Изобретение относится к области сварки пластмасс и может быть использовано для контактно-тепловой сварки листовых полимерных материалов, преимущественно из неплавких модификаций фторопластов.
Известно устройство для сварки встык листов из термопластичных материалов, включающее нагреватель, теплоизолирующие подкладки и механизм создания усилий, выполненный в виде установленных на теплоизолирующей подкладке по обе стороны нагревателя зажимов, фиксирующих листы от осевого перемещения в процессе нагрева.
Недостатками данного устройства являются сварка швов ограниченной протяженности, а также невозможность применения его для сварки термопластичных материалов, не имеющих состояния расплава (например, фторопласта-4), вследствие значительного (до 50% объема) температурного расширения свариваемого материала при температуре сварки и невозможности компенсации возникающих напряжений в процессе сварки и остывания изделия, что ведет к появлению значительных остаточных деформаций после сварки и, в конечном итоге, к разрушению сварного соединения, а в некоторых случаях и к невозможности образования сварного соединения вообще. Наиболее близким к предлагаемому устройству является устройство для двусторонней контактной тепловой сварки полимерных материалов, содержащее верхнюю и нижнюю плиты с установленными на них диэлектрическими упругими основаниями, на которых размещены огнеупорные жесткие элементы, и гибкие ленточные
ND
кэ
00
о
нагреватели, закрепленные на верхней и нижней плитах через компенсаторы их термического расширения.
Однако конструкция известного устройства не позволяет компенсировать расши- рение свариваемого материала в процессе нагрева с целью устранения возможности появления остаточных напряжений после сварки, поскольку не обладает нужной степенью прогиба лент нагревателя.
Данное устройство также не обеспечивает возможности точного контроля за величиной сварочного давления, создаваемого предварительной регулировкой пружины механизма сжатия сваривав- мых пленок.
Цель изобретения - повышение прочности сварного соединения.
Указанная цель достигается тем, что в устройстве для двусторонней контактной тепловой сварки полимерных материалов огнеупорные жесткие элементы жестко связаны с диэлектрическими основаниями и расположены с зазором один относительно другого, а диэлектрические основания уста- новлены на плитах с возможностью свободного продольного перемещения, причем гибкие ленточные нагреватели жестко связаны с диэлектрическими основаниями в одной точке, а компенсаторы термического расширения нагревателей закреплены на верхней и нижней плитах с противоположных сторон, а также тем, что огнеупорные жесткие элементы выполнены трубчатыми.
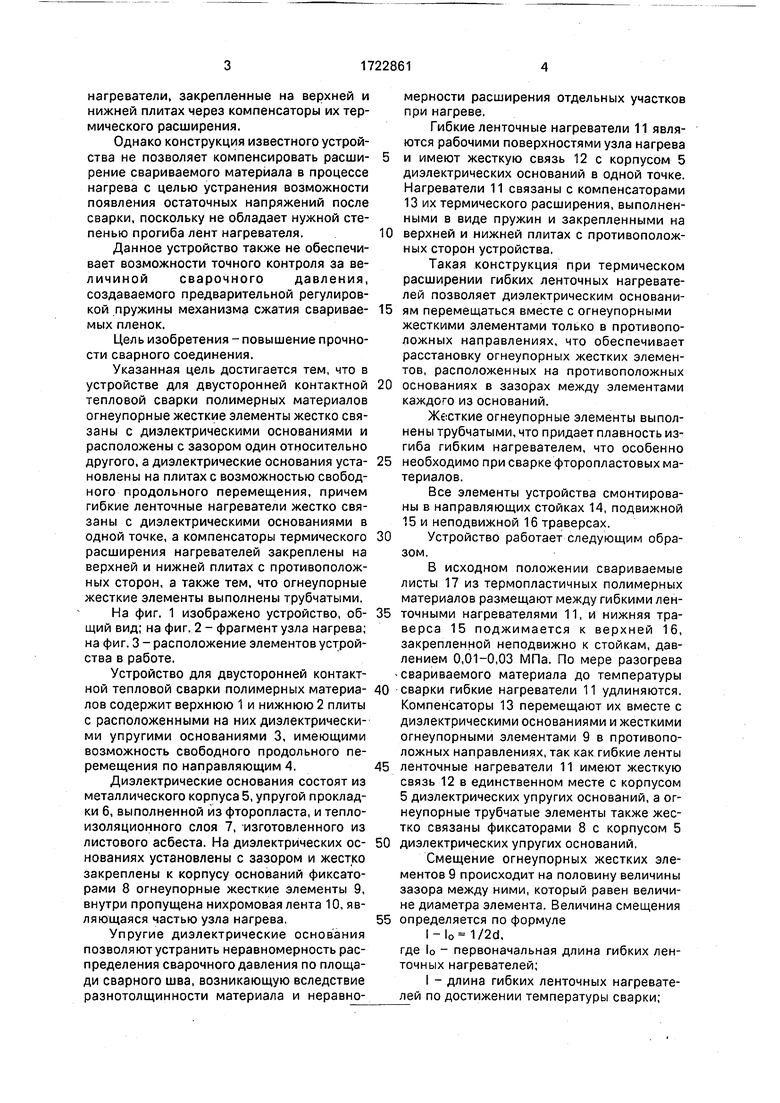
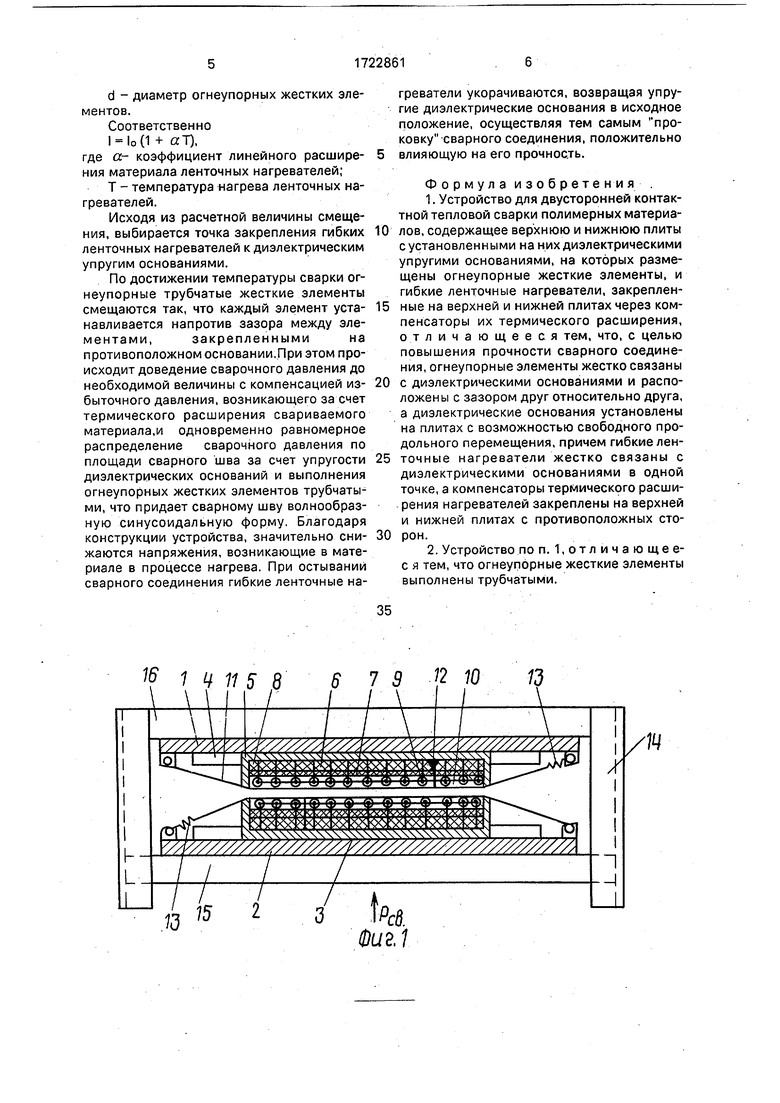
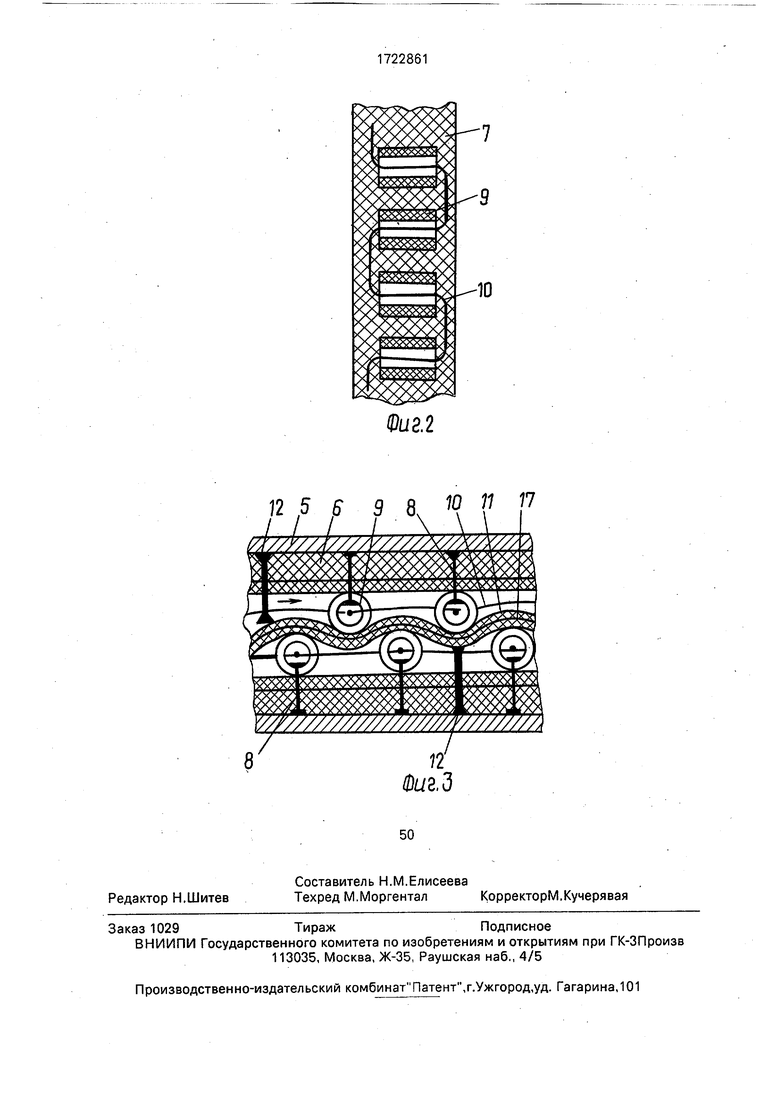
На фиг. 1 изображено устройство, об- щий вид; на фиг. 2 - фрагмент узла нагрева; на фиг. 3 - расположение элементов устройства в работе.
Устройство для двусторонней контактной тепловой сварки полимерных материа- лов содержит верхнюю 1 и нижнюю 2 плиты с расположенными на них диэлектрическими упругими основаниями 3, имеющими возможность свободного продольного перемещения по направляющим 4.
Диэлектрические основания состоят из металлического корпуса 5, упругой прокладки 6, выполненной из фторопласта, и теплоизоляционного слоя 7, изготовленного из листового асбеста. На диэлектрических ос- нованиях установлены с зазором и жестко закреплены к корпусу оснований фиксаторами 8 огнеупорные жесткие элементы 9, внутри пропущена нихромовая лента 10, являющаяся частью узла нагрева.
Упругие диэлектрические основания позволяют устранить неравномерность распределения сварочного давления по площади сварного шва, возникающую вследствие разнотолщинности материала и неравномерности расширения отдельных участков при нагреве.
Гибкие ленточные нагреватели 11 являются рабочими поверхностями узла нагрева и имеют жесткую связь 12 с корпусом 5 диэлектрических оснований в одной точке. Нагреватели 11 связаны с компенсаторами 13 их термического расширения, выполненными в виде пружин и закрепленными на верхней и нижней плитах с противоположных сторон устройства.
Такая конструкция при термическом расширении гибких ленточных нагревателей позволяет диэлектрическим основаниям перемещаться вместе с огнеупорными жесткими элементами только в противоположных направлениях, что обеспечивает расстановку огнеупорных жестких элементов, расположенных на противоположных основаниях в зазорах между элементами каждого из оснований.
Жб:сткие огнеупорные элементы выполнены трубчатыми, что придает плавность изгиба гибким нагревателем, что особенно необходимо при сварке фторопластовых материалов.
Все элементы устройства смонтированы в направляющих стойках 14, подвижной 15 и неподвижной 16 траверсах.
Устройство работает следующим образом.
В исходном положении свариваемые листы 17 из термопластичных полимерных материалов размещают между гибкими ленточными нагревателями 11, и нижняя траверса 15 поджимается к верхней 16, закрепленной неподвижно к стойкам, давлением 0,01-0,03 МПа. По мере разогрева свариваемого материала до температуры сварки гибкие нагреватели 11 удлиняются. Компенсаторы 13 перемещают их вместе с диэлектрическими основаниями и жесткими огнеупорными элементами 9 в противоположных направлениях, так как гибкие ленты ленточные нагреватели 11 имеют жесткую связь 12 в единственном месте с корпусом 5 диэлектрических упругих оснований, а огнеупорные трубчатые элементы также жестко связаны фиксаторами 8 с корпусом 5 диэлектрических упругих оснований.
Смещение огнеупорных жестких элементов 9 происходит на половину величины зазора между ними, который равен величине диаметра элемента. Величина смещения определяется по формуле
,
где lo - первоначальная длина гибких ленточных нагревателей;
I - длина гибких ленточных нагревателей по достижении температуры сварки;
d - диаметр огнеупорных жестких элементов.
Соответственно
1 10(1 + а Т),
где а- коэффициент линейного расширения материала ленточных нагревателей;
Т - температура +нагрева ленточных нагревателей.
Исходя из расчетной величины смещения, выбирается точка закрепления гибких ленточных нагревателей к диэлектрическим упругим основаниями.
По достижении температуры сварки огнеупорные трубчатые жесткие элементы смещаются так, что каждый элемент устанавливается напротив зазора между элементами,закрепленнымина противоположном основании.При этом происходит доведение сварочного давления до необходимой величины с компенсацией избыточного давления, возникающего за счет термического расширения свариваемого материала,и одновременно равномерное распределение сварочного давления по площади сварного шва за счет упругости диэлектрических оснований и выполнения огнеупорных жестких элементов трубчатыми, что придает сварному шву волнообразную синусоидальную форму. Благодаря конструкции устройства, значительно снижаются напряжения, возникающие в материале в процессе нагрева. При остываний сварного соединения гибкие ленточные нагреватели укорачиваются, возвращая упругие диэлектрические основания в исходное положение, осуществляя тем самым проковку сварного соединения, положительно влияющую на его прочность.
Формула изобретения .
1.Устройство для двусторонней контактной тепловой сварки полимерных материалов, содержащее верхнюю и нижнюю плиты с установленными на них диэлектрическими упругими основаниями, на которых размещены огнеупорные жесткие элементы, и гибкие ленточные нагреватели, закрепленные на верхней и нижней плитах через компенсаторы их термического расширения, отличающееся тем, что, с целью повышения прочности сварного соединения, огнеупорные элементы жестко связаны
с диэлектрическими основаниями и расположены с зазором друг относительно друга, а диэлектрические основания установлены на плитах с возможностью свободного продольного перемещения, причем гибкие ленточные нагреватели жестко связаны с диэлектрическими основаниями в одной точке, а компенсаторы термического расширения нагревателей закреплены на верхней и нижней плитах с противоположных сторон.
2.Устройство по п. 1, от л и ч а ю ще е- с я тем, что огнеупорные жесткие элементы выполнены трубчатыми.
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устроййство для двусторонней контактнотепловой сварки | 1974 |
|
SU546488A1 |
| Электрод для сварки термопластичных полимерных пленок | 1990 |
|
SU1745558A1 |
| Устройство для контактно-тепловой сварки полимерных материалов | 1983 |
|
SU1147589A1 |
| Устройство для контактной тепловой сварки термопластичных материалов | 1981 |
|
SU1014735A1 |
| Устройство для термоимпульсной сварки полимерных материалов | 1979 |
|
SU859176A1 |
| Способ непрерывного изготовления гибких рукавов из ленточного полимерного материала и установка для его осуществления | 1987 |
|
SU1622150A1 |
| Способ соединения пластмассовых рукавов и устройство для его осуществления | 1990 |
|
SU1782769A1 |
| Способ изготовления контейнера из полимерных материалов и устройство для его осуществления | 1983 |
|
SU1174282A1 |
| ТЕРМОНОЖ ПОСТОЯННОГО НАГРЕВА УПАКОВОЧНОЙ МАШИНЫ (ВАРИАНТЫ) | 2011 |
|
RU2499753C2 |
| Устройство для контактной тепловой сварки термопластичных материалов | 1987 |
|
SU1523385A1 |
Использование: изобретение относится к области сварки пластмасс и может быть использовано для контактно-тепловой сварки листовых полимерных материалов, преимущественно из неплавких модификаций фторопластов, для повышения прочности сварного соединения. Сущность изобретения: в устройстве для контактной тепловой сварки полимерных материалов огнеупорные жесткие элементы жестко связаны с диэлектрическими основаниями и расположены с зазором один относительно другого. Диэлектрические основания установлены на плитах с возможностью свободного продольного перемещения. Гибкие ленточные нагреватели жестко связаны с диэлектрическими основаниями в одной точке. Компенсаторы термического расширения нагревателей закреплены на верхней и нижней плитах с противоположных сторон.. Кроме того, огнеупорные жесткие элементы выполнены трубчатыми. 1 з.п.ф-лы, 3 ил. сл с
| 1971 |
|
SU416249A1 | |
| Солесос | 1922 |
|
SU29A1 |
| Устроййство для двусторонней контактнотепловой сварки | 1974 |
|
SU546488A1 |
| Солесос | 1922 |
|
SU29A1 |
