Область техники, к которой относится изобретение
Данное изобретение относится к способу впрыска содержащей наполнитель суспензии в волокнистую структуру с целью изготовления деталей из композиционного материала жидкофазным методом.
Уровень техники
В области производства композиционных материалов жидкофазным методом были разработаны многочисленные варианты способов, общей целью которых является заполнение всего свободного объема в волокнистой заготовке суспензией, содержащей достаточное количество наполнителя, чтобы получить наименьшую конечную пористость.
Одно из множества решений выполнения жидкофазного метода состоит в использовании волокнистых слоев, предварительно пропитанных содержащей наполнитель суспензией, и в их драпировке на формовочном инструменте. Однако этот метод не совместим со структурами, имеющими трехмерное (3D) или многослойное (2.5D) переплетение. Действительно, эти структуры трудно пропитать при помощи классического средства по причине «фильтрующего» эффекта структуры, который препятствует равномерному проникновению содержащей наполнитель суспензии во всю толщину структуры. Этот тип способа получения позволяет выполнять только детали из композиционного материала небольшой толщины и с двухмерным (2D) волокнистым усилением. В некоторых направлениях механические характеристики этих типов композиционного материала остаются ограниченными. В частности, эти материалы характеризуются слабой стойкостью к расслоению и недостаточно противостоят усилиям сдвига.
Существуют также способы типа впрыска, пропитки или осаждения, основанные на введении содержащей наполнитель суспензии, разбавленной (имеющей вязкость, подходящую для равномерного проникновения в структуру) и отфильтрованной на месте так, чтобы сгустить ее для получения на конечной стадии требуемой пористости. Такой способ описан, в частности, в документе WO 2016/102839.
Однако в случае структуры с переплетением 3D или 2.5D пропитка волокнистой структуры длится очень долго и является сложной из-за сложной формы и большой толщины структуры. Таким образом, фаза впрыска или заполнения волокнистой структуры содержащей наполнитель суспензией является неконтролируемой, что приводит к наличию пористости в конечной детали. Следовательно, эти способы требуют выполнения серьезных исследовательских работ, основанных на:
- выработке соответствующей суспензии,
- моделировании потоков внутри заготовки,
- разработке специального инструмента с заданной геометрией (в частности, с позиционированием точек впрыска и фильтрации) и соответствующих параметров процесса (давление, температура, продолжительность, расход,…).
Ограничения в применении существенно влияют на стоимость разработки и внедрения. Кроме того, трудно разработать инструмент для впрыска, который можно адаптировать к различным геометрическим формам изготавливаемых деталей.
Раскрытие сущности изобретения
Техническая задача изобретения, состоит в устранении вышеупомянутых недостатков, за счет разработки решения, которое позволяет лучше контролировать фазу впрыска или заполнения волокнистой структуры 3D или 2.5D содержащей наполнитель суспензией, чтобы получить материал или деталь с очень низким содержанием макропор, и которое можно легко адаптировать к разным геометрическим формам выполняемых деталей.
Для этого изобретением предложен способ впрыска содержащей наполнитель суспензии в волокнистую структуру, имеющую трехмерное или многослойное переплетение, включающий в себя впрыск суспензии, содержащей порошок твердых частиц, в объем волокнистой структуры, при этом, согласно изобретению, впрыск содержащей наполнитель суспензии осуществляют при помощи по меньшей мере одной полой иглы, сообщающейся с устройством подачи содержащей наполнитель суспензии, при этом каждая игла является подвижной по меньшей мере в одном направлении, проходящем между первой стороной и противоположной второй стороной волокнистой структуры, таким образом, чтобы впрыскивать содержащую наполнитель суспензию в волокнистую структуру на одну или несколько определенных глубин.
Используя одну или несколько игл, можно впрыскивать содержащую наполнитель суспензию непосредственно в середину волокнистой структуры. Продолжительность впрыска и его контроль в структурах 3D или 2.5D значительно улучшены по сравнению с классическими жидкофазными методами, поскольку достаточно локально проколоть толщину структуры и перемещать в ней иглу или иглы.
Кроме того, в рамках заявленного способа происходит мало потерь наполнителя (и уменьшается «фильтрующий» эффект структуры), так как содержащую наполнитель суспензию впрыскивают локально на уровне каждой иглы и в ограниченном количестве. Это позволяет впрыскивать суспензию с высоким содержанием частиц и, следовательно, отказаться от этапа удаления жидкой фазы, обычно необходимого в рамках известных способов, в которых жидкая фаза должна быть преобладающей для обеспечения ее проникновения во всю структуру, начиная от одной из ее сторон.
Заявленный способ характеризуется также хорошей способностью адаптации к изменяющейся геометрии, так как можно регулировать положение и глубину проникновения каждой иглы в волокнистую структуру, причем независимо от ее геометрии.
Согласно частному отличительному признаку заявленного способа впрыска, каждая полая игла предпочтительно имеет наружный диаметр, составляющий от 0,4 мм до 0,8 мм, что позволяет ей проникать в волокнистую структуру, не нарушая ее архитектуры, в частности ее переплетения, оставаясь при этом совместимой с размерами твердых частиц наполнителя, присутствующего во впрыскиваемой суспензии.
Согласно другому частному отличительному признаку заявленного способа впрыска, предпочтительно полая игла или полые иглы имеют скошенный конец, что еще больше облегчает их проникновение в волокнистую структуру и, в частности, в пряди, то есть в пространства между нитями.
Согласно еще одному частному отличительному признаку заявленного способа впрыска, иглу или иглы последовательно перемещают между первой стороной и противоположной второй стороной волокнистой структуры, при этом иглу или иглы останавливают в промежуточных положениях между этими двумя сторонами, при этом в каждом промежуточном положении впрыскивают определенную дозу содержащей наполнитель суспензии. Это обеспечивает равномерное заполнение волокнистой структуры за счет локального контроля положения впрыска содержащей наполнитель суспензии в структуру и подаваемого количества этой суспензии.
Согласно еще одному частному отличительному признаку заявленного способа впрыска, иглу или иглы непрерывно перемещают между первой стороной и противоположной второй стороной волокнистой структуры, при этом содержащую наполнитель суспензию впрыскивают непрерывно с определенным расходом в волокнистую структуру. Это обеспечивает постепенное и равномерное заполнение волокнистой структуры.
Волокнистую структуру можно уплотнить до или после впрыска содержащей наполнитель суспензии, чтобы добиться необходимого уровня концентрации волокон. В первом случае во время впрыска содержащей наполнитель суспензии волокнистую структуру помещают в инструмент уплотнения, содержащий по меньшей мере на одной стороне одно или несколько отверстий для прохождения иглы или игл.
Объектом изобретения является также способ изготовления детали из композиционного материала, включающий в себя:
- выполнение волокнистой структуры посредством трехмерного или многослойного переплетения между множеством нитей,
- впрыск содержащей наполнитель суспензии в волокнистую структуру в соответствии с изобретением, при этом содержащая наполнитель суспензия содержит по меньшей мере одно жидкое или твердое исходное вещество матрицы,
- уплотнение волокнистой структуры после впрыска,
- трансформацию указанного по меньшей мере одного исходного вещества в матрицу.
Согласно частному отличительному признаку заявленного способа изготовления, нити волокнистой структуры образованы жаропрочными волокнами, при этом содержащая наполнитель суспензия содержит жаропрочные керамические частицы в качестве твердого исходного вещества керамической матрицы, при этом способ включает в себя термическую обработку жаропрочных керамических частиц, присутствующих в волокнистой структуре, чтобы получить в указанной структуре жаропрочную керамическую матрицу.
Нити волокнистой структуры могут быть, в частности, но не исключительно, образованы волокнами из одного или нескольких следующих материалов: глинозема, муллита, кремнезема, алюмосиликата, боросиликата, карбида кремния или углерода.
Жаропрочные керамические частицы могут, в частности, но не исключительно, представлять собой материал, выбранный среди: глинозема, муллита, кремнезема, алюмосиликата, алюмофосфата, двуокиси циркония, карбида, борида и нитрида.
Краткое описание чертежей
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания частных вариантов осуществления изобретения, представленных в качестве неограничивающих примеров со ссылками на прилагаемые чертежи, на которых:
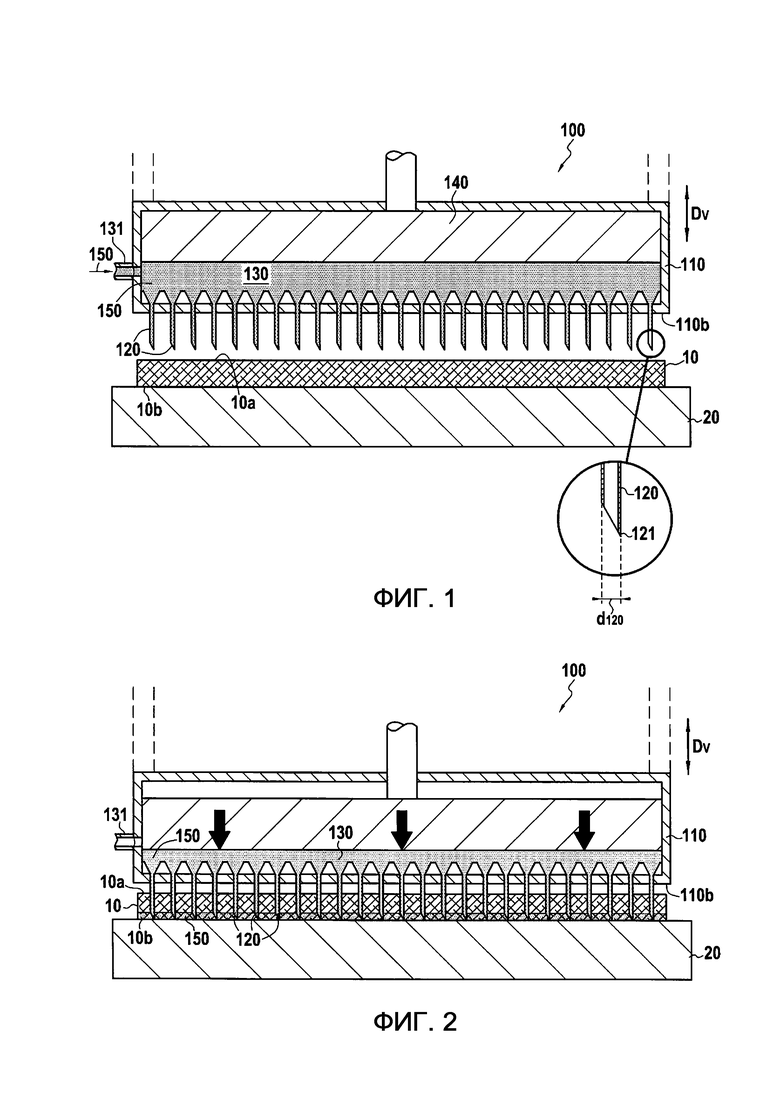
на фиг. 1 схематично показан инструмент впрыска согласно варианту осуществления изобретения, вид в разрезе;
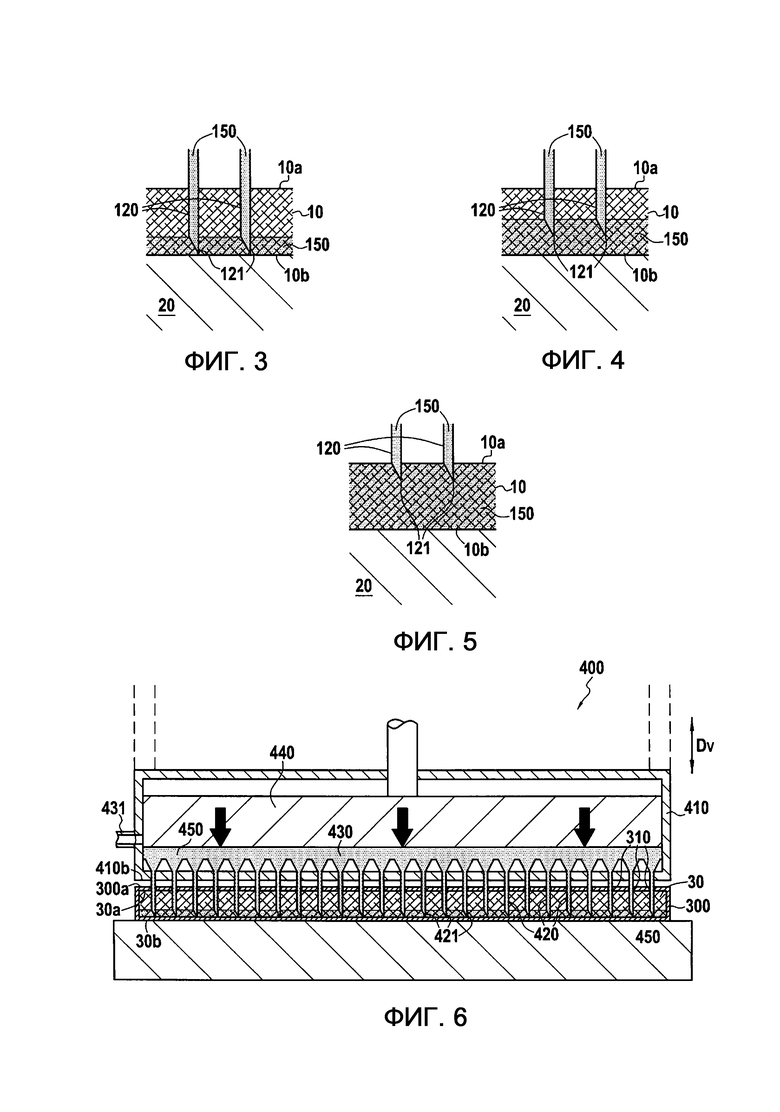
на фиг. 2-5 представлен постепенный впрыск содержащей наполнитель суспензии в волокнистую структуру при помощи инструмента впрыска, показанного на фиг. 1, согласно варианту осуществления изобретения;
на фиг. 6 схематично представлен впрыск содержащей наполнитель суспензии в волокнистую структуру, удерживаемую в инструменте уплотнения, согласно другому варианту осуществления изобретения, вид в разрезе.
Осуществление изобретения
Способ впрыска согласно изобретению применяют для впрыска содержащей наполнитель суспензии в волокнистые структуры, полученные посредством трехмерного (3D) или многослойного (2.5D) ткачества, то есть в структуры, имеющие сложную геометрию, в которые сложно вводить и равномерно распределять суспендированные твердые частицы с применением известных способов, например, таких как инжекционное формование, называемое “RTM”, или всасывание субмикронного порошка (submicron power aspiration), называемое “APS”, по причине «фильтрующего» эффекта структуры, который препятствует равномерному проникновению содержащей наполнитель суспензии в толщину структуры.
Как известно, волокнистую структуру получают посредством ткачества на ткацком станке жаккардового типа, на котором располагают пучок нитей основы или прядей в виде множества слоев, при этом нити основы связывают нитями утка или наоборот. Как было указано выше волокнистую структуру выполняют посредством трехмерного (3D) или многослойного (2.5D) ткачества.
Под «трехмерным ткачеством» или «ткачеством 3D» или же под «многослойным ткачеством» или «ткачеством 2.5D» в данном случае следует понимать способ ткачества, при котором по меньшей мере некоторые нити утка связывают нити основы на нескольких слоях нитей основы или наоборот при ткачестве, соответствующем ткацкому переплетению, которое можно выбирать среди следующих видов переплетения: интерлок, полотняное, сатиновое и саржевое переплетения.
Под «переплетением или тканью интерлок» в данном случае следует понимать ткацкое переплетение 3D, в котором каждый слой нитей основы связывает несколько слоев нитей утка, при этом все нити основы одного столбца совершают одинаковое движение в плоскости переплетения. В случае ткачества 2.5D говорят о ткани “warp interlock”, которая представляет собой многослойную ткань, в которой соединение между наложенными друг на друга слоями обеспечивают нити основы. Используемой технологией ткачества является ткачество с множеством нитей основы на основно-уточном станке, во время которого раскрывание зева является однонаправленным в отличие от ткачества 3D.
Под «многослойным полотняным переплетением или тканью» следует понимать ткань 3D с несколькими слоями нитей утка, где базовое переплетение каждого слоя эквивалентно классическому переплетению полотняного типа, но с некоторыми точками переплетения, которые связывают слои нитей утка между собой.
Под «многослойным сатиновым переплетением или тканью» следует понимать ткань 3D с несколькими слоями нитей утка, где базовое переплетение каждого слоя эквивалентно классическому переплетению сатинового типа, но с некоторыми точками переплетения, которые связывают слои нитей утка между собой.
Под «многослойным саржевым переплетением или тканью» следует понимать ткань 3D с несколькими слоями нитей утка, где базовое переплетение каждого слоя эквивалентно классическому переплетению саржевого типа, но с некоторыми точками переплетения, которые связывают слои нитей утка между собой.
Способ впрыска в соответствии с изобретением применяют, в частности, но не исключительно, для выполнения деталей из композиционного материала оксид/оксид или из композиционного материала с керамической матрицей (СМС), то есть содержащего волокнистое усиление, выполненное из волокон жаропрочного керамического материала, уплотненное матрицей тоже из жаропрочного керамического материала.
Нити, используемые для ткачества волокнистой структуры, предназначенной для получения волокнистого усиления детали из композиционного материала, могут быть, в частности, выполнены из волокон одного из следующих материалов: глинозема, муллита, кремнезема, алюмосиликата, боросиликата, карбида кремния, углерода или смеси нескольких из этих материалов. Твердые частицы, присутствующие в суспензии, впрыскиваемой в волокнистую структуру, могут быть частицами материала, выбранного среди: глинозема, муллита, кремнезема, алюмосиликатов, алюмофосфатов, карбидов, боридов, нитридов или смесей таких материалов.
На фиг. 1 показано начало способа впрыска содержащей наполнитель суспензии согласно варианту осуществления изобретения. Волокнистую структуру 10, полученную посредством 3D или 2.5D переплетения, укладывают на опорную плиту 20 так, чтобы одна ее сторона 10а была обращена к инструменту 100 впрыска. Инструмент 100 впрыска содержит корпус 110, выполненный с возможностью перемещения в двух направлениях Dv, как показано на фиг. 1. Нижний край 110b корпуса 110 содержит множество полых игл 120, сообщающихся с нагнетательной камерой 130, ограниченной внутри корпуса 110 между поршнем 140 и нижним краем 110b корпуса. Содержащую наполнитель суспензию 150 подают в нагнетательную камеру 130 через вход 131. Предпочтительно каждая полая игла 120 содержит конец 121, который выполнен скошенным и имеет диаметр, составляющий от 0,4 мм до 0,8 мм. В представленном примере положением полых игл 120 и, в частности, положением их концов 121 в волокнистой структуре управляют посредством перемещения корпуса 110 в двойном направлении Dv.
Как показано на фиг. 2, впрыск начинается с позиционирования концов 121 полых игл 120 как можно ближе к нижней стороне 10b волокнистой структуры 10, входящей в контакт с опорной плитой 20, при этом суспензию впрыскивают в структуру 10 посредством приведения в движение поршня 140, позволяющего впрыснуть первое количество содержащей наполнитель суспензии 150 на определенную толщину в волокнистой структуре 10. Впрыск содержащей наполнитель суспензии 150 в волокнистую структуру 10 продолжают, как показано на фиг. 3-5, посредством перемещения концов 121 полых игл 120 от нижней стороны 10b структуры до уровня вблизи верхней стороны 10а волокнистой структуры 10, чтобы заполнить волокнистую структуру по всей ее толщине содержащей наполнитель суспензией 150.
Впрыск содержащей наполнитель суспензии 150 в волокнистую структуру 10 можно осуществлять двумя способами. Содержащую наполнитель суспензию 150 можно впрыскивать непрерывно, и в этом время иглы постепенно перемещаются между двумя противоположными сторонами 10b и 10а волокнистой структуры 10, то есть из положения, показанного на фиг. 2, до положения, показанного на фиг. 5. Содержащую наполнитель суспензию 150 можно также впрыскивать периодически. В этом случае иглу или иглы последовательно перемещают между двумя противоположными сторонами 10b и 10а волокнистой структуры 10, при этом иглу или иглы останавливают в промежуточных положениях между этими двумя сторонами, соответствующих в данном случае положениям, показанным на фиг. 2-5, при этом в каждом промежуточном положении в структуру впрыскивают определенную дозу содержащей наполнитель суспензии.
Содержащую наполнитель суспензию можно впрыскивать в волокнистую структуру до ее уплотнения, которое осуществляют впоследствии, в частности, чтобы добиться требуемой степени уплотнения. Содержащую наполнитель суспензию можно также впрыскивать в волокнистую структуру, когда она уже уплотнена, как показано на фиг. 6. Как показано на фиг. 6, волокнистую структуру 30, выполненную посредством переплетения 3D или 2.5D, выдерживают в инструменте 300 уплотнения, выполненном с возможностью воздействия на нее с определенной степенью уплотнения. На своей стороне 300а напротив инструмента 400 впрыска инструмент 300 содержит множество отверстий 310, предназначенных для прохождения игл 420 инструмента впрыска. Инструмент 400 впрыска аналогичен описанному выше инструменту 100 впрыска, то есть он содержит корпус 410, выполненный с возможностью перемещения в двойном направлении Dv, как показано на фиг. 6. Нижний край 410b корпуса 410 содержит множество полых игл 420, сообщающихся с нагнетательной камерой 430, ограниченной внутри корпуса 410 между поршнем 440 и нижним краем 410b корпуса. Содержащую наполнитель суспензию 450 подают в нагнетательную камеру 430 через вход 431. Предпочтительно каждая полая игла 420 содержит конец 421, который выполнен скошенным и имеет диаметр, составляющий от 0,4 мм до 0,8 мм.
Впрыск содержащей наполнитель суспензии 450 в волокнистую структуру 10 производят, как было описано выше со ссылками на фиг. 2-5, то есть перемещая концы 421 полых игл 420 от нижней стороны 30b структуры до уровня вблизи верхней стороны 30а волокнистой структуры 30, чтобы заполнить волокнистую структуру по всей ее толщине содержащей наполнитель суспензией 450. Впрыск содержащей наполнитель суспензии 450 в волокнистую структуру 30 можно производить непрерывно или периодически.
В описанных выше примерах впрыск содержащей наполнитель суспензии производят при помощи множества полых игл, расположенных в один ряд линейно вдоль одного из размеров структуры, например, ее ширины. В этом случае после каждого впрыска по всей толщине волокнистой структуры иглы перемещают в направлении длины структуры с определенным шагом, чтобы охватить всю структуру локальным впрыском содержащей наполнитель суспензии. Согласно версии осуществления, инструмент впрыска может содержать матрицу из полых игл, расположенных одновременно в направлении ширины и длины волокнистой структуры, при этом матрицу игл можно перемещать в направлении ширины и/или длины волокнистой структуры, если матрица не полностью охватывает обрабатываемую площадь волокнистой структуры.
Согласно другой версии осуществления, способ впрыска осуществляют при помощи только одной иглы, которую перемещают в разных направлениях относительно волокнистой структуры, чтобы впрыскивать содержащую наполнитель суспензию по всему объему волокнистой структуры.
После впрыска содержащей наполнитель суспензии в волокнистую структуру ее формуют и, возможно, уплотняют в соответствии со степенью уплотнения, позволяющей получить определенную концентрацию волокон.
Если жидкая фаза суспензии не соответствует исходному веществу матрицы, в частности, как в случае водного раствора, то нет необходимости удалять ее из заготовки в отличие от известных способов. Действительно, благодаря впрыску содержащей наполнитель суспензии при помощи одной или нескольких полых игл в середину структуры, можно использовать суспензии с высокой вязкостью, то есть суспензии, содержащие незначительное количество жидкой фазы по сравнению с количеством твердого наполнителя. Благодаря изобретению, можно применять содержащие наполнитель суспензии, вязкость которых может достигать 10000 мПа·с, а не максимум 400 мПа·с, как в известных способах впрыска, таких как способы типа литейного формования (RTM) или всасывания субмикронного порошка (APS). На практике это значит, что можно применять суспензии, содержащие массовую долю наполнителя, которая может достигать 85 мас.%. Возможность применять в рамках заявленного способа такие концентрированные суспензии намного сокращает продолжительность операции впрыска суспензий. В этом случае небольшое количество жидкой фазы может испаряться естественным путем во время термической обработки для трансформации твердого наполнителя в матрицу. Вместе с тем, если возникает необходимость, заготовку можно подвергнуть сушке перед трансформацией твердого наполнителя.
После этого заготовку подвергают термической обработке для трансформации исходных веществ матрицы, присутствующих во впрыснутой содержащей наполнитель суспензии.
В случае выполнения детали из композиционного материала оксид/оксид или СМС термическая обработка состоит в спекании твердых частиц для получения матрицы в заготовке.
Изобретение не ограничивается выполнением детали из композиционного материала оксид/оксид или СМС. Изобретение можно также применять для изготовления детали из композиционного материала с органической матрицей, и в этом случае матрица содержит наполнитель из твердых частиц. Например, волокнистую структуру можно выполнить посредством переплетения 3D или 2.5D между карбоновыми нитями и в соответствии с заявленным способом впрыснуть в нее содержащую наполнитель суспензию, включающую в себя смолу типа эпоксидной смолы и твердый наполнитель, состоящий из сажи, карбидов или оксидов. В этом случае термическая обработка для трансформации исходного вещества матрицы состоит в полимеризации смолы.
Было произведено испытание с применением заявленного способа. В ходе испытания впрыск производили в волокнистую структуру, полученную посредством переплетения интерлок с нитями глинозема Nextel 610TM с плотностью переплетения 8 нитей/см. Подвергнутая впрыску структура имеет размеры 120 мм длины, 100 мм ширины и 5 мм толщины, при этом содержащая наполнитель суспензия включает в себя 60 мас.% порошка глинозема альфа, выпускаемого компанией “Baikovski” под названием SM8 (D50 = около 0,3 мкм), и 40 мас.% водного раствора с 50% моноалюминийфосфата Al(H2PO4)3.
Содержащую наполнитель суспензию впрыскивают при помощи единственной полой иглы диаметром 0,8 мм, имеющей скошенный конец, при этом игла соединена со шприцом. В каждом положении впрыска иглу постепенно перемещают в толщине волокнистой структуры (постепенный подъем иглы между двумя противоположными сторонами структуры) со скоростью 6 см/мин с непрерывным впрыском суспензии. Впрыск во всей структуре производят, увеличив число точек впрыска при помощи иглы, которую перемещают с шагом 1 см между каждым положением впрыска в двух размерах структуры (ширина и длина). Заполнение структуры по всему ее объему в описанных выше условиях заняло 10 минут. Для сравнения можно указать, что такое же заполнение этой структуры с применением известных способов впрыска, таких как способы типа литейного формования (RTM) или всасывания субмикронного порошка (APS), занимает несколько часов.
После завершения впрыска производят формование структуры под давлением 5 бар и при температуре 350°С. Затем осуществляют термическую обработку спекания частиц глинозема при 850°С в окружающей среде.
Получают деталь из композиционного материала оксид/оксид, в которой объемная плотность волокон составляет 45%, и степень пористости составляет 24%.
Изобретение относится к способу изготовления деталей из композиционного материала жидкофазным методом. Согласно изобретению, впрыск содержащей наполнитель суспензии в волокнистую структуру, имеющую трехмерное или многослойное плетение, осуществляют при помощи по меньшей мере одной полой иглы, сообщающейся с устройством подачи содержащей наполнитель суспензии, при этом каждой иглой прокалывают толщину волокнистой структуры и перемещают ее между первой стороной и второй противоположной стороной волокнистой структуры, таким образом, чтобы впрыскивать содержащую наполнитель суспензию в волокнистую структуру на одну или несколько определенных глубин. Каждая игла является подвижной по меньшей мере в одном направлении. Иглу или иглы останавливают в промежуточных положениях между двумя сторонами волокнистой структуры и впрыскивают определённую дозу содержащей наполнитель суспензии. Нити волокнистой структуры и наполнитель суспензии выполнены из жаропрочных керамических материалов. Технический результат – получение материала или детали с низким содержанием макропор и возможность адаптации способа к разным геометрическим формам выполняемых деталей. 2 н. и 8 з.п. ф-лы, 6 ил.
1. Способ впрыска содержащей наполнитель суспензии в волокнистую структуру, имеющую трехмерное или многослойное переплетение, включающий впрыск суспензии, содержащей порошок твердых частиц, в объем волокнистой структуры, причем впрыск содержащей наполнитель суспензии осуществляют при помощи по меньшей мере одной полой иглы, сообщающейся с устройством подачи содержащей наполнитель суспензии, при этом каждой иглой прокалывают толщину волокнистой структуры и перемещают ее между первой стороной и второй, противоположной стороной волокнистой структуры так, чтобы впрыскивать содержащую наполнитель суспензию в волокнистую структуру на одну или несколько определенных глубин.
2. Способ по п. 1, в котором каждая полая игла имеет наружный диаметр, составляющий от 0,4 мм до 0,8 мм.
3. Способ по п. 1 или 2, в котором каждая полая игла имеет скошенный конец.
4. Способ по любому из пп. 1-3, в котором иглу или иглы последовательно перемещают между первой стороной и второй противоположной стороной волокнистой структуры, при этом иглу или иглы останавливают в промежуточных положениях между этими двумя сторонами, причем в каждом промежуточном положении в структуру впрыскивают определенную дозу содержащей наполнитель суспензии.
5. Способ по любому из пп. 1-3, в котором иглу или иглы непрерывно перемещают между первой стороной и противоположной второй стороной волокнистой структуры, при этом содержащую наполнитель суспензию непрерывно впрыскивают с определенным расходом в волокнистую структуру.
6. Способ по любому из пп. 1-5, в котором во время впрыска содержащей наполнитель суспензии волокнистую структуру помещают в инструмент уплотнения, содержащий по меньшей мере на одной стороне одно или несколько отверстий для прохождения иглы или игл.
7. Способ изготовления детали из композиционного материала, включающий в себя:
- выполнение волокнистой структуры посредством трехмерного или многослойного переплетения между множеством нитей,
- впрыск содержащей наполнитель суспензии в волокнистую структуру при помощи способа по любому из пп. 1-6, при этом содержащая наполнитель суспензия содержит по меньшей мере одно жидкое или твердое исходное вещество матрицы,
- уплотнение волокнистой структуры после впрыска,
- трансформацию указанного по меньшей мере одного исходного вещества в матрицу.
8. Способ по п. 7, в котором нити волокнистой структуры образованы жаропрочными керамическими волокнами, при этом содержащая наполнитель суспензия содержит жаропрочные керамические частицы в качестве твердого исходного вещества керамической матрицы, при этом способ включает в себя термическую обработку жаропрочных керамических частиц, присутствующих в волокнистой структуре, чтобы сформировать в указанной структуре жаропрочную керамическую матрицу.
9. Способ по п. 7 или 8, в котором нити волокнистой структуры образованы волокнами из одного или нескольких следующих материалов: глинозема, муллита, кремнезема, алюмосиликата, боросиликата, карбида кремния или углерода.
10. Способ по любому из пп. 7-9, в котором жаропрочные керамические частицы являются материалом, выбранным среди: глинозема, муллита, кремнезема, алюмосиликата, алюмофосфата, двуокиси циркония, карбида, борида и нитрида.
| US 5281439 A1, 25.01.1994 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| УСТРОЙСТВО И СПОСОБ ПРОКЛЕИВАНИЯ ВОЛОКОН | 2012 |
|
RU2559440C2 |
| ЛОПАТКА ТУРБОМАШИНЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2518622C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2012 |
|
RU2607216C2 |
| FR 3030502 A1, 24.06.2016. | |||

