Область техники
Изобретение относится к области технологии обработки твердых материалов, конкретнее к вопросу охлаждения вращающегося инструмента, интенсивно нагревающегося в процессе обработки конструкционных материалов, и может быть использовано в производстве изделий машиностроения, аэрокосмической, судостроительной и других отраслей промышленности.
Уровень техники
При фрикционной сварке, фрезеровании и других методах обработки материалов (резанием, трением и др.) обрабатывающий вращающийся инструмент испытывает интенсивный нагрев. Наиболее интенсивный нагрев происходит в рабочей части вращающегося под силовой нагрузкой инструмента в зонах контакта его функциональных элементов (опорный бурт и рабочий стержень - при фрикционной сварке, режущие кромки фрезы - при фрезеровании и т.д.) с обрабатываемым материалом.
При превышении определенной температуры материал инструмента (преимущественно инструментальная и быстрорежущая сталь) утрачивают исходные рабочие характеристики. При этом от действующих в процессе обработки нагрузок - крутящего момента, значительного изгиба и сжатия при высокой температуре - инструмент преждевременно разрушается.
В известных способах и устройствах для охлаждения интенсивно нагревающегося при работе инструмента в основном используют циркуляцию в зоне нагрева хладагента в виде жидкости или газа. Для этого требуется размещение коммуникаций для подвода хладагента в непосредственной близости от зоны обработки. Например, в известном обрабатывающем инструменте (патент ЕР 0810056 А2; US 0810056 от 1997 г.) устройство для подвода хладагента к инструменту устанавливают на внешней поверхности корпуса инструмента; устройство перемещается без вращения, вместе с рабочим инструментом. Однако это ограничивает маневренность и возможности требуемого позиционирования обрабатывающей головки.
Известен также обрабатывающий инструмент для фрикционной сварки перемешиванием - прототип (патент RU 2517653 C1), содержащий корпус, снабженный на одном конце хвостовиком для закрепления в приводе вращения, а на другом конце - опорным буртом и рабочим стержнем (функциональными элементами инструмента для фрикционной сварки), коллектор, установленный на наружной поверхности корпуса, для подвода хладагента к корпусу инструмента. Корпус инструмента выполнен с герметичной полостью в форме усеченного конуса, расширенного в сторону опорного бурта. Эта полость предназначена для заливки в нее легкоиспаряющейся жидкости (ЛЖ) в количестве, обеспечивающем охлаждение инструмента за счет изменения агрегатного состояния ЛЖ путем теплопереноса от зоны его испарения к зоне конденсации. Хвостовик выполнен с каналом для заливки ЛЖ в полость и снабжен вентилем и пробкой для герметизации упомянутой полости.
Можно отметить следующие недостатки прототипа:
- присутствие в рабочей зоне коллектора с коммуникациями;
- при подаче хладагента на наружную поверхность инструмента велики потери холода, мала интенсивность охлаждения и конденсации паров ЛЖ.
Сущность изобретения
Задачей данного изобретения является разработка обрабатывающего вращающегося инструмента, испытывающего интенсивный нагрев в процессе обработки материалов, имеющего эффективную и компактную систему охлаждения; рабочая зона инструмента должна быть свободной от коммуникаций и устройств для его охлаждения, а также от других деталей.
Решение поставленной задачи достигается тем, что обрабатывающий инструмент, содержащий корпус, снабженный привинчивающимися к нему на одном конце хвостовиком для закрепления в приводе вращения, а на другом конце - обрабатывающей частью, содержащей различные функциональные элементы в зависимости от назначения инструмента (сварка трением, фрезерование, сверление и др.); корпус инструмента выполнен с внутренней полостью в форме усеченного конуса с расширением в сторону обрабатывающей части инструмента, полость корпуса предназначена для заливки в нее легкоиспаряющейся жидкости (ЛЖ) в количестве, обеспечивающем охлаждение инструмента за счет изменения агрегатного состояния ЛЖ путем теплопереноса от зоны ее испарения к зоне конденсации в упомянутой полости, хвостовик выполнен с каналом и холодильной камерой и пробкой; «холодильник» размещен внутри инструмента в зоне конденсации ЛЖ в виде камеры в хвостовике, которую от конусной полости корпуса отделяет прокладка (из высокотеплопроводного медного сплава), контактирующая с одной стороны с хладагентом, а с другой - с парами ЛЖ; в хвостовике и пробке выполнены каналы, - подводящий хладагент в «холодильник», а также отводящий отработанный хладагент из инструмента во внешнюю систему его охлаждения, после чего он может быть использован повторно.
Конструкция «холодильника» может быть различной, содержать два (как показано на рисунке) и более отсеков камеры. Эффективный «холодильник» может быть выполнен из трубки, свернутой в виде архимедовой спирали.
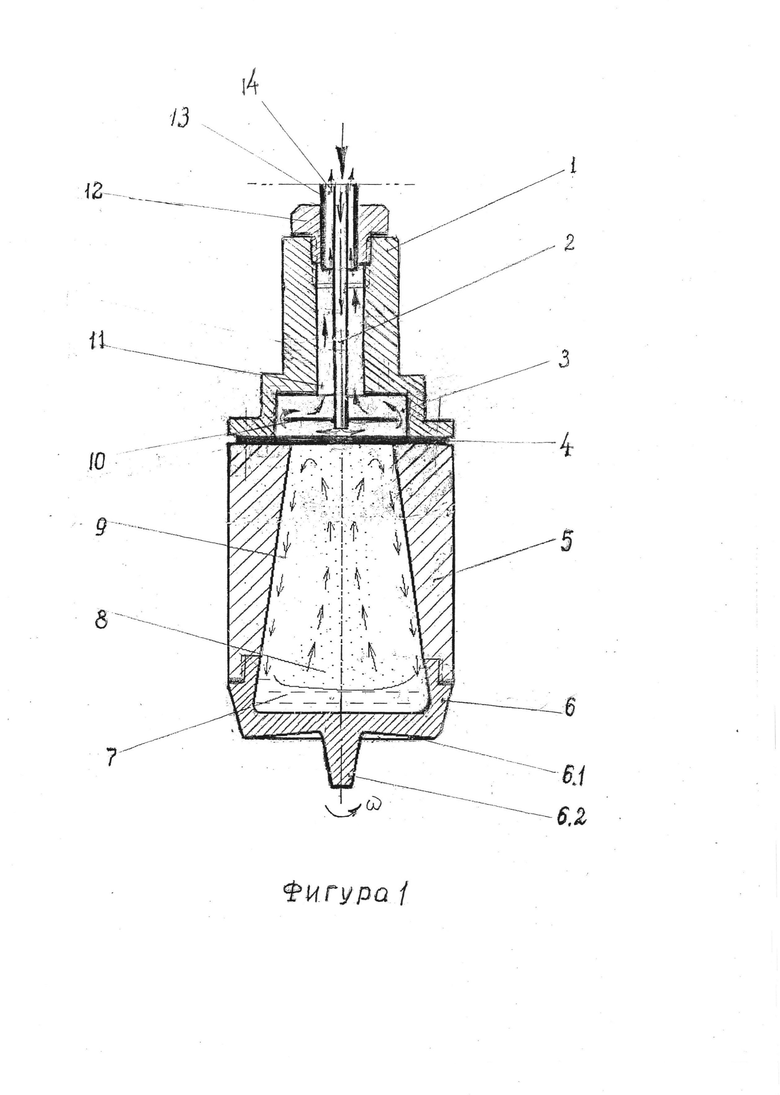
Изобретение поясняется чертежом, на котором показан обрабатывающий инструмент с системой его охлаждения в соответствии с изобретением.
Осуществление изобретения
Обрабатывающий инструмент содержит корпус 4, например, из стали 45, снабженный привинченными к нему через прокладку 4 на одном конце хвостовиком 1 также из стали 45 для закрепления в приводе вращения, а на другом конце - рабочей (обрабатывающей) частью 6, например, из инструментальной стали, содержащей разные функциональные элементы в зависимости от назначения инструмента. Например, для сварки трением с перемешиванием (см. рисунок) обрабатывающая часть 6 инструмента снабжена опорным буртом 6.1 и рабочим стержнем 6.2, испытывающими интенсивный нагрев в процессе обработки твердого материала при одновременном приложении к инструменту усилия трения. Корпус 5 выполнен с герметичной внутренней полостью в форме усеченного конуса с расширением в сторону обрабатывающей части 6 инструмента, предназначенной для заливки в нее легкоиспаряющейся жидкости (ЛЖ) 7 в количестве, обеспечивающем охлаждение инструмента за счет изменения агрегатного состояния ЛЖ путем теплопереноса от зоны ее испарения (зоны интенсивного нагрева) к зоне конденсации, где в хвостовике 1 над конусной полостью корпуса размещена холодильная камера 3, холодная прокладка 4 которой контактирует с восходящими парами ЛЖ 8, охлаждает и конденсирует пары 8 ЛЖ; охлажденный конденсат 9 под действием центробежных сил вращающегося инструмента отбрасывается на стенку конусной полости корпуса, под действием тех же сил стекает по ней в зону нагрева и снижает температуру нагрева рабочей части инструмента.
Пример обрабатывающего инструмента (применительно к сварке трением с перемешиванием), выполненного в соответствии с изобретением, приведен на чертеже.
Инструмент работает следующим образом. Предварительно рабочую (обрабатывающую) часть 6 инструмента ввинчивают в корпус 5; в конусную полость корпуса заливают ЛЖ (например, воду - дистиллированную против образования накипи) в количестве 10-15% объема полости корпуса 5 инструмента, после чего конусную полость закрывают герметично крышкой 4; в хвостовик 1 через пробку 12 вставляют телескопическое устройство с каналами 2 и 13 для введения (канал 2) хладагента в холодильную камеру 3, выполненную в хвостовике 1, и для выведения (канал 13) отработанного хладагента из камеры 3. Хвостовик 1 устанавливают на корпус 4 и привинчивают (через прокладку 4) к нему тремя-четырьмя винтами.
Корпус 5 и хвостовик 1 могут быть выполнены из стали (Ст20, Ст45 и т.п.), а обрабатывающая часть 6 инструмента - из инструментальной стали (Р9М5 и т.п.), прокладка 4 - из мягкого высокотеплопроводного медного сплава.
Затем инструмент закрепляют хвостовиком 1 вместе с телескопическим устройством с каналами 2 и 14 в держатель шпинделя (привод вращения) с возможностью их вращения (не показано). Подводят инструмент к обрабатывающей поверхности, включают подачу хладагента в канал 2, начинают вращение и погружение функциональных элементов рабочей (обрабатывающей) части 6 инструмента (в данном примере - рабочий стержень 6.2 и опорный бурт 6.1) в обрабатываемую поверхность (при сварке трением - в стык соединяемых деталей). На заданной глубине прекращают погружение, включают горизонтальную подачу и, продолжая вращать инструмент, перемещают его по заданной траектории обработки, по окончании которой отводят инструмент от обработанной детали, прекращают его вращение и - через 3…5 с - подачу (хладагента для охлаждения инструмента до комнатной температуры).
Технико-экономическая эффективность
Достоинство такого обрабатывающего инструмента заключается в том, что благодаря введению хладагента внутрь инструмента достигается практически непосредственный контакт хладагента с парами ЛЖ (через тонкую прокладку 4 из медного сплава, практически являющуюся термически прозрачной); уменьшаются потери холода, значительно повышается эффективность охлаждения инструмента, интенсивно нагревающегося в процессе обработки твердых материалов; система охлаждения инструмента компактна и не занимает рабочего пространства вокруг него, чем обеспечивается свобода его вращения и перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ФРИКЦИОННОЙ СВАРКИ ПЕРЕМЕШИВАНИЕМ | 2012 |
|
RU2517653C1 |
| ИНСТРУМЕНТ ДЛЯ ФРИКЦИОННОЙ СВАРКИ ПЕРЕМЕШИВАНИЕМ | 2010 |
|
RU2446926C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ТАВРОВЫХ СОЕДИНЕНИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2418664C1 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 2000 |
|
RU2173619C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ВРАЩАЮЩИМСЯ ДИСКОМ | 2012 |
|
RU2496621C1 |
| Устройство для автоматической сварки неплавящимся электродом | 1974 |
|
SU531685A1 |
| СПОСОБ ФРИКЦИОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2504463C2 |
| СОЕДИНЕНИЕ СЛОИСТЫХ МЕТАЛЛОКОМПОЗИТНЫХ ЛИСТОВ (ДЕТАЛЕЙ) И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2014 |
|
RU2579714C1 |
| Резец | 1978 |
|
SU846229A1 |
Изобретение может быть использовано при обработке твердых материалов, в частности, сваркой трением, или фрезерованием, или сверлением. На одном конце корпуса обрабатывающего вращающегося инструмента расположен хвостовик, а на другом его конце - рабочая часть с обрабатывающим элементом. Корпус инструмента выполнен с внутренней полостью в форме усеченного конуса с расширением в сторону обрабатывающей части и предназначенной для заливки в нее легкоиспаряющейся жидкости (ЛЖ) в количестве, достаточном для охлаждения инструмента за счет изменения ее агрегатного состояния путем теплопереноса ЛЖ от зоны ее испарения к зоне конденсации. Хвостовик инструмента выполнен с охлаждающей камерой, герметично отделенной от полости корпуса прокладкой из высокотеплопроводного материала, и имеет каналы для введения в упомянутую камеру хладагента и выведения из нее отработанного хладагента. Инструмент, испытывающий интенсивный нагрев в процессе обработки материалов, имеет рабочую зону, свободную от коммуникаций, и снабжен эффективной и компактной системой охлаждения. 1 з.п. ф-лы, 1 ил. 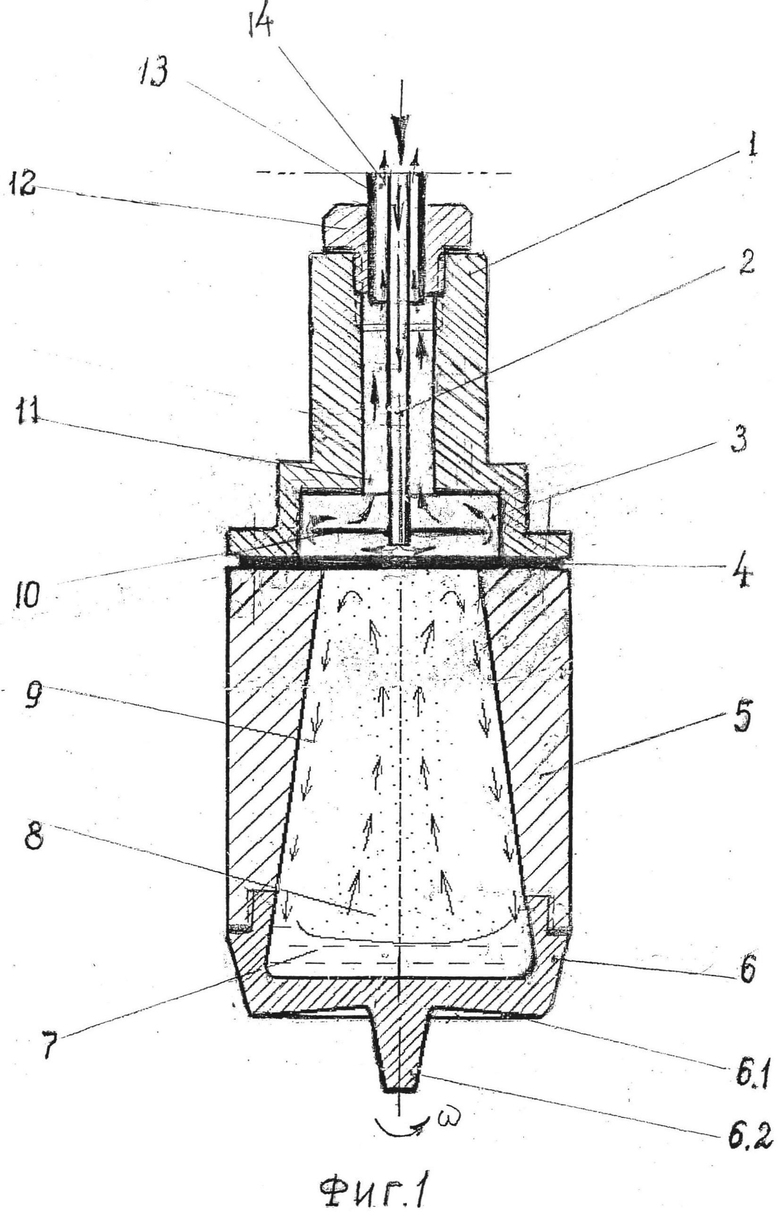
1. Обрабатывающий инструмент с устройством для его охлаждения, содержащий корпус, хвостовик, расположенный на одном конце корпуса для его закрепления в приводе вращения, и рабочую часть, размещенную на другом его конце и снабженную обрабатывающим элементом, при этом корпус инструмента выполнен с внутренней полостью, имеющей форму усеченного конуса с расширением в сторону обрабатывающей части и предназначенной для заливки в нее легкоиспаряющейся жидкости (ЛЖ) в количестве, достаточном для охлаждения инструмента за счет изменения ее агрегатного состояния путем теплопереноса ЛЖ от зоны ее испарения к зоне конденсации в упомянутой полости корпуса инструмента, отличающийся тем, что хвостовик инструмента выполнен с охлаждающей камерой, герметично отделенной от упомянутой полости корпуса инструмента прокладкой из высокотеплопроводного материала, обеспечивающей охлаждение и конденсирование паров ЛЖ, и имеет каналы для введения в упомянутую камеру хладагента и выведения из нее отработанного хладагента.
2. Обрабатывающий инструмент по п. 1, отличающийся тем, что его рабочая часть содержит обрабатывающий элемент для сварки трением, или фрезерования, или сверления.
| ИНСТРУМЕНТ ДЛЯ ФРИКЦИОННОЙ СВАРКИ ПЕРЕМЕШИВАНИЕМ | 2012 |
|
RU2517653C1 |
| ИНСТРУМЕНТ ДЛЯ ФРИКЦИОННОЙ СВАРКИ ПЕРЕМЕШИВАНИЕМ | 2010 |
|
RU2446926C1 |
| АЛМАЗНЫЙ РЕЖУЩИЙ ДИСК | 0 |
|
SU333066A1 |
| KR 20110075774 A, 06.07.2011 | |||
| EP 0810056 А2, 03.12.1997. | |||

