Область техники
Изобретение относится к изготовлению волокнистой конструкции при помощи многослойного плетения, а конкретно - к волокнистой конструкции, включающей в себя по меньшей мере одну полую часть, в частности часть, которая является трубчатой или по существу трубчатой.
Областью применения, в частности, является изготовление волокнистых конструкций для обеспечения волокнистых заготовок для деталей из композиционных материалов, которые получают уплотнением волокнистых заготовок матрицей, или деталей, которые получают при помощи горячего изостатического прессования или штамповки и диффузионной сварки, заготовок, сделанных из металлических волокон, и, в частности, но не исключительно, деталей для авиационных турбинных двигателей. Примерами являются:
детали с по меньшей мере одной трубчатой частью, прикрепленной к другой части, такой как панель или пластина, где трубчатая часть обеспечивает возможность поддерживания, направления или шарнирного крепления элемента возле панели; и
детали, как, например, полые опорные рычаги или каналы, которые в некоторых случаях могут быть перегорожены в продольном направлении для формирования множества проходов.
Предшествующий уровень техники
Уже делались предложения по изготовлению волокнистой заготовки целиком из многослойной плетеной конструкции, чтобы формировать деталь из композиционного материала, которая имеет сложную форму.
Термины «многослойное плетение» или «трехмерное плетение» используются в этой заявке для обозначения процесса сплетания множества слоев основных нитей и набора уточных нитей, причем по меньшей мере некоторые из уточных нитей связывают основные нити, принадлежащие разным слоям основных нитей. Можно использовать несколько видов многослойных переплетений, например интерлочные переплетения, в которых уточные нити в данном столбике утка движутся одинаково в плоскости переплетения, или еще множественное атласное, множественное полотняное или множественное саржевое переплетения. Ссылка может быть сделана на документ WO 2006/136755.
Известно, как изготовлять многослойную плетеную конструкцию, которая после придания ей формы позволяет получать заготовку, имеющую форму, близкую к форме детали из композиционного материала, которую нужно сделать. Ссылка может быть сделана на документы US 7241112 и WO 2010/061139, которые относятся к созданию лопаток из композиционного материала для турбинных двигателей.
Сущность изобретения
Задача изобретения состоит в разработке способа изготовления конструкции, сплетенной целиком при помощи многослойного плетения, которая обеспечивает возможность получения волокнистой заготовки для детали из композиционного материала, имеющей по меньшей мере одну полую часть, в частности часть, которая является трубчатой или по существу трубчатой и которая обладает высокой механической прочностью.
По первому аспекту способа, способ содержит этапы, на которых:
сплетают основные нити по меньшей мере первого набора слоев основных нитей с уточными нитями, включающими в себя по меньшей мере несколько уточных нитей, которые прокладываются на расстояние, которое больше ширины первого набора слоев основных нитей, измеряемой в направлении утка, чтобы иметь в наличии концевые части уточных нитей, которые простираются за пределы зоны плетения;
возвращают концевые части упомянутых уточных нитей с тем, чтобы сплести их с основными нитями путем повторной их вставки в слои основных нитей; и
формируют упомянутую полую часть, сгибая петлю из первого сплетенного набора слоев основных нитей назад на себя же и прикладывая тяговое усилие к концам повторно вставленных уточных нитей.
Свободные концевые части уточных нитей можно повторно вставлять в слои основных нитей второго набора слоев основных нитей, причем первый и второй наборы слоев основный нитей расположены один над другим и соединены вместе в направлении утка лишь на протяжении доли ширины первого набора основных нитей.
Как вариант, свободные концевые части уточных нитей можно вставлять в слои основных нитей первого набора слоев основных нитей в местах, которые смещены в направлении основы относительно мест их первоначальной вставки.
По второму аспекту способа, чтобы обеспечивать плетеную конструкцию с перегороженной в продольном направлении полой частью, способ содержит этапы, на которых:
сплетают основные нити первого набора слоев основных нитей с уточными нитями, включающими в себя по меньшей мере несколько, которые вставляются в слои основных нитей первого набора основных нитей, и при этом прокладывают на расстояние, которое больше протяженности первого набора слоев основных нитей, измеряемой в направлении утка, чтобы иметь в наличие концевые части уточных нитей, которые простираются за пределы зоны плетения;
сплетают основные нити второго набора слоев основных нитей с уточными нитями, включающими в себя по меньшей мере несколько, которые вставляются в слои основных нитей второго набора слоев основных нитей, и при этом прокладывают на расстояние, которое больше протяженности второго набора слоев основных нитей, измеряемой в направлении утка, чтобы иметь в наличии концевые части уточных нитей, которые простираются за пределы зоны плетения, причем первый и второй наборы слоев основных нитей размещены один над другими и связаны в направлении утка лишь на протяжении доли их ширины;
возвращают упомянутые концевые части уточных нитей с тем, чтобы сплести их с основными нитями путем повторной их вставки в слои основных нитей; и
формируют упомянутую перегороженную полую часть, сгибая петли из первого и второго наборов слоев основных нитей назад на себя же и прикладывая тяговое усилие к концам повторно вставленных уточных нитей.
Упомянутые концевые части уточных нитей можно повторно вставлять в слои основных нитей третьего набора слоев основных нитей, причем первый, второй и третий наборы основных нитей расположены один над другим, первый и второй наборы слоев основных нитей связаны с третьим набором слоев основных нитей в направлении утка лишь на протяжении доли их ширины.
Как вариант, упомянутые концевые части уточных нитей можно вставлять в слои основных нитей первого и второго наборов слоев основных нитей в местах, которые смещены в направлении основы относительно мест их первоначальной вставки.
В любом случае полую часть можно сформировать на протяжении лишь доли длины плетеной конструкции в направлении основы.
Таким образом, изобретение состоит в том, что в по меньшей мере части плетеной конструкции, из которой будет сформирована полая часть, набор основных нитей сплетается с уточными нитями, обладающими большей длиной, обеспечивающей возможность их повторной вставки в основу для сплетания их еще раз с основными нитями. В результате, этот набор основных нитей можно сгибать петлей обратно на самого себя для формирования полой части, в которой уточные нити простираются непрерывно вокруг полой части, придавая тем самым прочные механические свойства полой части детали, которую получают после того, как плетеной конструкции придали форму и уплотнили.
Изобретением также обеспечивается плетеная волокнистая конструкция, которую получают целиком при помощи многослойного плетения и которая содержит по меньшей мере одну полую часть, которая полностью определяется многослойной плетеной стенкой, состоящей из множества слоев нитей, связанных посредством плетения во всей толщине этой стенки.
В одном варианте осуществления волокнистая конструкция содержит полую часть вместе с другой частью, расположенной рядом с полой частью и связанной с ней при помощи плетения.
В еще одном варианте осуществления полая часть перегорожена в продольном направлении.
Изобретением обеспечивается также деталь из композиционного материала, обладающая по меньшей мере одной полой частью, в частности частью, которая является трубчатой или по существу трубчатой, причем деталь содержит волокнистую армирующую конструкцию, определенную выше или получаемую способом, описанным выше, где волокнистая армирующая конструкция уплотняется матрицей.
Краткое описание чертежей
Изобретение в дальнейшем поясняется нижеследующим описанием неограничительных вариантов его осуществления, приводимого со ссылкой на прилагаемые чертежи, на которых:
фиг.1 изображает схематичный вид в изометрии первой детали, сделанной из композиционного материала, содержащей волокнистое армирование, уплотняемое матрицей;
фиг.2-4 изображают схемы, на которых показаны последовательные этапы изготовления многослойной плетеной волокнистой конструкции для формирования волокнистого армирования детали, имеющей показанный на фиг.1 тип, в первом варианте осуществления изобретения;
фиг.5A-5D - последовательные плоскости утка в части волокнистой конструкции на этапе по фиг.2;
фиг.6A-6D - последовательные плоскости утка в другой части волокнистой конструкции на этапе по фиг.2;
на фиг.7 показан вариант переплетения;
фиг.8 и 9 изображают схематичные виды в изометрии многослойной плетеной волокнистой конструкции и соответствующей детали, сделанной из композиционного материала, в первом варианте осуществления;
фиг.10 и 11 - схематичные виды в изометрии многослойной плетеной волокнистой конструкции и соответствующей детали из композиционного материала в другом аспекте первого варианта осуществления;
фиг.12 изображает схематичный вид в изометрии второй детали, сделанной из композиционного материала, содержащей волокнистое армирование, уплотняемое матрицей;
фиг.13 - схематичное изображение, на котором показан этап изготовления многослойной плетеной волокнистой конструкции для формирования волокнистого армирования детали, имеющей показанный на фиг.12 тип, во втором варианте осуществления;
на фиг.14, 15 и 16 показаны плоскости утка в разных частях волокнистой конструкции на этапе по фиг.13;
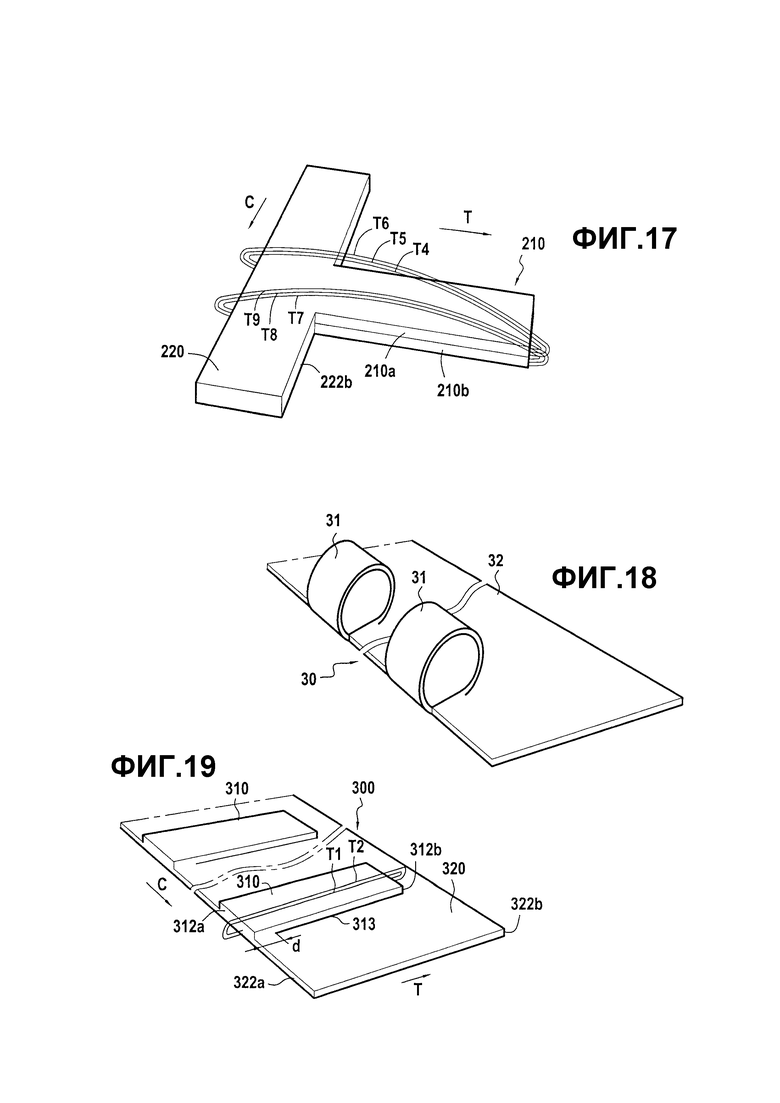
фиг.17 изображает схематичный вид этапа изготовления многослойной плетеной волокнистой конструкции во втором варианте осуществления;
фиг.18 - схематичный вид в изометрии третьей детали, выполненной из композиционного материала, содержащей волокнистое армирование, уплотняемое матрицей;
фиг.19, 20 и 21 - схематичные изображения последовательных этапов изготовления многослойной плетеной волокнистой конструкции для формирования волокнистого армирования детали показанного на фиг.18 типа в третьем варианте осуществления;
на фиг.22 и 23 показаны плоскости утка в двух разных частях волокнистой конструкции на этапе по фиг.19;
фиг.24 - схематичный вид в изометрии четвертой детали, выполненной из композиционного материала, содержащей волокнистое армирование, уплотняемое матрицей;
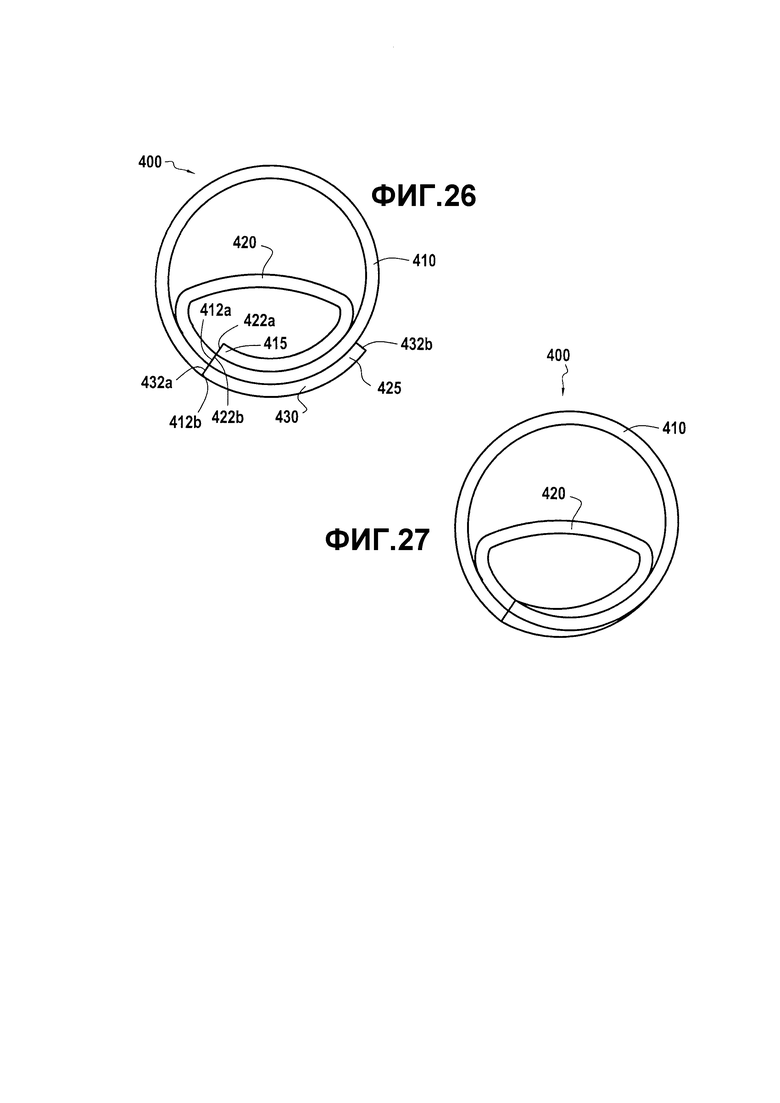
фиг.25, 26 и 27 - схематичные изображения последовательных этапов изготовления многослойной плетеной волокнистой конструкции для формирования волокнистого армирования детали, показанного на фиг.24 типа, в четвертом варианте осуществления;
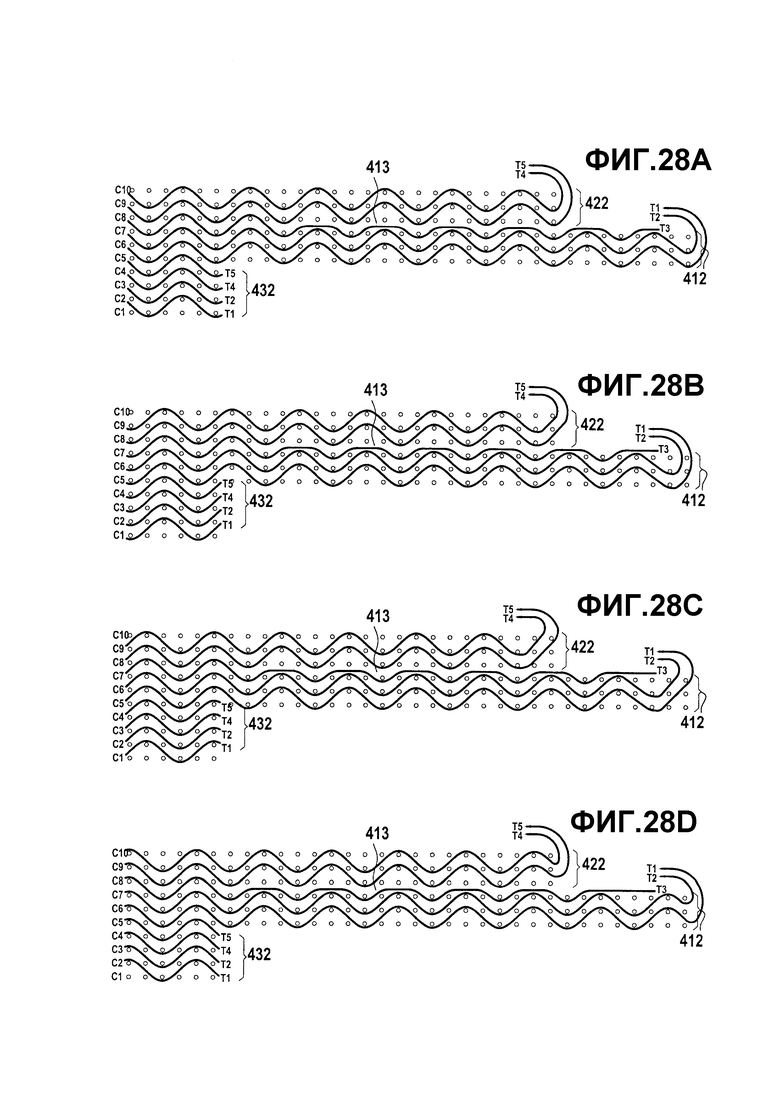
на фиг.28A-28D показаны последовательные плоскости утка в волокнистой конструкции на этапе по фиг.25; и
фиг.29 - схематичный вид в изометрии пятой детали, выполненной из композиционного материала, содержащей волокнистое армирование, уплотняемое матрицей.
На фиг.2, 13, 19 и 25 не сплетенные части волокнистой конструкции не показаны.
Подробное описание вариантов осуществления изобретения
На фиг.1 показана деталь 10 из композиционного материала, имеющая волокнистое армирование, уплотняемое матрицей. Часть 10 содержит трубчатую полую часть 11, образующую кольцо, прикрепленное к пластине 12, где трубчатая часть 11 присоединена к пластине 12 на протяжении части ее периферии и по всей ее длине. К примеру, часть 10 можно использовать как опорную или крепежную деталь для элемента, вставляемого в трубчатую часть 11, причем пластину 12 возможно крепить к стене, например, шурупами.
Далее следует описание варианта осуществления волокнистой конструкции, сплетенной целиком при помощи многослойного плетения таким образом, чтобы формировать после придания формы волокнистую заготовку, подходящую для образования волокнистого армирования детали 10, при этом описание было сделано со ссылкой на фиг.2, 3, 4, 5A-5D и 6A-6D.
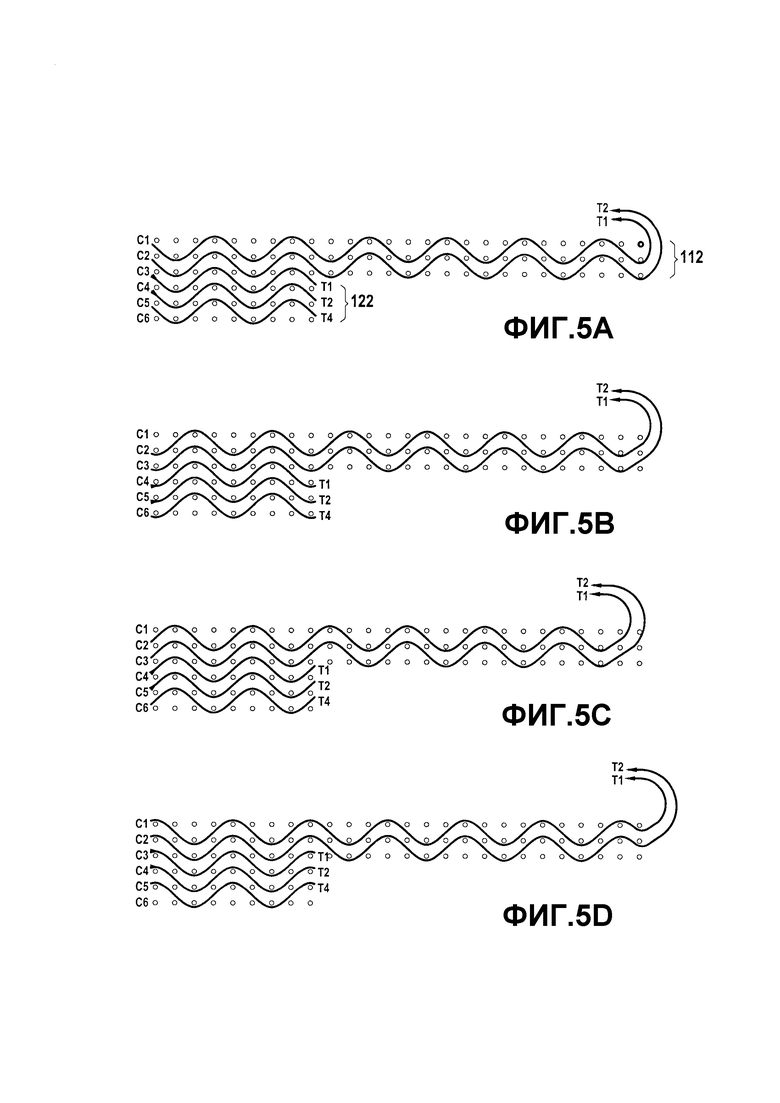
На фиг.2 показана волокнистая конструкция 100 на этапе плетения, до придания формы. Волокнистая конструкция 100 содержит первую плетеную часть 110, которая должна формировать часть волокнистого армирования, которая соответствует трубчатой части 11, как только ей придадут форму путем сгибания петли на нее саму, и вторую плетеную часть 120, которая должна формировать часть волокнистого армирования, которая соответствует пластине 12. На фиг.5A-5D для примера показаны четыре последовательные плоскости утка в части 110, а на фиг.6A-6D для примера показаны четыре последовательные плоскости утка в части 120.
Плетение выполняется с первым набором 112 слоев C1, C2, C3 основных нитей для части 110 и вторым набором 122 слоев C4, C5, C6 основных нитей для второй части 120. В части 110 слои основных нитей простираются в направлении утка (стрелка T) на расстояние, соответствующее по существу разработанной длине окружности трубчатой части 11. В части 120 слои основных нитей простираются в направлении утка на расстояние, соответствующее по существу ширине пластины 12. Наборы слоев основных нитей 112 и 122 размещены один над другим.
Две соответствующие первые кромки 112a и 122a частей 110 и 120, простирающиеся в направлении основы (стрелка C), находятся по существу в одной и той же плоскости, тогда как противоположная вторая кромка 122b части 110 расположена за пределами противоположной второй кромки 122b части 120.
Для ясности на фиг.2 показаны только очертания плетеных частей 110 и 120, упомянутых выше. Не показаны, в частности, не сплетенные основные нити первого набора 112 слоев основных нитей, при этом плетеная часть 110 простирается в направлении основы на расстояние, которое по существу равно продольному размеру трубчатой части 11 и в показанном примере меньше длины пластины 12.
Как показано на фиг.5A-5D, плетение выполняется в части 110 с использованием переплетения интерлочного типа, в котором слои основных нитей связываются в каждой плоскости утка уточными нитями T1, T2 в общем столбике уточных нитей. Уточные нити T1, T2 вставляют с избыточной длиной, чтобы обеспечивать концевые части, которые простираются за пределы зоны плетения, т.е. за пределы кромки 112b. Эти концевые части имеют достаточную длину для обеспечения возможности возвращения к кромке 122a и повторной вставки в слои основных нитей для сплетания с основными нитями. Таким образом, уточная нить T1 после связывания основных нитей слоев C1 и C2 используется повторно для связывания основных нитей слоя C4 в наборе 122 с основными нитями слоя C3 набора 112, соединяя тем самым вместе части 110 и 120. После связывания основных нитей слоев C2 и C3 уточная нить T2 используется повторно для связывания основных нитей слоев C4 и C5. Возвращение концевых частей уточных нитей, изначально сплетенных с избыточной длиной, показано на фиг.2 только для двух нитей T1 и T2 в одной плоскости утка.
Как показано на фиг.6A-6D, плетение в части 120 выполняется, к примеру, с использованием того же переплетения интерлочного типа, в котором слои основных нитей связываются в каждой плоскости утка уточными нитями T3, T4. Каждой нитью T3 связываются основные нити слоев C4 и C5, тогда как каждой нитью T4 связываются основные нити слоев C5 и C6.
На фиг.5A-5D видно, как уточной нитью T4 связываются основные нити слоев C5 и C6.
Плоскости по фиг.5A-5D можно вывести одну из другой, перемещаясь со сдвигом в направлении утка через расстояние, соответствующее одному шагу между столбиками основных нитей. То же самое относится и к плоскостям, показанным на фиг.6A-6D.
Естественно, количество слоев основных нитей в наборах 110 и 120 может отличаться от трех, при этом количество слоев уточных нитей корректируется соответствующим образом.
Кроме этого, для частей 110 и 120 и/или в самих этих частях могут быть выбраны различные схемы интерлочного переплетения.
Следует отметить, что лишь некоторые из уточных нитей, связывающих основные нити в части 110, нужно плести с большей длиной, чтобы повторно вставлять их в основу, в то время как другие уточные нити можно плести традиционным образом, не более ширины части 110, так что их не вставляют повторно в часть 120. Также возможно менять количество основных нитей в столбике основных нитей в части 110, чтобы увеличивать толщину в определенном месте.
После плетения и удаления не сплетенных частей нитей плетеной конструкции 100 придается форма, показанная на фиг.3, сгибая петлей часть 110 на саму себя, оказывая, вместе с тем, на концы повторно вставляемых уточных нитей T1, T2 тяговое усилие. Форму части 110 можно придавать путем скатывания ее на сердечник. В результате этого получают полую часть, которая полностью определена многослойной плетеной стенкой, содержащей множество слоев нитей, связанных посредством плетения во всей толщине этой стенки.
В трубчатой части, образуемой сгибанием петлей части 110, кромка 112a формирует ступень 115. Ее можно устранить удалением нескольких основных нитей и отрезанием частей уточных нитей, которые остаются потом не сплетенными, так что внутренняя поверхность трубчатой части, образованная сгибанием петлей части 110, плавно сходит до уровня, соответствующего верхней поверхности части 120 (фиг.4). Как вариант, вместо удаления основных нитей после плетения, возможно было бы формировать набор слоев основных нитей для части 110 с числом слоев, которое постепенно возрастает от кромки 112a, и на расстоянии в направлении утка, которое соответствует ширине набора 120. Если необходимо, эта техника изменения толщины может применяться в любом месте в частях 110 и 120.
На фиг.7 показана для примера плоскость утка, в которой часть 110 волокнистой конструкции имеет переплетение типа множественного сатинового, отличного от интерлочного переплетения по фиг.5A-5D и 6A-6D.
В описанном выше варианте исполнения уточные нити, изначально сплетенные с дополнительной длиной, повторно вставляют в основу в той же плоскости утка, куда они были вставлены первоначально. Как вариант, повторная вставка уточных нитей, изначально сплетенных с дополнительной длиной, могла бы выполняться в другую следующую плоскость утка, необязательно расположенную непосредственно рядом с плоскостью утка, соответствующей их первоначальной вставке.
Во время плетения концевые части уточных нитей, сплетенных с дополнительной длиной, могут быть возвращены, например, вручную к стороне прокладки уточных нитей, чтобы быть впоследствии вставленными и сплетенными, как другие уточные нити. Плетение выполняется посредством жаккардового ткацкого станка, который приспособлен для многослойного плетения, где такой ткацкий станок сам по себе хорошо известен.
В зависимости от предполагаемого применения деталь, в которой многослойная плетеная конструкция формирует волокнистое армирование, может быть изготовлена из композиционного материала из волокна и органического полимера, или она может быть изготовлена из термоструктурного композиционного материала.
В первом типе материала волокнами плетеной конструкции могут быть, в частности, углеродные волокна, стеклянные волокна, арамидные волокна или керамические волокна, тогда как матрицей может быть органическая смола, например эпоксидная смола, бисмалеимидный или полиимидный полимер. Смолой прекурсора матрицы можно пропитывать непосредственно после плетения (на этапе по фиг.2), до придания формы плетеной конструкции, где потом предварительно пропитанной плетеной конструкции придается форма путем скатывания части 110 вокруг сердечника и сохранения желаемой формы с помощью формообразующей оснастки, пока смола полимеризуется. Как вариант, можно придавать форму сухой плетеной конструкции путем скатывания части 110 вокруг сердечника, а затем ее можно сохранять в нужной форме посредством формообразующей оснастки, в которую посредством способа литьевого прессования смолы (RTM) вводится смола. Оба этих процесса хорошо известны.
В композиционном материале термоструктурного типа волокна плетеной конструкции могут быть из углерода или керамики, наряду с тем, что матрица может быть из углерода или керамики. Для деталей, которые должны использоваться в горячих частях авиационного турбинного двигателя, предпочтительно выбирать композиционный материал с керамической матрицей. Хорошо известно, как изготавливать детали сложной формы из термоструктурного материала. Первый этап укрепления первой матричной фазой может выполняться, используя смолу, которая является прекурсором укрепляющей матрицы из углерода или керамики. Пропитка может выполняться сразу после плетения (на этапе по фиг.2) и до придания формы или может выполняться после придания формы, где потом форму плетеной конструкции поддерживают в оснастке. После того как смола была полимеризована и пиролизована, получают укрепленную плетеную конструкцию, которая сохраняет свою форму без необходимости в поддерживающей оснастке. Уплотнение затем можно продолжать, используя жидкостную технику (пропитку смолой, являющейся прекурсором углерода или керамики, полимеризацию и пиролиз) или метод химической инфильтрации из паровой фазы. Возможно также формировать межфазное покрытие между волокном и матрицей заранее. Ссылка может быть, в частности, на документы US 2010/015428 и WO 2010/061139.
Также возможно изготавливать деталь из плетеной конструкции, выполненной из проволоки и/или жгутов из металла или металлического сплава, например из титана или титанового сплава, или использовать композиционные нити, содержащие центральный керамический сердечник, например из волокон на основе карбида кремния SiC, и покрытые металлом или металлическим сплавом, например титаном, или титановым сплавом, или бором.
В плетеной конструкции, выполненной из металлических жгутов и/или проволоки или выполненной из нитей, покрытых металлическим материалом, изготовление детали может включать в себя начальный этап горячего изостатического прессования или начальный этап изотермической штамповки в вакууме. Применение тепла наряду с давлением устраняет в плетеной конструкции пустые пространства вследствие пластической деформации, или ползучести, металла проволоки или покрытия нитей. В конце концов, деталь формируется при помощи диффузионной сварки в вакууме, где сам такой процесс, объединяющий горячее изостатическое прессование или изотермическую вакуумную штамповку с диффузионной сваркой в вакууме, применяемый к плетеной структуре из металлической проволоки или нитей, покрытых металлом, известен.
В описанном выше варианте исполнения многослойная плетеная конструкция сделана для производства детали, которая представляет собой пластину, прикрепленную к полой трубчатой части, простирающейся лишь на протяжении доли длины пластины.
На фиг.8 показана многослойная плетеная волокнистая конструкция на этапе плетения, которая отличается от многослойной плетеной волокнистой конструкции по фиг.2 тем, что у нее помимо части 110 есть аналогичная ей плетеная часть 110a, причем плетеные части 110 и 110a расположены вдоль части 120 на расстоянии друг от друга. После того как части 110 и 110a были согнуты петлями сами на себя, получается волокнистая заготовка для детали типа 10a, показанного на фиг.9, которая представляет собой пластину 12, прикрепленную к двум трубчатым полым частям 11 и 11a, которые расположены друг от друга на расстоянии и по одной прямой, например. Естественно, возможно формировать более двух полых частей, являющихся трубчатыми и/или имеющих формы, которые могут быть другими.
На фиг.10 показана многослойная плетеная конструкция на этапе плетения, которая отличается от многослойной плетеной конструкции по фиг.2 тем, что части 110 и 120 простираются в направлении основы на одну и ту же длину. После того как часть 110 была согнута петлей на себя, получается волокнистая заготовка (фиг.11), которая обладает по существу трубчатой полой формой, которая полностью определена многослойной плетеной стенкой, имеющей множество слоев нитей, связанных при помощи плетения во всей толщине этой стенки. Такую заготовку можно, к примеру, использовать для формирования полого рычага промежуточного корпуса в авиационном турбинном двигателе.
На фиг.12 показана другая деталь 20, содержащая полую трубчатую часть, образующую кольцо 21, прикрепленное к пластине 22, и пригодная для использования для тех же целей, что и деталь 10 по фиг.1, например. Следует отметить, что торцевые поверхности трубчатой части 12 не перпендикулярны продольному направлению части 22.
Ниже со ссылкой на фиг.13-16 описывается вариант осуществления волокнистой структуры, сплетенной целиком при помощи многослойного плетения и образующей, после придания формы, волокнистую заготовку для детали 20.
На фиг.13 показана волокнистая конструкция 200 на этапе плетения, до придания формы. Волокнистая конструкция 200 содержит две плетеные части 210 и 220. Часть 220 должна образовать часть волокнистой заготовки, которая соответствует пластине 22, и она обладает противоположными кромками 222a и 222b в направлении основы (стрелка C). Часть 210 простирается в направлении утка (стрелка T) от кромки 222a до противоположной кромки 212b на расстояние, которое позволяет ей, после сгибания петлей, объединяться с сегментом части 220 для формирования части волокнистой заготовки, которая соответствует кольцевой части 21. Часть 210 простирается в направлении основы на расстояние, которое меньше части 220. На фиг.13 показаны только очертания плетеных частей 210 и 220.
На фиг.14 показана плоскость утка в части 220, перед частью 210. Плетение выполняется с набором 212 слоев основных нитей C1-C4, которые связываются уточными нитями T1, T2 и T3 в заданном столбике уточных нитей, при этом переплетение имеет, к примеру, интерлочный тип.
На фиг.15 показана плоскость утка в части 210. Плетение выполняется в направлении утка на всем расстоянии соприкасающихся частей 210 и 220, например, используя уточные нити T4, T5 и T6, связывающие основные нити слоев C1-C4 посредством такого же интерлочного переплетения, как показанное на фиг.14. Нити T4, T5 и T6 плетутся с дополнительной длиной, чтобы обеспечивать концевые части, которые простираются за пределы зоны плетения. Эти концевые части имеют достаточную длину для обеспечения возможности возвращения к кромке 222a и повторной вставки в основу для сплетания с основными нитями.
Свободные концевые части уточных нитей, плетеные с дополнительной длиной, повторно вставляются в слои основных нитей C1-C4 набора 212 в соответствующих местах, которые смещены в направлении основы назад. Как показано на фиг.13, концевые части уточных нитей первой плоскости утка плетеной части 210 вставляют повторно в слои основных нитей, например, для формирования первой плоскости утка части 220, следующей за последней плоскостью утка в части 210. Процедуру повторяют аналогичным образом для уточных нитей (не показанных на фиг.13) всех остальных плоскостей утка части 210. На фиг.16 показана такая плоскость утка в части 210 с основными нитями, переплетенными уточными нитями T4, T5 и T6 по фиг.15. В этом примере смещение концевых частей уточных нитей, которые вставляют повторно, в направлении основы осуществлено на расстояние, которое соответствует размеру части 210 в направлении основы. В частности, благодаря возможности части 210 деформироваться во время сгибания ее петлей, это смещение может быть выполнено на другое расстояние, например более короткое расстояние. В последнем случае первые уточные нити, сплетенные с дополнительной длиной в части 210, повторно вставляют в эту же часть, а дополнительные длины определяют соответствующим образом.
Естественно, количество слоев основных нитей в наборе 210 и 220 может отличаться от четырех, при этом количество слоев уточных нитей корректируется соответствующим образом.
После плетения не сплетенные части нитей удаляют, плетеной конструкции 200 придают форму посредством сгибания петлей части 210 таким образом, чтобы совмещать ее кромку 212b с кромкой 222a части 220, прикладывая, в то же время, к концам повторно вставляемых уточных нитей тяговое усилие. В результате этого получается волокнистая заготовка с формой, похожей на форму детали 20 и имеющей полую часть, которая полностью определена многослойной плетеной стенкой, содержащей множество слоев нитей, которые связаны посредством плетения во всей толщине стенки. Придание формы волокнистой конструкции 200 с помощью оснастки для получения волокнистой заготовки для детали 20 и обработка волокнистой заготовки для получения желаемой детали могут выполняться так же, как описано выше для первого варианта исполнения.
В варианте исполнения по фиг.13 концевые части уточных нитей, которые сплетены с дополнительной длиной в части 210, повторно вставляются в слои основных нитей в местах, которые смещены в направлении основы назад.
Как вариант, эта повторная вставка может выполняться в местах, смещенных в направлении основы вперед.
Еще как вариант, и как показано на фиг.17, часть 210 может состоять из двух наложенных друг на друга плетеных составных частей 210a и 210b, которые не соединены вместе. Концы уточных нитей T4, T5 и T6, связывающих слои основных нитей в части 210a и сплетенных с дополнительной длиной, повторно вставляют в слои основных нитей в местах, которые смещены в направлении основы назад. Концы уточных нитей T7, T8 и T9, изначально расположенных в той же плоскости, что и нити T4, T5 и T6, связывающих слои основных нитей в части 210b и сплетенных с дополнительной длиной, повторно вставляют в слои основных нитей в местах, которые смещены в направлении основы вперед. После плетения составные части 210a и 210b загибают для формирования двух петель, расходящихся друг от друга в направлении основы из общего места происхождения вдоль кромки 222b части 220.
На фиг.18 показана еще одна деталь 30 с двумя трубчатыми полыми частями 31, образующими два кольца, прикрепленных к панели 32 возле ее кромки, трубчатые части расположены друг от друга на расстоянии и имеют по существу одну и ту же ось. Деталь 30 можно использовать, например, как дверцу или колпачок, который вращается вокруг штыря, введенного в трубчатые части 31.
Ниже со ссылкой на фиг.19, 20, 21, 22 и 23 описывается вариант осуществления волокнистой конструкции, сплетенной целиком при помощи многослойного плетения, которая служит для формирования, после придания формы, волокнистой заготовки для детали 30.
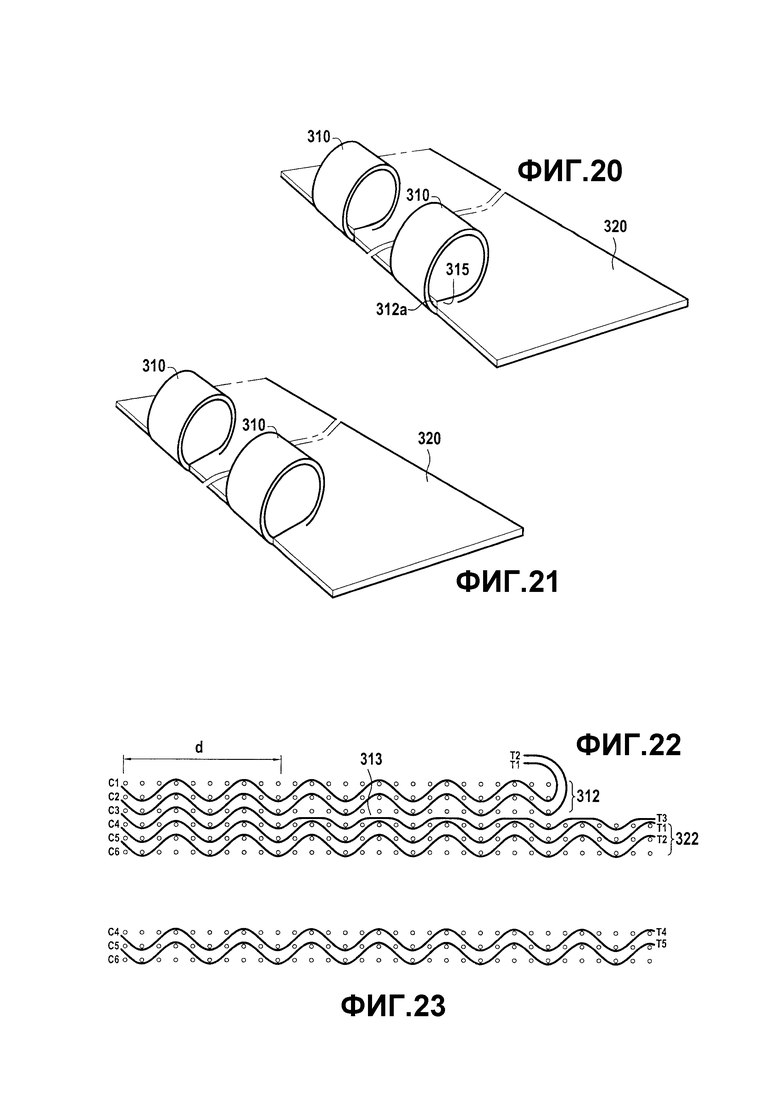
На фиг.19 показана волокнистая конструкция 300 на этапе плетения, до придания формы. Волокнистая конструкция 300 имеет две первые плетеные части 310, которые после придания формы путем сгибания петлей обратно на них самих должны формировать часть волокнистого армирования, соответствующую трубчатым частям 31, и вторую плетеную часть 320, которая должна формировать часть волокнистого армирования, соответствующую панели 32. Для большей ясности на фиг.19 показаны только очертания плетеных частей. Часть 320 обладает в направлении основы (стрелка C) двумя противоположными продольными кромками 322a и 322b. Каждая часть 310 наложена на часть 320 и обладает продольными кромками 312a, 312b. Кромки 312a по существу совпадают с кромкой 322a, тогда как кромки 312b отодвинуты от кромки 322b, при этом части 310 простираются в направлении утка (стрелка T) на расстояние, которое соответствует разработанной длине окружности трубчатой части 31, где это расстояние в показанном примере меньше размера части 320. Следует также отметить, что каждая часть 310 соединена с частью 320 лишь на доле d ее размера в направлении утка от кромок 312a, 322a, так что между каждой частью 310 и частью 320 находится не связанная зона 313.
На фиг.22 показана плоскость утка в плетеной конструкции 300, где часть 310 наложена на часть 320. Плетение выполняется с первым набором 312 слоев основных нитей C1-C3 для части 310 и вторым набором 322 слоев основных нитей C4-C6 для части 320. Уточная нить T1 связывает основные нити слоев C1 и C2, а уточная нить T2 связывает основные нити слоев C2 и C3. Уточная нить T3 связывает основные нити слоев C3 и C4 только на расстоянии d с тем, чтобы оставлять не связанную зону 313.
Уточные нити T1 и T2 вставляют с дополнительной длиной, чтобы обеспечивать концевые части, которые простираются за пределы зоны плетения, т.е. за пределы кромки 312b. Эти концевые части имеют длину, достаточную для обеспечения возможности их возвращения к стороне кромки 322a и повторной вставки в основу для сплетания с основными нитями. Таким образом, уточная нить T1, после связывания основных нитей слоев C1 и C2, используется повторно для связывания основных нитей слоев C4 и C5 второго набора 322 слоев основных нитей. Аналогичным образом, уточная нить T2, после связывания основных нитей слоев C2 и C3, используется повторно для связывания основных нитей слоев C5 и C6 второго набора 322 слоев основных нитей. Показана только одна плоскость утка, другие можно вывести из нее смещением через один шаг между столбиками основных нитей. На фиг.19 показан возврат лишь двух уточных нитей T1 и T2.
На фиг.23 показана плоскость утка в части 320 плетеной конструкции вне ее перекрывания частью 310. Уточная нить T4 связывает основные нити слоев C4 и C5, а уточная нить T5 связывает основные нити слоев C5 и C6 так же, как повторно вставленные части нитей T1 и T2 на фиг.22. Показана одна плоскость утка, другие можно вывести из нее смещением на один шаг между столбиками основных нитей.
В показанных на фиг.22 и 23 примерах плетение выполняется с помощью интерлочного переплетения. Естественно, можно было бы использовать другие переплетения. Переплетения могут отличаться между, во-первых, частями 310, а во-вторых, частями 320, и они могут также отличаться между частями 310. Кроме этого, количество слоев основных нитей в частях 310 и 320 может, естественно, отличаться от трех, при этом количество слоев уточных нитей корректируется соответствующим образом. Следует отметить, что в части 310 всего лишь несколько из уточных нитей нужно изначально плести с дополнительной длиной.
После плетения не сплетенные части нитей удаляются, и плетеной конструкции может придаваться форма, показанная на фиг.20, сгибая петлей части 310 на самих себя, оказывая, вместе с тем, на концы повторно вставляемых уточных нитей T1 и T2 тяговое усилие. В результате этого получают полые части, каждая из которых полностью определена многослойной плетеной стенкой, имеющей множество слоев нитей, связанных посредством плетения во всей толщине этой стенки. В трубчатых частях, образованных сгибанием петлей части 310 назад, кромки 312a формируют ступеньки 315. Их можно убрать или не допускать так же, как описано выше со ссылкой на фиг.3 и 4, чтобы получить в итоге волокнистую заготовку показанного на фиг.21 типа.
Придание формы волокнистой конструкции 300 с помощью оснастки для получения волокнистой заготовки для детали 30 и обработка этой заготовки для получения желаемой детали могут выполняться так же, как описано выше для первого варианта исполнения.
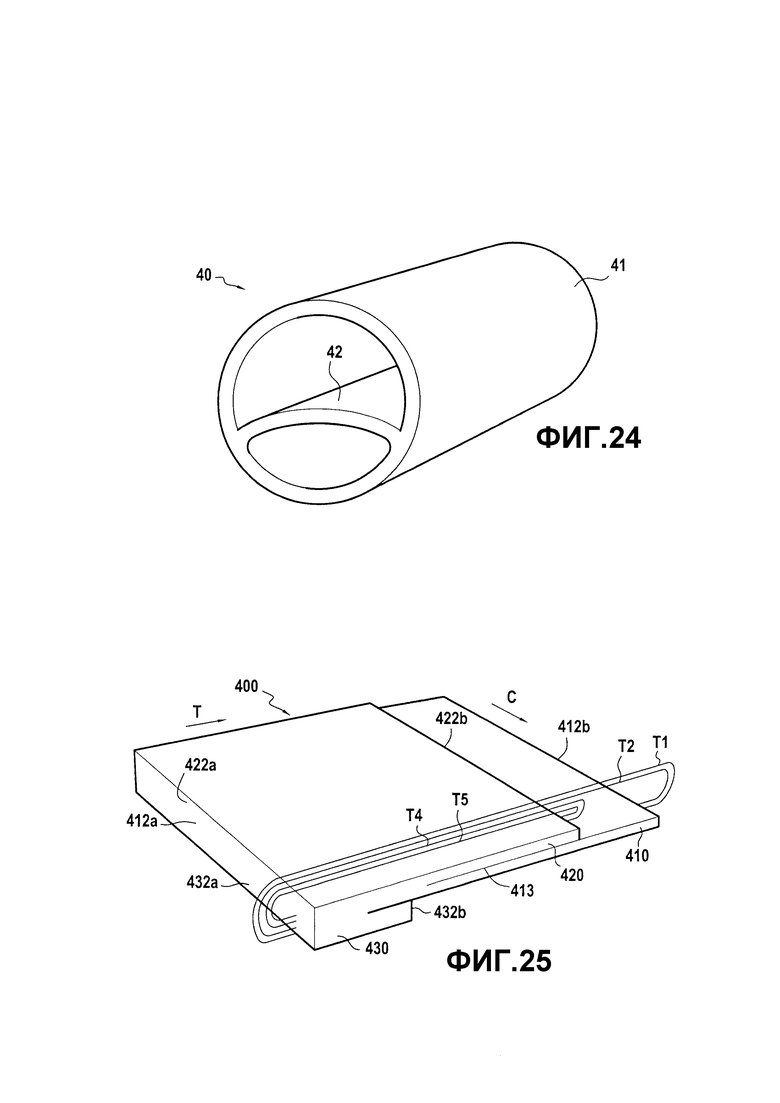
На фиг.24 также показана другая деталь 40 с полой частью 41 по существу трубчатой формы с перегородкой 42, подразделяющей внутренний объем полой части 41 по всей ее длине. Такую перегороженную полую деталь можно использовать, например, в качестве рычага промежуточного корпуса в авиационном турбинном двигателе, который обладает двумя каналами для выполнения различных функций, например для радиального вала, передающего механическую энергию к коробке приводов агрегатов, с одной стороны перегородки 42 и для электрического соединения с другой стороны, или, в самом деле, в качестве труб для подачи текучей среды. Перегородка 42 может также служить просто для придания прочности детали 40.
Далее следует описание варианта осуществления волокнистой конструкции, сплетенной целиком при помощи многослойного плетения, которая после придания формы образует волокнистую заготовку для детали 40, описание приводится со ссылкой на фиг.25, 26, 27 и 28A-28D.
На фиг.25 показана волокнистая конструкция 400 на этапе плетения, до придания формы. Волокнистая конструкция 400 содержит первую плетеную часть 410, которая должна формировать после придания ей формы путем сгибания петлей назад на себя основную долю части волокнистого армирования, которая соответствует трубчатой части 41, вторую плетеную часть 420, которая должна формировать после придания ей формы путем сгибания петлей назад на себя часть волокнистого армирования, которая соответствует перегородке 42, и третью плетеную часть 430.
Для примера на фиг.28A-28D показаны четыре последовательные плоскости утка в плетеной конструкции 400.
Плетение выполняется с первым набором 412 слоев основных нитей C5, C6, C7 для части 410, вторым набором 422 слоев основных нитей C8, C9, C10 для части 420 и третьим набором 432 основных нитей C1, C2, C3, C4 для части 430. В части 410 слои основных нитей простираются в направлении утка (стрелка T) на ширину, соответствующую по существу разработанной длине окружности трубчатой части 11. В части 420 слои основных нитей простираются в направлении утка на ширину, которая меньше ширины части 410, но достаточна, после сгибания петлей, для образования части волокнистого армирования, которая соответствует перегородке 42. В части 430 слои основных нитей простираются в направлении утка на еще меньшую ширину. Наборы слоев основных нитей 430, 410 и 420 размещаются один поверх другого в этом порядке и обладают в направлении основы (стрелка C) соответствующими продольными кромками 432a, 412a, 422a, которые находятся по существу в одной и той же плоскости на стороне прокладки уточных нитей. В направлении основы плетеные чести 410, 420, 430 простираются на одинаковую длину. Плетеная часть 410 соединена с плетеной частью 430 по всей ее ширине, тогда как плетеная часть 420 соединена с плетеной частью 420 лишь по доле ее ширины, начиная от кромки 422a, оставляя тем самым между частями 410 и 420 не связанную зону 413. Расстояние в направлении утка, на котором части 410 и 420 соединены вместе, может, к примеру, быть по существу равным или немного большим ширины части 430. Для ясности на фиг.25 показаны только очертания плетеных частей 410, 420 и 430.
Как показано на фиг.28A-28D, в данном столбике утка уточные нити T1, T2 связывают основные нити слоев основных нитей C5, C6, C7, в то время как уточная нить T3 связывает основные нити слоев основных нитей C7 и C8, а уточные нити T4, T5 связывают основные нити слоев основных нитей C8, C9 и C10.
Уточные нити T1 и T2 вставляют с дополнительной длиной, чтобы обеспечивать концевые части, которые простираются за пределы зоны плетения, т.е. за пределы продольной кромки 412b плетеной части 410, удаленной от кромки 412a. Эти концевые части имеют длину, достаточную для обеспечения возможности их возвращения к кромке 432a и повторной вставки в слои основных нитей в части 430. Таким образом, уточная нить T1, после связывания основных нитей слоев C5 и C6, используется повторно для связывания основных нитей слоев C1 и C2, в то время как уточная нить T2, после связывания основных нитей слоев C6 и C7, используется повторно для связывания основных нитей слоев C2 и C3.
Уточная нить T3 связывает основные нити слоев C7 и C8 на ограниченном расстоянии от кромок 412a, 422a с тем, чтобы оставлять между плетеными частями 410 и 420 не связанную зону 413.
Уточные нити T4 и T5 вставляют с дополнительной длиной, чтобы обеспечивать концевые части, которые простираются за пределы зоны плетения, т.е. за пределы продольной кромки 422b плетеной части 420, удаленной от кромки 422a. Эти концевые части имеют длину, достаточную для обеспечения возможности их возвращения к кромке 432a и повторной вставки в слои основных нитей в части 430. Таким образом, основная нить T4, после связывания основных нитей слоев C8 и C9, используется повторно для связывания основных нитей слоя C3 и C4, в то время как уточная нить T5, после связывания основных нитей слоев C9 и C10, используется повторно для связывания основных нитей слоев C4 и C5.
Возвращение концевых частей уточных нитей, изначально сплетенных с дополнительными длинами, показано на фиг.25 только для уточных нитей T1, T2, T4 и T5 в одной плоскости утка.
Плоскости по фиг.28A-28D можно вывести одну из другой, смещаясь на один шаг между столбиками основных нитей.
На этих чертежах показано переплетение интерлочного типа. Разумеется, можно было бы использовать переплетения других типов. Переплетения частей 410, 420 и 430 необязательно одинаковы. Возможно также менять переплетение в заданной части 410, 420 или 430. Кроме того, количество слоев основных нитей в частях 410, 420 и 430 может не быть равно трем, трем и четырем соответственно, при этом количество слоев уточных нитей корректируется соответствующим образом. Следует отметить, что лишь некоторые из уточных нитей, связывающих основные нити в частях 410 и 420, нужно плести с дополнительной длиной.
После плетения не сплетенные части нитей удаляются, и плетеной конструкции 400 придается форма, показанная на фиг.26 (вид с торца), сгибая петлей части 410, 420 обратно на самих себя, оказывая вместе с тем на концы повторно вставляемых уточных нитей T1, T2, T4 и T5 тяговое усилие. В результате этого получают полую часть, которая полностью определена многослойной плетеной стенкой, состоящей из множества слоев нитей, связанных посредством плетения во всей толщине этой стенки. Придание формы может выполняться скатыванием частей 410 и 420 вокруг сердечников.
В трубчатых частях, образованных сгибанием петлей частей 410 и 420 назад, кромки 412a и 432b формируют ступеньки 415 и 425. Это можно устранить похожим образом, как описано выше для первого варианта исполнения (фиг.3 и 4), для получения формы, показанной на фиг.27 (вид с торца).
Придание формы с помощью оснастки для получения волокнистой заготовки для детали 40 и обработка заготовки для получения желаемой детали могут выполняться, как описано выше для первого варианта исполнения.
В варианте исполнения по фиг.24-27 и 28A-28D уточные нити, сплетенные с дополнительной длиной в частях 410 и 420, повторно вставляют в часть 430 в той же плоскости утка. Как вариант, концевые части уточных нитей заданной плоскости утка, сплетенных с дополнительной длиной в части 410, могут вставляться повторно в следующую плоскость утка для сплетания с основными нитями этой же части 410. Аналогичным образом, концевые части уточных нитей заданной плоскости утка, сплетенных с дополнительной длиной в части 420, могут вставляться повторно в следующую плоскость утка для сплетания с основными нитями этой же части 420.
Естественно, применяя принцип плетения, подобный тому, что описан выше, возможно изготавливать полую часть с множеством перегородок, т.е. деталь, имеющую множество продольных перегородок, подразделяющих ее внутренний объем.
Кроме этого, в детали перегородка или по меньшей мере одна из перегородок, если есть две или более перегородок, может простираться в длину, меньшую длины полой части, где часть волокнистой конструкции, соответствующая этой или каждой перегородке сокращенной длины, как, например, часть 420 на фиг.25, плетется тогда в направлении основы на более короткое расстояние, чем другие части волокнистой конструкции.
На фиг.29 показана еще одна деталь 50, которую можно получать из конструкции, сплетенной целиком посредством многослойного плетения согласно изобретению. Деталь 50 содержит трубчатую полую часть 51, прикрепленную к другой части 52, которая изогнута вокруг оси, отличной от оси части 51, например, которая перпендикулярна ей. Такая деталь может использоваться, к примеру, как коленчатый рычаг. Для получения детали 50 возможно использовать такую плетеную конструкцию, как конструкция 100 по фиг.2, где часть волокнистой заготовки, соответствующую полой части 51, получают сгибанием петлей части 110 волокнистой конструкции 100 назад на нее же, а часть волокнистой заготовки, соответствующую части 52, получают изгибанием части 120 волокнистой заготовки 100.





Волокнистая конструкция (100) изготавливается целиком при помощи многослойного плетения, используя способ, в котором: сплетают основные нити по меньшей мере первого набора (110) слоев основных нитей с уточными нитями, включающими в себя по меньшей мере некоторые (T1, T2), которые сплетены с дополнительной длиной с тем, чтобы иметь в наличии концевые части основных нитей, которые простираются за пределы зоны плетения, где концевые части основных нитей возвращают для сплетания с основными нитями путем повторной вставки в слои основных нитей, а полая, в частности трубчатая, часть формируется сгибанием петлей первого сплетенного набора (110) слоев основных нитей обратно на себя и прикладыванием к концам повторно вставляемых уточных нитей тягового усилия, чтобы получать целиком волокнистую заготовку для детали, включающей в себя полую часть. 4 н. и 8 з.п. ф-лы, 38 ил.
1. Способ изготовления конструкции, сплетенной целиком при помощи многослойного плетения и содержащей по меньшей мере одну полую часть (110; 210; 310), содержащий этапы, на которых:
сплетают основные нити по меньшей мере первого набора (112; 212; 312) слоев основных нитей с уточными нитями, включающими в себя по меньшей мере несколько уточных нитей (Т1, Т2; Т4, Т5, Т6), которые прокладываются на расстояние, которое больше ширины первого набора слоев основных нитей, измеряемой в направлении утка, чтобы иметь в наличии концевые части уточных нитей, которые простираются за пределы зоны плетения;
возвращают концевые части упомянутых уточных нитей с тем, чтобы сплести их с основными нитями путем повторной их вставки в слои основных нитей; и
формируют упомянутую полую часть, сгибая петлю из первого сплетенного набора слоев основных нитей назад на себя же и прикладывая тяговое усилие к концам повторно вставленных уточных нитей.
2. Способ по п. 1, отличающийся тем, что концевые части упомянутых уточных нитей (T1, Т2) повторно вставляют в слои основных нитей второго набора (122; 322) слоев основных нитей, причем первый и второй наборы слоев основных нитей расположены один над другим и соединены вместе в направлении утка лишь на протяжении доли ширины первого набора (112; 312) основных нитей.
3. Способ по п. 1, отличающийся тем, что концевые части упомянутых уточных нитей (Т4, Т5, Т6) повторно вставляют в слои основных нитей первого набора (212) слоев основных нитей в местах, которые смещены в направлении основы относительно мест их первоначальной вставки.
4. Способ изготовления конструкции, сплетенной целиком при помощи многослойного плетения и содержащей по меньшей мере одну полую часть (410), которая перегорожена в продольном направлении, содержащий этапы, на которых:
сплетают основные нити первого набора (412) слоев основных нитей с уточными нитями, включающими в себя по меньшей мере несколько (Т4, Т5), которые вставляют в слои основных нитей первого набора слоев основных нитей, и в то же время прокладывают на расстояние, которое больше длины первого набора слоев основных нитей, измеряемой в направлении утка, чтобы иметь в наличии концевые части уточных нитей, которые простираются за пределы зоны плетения;
сплетают основные нити второго набора (422) слоев основных нитей с уточными нитями, включающими в себя по меньшей мере несколько (Т1, Т2), которые вставляют в слои основных нитей второго набора слоев основных нитей, и при этом прокладывают на расстояние, которое больше протяженности второго набора слоев основных нитей, измеряемой в направлении утка, чтобы иметь в наличии концевые части уточных нитей, которые простираются за пределы зоны плетения, причем первый и второй наборы (412, 422) слоев основных нитей размещены один над другими и связаны в направлении утка лишь на протяжении доли их ширины;
возвращают упомянутые концевые части уточных нитей с тем, чтобы сплести их с основными нитями путем повторной их вставки в слои основных нитей; и формируют упомянутую перегороженную полую часть, сгибая петли из первого и второго наборов слоев основных нитей назад на себя же и прикладывая тяговое усилие к концам повторно вставленных уточных нитей.
5. Способ по п. 4, отличающийся тем, что упомянутые свободные концевые части упомянутых уточных нитей повторно вставляют в слои основных нитей третьего набора (432) слоев основных нитей, причем первый, второй и третий наборы основных нитей расположены один над другим, и первый и второй наборы (412, 422) слоев основных нитей связаны с третьим набором слоев основных нитей в направлении утка лишь на протяжении доли их ширины.
6. Способ по п. 4, отличающийся тем, что упомянутые концевые части упомянутых уточных нитей повторно вставляют в слои основных нитей первого и второго наборов слоев основных нитей в местах, которые смещены в направлении основы относительно мест их первоначальной вставки.
7. Способ по любому из пп. 1-6, отличающийся тем, что полая часть (110) формируется на протяжении лишь доли длины плетеной конструкции в направлении основы.
8. Волокнистая конструкция, сплетенная целиком при помощи многослойного плетения и содержащая по меньшей мере одну полую часть (110; 210; 310; 410), которая полностью определяется многослойной плетеной стенкой, состоящей из множества слоев нитей, связанных посредством плетения во всей толщине этой стенки, причем упомянутая полая часть получена сгибанием плетеной части назад на себя с образованием петли.
9. Волокнистая конструкция по п. 8, отличающаяся тем, что она
содержит полую часть (110; 210; 310) вместе с другой частью (120; 220; 320), расположенной рядом с полой частью и связанной с ней при помощи плетения.
10. Волокнистая конструкция по п. 8 или 9, отличающаяся тем, что полая часть (410) перегорожена в продольном направлении.
11. Деталь из композиционного материала, содержащая по меньшей мере одну полую часть и армирующую волокнистую конструкцию по любому из пп. 8-10, причем армирующая волокнистая конструкция уплотняется матрицей.
12. Деталь по п. 11, представляющая собой опорную и/или направляющую деталь для авиационного турбинного двигателя.
| US 5024874 A, 18.06.1991 | |||
| US 7484539 B1, 03.02.2009 | |||
| US 4336296 A, 22.06.1982 | |||
| УПРОЧНЯЮЩАЯ ВОЛОКОННАЯ СТРУКТУРА ДЛЯ ДЕТАЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И ДЕТАЛЬ, СОДЕРЖАЩАЯ ЭТУ СТРУКТУРУ | 2006 |
|
RU2409468C2 |

