ОПИСАНИЕ
Предшествующий уровень техники
Пластик, армированный углеродными волокнами (CFRP), состоит из широкого ассортимента композиционных материалов с различным типом волокон, ориентацией волокон, содержанием волокон и матричными материалами. За последние годы применение армированных волокнами композиционных материалов неуклонно возрастает во многих отраслях промышленности. Например, благодаря своим высоким показателям удельной прочности и удельной жесткости композиционные материалы CFRP находят все большее применение в авиакосмической и автомобильной отраслях промышленности. По мере расширения областей применения таких материалов будет возрастать и необходимость в рентабельных способах образования в таких материалах высококачественных отверстий с размерами в пределах узкого допустимого отклонения.
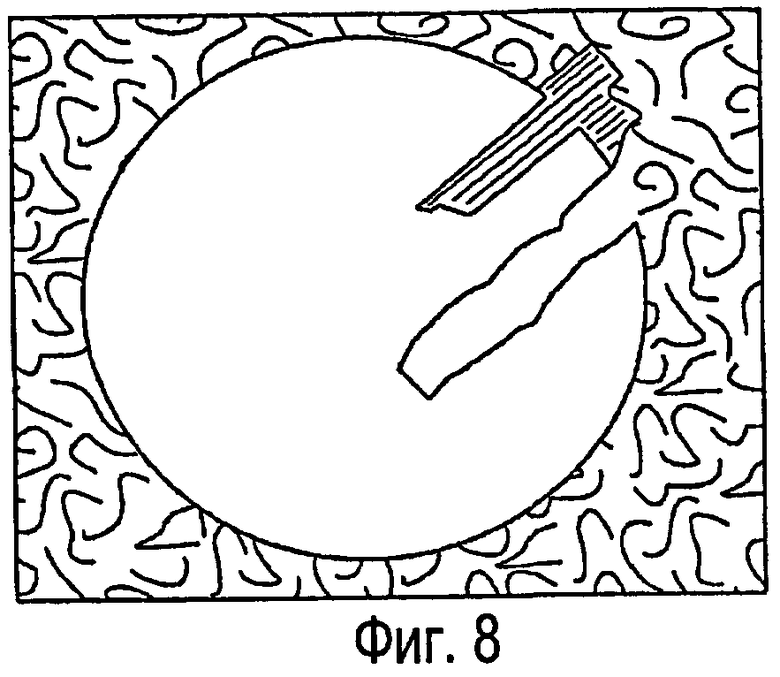
Однако композиционные материалы CFRP создают серьезные проблемы при механической обработке. На сегодняшний день на рынке преобладают сверла из поликристаллического алмаза (PCD). К типичным дефектам, возникающим при сверлении с помощью стандартных сверл PCD, относятся скол поверхности, выдергивание волокон, обжигание и тому подобное, как показано на Фиг. 8.
Установлено, что скол поверхности и выдергивание волокон вызываются осевым давлением инструмента. Считается, что одним из наиболее важных факторов, влияющих на характеристику инструмента, является геометрическая форма сверла. Кроме того, благодаря высокой прочности армирования волокнами CFRP являются весьма абразивными, что подразумевает, что инструмент должен обладать очень хорошей твердостью.
Таким образом, существует необходимость в создании сверла, которое бы свело к минимуму дефекты выходных отверстий при механической обработке композиционных материалов CFRP.
Краткое описание изобретения
Вкратце, согласно настоящему изобретению, предложено двухканавочное спиральное сверло с крестообразно заточенным острием для механической обработки композиционного материала, армированного волокнами. Сверло имеет задний угол в пределах приблизительно от 10 до 20 градусов; передний угол в пределах приблизительно от -5 до 10 градусов; длину перемычки приблизительно до 0,035 мм; угол перемычки в пределах приблизительно от 105 до 120 градусов; угол разделения приблизительно от 130 до 150 градусов; и угол при вершине приблизительно от 70 до 100 градусов.
Согласно другому варианту осуществления спиральное сверло с алмазным покрытием и крестообразно заточенным острием для механической обработки композиционного материала, армированного волокнами, изготавливают из субстрата, включающего в себя карбид вольфрама, связанный кобальтом в количестве приблизительно от 3 до 10 мас.%, при этом указанное сверло имеет угол при вершине около 90 градусов.
Согласно еще одному варианту осуществления двухканавочное спиральное сверло с алмазным покрытием с крестообразно заточенным острием для механической обработки композиционного материала, армированного волокнами, имеет задний угол приблизительно от 10 до 20 градусов; передний угол среза приблизительно от -5 до 10 градусов; длину перемычки меньше приблизительно 0,035 мм; угол при вершине приблизительно от 70 до 100 градусов; угол наклона винтовой линии приблизительно от 25 до 35 градусов; толщину поперечной кромки сверла в точке перед разделением приблизительно от 20 до 30% диаметра сверла; угол среза приблизительно от 30 до 40 градусов относительно продольной оси сверла; угол перемычки сверла приблизительно от 105 до 120 градусов; угол разделения приблизительно от 130 до 150 градусов; диаметр пера сверла приблизительно от 92 до 96% от диаметра сверла; ширину ленточки приблизительно от 5 до 10% диаметра сверла.
Краткое описание чертежей
Дополнительные признаки настоящего изобретения, а также эффекты, полученные от этого, станут ясными из следующего подробного описания, выполненного со ссылкой на чертежи, на которых:
Фиг. 1 представляет собой частичный вид в перспективе сверла для механической обработки композиционных материалов, армированных волокнами, в соответствии с вариантом осуществления изобретения;
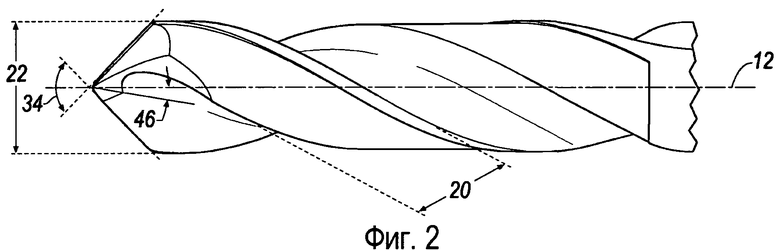
Фиг. 2 представляет собой частичный вид сбоку сверла с Фиг. 1, показывающий угол при вершине;
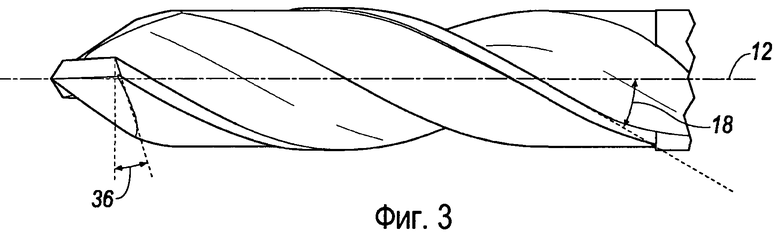
Фиг. 3 представляет собой другой частичный вид сбоку сверла с Фиг. 1, показывающий задний угол;
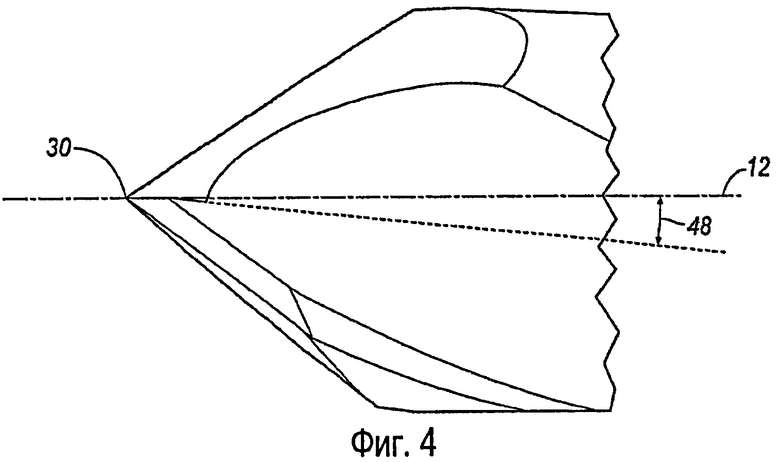
Фиг. 4 представляет собой увеличенный вид сбоку сверла с Фиг. 1, показывающий передний угол среза;
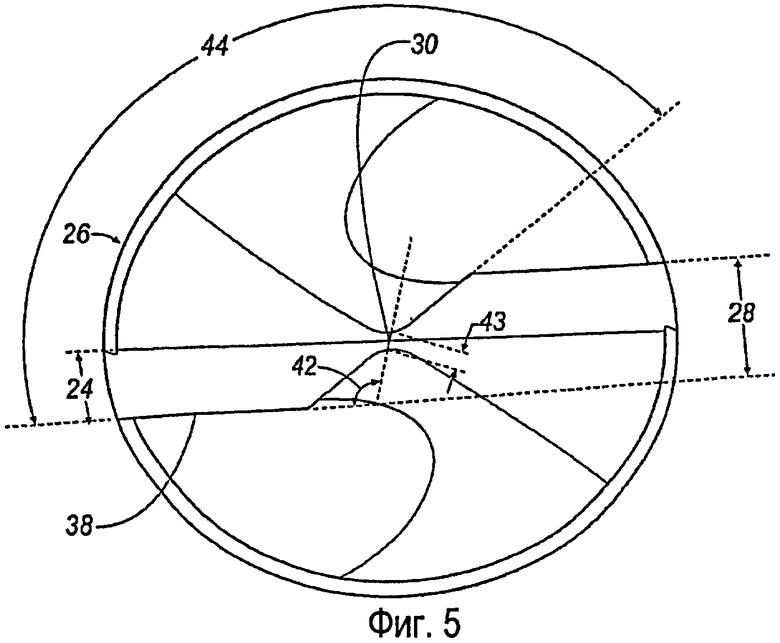
Фиг. 5 представляет собой вид сзади сверла с Фиг. 1, показывающий угол разделения, толщину поперечной кромки сверла и ширину ленточки;
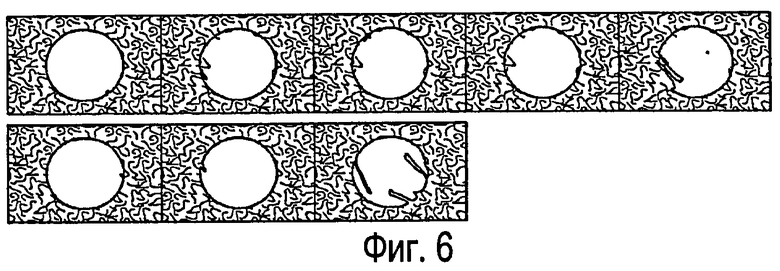
на Фиг. 6(a) и 6(b) показано сравнение качества отверстий, полученных при помощи сверла с алмазным покрытием толщиной 5 мкм согласно изобретению и стандартного сверла PCD при сверлении композиционного материала CFRP типа A, соответственно;
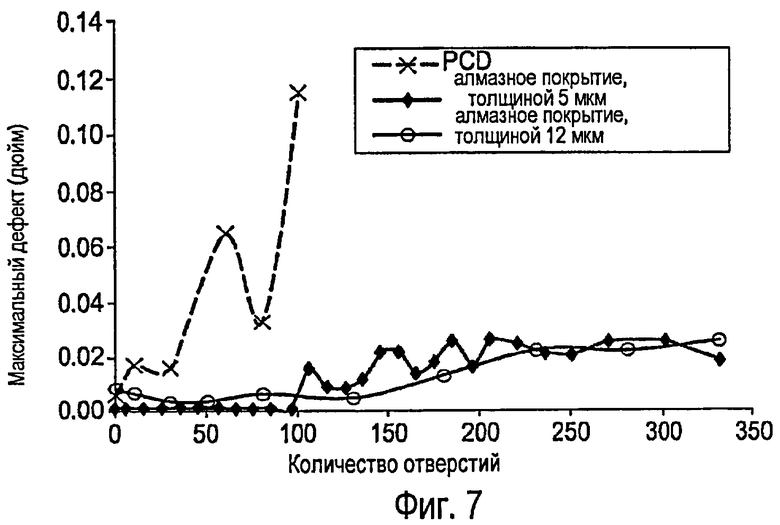
на Фиг. 7 показано сравнение качества отверстий, полученных при помощи стандартного сверла PCD и сверла с алмазным покрытием согласно изобретению при сверлении композиционного материала CFRP типа B; и
на Фиг. 8 показаны типичные дефекты от сверления с использованием стандартных сверл PCD.
Подробное описание изобретения
На Фиг. 1-5, где одинаковые ссылочные позиции соответствуют одинаковым элементам, показано в общем виде двухканавочное спиральное сверло 10 с алмазным покрытием перед разделением согласно варианту осуществления изобретения. Предпочтительно, чтобы сверло 10 было изготовлено из субстрата - карбида вольфрама (WC), связанного кобальтом (Co) в количестве приблизительно от 3 до 10 мас.%, и алмазного покрытия, имеющего толщину в пределах приблизительно от 3 до 20 мкм, нанесенного методом химического осаждения из газовой фазы (CVD). Радиус головки (или радиус режущего края) после нанесения покрытия составляет приблизительно от 5 до 30 микрон.
Сверло 10 имеет хвостовик 11, продольную ось 12 и включает две канавки, 14 и 16, с углом 18 наклона винтовой канавки, лежащим в пределах приблизительно от 25 до 35 градусов относительно продольной оси 12. Ширину 24 ленточки поддерживают в пределах приблизительно от 5 до 10% диаметра 22 сверла. Диаметр 26 пера сверла поддерживают в пределах приблизительно от 92 до 96% диаметра сверла 22. Толщина 28 поперечной кромки сверла (расстояние между режущими кромками 38 и 40) в точке 30 (перед разделением) составляет приблизительно от 20 до 30% диаметра 22 сверла. Угол 34 при вершине составляет приблизительно от 70 до 100 градусов, и, предпочтительно, около 90 градусов. Задний угол 36 лежит приблизительно между 10 и 20 градусами. Угол 42 перемычки сверла составляет приблизительно от 105 до 120 градусов. Длина 43 перемычки составляет менее приблизительно 0,035 мм. Угол 44 разделения (угол второй режущей кромки) составляет приблизительно от 130 до 150 градусов. Угол 46 среза составляет приблизительно от 30 до 40 градусов относительно оси 12 сверла. Передний угол 48 среза лежит в пределах приблизительно от -5 до 10 градусов.
Геометрия сверла
Геометрические характеристики сверла 10 согласно изобретению были проверены и сравнены с рядом других геометрических характеристик, как представлено в Таблице I. Сравнение показывает, что результаты с наименьшим размером дефекта выходного отверстия продемонстрированы при гвоздеобразной и прямозубой геометрической форме острия, а также при геометрической форме сверла с крестообразно заточенным острием с углом 90 градусов. Однако для сверла с гвоздеобразным и прямозубым острием существуют проблемы, связанные с выкрашиванием, и, следовательно, такое сверло имеет уменьшенный срок службы. Кроме того, сверло с гвоздеобразным и прямозубым острием сложнее затачивать, и его заостренные края не позволяют наносить на него покрытия. Таким образом, геометрическая форма сверла с крестообразно заточенным острием с углом 90 градусов продемонстрировала наилучшие общие характеристики и результаты.
Сверла с различными геометрическими характеристиками и соответствующий размер дефекта отверстия
Алмазное покрытие методом CVD
Характеристики сверла 10 согласно изобретению изучали для двух типов композиционного материала - пластика, армированного углеродным волокном (CFRP) (а именно, типы A и B), применяющегося для обшивки самолетов. В частности, для этих исследований использовали геометрическую форму сверла с крестообразно заточенным острием с углом 90 градусов. На субстрат сверла, изготовленный из карбида вольфрама (WC) с содержанием кобальта (Co) 6 мас.%, наносили алмазное покрытие, используя метод химического осаждения из газовой фазы (CVD). Следует отметить, что изобретение не ограничивается конкретным массовым процентным содержанием кобальта и может быть осуществлено на практике для WC субстрата, связанного кобальтом с содержанием кобальта приблизительно от 3 до 10 мас.%. В настоящее время доминирующим продуктом для сверления CFRP на рынке является стандартное сверло из поликристаллического алмаза (PCD). Радиус режущего края и осевое давление при сверлении первого отверстия представлены в Таблице II. Как показано в Таблице II, геометрическая форма сверла с крестообразно заточенным острием с углом 90 градусов создавала меньшее осевое давление и более острый режущий край, что положительно сказывалось на качестве отверстия, как это наблюдалось авторами изобретения.
Геометрия сверла, радиус режущего края и осевое давление
На Фиг. 6(a) и (b) представлено сравнение качества отверстий, полученных при помощи сверла изобретения с алмазным покрытием толщиной 5 мкм и стандартного сверла из поликристаллического алмаза (PCD) при сверлении композиционного материала - пластика, армированного углеродным волокном (CFRP), типа A, соответственно. Как показано, сверло согласно изобретению с алмазным покрытием толщиной 5 мкм неожиданно показало в результате значительно лучшее качество отверстий, чем в случае стандартного сверла PCD. Более того, сверло согласно изобретению с алмазным покрытием толщиной 5 мкм показало неожиданные результаты, превосходя стандартное сверло PCD по сроку службы инструмента (97 отверстий против 50 отверстий). Для сравнения, при помощи непокрытого сверла WC - 6 мас.% в следствие серьезного абразивного изнашивания углеродными волокнами можно получить лишь 10 качественных отверстий.
Следует отметить, что сверло согласно изобретению не ограничено толщиной алмазного покрытия. Например, сверло согласно изобретению может быть изготовлено из WC субстрата с алмазным покрытием толщиной в пределах приблизительно от 3 до 20 мкм. Кроме того, следует отметить, что на практике может применяться сверло с радиусом режущего края в пределах приблизительно от 5 до 30 мкм.
На Фиг. 7 приведено сравнение качества отверстий, полученных при помощи сверла PCD и сверл с алмазным покрытием при сверлении композиционного материала CFRP типа B. Сверла с алмазным покрытием толщиной как 5 мкм, так и 12 мкм приводили к неожиданным результатам, превосходя стандартное сверло PCD по качеству отверстий и сроку службы инструмента.
Как описано выше, двухканавочное спиральное сверло с крестообразно заточенным острием 10 согласно изобретению с субстратом из WC с 6 мас.% Co и алмазным покрытием толщиной 5 мкм либо 12 мкм, при механической обработке армированным волокнами композиционного материала, такого как пластик, армированный углеродными волокнами (CFRP) типов A и B, показало неожиданные результаты, превосходя стандартное сверло из поликристаллического алмаза (PCD). Кроме того, изобретение не ограничивается сверлом для механической обработки композиционного материала CFRP. Например, сверло согласно изобретению может быть использовано для механической обработки материала, армированного стекловолокном, и тому подобного. Кроме того, сверло согласно изобретению может быть использовано для сухих или влажных сред.
Документы, патенты и заявки на патенты, упоминавшиеся в данном контексте, тем самым включаются в настоящий документ.
Несмотря на то что изобретение подробно описано применительно к известным конкретным вариантам его осуществления, следует понимать, что это делается для иллюстрации, а не для ограничения, и что объем прилагаемой формулы изобретения следует истолковывать настолько широко, насколько это позволит известный уровень техники.
Сверло выполнено двухканавочным спиральным с алмазным покрытием с крестообразной подточкой поперечной кромки и имеет задний угол приблизительно от 10 до 20 градусов, передний угол среза подточки приблизительно от -5 до 10 градусов, длину поперечной кромки меньше приблизительно 0,035 мм, и угол при вершине приблизительно от 70 до 100 градусов. Технический результат: повышение качества обработки за счет сведения к минимуму дефектов на выходе сверла из отверстия. 3 н. и 24 з.п. ф-лы, 8 ил., 2 табл.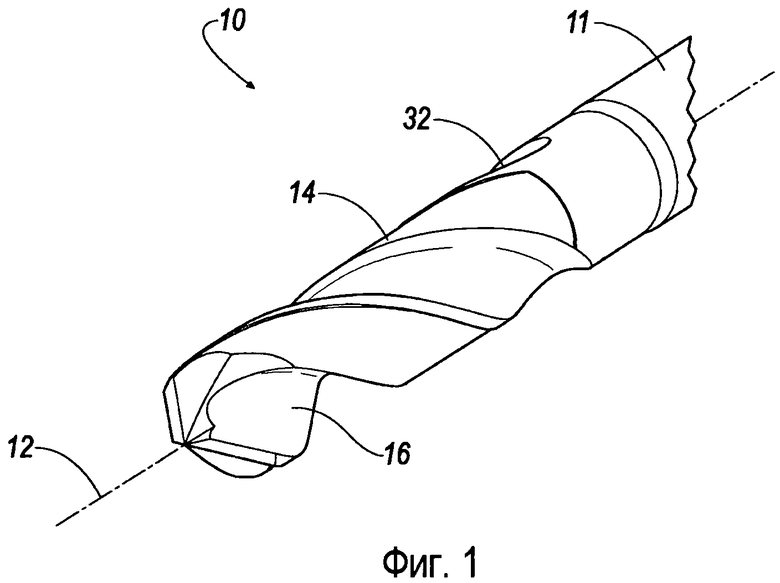
1. Двухканавочное спиральное сверло с алмазным покрытием с крестообразной подточкой поперечной кромки для механической обработки композиционного материала, армированного волокнами, имеющее задний угол приблизительно от 10 до 20°, передний угол среза подточки приблизительно от -5 до 10°, длину поперечной кромки меньше приблизительно 0,035 мм и угол при вершине приблизительно от 70 до 100°.
2. Сверло по п.1, в котором угол при вершине составляет приблизительно 90°.
3. Сверло по п.1, в котором угол наклона винтовой линии указанной канавки составляет приблизительно от 25 до 35°.
4. Сверло по п.1, в котором толщина сердцевины сверла перед подточкой составляет приблизительно от 20 до 30% диаметра сверла.
5. Сверло по п.1, в котором угол среза подточки составляет приблизительно от 30 до 40° относительно продольной оси сверла.
6. Сверло по п.1, в котором угол поперечной кромки сверла составляет приблизительно от 105 до 120°.
7. Сверло по п.1, в котором угол разделения подточки составляет приблизительно от 130 до 150°.
8. Сверло по п.1, в котором диаметр пера сверла составляет приблизительно от 92 до 96% диаметра сверла.
9. Сверло по п.1, в котором ширина ленточки составляет приблизительно от 5 до 10% диаметра сверла.
10. Спиральное сверло с алмазным покрытием с крестообразной подточкой поперечной кромки для механической обработки композиционного материала, армированного волокнами, изготовленное из основы, включающей карбид вольфрама, связанный кобальтом в количестве приблизительно от 3 до 10 мас.%, причем сверло имеет угол при вершине приблизительно 90°.
11. Сверло по п.10, в котором алмазное покрытие имеет толщину в пределах приблизительно от 3 до 20 мкм.
12. Сверло по п.11, в котором толщина алмазного покрытия составляет приблизительно 5 мкм.
13. Сверло по п.11, в котором толщина алмазного покрытия составляет приблизительно 12 мкм.
14. Сверло по п.10, в котором радиус головки составляет приблизительно от 5 до 30 мкм.
15. Сверло по п.10, в котором содержание кобальта составляет приблизительно 6 мас.%.
16. Сверло по п.10, в котором задний угол составляет приблизительно от 10 до 20°, передний угол среза составляет приблизительно от -5 до 10°, а длина поперечной кромки составляет менее приблизительно 0,035 мм.
17. Сверло по п.16, дополнительно содержащее две канавки, имеющие угол наклона винтовой линии приблизительно от 25 до 35°.
18. Сверло по п.16, в котором толщина сердцевины сверла перед подточкой составляет приблизительно 20 до 30% диаметра сверла.
19. Сверло по п.16, в котором угол среза подточки составляет приблизительно от 30 до 40° относительно продольной оси сверла.
20. Сверло по п.16, в котором угол поперечной кромки сверла составляет приблизительно от 105 до 120°.
21. Сверло по п.16, в котором угол разделения подточки составляет приблизительно от 130 до 150°.
22. Сверло по п.16, в котором диаметр пера сверла составляет приблизительно от 92 до 96% диаметра сверла.
23. Сверло по п.16, в котором ширина ленточки составляет приблизительно от 5 до 10% диаметра сверла.
24. Двухканавочное спиральное сверло с алмазным покрытием с крестообразной подточкой поперечной кромки для механической обработки композиционного материала, армированного волокнами, имеющее задний угол приблизительно от 10 до 20°, передний угол подточки приблизительно от -5 до 10°, длину поперечной кромки меньше приблизительно 0,035 мм, угол при вершине приблизительно от 70 до 100°; угол наклона винтовой линии приблизительно от 25 до 35°, толщину сердцевины сверла перед подточкой приблизительно от 20 до 30% диаметра сверла, угол среза подточки приблизительно от 30 до 40° относительно продольной оси указанного сверла, угол поперечной кромки сверла приблизительно от 105 до 120°, угол разделения подточки приблизительно от 130 до 150°, диаметр пера сверла приблизительно от 92 до 96% диаметра сверла и ширину ленточки приблизительно от 5 до 10% диаметра сверла.
25. Сверло по п.24, в котором алмазное покрытие имеет толщину в пределах приблизительно от 3 до 20 мкм.
26. Сверло по п.25, в котором толщина алмазного покрытия составляет приблизительно 5 мкм.
27. Сверло по п.25, в котором толщина алмазного покрытия составляет приблизительно 12 мкм.
| US 4898503 А, 06.02.1990 | |||
| Сверло для пластмассы и т.п. материала | 1940 |
|
SU63889A1 |
| Сверло с подточкой поперечной режущей кромки | 1982 |
|
SU1065109A1 |
| Сверло | 1982 |
|
SU1144800A1 |

