Изобретение относится к области радиоэлектроники, в частности к производству многослойных печатных плат (МГШ) (модуля печатных плат) с высокой плотностью размещения элементов и улучшенным отводом тепла с внутренних слоев платы на внешние, и может быть использовано при изготовлении уникальной аппаратуры с высокой надежностью.
Электронная техника в настоящее время требует обеспечения еще большей степени миниатюризации и поэтому происходит постоянное повышение плотности размещения элементов в схемах. К печатным платам самое непосредственное отношение имеет процесс теплопроводности, так как именно он обеспечивает эффективное теплоотведение. Применение печатных плат с высокой плотностью элементной базы и малыми размерами увеличивает температурное воздействие на элементы платы и требует активного отведения производимого ими тепла. Для удовлетворения этой потребности необходимо обеспечить эффективный отвод тепла на наружные (внешние) слои многослойной печатной платы. Для этого на поверхности печатной платы, как правило, по контуру располагают металлизированные участки в виде полигонов, в которых сверлятся отверстия с последующей металлизацией, а также применяют технологию металлизированных торцов. Доступные в настоящее время методы изготовления МПП не позволяют получить оптимальные результаты с точки зрения предъявляемых на практике требований.
Из уровня техники известен способ изготовления печатных плат [Патент RU №2574290, МПК: Н05K 3/46, опубликован в 2016 г.], который выбран в качестве прототипа для заявленного технического решения. Данный способ изготовления многослойных печатных плат включает изготовление двусторонних или односторонних печатных плат, изготовление слоев склеивающих прокладок, сборку печатных плат в пакет с размещением между соединяемыми печатными платами склеивающих прокладок, последующего вакуумного горячего прессования пакета. В печатных платах выполняют глухие переходные отверстия, размещаемые непосредственно под контактными площадками выводов элементов, металлизируют их и заращивают медью. Осуществляют подготовку поверхности, нанесение рисунка топологии каждого слоя. При этом сборку печатных плат в пакет осуществляют последовательным послойным наращиванием на основу последующих слоев. После сборки и прессования многослойной печатной платы выполняют сквозные переходные металлизированные отверстия и нанесение рисунка внешних слоев.
Недостатком прототипа является невозможность применения способа к гибко-жестким печатным платам, необходимость использования склеивающих прокладок и глухих переходных отверстий, а также расположение теплоотводящих отверстий таким образом, что они проходят через всю структуру МПП, а именно, через внутренние сигнальные слои и слои диэлектрика.
Техническая проблема, решаемая созданием данного изобретения, заключается в недостаточной помехозащищенности, поскольку конструкция изготовленных указанным способом многослойных печатных плат не позволяет эффективно отводить тепло без дополнительного оснащения оборудованием.
Техническим результатом изобретения является обеспечение улучшенного отвода тепла с внутренних слоев печатной платы на внешние.
Технический результат достигается тем, что способ изготовления многослойных печатных плат включает создание управляющих файлов при помощи программного обеспечения InCam: файла для сверления сквозных отверстий под металлизацию в заготовках печатных плат, файла для фрезерования на глубину до непрерывного медного слоя заготовки печатной платы, нанесение рисунка топологии каждого слоя, получение заготовки печатной платы прессованием всех слоев вакуумным горячим прессованием, при этом внутренние слои заготовки содержат сигнальные слои и непрерывные медные слои, подготовку поверхности заготовки печатной платы для сверления сквозных отверстий под металлизацию, сверление сквозных отверстий под металлизацию, при этом рисунок внутренних сигнальных слоев расположен между сквозными отверстиями, выполнение фрезерования поверхности заготовки печатной платы на глубину до непрерывного медного слоя с образованием занижений в местах расположения теплоотводящих полигонов, выполнение химической металлизации сквозных отверстий с образованием в занижениях поверхности заготовки печатной платы теплоотводящих площадок с металлизированными отверстиями и металлизированными торцами, являющихся теплоотводящими полигонами многослойной печатной платы, нанесение рисунка внешних слоев.
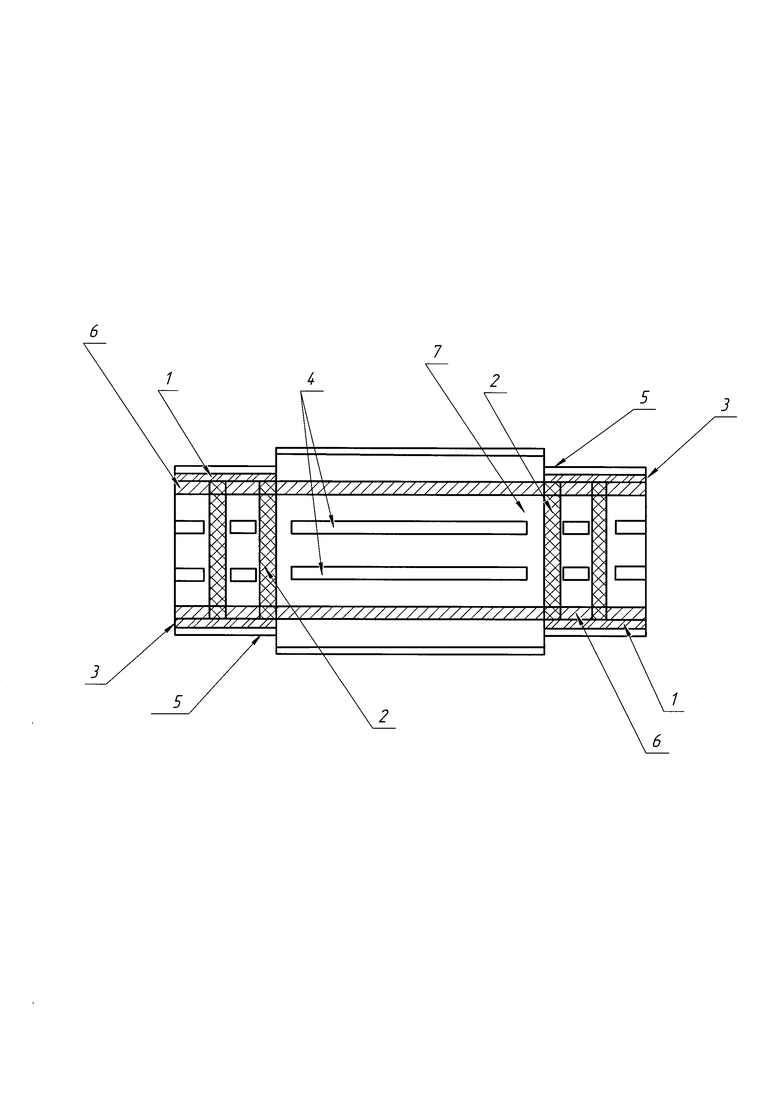
Сущность изобретения поясняется рисунком, на котором показана многослойная печатная плата, изготовленная предлагаемым способом.
Многослойная печатная плата содержит теплоотводящие площадки 1, сквозные металлизированные отверстия 2, металлизированные торцы 3, внутренний сигнальный слой 4, занижения 5, полученные фрезерованием на глубину до непрерывного медного слоя 6, электрическую и тепловую изоляцию 7.
В заявляемом изобретении предлагается улучшить эффективность переноса тепла с непрерывных медных слоев 6 на внешние слои, выполненные в виде теплоотводящих площадок 1. Суть метода заключается во фрезеровании на глубину до внутреннего непрерывного медного слоя 6 с образованием занижений 5, где на конечных этапах изготовления печатных плат будут располагаться полигоны для отвода тепла (теплоотводящие площадки 1 с металлизированными отверстиями 2 и металлизированными торцами 3). Это позволит осуществлять прямой перенос тепла с непрерывных медных слоев 6 на внешние слои через сквозные металлизированные отверстия 2, минуя все внутренние сигнальные слои 4 и слои электрической и тепловой изоляции 7 (диэлектрика).
Распишем применяемый метод по шагам. Изготовление многослойной печатной платы заявляемым способ осуществляется в несколько этапов:
1. Первый этап изготовления печатной платы при данной технологии заключается в создании управляющих файлов при помощи специализированного программного обеспечения (InCam):
a. Файл сверления отверстий под металлизацию в заготовках печатных плат;
b. файл фрезерования на глубину до непрерывного медного слоя 6 с образованием занижения 5 в печатных платах. При создании данного файла необходимо учитывать площадь фрезеруемой поверхности, а также оптимальный выбор режущего инструмента. Каждый следующий проход фрезы должен заходить на предыдущий на половину диаметра использованной фрезы.
2. Вторым этапом является нанесение рисунка схемы (топологии) на каждый слой с лицевой и обратной стороны на установке экспонирования при помощи сухого пленочного фоторезиста.
3. Третьим этапом является получение заготовки путем прессования всех слоев в вакуумном прессе горячего прессования.
4. Четвертым этапом является подготовка поверхности заготовки печатной платы для сверления сквозных отверстий под металлизацию, а именно термообработка заготовки в сушильном шкафу при температуре 120°С в течение 2 часов. Затем происходит сборка пакета в следующей последовательности:
1) нижняя прокладка из материала крафт-бумаги толщиной 1,5 мм;
2) заготовка печатной платы;
3) верхняя прокладка из материала крафт-бумаги толщиной 0,5 мм.
Прокладки из крафт-бумаги используются для предотвращения образования заусенцев при выполнении сквозных отверстий.
Далее необходимо переместить пакет печатной платы на стол станка для сверления и укрепить на фиксирующих штифтах стола.
5. В следующем этапе на сверлильных станках с числовым программным управлением происходит сверление сквозных отверстий под металлизацию. После этого крафт-бумагу удаляют.
6. Шестым этапом является фрезерование на глубину до непрерывного медного слоя 6 с заранее отработанными режимами. Данную операцию необходимо выполнять поэтапно в несколько заходов, так как поверхность печатной платы не всегда бывает ровной и даже небольшая разнотолщинность в виде 50 мкм может привести к браку выпускаемой продукции. Необходимо учитывать диаметр и тип использованной фрезы. Для наилучшего качества обрабатываемой поверхности рекомендуется использовать фрезу, например, типа «кукуруза» диаметром 2,0 мм.
7. На следующем этапе выполняют подготовку заготовки для операции химической металлизации на конвейерной установке очистки отверстий от механических загрязнений. Затем производят термообработку заготовки печатной платы в сушильном шкафу при температуре 120°С в течении 2 часов. Далее выполняют металлизацию сквозных отверстий совместно с теплоотводящими полигонами.
8. Затем происходит нанесение рисунка внешних слоев.
Таким образом, способ изготовления многослойных печатных плат позволяет обеспечить улучшенный отвод тепла с внутренних слоев печатной платы на внешние с возможностью организации линии непрерывного производства многослойных модулей печатных плат с высокой плотностью размещения элементов, а также уменьшает массу готовой печатной платы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИЛЬНОТОЧНАЯ МНОГОСЛОЙНАЯ ПЕЧАТНАЯ ПЛАТА, СОДЕРЖАЩАЯ СЛАБОТОЧНЫЕ ЦЕПИ УПРАВЛЕНИЯ | 2015 |
|
RU2630680C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2603130C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2011 |
|
RU2462011C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2602084C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНЫХ ПЕЧАТНЫХ ПЛАТ | 2010 |
|
RU2416894C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ | 2009 |
|
RU2396738C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕЙ ПЕЧАТНОЙ ПЛАТЫ И ДВУСТОРОННЯЯ ПЕЧАТНАЯ ПЛАТА | 1998 |
|
RU2138931C1 |
| ЭЛЕКТРОННОЕ УСТРОЙСТВО, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПЕЧАТНАЯ ПЛАТА, СОДЕРЖАЩАЯ ЭЛЕКТРОННОЕ УСТРОЙСТВО | 2011 |
|
RU2556274C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2014 |
|
RU2574290C1 |
| КОНСТРУКЦИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ СО ВСТРОЕННЫМ ТЕПЛООТВОДОМ | 2017 |
|
RU2677633C1 |
Изобретение относится к области радиоэлектроники, в частности к производству многослойных печатных плат (МПП) (модуля печатных плат) с высокой плотностью размещения элементов и улучшенным отводом тепла с внутренних слоев платы на внешние, и может быть использовано при изготовлении уникальной аппаратуры с высокой надежностью. Технический результат достигается тем, что способ изготовления многослойных печатных плат включает создание управляющих файлов при помощи программного обеспечения InCam: файла для сверления сквозных отверстий под металлизацию в заготовках печатных плат, файла для фрезерования на глубину до непрерывного медного слоя заготовки печатной платы, нанесение рисунка топологии каждого слоя, получение заготовки печатной платы прессованием всех слоев вакуумным горячим прессованием, при этом внутренние слои заготовки содержат сигнальные слои и непрерывные медные слои, подготовку поверхности заготовки печатной платы для сверления сквозных отверстий под металлизацию, сверление сквозных отверстий под металлизацию, при этом рисунок внутренних сигнальных слоев расположен между сквозными отверстиями, выполнение фрезерования поверхности заготовки печатной платы на глубину до непрерывного медного слоя с образованием занижений в местах расположения теплоотводящих полигонов, выполнение химической металлизации сквозных отверстий с образованием в занижениях поверхности заготовки печатной платы теплоотводящих площадок с металлизированными отверстиями и металлизированными торцами, являющихся теплоотводящими полигонами многослойной печатной платы, нанесение рисунка внешних слоев. 1 ил.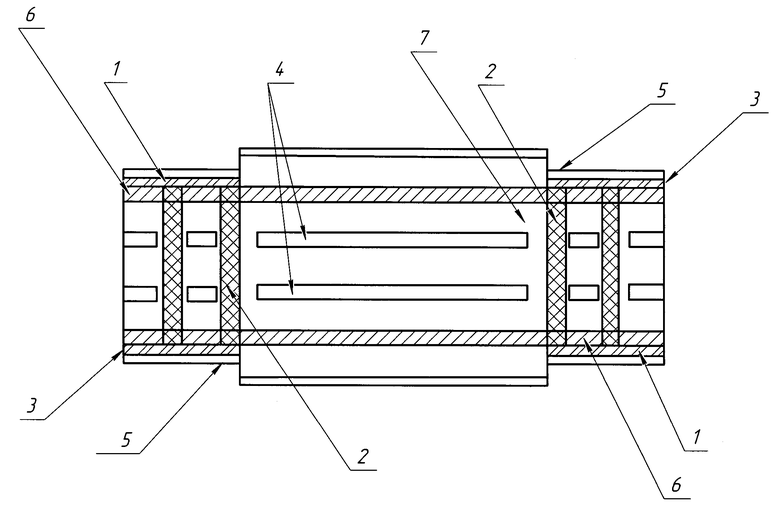
Способ изготовления многослойных печатных плат, включающий создание управляющих файлов при помощи программного обеспечения InCam: файла для сверления сквозных отверстий под металлизацию в заготовках печатных плат, файла для фрезерования на глубину до непрерывного медного слоя заготовки печатной платы, нанесение рисунка топологии каждого слоя, получение заготовки печатной платы прессованием всех слоев вакуумным горячим прессованием, при этом внутренние слои заготовки содержат сигнальные слои и непрерывные медные слои, подготовку поверхности заготовки печатной платы для сверления сквозных отверстий под металлизацию, сверление сквозных отверстий под металлизацию, при этом рисунок внутренних сигнальных слоев расположен между сквозными отверстиями, выполнение фрезерования поверхности заготовки печатной платы на глубину до непрерывного медного слоя с образованием занижений в местах расположения теплоотводящих полигонов, выполнение химической металлизации сквозных отверстий с образованием в занижениях поверхности заготовки печатной платы теплоотводящих площадок с металлизированными отверстиями и металлизированными торцами, являющихся теплоотводящими полигонами многослойной печатной платы, нанесение рисунка внешних слоев.
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 2014 |
|
RU2574290C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2603130C1 |
| Способ получения заполненных переходных металлизированных сквозных отверстий печатной платы | 2015 |
|
RU2619913C2 |
| СИЛЬНОТОЧНАЯ МНОГОСЛОЙНАЯ ПЕЧАТНАЯ ПЛАТА, СОДЕРЖАЩАЯ СЛАБОТОЧНЫЕ ЦЕПИ УПРАВЛЕНИЯ | 2015 |
|
RU2630680C2 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| CN 110996503 A, 10.04.2020 | |||
| Токарный резец | 1924 |
|
SU2016A1 |
