Изобретение относится к технологии изготовления металлических изделий из отдельных листовых элементов и может быть использовано для дуговой сварки металлических конструкций.
Известны традиционные способы изготовления металлических конструкций панелей, микропанелей и тавровых шпангоутов из листовых деталей сваркой на установках SMP, OSW, входящих в состав поточной линии (см. Проспект фирмы Pema группа компаний «Вебер Комеханикс»). Станция сборки ребер жесткости Pema SMP состоит из подвижного сварочного портала с магнитными захватами ребер, прижимного устройства и сварочной системы для сварки листа с ребром, управляемой с помощью программируемого контроллера. Станция сварки ребер жесткости Pema SMP представляет собой стационарный портал, на котором расположены одна или несколько сварочных головок, обеспечивающих возможность сварки как стыковых, так и тавровых швов. Установка предварительной правки Pema PBS состоит из магнитных зажимов листов и пневматического подъемника заготовок, которые позволяют минимизировать погрешности сварки. Недостатком этого способа сборки при изготовлении толстостенных панелей является то, что при односторонней сварке толстостенных панелей необходим гарантированный зазор между листом и ребром жесткости, который обеспечивается установкой вручную прокладок необходимой толщины, которые удаляются после прихватки ребра. Кроме того, необходима зачистка окисленной пленки сварного шва и наплывов металла перед вторым проходом с другой стороны ребра. При двусторонней сварке возникают большие продольные деформации, требующие дополнительной операции правки конструкции после сварки, что повышает трудоемкость изготовления панелей.
Известна линия для изготовления длинных прямолинейных тавровых балок «МИБ-700А» (Каталог. Оборудование и механизированный инструмент для судостроения. ЦНИИТС, 1979, с.26). На линии осуществляются следующие операции: загрузка станка деталями (пояском и стенкой) при помощи перегружателя заготовок; механизированная сборка балки на станке без предварительной разметки и электроприхваток, последующая двусторонняя автоматическая сварка в среде защитного газа с одновременной компенсацией сварочных деформаций методом обратного выгиба свариваемой балки; передача балки на приемный рольганг. Однако при сварке на этой линии указанным способом иногда встречается непровар сварного соединения при изготовлении толстостенных конструкций.
Наиболее близким к заявляемому техническому решению является способ, изготовления сварных ребер жесткости таврового профиля многопроходной сваркой пояска с ребром (Хвалынский В.Н. Судостроение, №5, 2000, с.44, рис.2), который принят за ближайший аналог. В этом способе стенка изготавливается с разделкой и устанавливается с зазором по отношению к полке. Сначала производится прихватка вручную, а затем сварка подварочным швом. Второй проход осуществляется с другой стороны стенки профиля. Недостаток этого способа - требуется механизированная зачистка сварного шва от шлака и удаление наплывов металла перед вторым проходом с другой стороны ребра, что увеличивает трудоемкость изготовления конструкции.
Задачей настоящего изобретения является создание более эффективного способа сварки толстостенных панелей.
Решение данной задачи обеспечивается за счет технического результата, заключающегося в повышении качества и производительности изготовления конструкций за счет использования подкладок, формирующих обратную сторону корневого шва и исключающих операции зачистки.
Решение поставленной задачи и достижение указанного технического результата обеспечивается за счет того, что сварку каждого ребра осуществляют поочередно с каждой стороны, причем после фиксации ребер перед первым проходом со стороны, противоположной сварке, в разделку кромки устанавливают вдоль и поджимают поперек свариваемого ребра набор керамических подкладок, помещенных в планку-обойму и подпружиненных в ней, которая удаляется после выполнения первого прохода сварки. Планка-обойма выполнена, например, в виде планки с загнутыми краями, между которыми размещаются подкладки с возможностью их перемещения в ней в процессе установки.
В частном случае заявляемого решения подкладки имеют треугольную форму с углом при основании, равным углу разделки кромки, а вершины треугольника скруглены по радиусу, равному зазору между ребром и листом.
В другом частном случае фиксацию ребер к листу осуществляют гидравлическим прижимом.
В третьем частном случае установку и поджим планки-обоймы с набором керамических подкладок в разделку кромки стенки осуществляют манипулятором, оснащенным механическим или вакуумным захватом.
Реализация предлагаемого способа позволяет получить по сравнению с известными решениями более качественный корневой сварной шов, не требующий последующей строжки за счет установки в разделку кромки ребра планки-обоймы с размещенными в ней подкладками.
Сущность изобретения поясняется на чертеже (фиг.1), на котором показаны: лист 1, ребро 2, планка-обойма 3, керамическая подкладка 4 и первый проход 1′.
На чертеже показана схема установки планки-обоймы с набором керамических подкладок в разделку кромки стенки. Первый проход выполняют сваркой плавящимся электродом в среде защитных газов, например CO2, с противоположной стороны стенки относительно установленной планки-обоймы. Количество проходов, режимы сварки и порядок выполнения проходов регламентируются требованиями действующей нормативной документации по сварке.
Предлагаемый способ изготовления микропанелей можно применять как для тонкостенных, так и для толстостенных панелей, что расширяет область его применения.
В качестве примера использования предложенного способа была произведена апробация опытной сварки тавровых балок длиной до 8 м и микропанелей из сталей нормальной прочности с размерами поперечных сечений балок 
Применение предлагаемого способа позволяет получить более качественные сварные швы одновременно с повышением производительности изготовления микропанелей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ОБЕЧАЕК | 2014 |
|
RU2570249C1 |
| Способ и устройство для гибридной лазерно-дуговой сварки таврового соединения | 2023 |
|
RU2827374C1 |
| Способ электронно-лучевой сварки тавровых соединений | 1987 |
|
SU1454610A1 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ СБОРКИ СВАРНЫХ КРУПНОГАБАРИТНЫХ ТОЛСТОЛИСТОВЫХ ОРТОТРОПНЫХ ПЛИТ ИЗ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ ПОД АВТОМАТИЧЕСКУЮ СВАРКУ | 2003 |
|
RU2254974C2 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТАВРОВЫХ СОЕДИНЕНИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2418664C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2010 |
|
RU2443527C2 |
Изобретение может быть использовано для изготовления дуговой сваркой металлических изделий из отдельных листовых элементов. На металлический лист устанавливают набор ребер, фиксируют и приваривают его к листу. Предварительно выполняют разделку кромок с каждой стороны ребра. Фиксацию ребер набора относительно листа производят с образованием зазора. Приварку каждого ребра набора осуществляют поочередно с противоположных сторон. Перед выполнением первого прохода сварки в разделку, со стороны, противоположной сварке, устанавливают вдоль и поджимают поперек привариваемого ребра формирующую подкладку в виде планки-обоймы с размещенным в ней набором подпружиненных керамических подкладок. Планка-обойма выполнена, например, с загнутыми краями, между которыми размещают подкладки с возможностью их перемещения в ней в процессе установки. Формирующая подкладка имеет треугольную форму с углом при основании, равным углу разделки кромки, а ее вершины скруглены по радиусу, равному зазору между ребром и листом. После выполнения первого прохода сварки подкладку удаляют. За счет использования подкладок, формирующих обратную сторону корневого шва и исключающих операции зачистки, способ обеспечивает повышение качества и производительности изготовления конструкций в виде ребристых панелей. 3 з.п. ф-лы, 1 ил.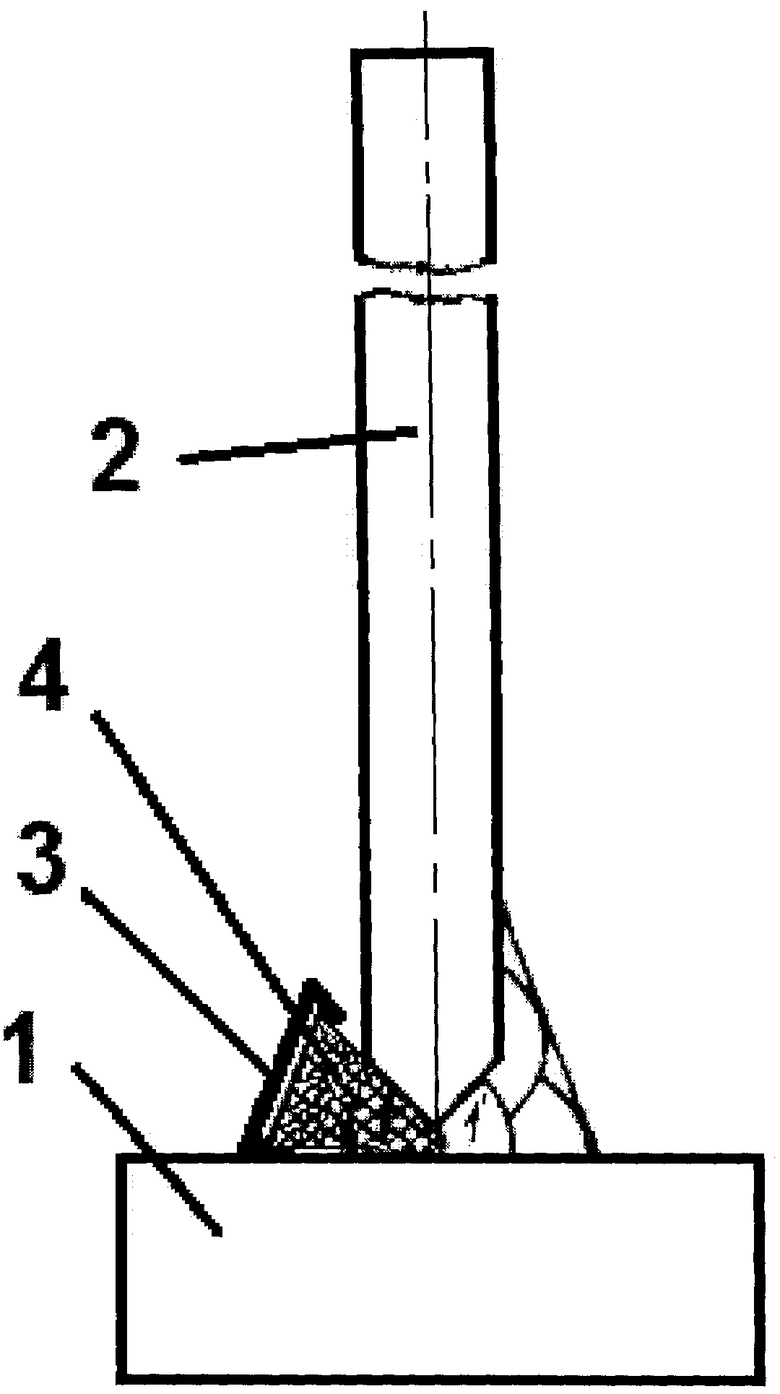
1. Способ изготовления ребристых панелей, при котором на металлический лист устанавливают набор ребер, фиксируют и приваривают набор к листу, отличающийся тем, что предварительно выполняют разделку кромок с каждой стороны ребра, фиксацию ребер набора относительно листа производят с образованием зазора, приварку каждого ребра набора осуществляют поочередно с противоположных сторон, причем перед выполнением первого прохода сварки в разделку со стороны, противоположной сварке, устанавливают вдоль и поджимают поперек привариваемого ребра формирующую подкладку в виде планки-обоймы с размещенным в ней набором подпружиненных керамических подкладок, а после выполнения первого прохода сварки подкладку удаляют.
2. Способ по п.1, отличающийся тем, что формирующая подкладка имеет треугольную форму с углом при основании, равным углу разделки кромки, а ее вершины скруглены по радиусу, равному зазору между ребром и листом.
3. Способ по п.1, отличающийся тем, что фиксацию ребер осуществляют гидравлическим прижимом.
4. Способ по п.1, отличающийся тем, что установку и поджим планки-обоймы с набором керамических подкладок осуществляют манипулятором, оснащенным механическим или вакуумным захватом.
| ХВАЛЫНСКИЙ В.Н | |||
| Расчет остаточных деформаций сварных кольцевых ребер жесткости и оптимизация технологии их изготовления | |||
| - Судостроение, №5, 2000, c.44, рис.2 | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Способ сварки стыковых соединений | 1989 |
|
SU1655682A1 |
| Устройство для защиты электронного прибора | 1985 |
|
SU1302371A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |

