Изобретение относится к энергетическому машиностроению и может быть использовано при изготовлении теплообменного оборудования, в частности аппаратов воздушного охлаждения.
Известен способ изготовления камеры аппарата воздушного охлаждения, по которому стенки прямоугольной камеры формируются гибкой из круглой трубы, а перегородки приваривают к стенкам, используя штангу для подачи сварочного электрода (см. патент ЕР №2735386 от 28.05.2014).
Недостатком известного технического решения является сложность изготовления камеры из круглой трубы и приваркой перегородок одним сварным швом. При выполнении приварки перегородок внутри камеры в несколько проходов возникает сложность при механической зачистке поверхности сварного шва перед нанесением следующего прохода из-за плохой доступности поверхности шва.
Также известен способ изготовления камеры аппарата воздушного охлаждения, по которому боковые, верхняя и нижняя стенки камеры и силовые перегородки в количестве не менее двух изготавливаются из плоского листа и затем последовательно свариваются сначала на прихватках, а затем производится сварка стенок в среде инертного газа, например CO2, с последующей зачисткой сварных швов (см. патент №2266490 от 26.03.2004)
Недостатком известного технического решения является трудоемкость проведения сварки и зачистки сварных швов после выполнения сборки на прихватках, если длина камеры превышает возможность доступа сварочным и зачистным оборудованием (длина камеры может достигать 4000 мм).
Чтобы обеспечить в этом случае доступ к шву сварочного оборудования, необходимо проводить окончательную сварку каждой отдельной перегородки сразу после ее установки на прихватки, но в этом случае процесс сборки будет последовательным и вследствие тепловыделения в процессе сварки будет накапливаться остаточная деформация стенок камеры, что приведет к отклонениям от проектных геометрических размеров камеры.
Сварка боковых стенок и силовых перегородок, испытывающих максимальные нагрузки от нагружения внутренним давлением, производится односторонним швом, что приводит к риску возникновения дефектов в корне шва (непровар) и односторонним деформациям перегородок при сборке камеры.
Технический результат, на достижение которого направлено изобретение, заключается в улучшении технологических качеств камеры за счет улучшения процесса сборки, исключения гибки стенок при изготовлении, уменьшения остаточной деформации стенок в процессе сварки, исключения риска возникновения дефектов в корне швов силовых перегородок швов (непровар) и исключения механической зачистки поверхности шва при выполнении многопроходного шва за счет применения методов сварки, которые образуют на поверхности хрупкую корку (шлак), не требующую значительных усилий для ее удаления, например сварку под флюсом, что приводит к увеличению прочности и надежности камеры.
Технический результат достигается тем, что в способе изготовления камеры аппарата воздушного охлаждения, по которому боковые, верхнюю, нижнюю и торцевые стенки камеры изготавливают из плоского листа, выполняя на перегородках двустороннюю фаску для сварки, осуществляют предварительную сборку и сварку камеры из полученных деталей за исключением торцевых стенок, на сварочные прихватки или, используя предварительный (подварочный) сварной шов, выполняемый на всю длину камеры с выполнением при этом фасок под сварку несимметрично для возможности размещения подварочного шва, выполняя окончательную сварку (нанесение основного объема сварных швов, как правило, за несколько проходов) с получением единой жесткой конструкции, сварочным оборудованием, как правило, используя сварку под флюсом, обеспечивающим на поверхности сварного шва хрупкую шлаковую корку, со штангой для подачи флюса на всю длину камеры, перемещающейся вдоль сварного шва для последовательной подачи компонентов для сварки, производя при этом удаление хрупкой шлаковой корки с поверхности сварных швов перед нанесением каждого последующего прохода без использования механической зачистки.
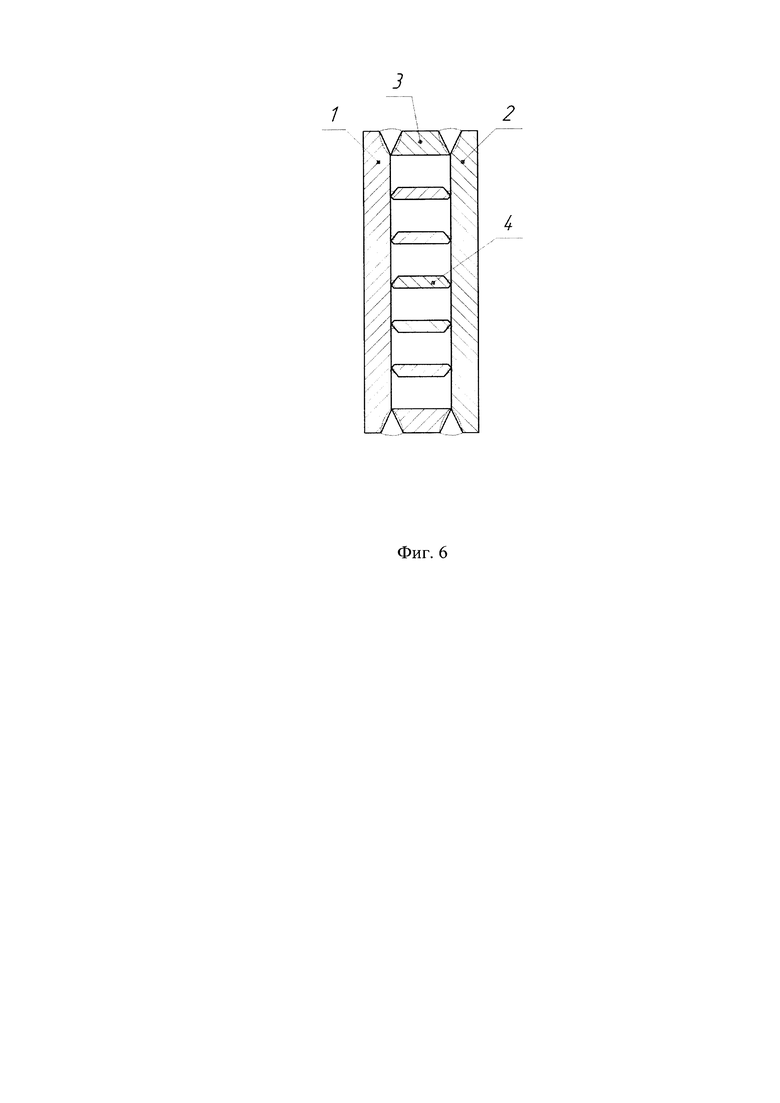
В случае выполнения на перегородках несимметричных фасок под сварку для нанесения подварочного сварного шва с одной стороны, устанавливают по отношению к первой приваренной перегородке другие перегородки с чередованием, располагая другие перегородки с одной стороны первой приваренной перегородки аналогично ей, а с другой ее стороны - зеркально.
Перегородки могут устанавливаться после каждого ряда отверстий под теплообменные трубки и могут иметь отверстия для прохода через них охлаждаемого продукта.
Для наложения основного объема двух расположенных на одной перегородке сварных швов могут использоваться одновременно две параллельные штанги, одна для одного шва, вторая для другого.
Наложение основного объема двух сварных швов, соединяющих боковые стенки с нижней или верхней стенкой, может происходить одновременно двумя сварочными головками.
Выполнение сварных швов камеры может происходить с переворотом камеры на 180° в специальном переворотном устройстве.
Сущность изобретения поясняется чертежами.
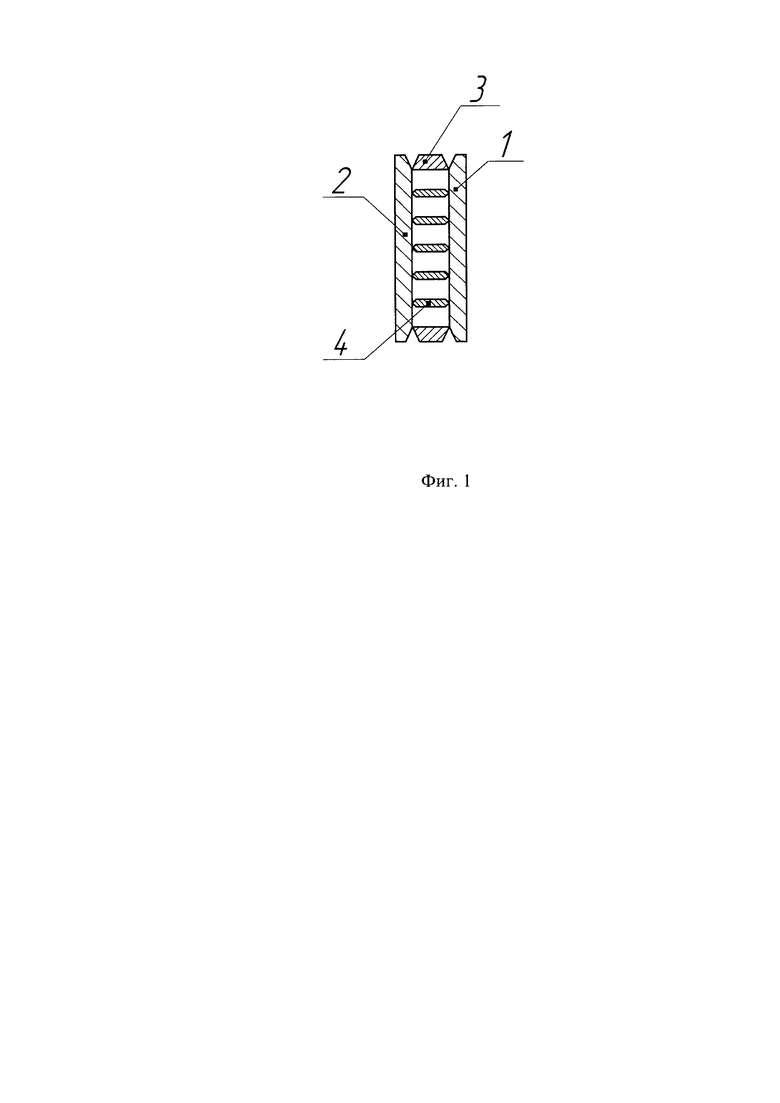
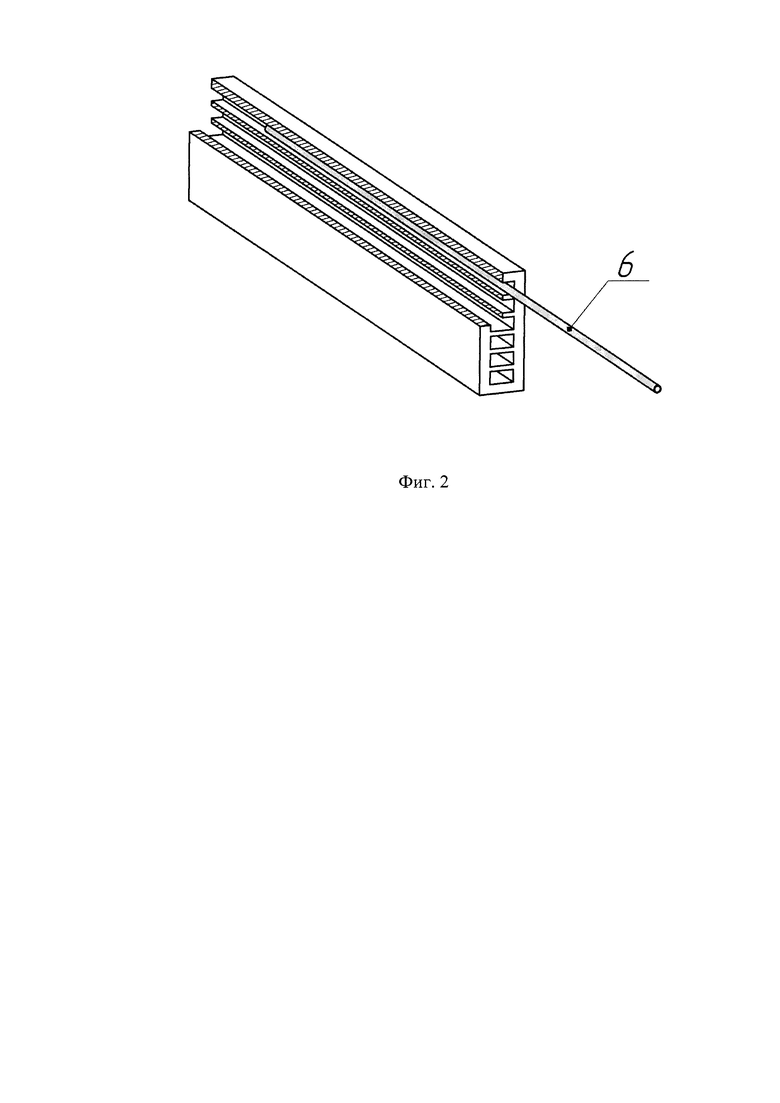
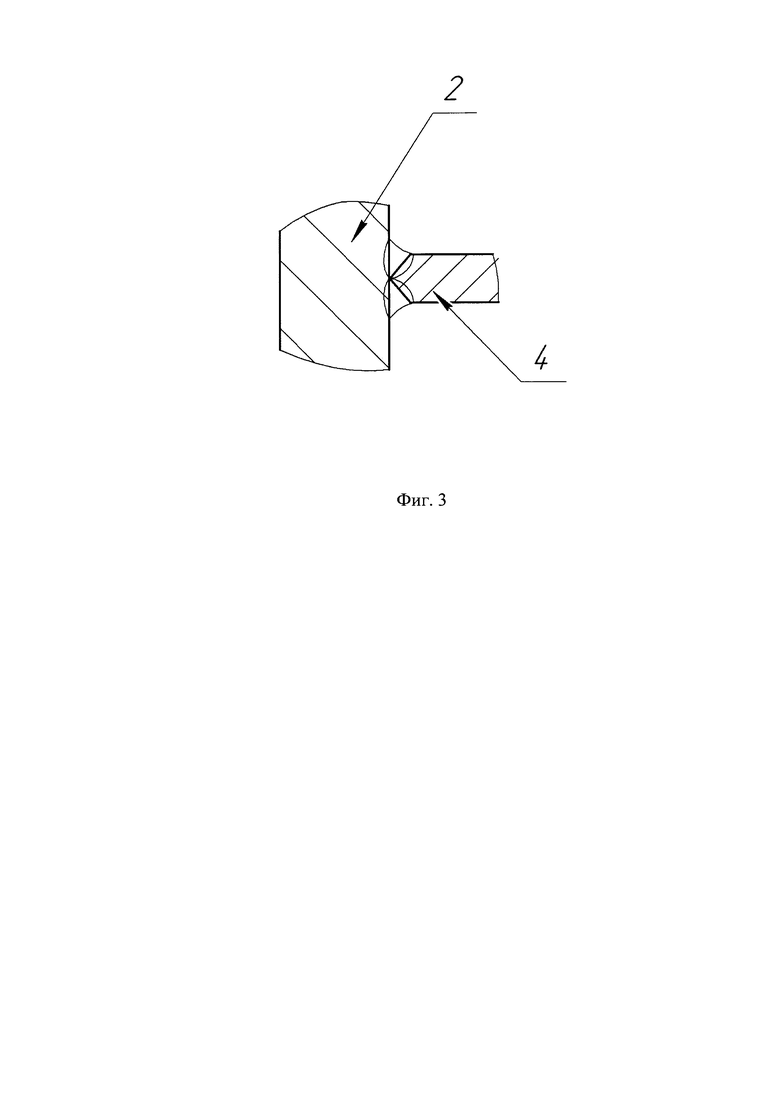
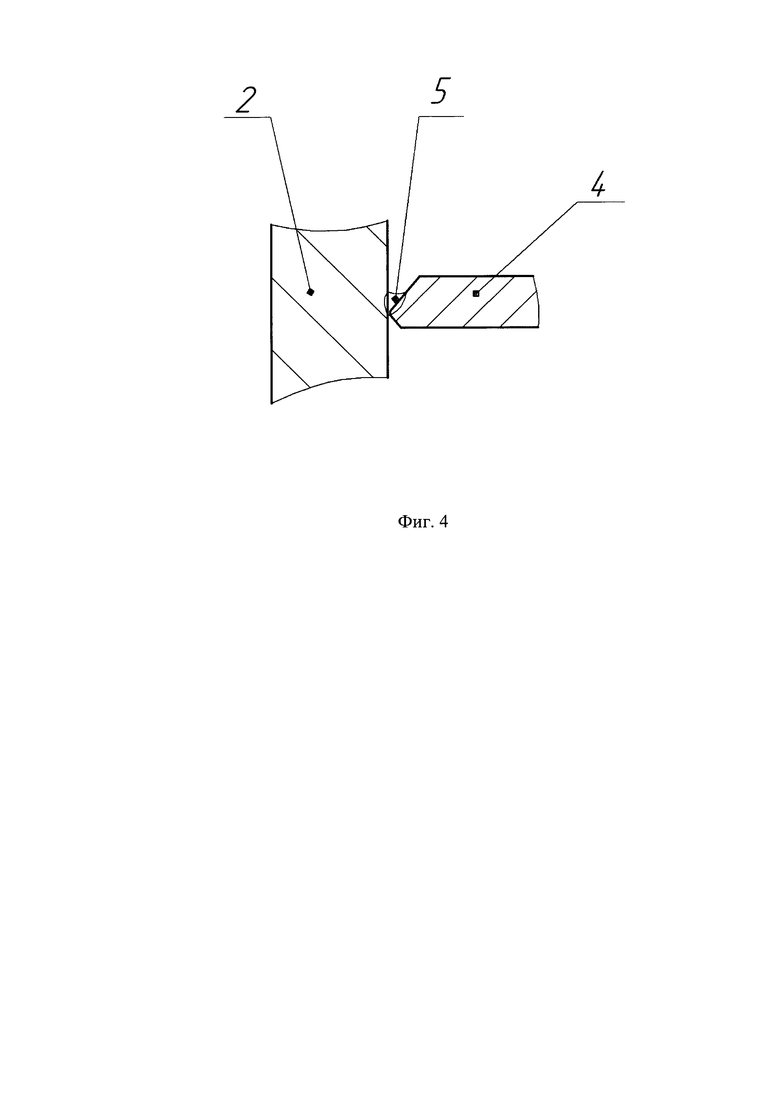
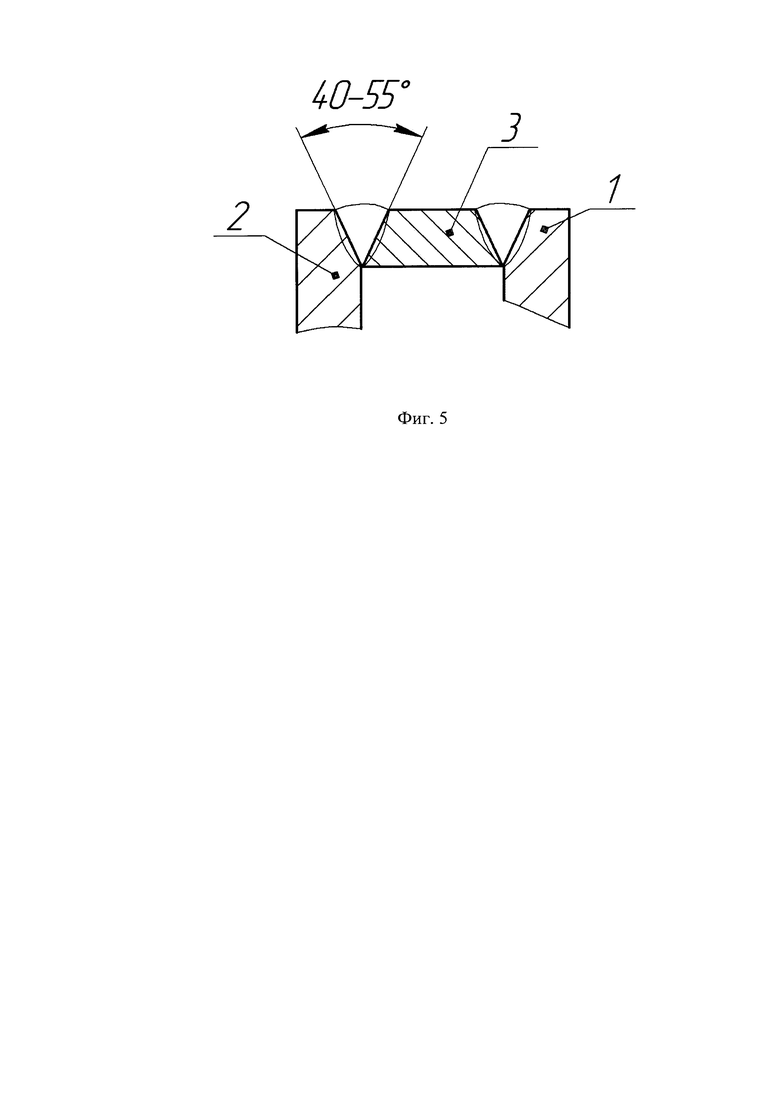
На фиг. 1 показано поперечное сечение камеры с перегородками; на фиг. 2 - схема проведения сварки с помощью штанги; на фиг. 3 - схема наложения сварных швов перегородки с двусторонней фаской; на фиг. 4 - схема наложения подварочного шва; на фиг. 5 - схема сварки боковых, нижней и верхней стенок; на фиг. 6 - схема сварки перегородок с несимметричной фаской под сварку
Процесс изготовления камеры аппарата воздушного охлаждения состоит из нескольких этапов.
На первом этапе выполняются двусторонние фаски противоположных сторон перегородок 4 из условия нанесения двух симметричных сварных швов. На боковые 1 и 2, верхнюю и нижнюю 3 стенки наносят фаски так, чтобы в месте сопряжения грани фасок образовывали сварочный раструб с технологическим углом раскрытия 40-55°
На втором этапе подготовленные перегородки и стенки собирают на прихватки или на подварочные швы 5.
На третьем этапе производится наложение основного объема сварных швов на всех перегородках 4 в несколько проходов с использованием способа сварки, образующего хрупкую шлаковую корку, например сварки под флюсом с подачей флюса по специальной штанге 6, двигающейся вдоль сварного шва.
На четвертом этапе производится наложение основного объема сварных швов соединения боковых 1 и 2, нижней и верхней 3 стенок и приварка торцевых стенок.
После сварки производится термообработка камеры для снятия возникших внутренних напряжений после сварки.
Предлагаемая схема приварки перегородок позволяет улучшить технологию сборки камеры, улучшить качество сварных швов, исключить остаточные деформации после сварки, что повышает прочность и надежность камеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОЙ КАМЕРЫ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА ИЛИ СЕКЦИИ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА, ТРУБНАЯ КАМЕРА, КАМЕРА ВХОДА ГАЗА И КАМЕРА ВЫХОДА ГАЗА АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА ИЛИ СЕКЦИИ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2004 |
|
RU2266490C1 |
| ЭЛЕМЕНТ ТЕПЛООБМЕННИКА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА ТЕПЛООБМЕННИКА | 2018 |
|
RU2740692C1 |
| Способ односторонней сварки трубопроводов Ду 800 контура многократной принудительной циркуляции энергоблоков с реакторной установкой РБМК-1000 | 2021 |
|
RU2759272C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
| Способ сварки поперечных стыков фасонных профилей | 1980 |
|
SU948588A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ШПУНТОВОЙ СВАРНОЙ ВОЛНООБРАЗНОГО ПРОФИЛЯ В ПОПЕРЕЧНОМ СЕЧЕНИИ | 2021 |
|
RU2777628C1 |
| СПОСОБ СБОРКИ СВАРНЫХ КРУПНОГАБАРИТНЫХ ТОЛСТОЛИСТОВЫХ ОРТОТРОПНЫХ ПЛИТ ИЗ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД АВТОМАТИЧЕСКУЮ СВАРКУ | 2003 |
|
RU2254974C2 |
| СПОСОБ СБОРКИ И СТАН ДЛЯ СБОРКИ СВАРКОЙ ДВУТАВРОВОЙ БАЛКИ | 2012 |
|
RU2501635C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
Изобретение относится к энергетическому машиностроению. В способе изготовления камеры аппарата воздушного охлаждения на противоположные стороны перегородок 4 наносят два симметричных сварных шва, а на боковые 1 и 2, верхнюю и нижнюю 3 стенки наносят фаски, при этом подготовленные перегородки и стенки собирают на прихватки или на подварочные швы 5, например, с помощью сварки под флюсом с подачей флюса по специальной штанге 6, двигающейся вдоль сварного шва. Технический результат - упрощение сборки камеры. 9 з.п. ф-лы, 6 ил.
1. Способ изготовления камер аппаратов воздушного охлаждения, по которому боковые, верхнюю, нижнюю и торцевые стенки камеры изготавливают из плоского листа, отличающийся тем, что, выполняя на перегородках двустороннюю фаску для сварки, осуществляют предварительную сборку и сварку камеры из полученных деталей за исключением торцевых стенок на сварочные прихватки, выполняя нанесение основного объема сварных швов для получения единой жесткой конструкции за несколько проходов, используя штангу, перемещающуюся вдоль всего сварного шва для последовательной подачи компонентов для сварки.
2. Способ по п. 1, отличающийся тем, что для предварительной сборки используется подварочный сварной шов, выполняемый на всю длину камеры.
3. Способ по п. 1, отличающийся тем, что нанесение основного объема сварных швов перегородок осуществляется сваркой под флюсом либо другим способом сварки, обеспечивающим на поверхности сварного шва хрупкую шлаковую корку, удаляемую с поверхности сварных швов перед нанесением каждого последующего прохода без использования механической зачистки.
4. Способ по п. 1, отличающийся тем, что сварка камеры осуществляется с выполнением на перегородках фасок под сварку несимметрично для возможности размещения подварочного шва по продольной по оси перегородки.
5. Способ по п. 1, отличающийся тем, что, выполняя на перегородках несимметричные фаски под сварку для нанесения подварочного сварного шва с одной стороны, устанавливают по отношению к первой приваренной перегородке другие перегородки с чередованием, располагая другие перегородки с одной стороны первой приваренной перегородки аналогично ей, а с другой ее стороны - зеркально.
6. Способ по п. 1, отличающийся тем, что перегородки устанавливаются после каждого ряда отверстий под теплообменные трубки.
7. Способ по п. 1, отличающийся тем, что перегородки имеют отверстия для прохода через них охлаждаемого продукта.
8. Способ по п. 1, отличающийся тем, что для наложения основного объема двух расположенных на одной перегородке сварных швов используются одновременно две параллельные штанги, одна для одного шва, вторая для другого.
9. Способ по п. 1, отличающийся тем, что наложение основного объема двух сварных швов, соединяющих боковые стенки с нижней или верхней стенкой, происходит одновременно двумя сварочными головками.
10. Способ по п. 1, отличающийся тем, что выполнение сварных швов камеры происходит с переворотом камеры на 180° в специальном переворотном устройстве.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНОЙ КАМЕРЫ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА ИЛИ СЕКЦИИ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА, ТРУБНАЯ КАМЕРА, КАМЕРА ВХОДА ГАЗА И КАМЕРА ВЫХОДА ГАЗА АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА ИЛИ СЕКЦИИ АППАРАТА ВОЗДУШНОГО ОХЛАЖДЕНИЯ ГАЗА, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2004 |
|
RU2266490C1 |
| СПОСОБ СВЯЗИ, ТЕРМИНАЛЬНОЕ УСТРОЙСТВО И УСТРОЙСТВО СЕТЕВОГО ДОСТУПА | 2017 |
|
RU2735386C1 |
| Способ крепления вмещающих пород | 1986 |
|
SU1442664A1 |
| US 5228512 A1 20.07.1993. | |||

