валика (вместе периметра) и таким образом завершают сварку одного валика. Начало сварки следующего валика сварщики смещают в одном направлении (по или против часовой стрелки) на 30-40 мм.
Сварку заполняющих слоев шва выполняют, начиная с нижних слоев и заканчивая слоем по кромке УП-У. После завершения облицовочного слоя производится наплавка дополнительных валиков, обеспечивающих плавный переход с минимальным радиусом от сварного шва к основной трубе. Минимальный радиус определяется при проектировании и расчете и равен 30 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей | 2016 |
|
RU2643098C2 |
| Способ дуговой сварки тройниковых соединений (велдолетов) магистральных трубопроводов | 2015 |
|
RU2643118C2 |
| Способ ремонта стенки резервуара | 2017 |
|
RU2686407C1 |
| Способ ремонта корпусных конструкций | 2017 |
|
RU2678357C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2002 |
|
RU2218509C2 |
| Способ заделки отверстий в газопроводах | 1986 |
|
SU1409441A1 |
| Способ сварки плавлением (его варианты) | 1984 |
|
SU1265023A1 |
| СПОСОБ ВЫПОЛНЕНИЯ СВАРНОГО СОЕДИНЕНИЯ КОЛЬЦЕВЫХ ОДНОТОЛЩИННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ БИМЕТАЛЛИЧЕСКИХ ТРУБ И/ИЛИ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2023 |
|
RU2821448C1 |
Изобретение относится к способу создания тройникового соединения. Очищают поверхность основной трубы в месте приварки усиленного патрубка углового и осуществляют разметку упомянутого места и вырезку. Устанавливают усиленный патрубок угловой на наружную поверхность основной трубы под углом 90°. После проверки сборки упомянутого патрубка с основной трубой осуществляют приварку технологических пластин. Затем фиксируют усиленный патрубок угловой по внутреннему диаметру основной трубы и осуществляют предварительный подогрев свариваемых кромок до заданной температуры. После выполняют прихватки ручной аргонодуговой сваркой с равномерным расположением их по периметру усиленного патрубка углового. Осуществляют выполнение корневого слоя шва многопроходной дуговой сваркой в среде защитных газов, второго и третьего заполняющих слоев шва, облицовочного слоя шва, начиная с нижних слоев и заканчивая слоем по кромке усиленного патрубка углового, и осуществляют наплавку дополнительных валиков с радиусом сопряжения сварного шва с основной трубой, равным от одной номинальной толщины стенки трубы ответвления до двух номинальных толщин стенки основной трубы. Изобретение позволяет снизить концентрацию напряжений, возникающих по линии сплавления облицовочного шва с основной трубой. 5 ил.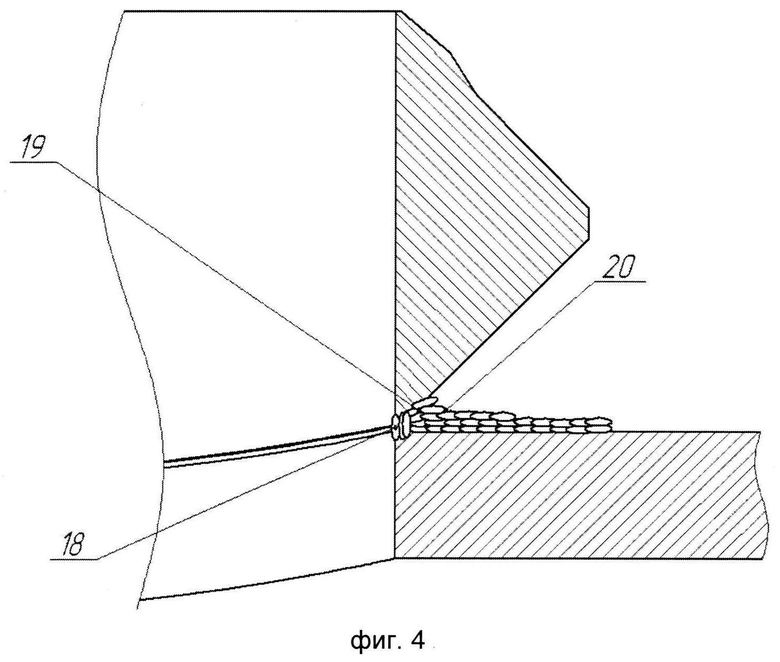
Способ создания тройникового соединения на отключенном участке магистрального трубопровода, включающий очищение поверхности основной трубы в месте приварки патрубка на отключенном участке магистрального трубопровода, разметку упомянутого места и вырезку по линии разметки, установку патрубка на наружную поверхность основной трубы, проверку сборки патрубка с основной трубой и сварку, отличающийся тем, что в качестве привариваемого патрубка используют усиленный патрубок угловой, при этом разметку места приварки усиленного патрубка углового осуществляют путем совмещения упомянутого патрубка с основной трубой, а вырезку осуществляют путем нагрева участка в размеченной зоне на основной трубе до получения отверстия, от которого проводят рез по линии разметки, установку усиленного патрубка углового на наружную поверхность основной трубы осуществляют под углом 90°, после проверки сборки упомянутого патрубка с основной трубой осуществляют приварку технологических пластин, фиксируют усиленный патрубок угловой по внутреннему диаметру основной трубы, осуществляют предварительный подогрев свариваемых кромок до заданной температуры, выполняют прихватки ручной аргонодуговой сваркой с равномерным расположением их по периметру усиленного патрубка углового, осуществляют выполнение корневого слоя шва многопроходной дуговой сваркой в среде защитных газов, второго и третьего заполняющих слоев шва, облицовочного слоя шва, начиная с нижних слоев и заканчивая слоем по кромке усиленного патрубка углового, и осуществляют наплавку дополнительных валиков с радиусом сопряжения сварного шва с основной трубой, равным от одной номинальной толщины стенки трубы ответвления до двух номинальных толщин стенки основной трубы.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ приварки технологических элементов к трубопроводу | 1981 |
|
SU1058182A1 |

