В представленных материалах под фаршепитателем понимается также и начинкопитатель - здесь имеется в виду, что в задачи фаршепитателя не обязательно входит подача именно фарша, так, например, он может подавать одновременно картофельное пюре и томатную пасту, шоколадную пасту и сливочный соус и проч.
Под пельменями понимаются также вареники, равиоли и любые др. не крупные (соответствующий обозначенному размеру вес конечного изделия должен быть меньше 40 г) изделия из сравнительно тонкой (не более нескольких мм - до 5) тестовой оболочки с начинкой любого состава.
Под компонентами начинки пельменей понимаются среды различного и, возможно, довольно сложного состава, которые по замыслу производителя потребитель должен получить несмешанными друг с другом - не следует путать с компонентами фарша, например, такими как соль, перец, вода и проч.
Под начинкой иногда понимаются компоненты начинки или один компонент начинки, что понятно из контекста.
Под вращением барабанов навстречу друг другу понимается вращение барабанов в противоположных направлениях, таким образом, что в месте максимального сближения рабочих поверхностей барабанов линейная их скорость сонаправлена с движением тестовых лент.
Под отверстием понимается входная или выходная часть канала, выполненного в некотором теле, - не следует путать со словом «отверстие» в его традиционном понимании в машиностроительном черчении.
Область техники
Изобретение относится к пищевой промышленности, а также к станкостроению для такой промышленности и может быть использовано при изготовлении станков барабанного типа для производства пельменей, а также для изготовления пельменей на таких станках.
Уровень техники
Известен способ (патент РФ 2375875) изготовления пищевого продукта из тестовой оболочки и пары различных несмешанных компонентов начинки, заключающийся в том, что на расположенные в непосредственной близости друг от друга и вращающиеся навстречу формующие барабаны, как минимум один из которых включает ячейки, из механизма раскатки теста подают два листа последнего в виде лент так, чтобы они накрывали часть ячеек, тогда как в зону формования и выделения продукта, расположенную вблизи места максимального сближения рабочих поверхностей барабанов, преимущественно в направлении линейной скорости ячеек, расположенных в этой зоне, в сторону указанного места из «фаршепитателя» подают начинку, при этом ее подают сразу в виде как минимум двух отдельных различных компонентов в направлении одной ячейки или независимо также в виде как минимум двух отдельных различных компонентов в направлении одной, нескольких или всех ячеек, расположенных в ряд вдоль оси барабана, для чего подачу осуществляют соответственно из группы расположенных близко друг к другу отверстий «фаршепитателя» или из одной или нескольких групп таких отверстий, расположенных над одной, несколькими либо всеми ячейками ряда, в то время как различные компоненты к «фаршепитателю» подводят по различным каналам и для выпуска таких компонентов используют как минимум два не связанных друг с другом отверстия, причем вблизи указанного места посредством ячеек и примыкающей к ним области рабочей поверхности барабана обеспечивают обособление в продукте различных порций начинки - гарантированное отсекание наполнения продукта начинкой, окончательное формообразование наружной поверхности продукта и посредством удаленных друг от друга менее чем на удвоенную толщину упомянутых листов оппозитных сдавливающих частей рабочих поверхностей барабанов упомянутой области, слепку краев фрагментов упомянутых листов между собой с выдавливанием излишков начинки и образованием замкнутой тестовой оболочки, а также кромки по периметру продукта, допускающего следы начинки места слепки, тогда как посредством расположенных вокруг ячеек передавливающих частей рабочих поверхностей барабанов, находящихся на минимальном удалении друг от друга, обеспечивают выделение обособленного продукта путем разделения посредством передавливания слепленных лент с образованием фрагментов, составляющих оболочку.
Данный способ выбран в качестве прототипа.
К основным признакам прототипа, предопределяющим наличие у него недостатков, следует отнести:
- подачу начинки в направлении зоны смыкания барабанов;
- подачу компонентов начинки из группы отверстий «фаршепитателя», расположенных над ячейками ряда (находящимися в зоне смыкания барабанов);
- слепку краев фрагментов тестовых лент между собой с образованием кромки по периметру продукта.
Реализация первого из упомянутых здесь признаков не позволяет уровнять линейную скорость начинки с линейной скоростью ячеек, находящихся в зоне формования. Действительно, начинка пельменей имеет сложный переменчивый состав, сложную переменчивую консистенцию, неравномерную плотность по своему объему. И все особо усугубляется при использовании двух различных компонентов начинки - не представляется возможным в реальном времени управлять давлением на выходе «фаршепитателя» таких компонентов, определяющим скорость их вытекания. Результатом упомянутого несогласования явятся разбрызгивание начинки, брак, простои на чистку барабанов и проч.
Реализация второго признака приводит к неравномерности наполнения начинкой пельменей, формуемых различными ячейками ряда. Причина та же - сложный состав и двухкомпонентность начинки - добиться ее равномерного (равными порциями за равные промежутки времени) вытекания из группы отверстий практически не представляется возможным.
Реализация третьего признака ограничивает область применения способа-прототипа, предполагающего изготовление конечного продукта только с явно обозначенным краем. В результате способ-прототип не может быть применен, например, для изготовления шарообразных пельменей.
Технический результат
Цель изобретения - усовершенствование прототипа.
Задача изобретения - повышение производительности.
Технический результат, достигаемый при реализации отличительных признаков изобретения, заключается практически в полном исключении брака при изготовлении пельменей, что достигается благодаря обеспечению:
- практического равенства скоростей примыкающих к тестовым лентам слоев начинки, самих тестовых лент оболочки и формующих ячеек в зоне смыкания барабанов;
- близкого (до 1-5 мм) расположения выходных отверстий для начинки и тестовых лент;
- исключения набрызгивания начинки на внутреннюю тестовую ленту до формования конечного изделия;
- примерно одинакового наполнения пельменей обоими компонентами начинки;
- образованием места слепки вокруг продукта произвольной формы.
Сущность изобретения
Заявленный технический результат достигается благодаря тому, что в известный способ изготовления пищевого продукта из тестовой оболочки и различных начинок, заключающийся в том, что на расположенные в непосредственной близости друг от друга и вращающиеся навстречу друг другу формующие барабаны, как минимум один из которых включает предпочтительно параллельные его оси ряды ячеек, из механизма раскатки теста подают два листа последнего в виде лент, в то время как различные компоненты начинки к «фаршепитателю» подводят по различным каналам и для выпуска таких компонентов, используют два не связанных друг с другом отверстия, причем начинку подают сразу в виде как минимум двух отдельных различных компонентов, тогда как вблизи места максимального сближения рабочих поверхностей барабанов посредством ячеек и примыкающей к ним области рабочей поверхности барабана обеспечивают обособление в продукте различных порций начинки - гарантированное отсекание наполнения продукта начинкой, окончательное формообразование наружной поверхности продукта и посредством удаленных друг от друга на незначительное расстояние оппозитных сдавливающих частей рабочих поверхностей барабанов упомянутой области, слепку краев фрагментов упомянутых листов между собой с выдавливанием излишков начинки и образованием замкнутой тестовой оболочки, тогда как посредством расположенных вокруг ячеек передавливающих частей рабочих поверхностей барабанов, находящихся на минимальном удалении друг от друга, обеспечивают выделение обособленного продукта путем разделения посредством передавливания (и/или отвода теста к месту слепки) слепленных лент с образованием фрагментов, составляющих оболочку, введены следующие главные отличительные признаки:
- тестовые ленты подают на барабаны таким образом, чтобы они прилегали к ним задолго до места максимального сближения рабочих поверхностей барабанов - чтобы длина прилегания тестовых лент к барабанам до выделения обособленного продукта как минимум в 20 раз превышала толщину самих тестовых лент;
- различные компоненты начинки одновременно подают каждый на свою тестовую ленту до зоны формования и выделения продукта (на расстоянии более 20 мм от такой зоны), предпочтительно в области прилегания тестовых лент к барабанам и в направлении, составляющем с линейными скоростями соответствующих тестовых лент угол от 0 до 90° с тем, чтобы в упомянутую зону начинка, увлекаемая или тормозимая тестовыми лентами, попадала со скоростью последних, которая легко может быть согласована со скоростью ячеек в этой зоне;
- подачу компонентов начинки осуществляют из двух щелевых отверстий (каждого из своего), располагаемых над барабанами и вытянутых вдоль осей барабанов, одно из которых расположено ближе к одному барабану, а другое - ближе к другому;
- слепку краев фрагментов тестовых лент осуществляют в виде допускающего следы начинки места слепки, примыкающего к тестовой оболочке продукта, заключающей в себе оба компонента начинки, и опоясывающего ее (окружающего, окольцовывающего ее).
Для получения оригинального пельменя с тестовой прослойкой внутри в представляемый способ может быть внесен следующий частный отличительный признак - из механизма раскатки (блока подачи) теста подают три тестовые ленты - две внешние и одну внутреннюю, внешние из которых служат для образования оболочки пельменей, а внутренняя - для образования тестовой перегородки, причем подачу внутренней тестовой ленты осуществляют в протяженном (соизмеримым с шириной внутренней ленты) узком канале (минимальная ширина которого не превышает 40 кратную толщину внутренней ленты), расположенном между щелевыми отверстиями «фаршепитателя», тогда как посредством удаленных друг от друга оппозитных сдавливающих частей рабочих поверхностей барабанов в зоне формования и выделения продукта осуществляют слепку краев фрагментов всех трех тестовых лент между собой.
Удаление друг от друга упомянутых оппозитных сдавливающих частей обеспечивают менее чем на суммарную толщину используемых лент (двух или трех).
Для осуществления представленного способа можно использовать устройство двухщелевого «фаршепитателя» с каналом для подачи внутренней тестовой ленты, которое может быть охарактеризовано следующими отличительными признаками:
- устройство включает шесть основных рабочих отверстий (в принципе можно говорить и о трех каналах, имеющих входное и выходное отверстия каждый), три из которых располагаются в его верхней части и являются входными, а три - в нижней и являются выходными, при этом два входных отверстия предназначены для подачи в устройство начинки (каждое для подачи своего компонента), а два выходных щелевых отверстия - для выпуска компонентов начинки из устройства (каждое для выпуска своего компонента), тогда как одно (серединное) входное щелевое отверстие предназначено для подачи в устройство тестовой ленты, а одно (серединное) выходное щелевое отверстие - для выпуска такой ленты;
- все три выходных щелевых отверстия располагаются практически параллельно друг другу (линии соответствующие длине таких отверстий на виде снизу параллельны друг другу) с допуском на параллельность, лежащим в пределах ±10°;
- в устройстве выделены две пары отверстий для компонентов начинки (для одного конкретного компонента одна пара, для другого - другая), каждая из которых включает связанные друг с другом полостью, которую предполагается заполнять каким-то одним компонентом начинки, входное и выходное отверстия;
- между входным и выходным отверстиями для тестовой ленты образован канал для свободного прохождения по нему такой ленты;
- канал для тестовой ленты расположен между выходными отверстиями для начинки;
- выходные щелевые отверстия для начинки выполнены на сходящихся к низу (в направлении выходного отверстия для тестовой ленты) боковых поверхностях устройства, вследствие чего ближние друг к другу края таких отверстий оказываются ниже более удаленных краев.
Для получения работоспособного устройства в нем должен быть реализован ряд частных отличительных признаков:
- сами пары отверстий для компонентов начинки не связаны ни между собой, ни с каналом для тестовой ленты полостями;
- упомянутые сходящиеся боковые поверхности представляют собой фрагменты боковых поверхностей цилиндров, радиусы которых близки к радиусам барабанов (отличаются от них на несколько мм) и лежат в пределах от 50 до 500 мм;
- упомянутые сходящиеся боковые поверхности имеют приблизительно одинаковый радиус (например, с точностью изготовления);
- канал для тестовой ленты расположен посередине между выходными отверстиями для компонентов начинки;
- входные отверстия для компонентов начинки выполнены круглыми и имеют резьбу;
- канал для тестовой ленты как минимум в одной своей части выполнен сужающимся по мере приближения к выходному отверстию для тестовой ленты (площадь поперечного сечения такого канала уменьшается по мере приближения к выходному отверстию для тестовой ленты);
- устройство включает две несвязанные друг с другом емкости для нагнетания в каждую своего компонента начинки, расположенные в каналах подачи компонентов начинки в верхней части устройства и соединенных с входными отверстиями для компонентов начинки;
- канал для тестовой ленты расположен между емкостями;
- перед выходными отверстиями для компонентов начинки устройство включает каналы для их протекания, соединенные с емкостями для компонентов начинки, площадь поперечного сечения как минимум одного канала для как минимум одного компонента начинки не одинакова по длине такого канала, а увеличивается по мере приближения к емкостям;
- ширина выходных щелевых отверстий для компонентов начинки лежит в диапазоне от 1 до 10 мм;
- ширина выходных щелевых отверстий для различных компонентов начинки не одинакова и такие отверстия расположены на разной высоте;
- длина выходных щелевых отверстий для компонентов начинки лежит в диапазоне от 30 до 300 мм;
- ширина выходного щелевого отверстия для тестовой ленты лежит в диапазоне от 1,5 до 15 мм;
- длина выходного щелевого отверстия для тестовой ленты лежит в диапазоне от 45 до 450 мм;
- выходное щелевое отверстие для тестовой ленты удалено от выходных щелевых отверстий для компонентов начинки по вертикали (на виде сбоку на упомянутые сходящиеся боковые поверхности) на 30-300 мм, по горизонтали (на виде снизу на выходное отверстие для тестовой ленты) - на 5-50 мм (здесь указано расстояние от центра канала для тестовой ленты до выходных отверстий для начинки на поперечном сечении, их включающем);
- с краев выходного щелевого отверстия для тестовой ленты устройство включает сужающиеся выступы, являющиеся продолжением упомянутых сходящихся боковых поверхностей, причем упомянутые сходящиеся боковые поверхности на концах упомянутых выступов образуют острые ребра;
- устройство включает крепежные элементы, предназначенные для его установки и жесткой фиксации на станке барабанного типа для изготовления продукта непосредственно над обоими барабанами таким образом, чтобы упомянутые выступы оказались как раз над местом максимального сближения рабочих поверхностей барабанов;
- в качестве упомянутых крепежных элементов устройство включает два отверстия и два паза, предназначенных для размещения в них резьбовых деталей, причем отверстия располагаются в самой верхней части устройства спереди, а пазы - в самой верхней части сзади;
- устройство выполнено из материала с низкой теплоемкостью и/или теплопроводностью.
Иллюстрации
Описание изобретения сопровождается одной фиг.
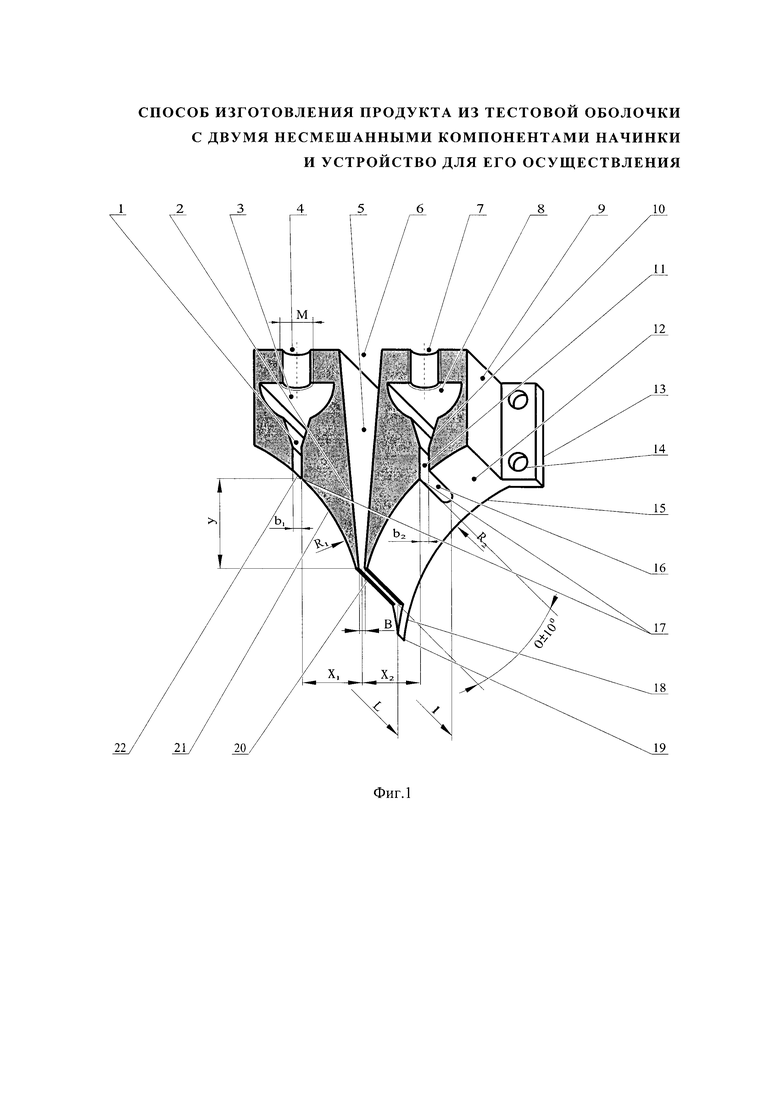
На фиг. показан разрез одного из вариантов исполнения представленного «фаршепитателя», который может быть изготовлен посредством литья, например, под давлением или который может быть составлен из различных деталей (на фиг. границы между такими деталями не обозначены).
Фиг. приведена для иллюстрации взаимного расположения функциональных элементов «фаршепитателя».
На фиг. приняты следующие обозначения:
1 - фрагмент канала, связывающего левую пару отверстий для компонентов начинки - входное и выходное отверстия полости, который предполагается заполнять конкретным компонентом начинки, он же представляет собой фрагмент канала, связывающего левое выходное отверстие для компонента начинки с левой емкостью для нагнетания такого компонента, площадь поперечного сечения которого увеличивается по мере приближения к такой емкости;
2 - стенка канала для тестовой ленты;
3 - расположенная в верхней части «фаршепитателя» левая емкость для нагнетания в нее компонента начинки, которая соединена полостью с входным отверстием (после того как «фаршепитатель» будет установлен на станке и к нему подключат шланги для начинки, такая емкость может оказаться и не соединенной с таким отверстием; это верно для данной конструкции «фаршепитателя», но не является обязательным, поскольку штуцер для подключения шланга от фаршенасоса может быть выполнен и заодно с «фаршепитателем»);
4 - одно из основных рабочих отверстий, а именно одно из пары круглых входных отверстий с резьбой, конкретно - левое входное отверстие для компонента начинки, предназначенное для впуска одного из компонентов начинки (предположительно, но не обязательно отличного по составу от другого компонента), вообще, это отверстие предназначено для ввинчивания в него штуцера, к которому прикрепляется шланг, соединенный с фаршенасосом (или начинконасосом), однако составитель представленных материалов счел допустимым наименовать такое отверстие входным отверстием для компонента начинки, поскольку с точки зрения представленного устройства по своей функции оно таковым и является (т.е. компонент начинки не обязательно должен касаться краев такого отверстия) - см., также последнее замечание к 3;
5 - сужающийся к низу (к выходному отверстию для тестовой ленты) по всей своей длине канал для свободного прохождения по нему тестовой ленты, образованный между входным и выходным отверстиями для тестовой ленты и расположенный, например, посередине между выходными отверстиями для компонентов начинки (а также между входными отверстиями для компонентов начинки и между накопительными емкостями для компонентов начинки, если такие имеются в «фаршепитателе»);
6 - одно из основных рабочих отверстий, а именно входное отверстие для внутренней тестовой ленты (использование данного отверстия не обязательно);
7 - правое входное отверстие для компонента начинки, аналогичное левому, не связанное с ним полостью (примечательно, что использование одновременно обоих входных отверстий для компонентов начинки необязательно - просто будут получаться пельмени с одним компонентом начинки);
8 - правая емкость для нагнетания в нее компонента начинки, аналогичная левой (использование обеих емкостей не обязательно);
9 - верхняя часть «фаршепитателя» (эта часть находится вверху при установки «фаршепитателя» на станке - тестовая лента подается сверху, шланги от фаршенасоса также подходят сверху);
10 - стенка канала для компонента начинки;
11 - выпускная часть канала для компонента начинки, предпочтительно выполненная с одинаковой площадью поперечных сечений;
12 - правая сходящаяся книзу с оппозитной поверхностью боковая поверхность «фаршепитателя», выполненная в виде части цилиндра, радиус которого примерно равен (предпочтительно на 0,5-10 мм больше радиуса) цилиндрической поверхности формующих барабанов станка, на котором предполагается использовать «фаршепитатель»;
13 - задняя часть «фаршепитателя»;
14 - крепежный элемент «фаршепитателя» - отверстие для прохождения через него притягивающего последний к станку болта;
15 - нижняя часть «фаршепитателя», начинающаяся там, где начинаются сходящиеся к низу боковые поверхности устройства;
16 - одно из основных рабочих отверстий, а именно одно из щелеобразных выходных отверстий, конкретно - правое выходное отверстие для компонента начинки, предназначенное для непосредственного выпуска одного из компонентов начинки, состав которой соответствует составу компонента начинки, подаваемого в отверстие 7;
17 - ближние друг к другу края выходных отверстий для компонентов начинки, находящиеся ниже тех краев таких отверстий, что расположены дальше друг от друга (примечательно, что компоненты начинки не обязательно должны касаться краев таких отверстий);
18 - расположенный с заднего края выходного отверстия для тестовой ленты выступ (вниз), который образован сходящимися боковыми поверхностями «фаршепитателя»;
19 - острое ребро выступа - место пересечения сходящихся боковых поверхностей «фаршепитателя»;
20 - одно из основных рабочих отверстий, а именно выходное отверстие для внутренней тестовой ленты (если на отверстие 6 тестовая лента не подается, то, естественно, ее и не будет на данном отверстии);
21 - левая сходящаяся к низу с аналогичной правой поверхностью боковая поверхность «фаршепитателя», выполненная в виде части цилиндра, радиус которого примерно равен радиусу цилиндрической поверхности формующих барабанов станка, на котором предполагается использовать «фаршепитатель»;
22 - левое выходное отверстие для компонента начинки, аналогичное правому и не обязательно расположенное с ним на одной высоте (если на какое-либо входное отверстие для компонента начинки последняя не подается, то ее не будет и в соответствующем выходном отверстии);
B - ширина выходного щелевого отверстия для тестовой ленты, предпочтительно В должна быть больше b1 и b2.
b1 - ширина левого выходного щелевого отверстия для компонента начинки;
b2 - ширина правого выходного щелевого отверстия для компонента начинки (b1 не обязательно равна b2);
L - длина выходного щелевого отверстия для тестовой ленты, предпочтительно L должна быть больше l;
l - длина правого выходного щелевого отверстия для компонента начинки (l не обязательно равна длине левого выходного щелевого отверстия для компонента начинки);
M - метрическая резьба;
R1 - радиус цилиндра, фрагментом которого является левая сходящаяся с оппозитной поверхностью боковая поверхность «фаршепитателя»;
R2 - радиус цилиндра, фрагментом которого является правая сходящаяся с оппозитной поверхностью боковая поверхность «фаршепитателя» (R1 не обязательно равен R2);
x1 - удаление по горизонтали выходного отверстия для тестовой ленты от левого выходного отверстия для компонента начинки;
x2 - удаление по горизонтали выходного отверстия для тестовой ленты от правого выходного отверстия для компонента начинки (x1 не обязательно равно x2);
y - удаление по вертикали выходного отверстия для тестовой ленты от левого выходного отверстия для компонента начинки (у не обязательно равно удалению по вертикали выходного отверстия для тестовой ленты от правого выходного отверстия для начинки).
Сведения о возможности реализации полезной модели
Представленный способ изготовления пищевого продукта из тестовой оболочки и различных начинок может быть реализован следующим образом.
На расположенные в непосредственной близости друг от друга и вращающиеся навстречу друг другу формующие барабаны, как минимум один из которых включает предпочтительно параллельные его оси ряды ячеек, из механизма раскатки теста подают два листа последнего в виде лент.
Различные компоненты начинки к «фаршепитателю» подводят по различным каналам и для выпуска таких компонентов используют два не связанных друг с другом отверстия.
Начинку подают сразу в виде как минимум двух отдельных различных компонентов.
Вблизи места максимального сближения рабочих поверхностей барабанов посредством ячеек и примыкающей к ним области рабочей поверхности барабана обеспечивают обособление в продукте различных порций начинки - гарантированное отсекание наполнения продукта начинкой.
Там же осуществляют окончательное формообразование наружной поверхности продукта.
Посредством удаленных друг от друга на незначительное расстояние оппозитных сдавливающих частей рабочих поверхностей барабанов упомянутой области осуществляют слепку краев фрагментов упомянутых листов между собой с выдавливанием излишков начинки и образованием замкнутой тестовой оболочки.
Посредством расположенных вокруг ячеек передавливающих частей рабочих поверхностей барабанов, находящихся на минимальном удалении друг от друга, обеспечивают выделение обособленного продукта путем разделения посредством передавливания и/или отвода теста к месту слепки слепленных лент с образованием фрагментов, составляющих оболочку.
При этом тестовые ленты подают на барабаны таким образом, чтобы они прилегали (не обязательно плотно) к ним задолго до места максимального сближения рабочих поверхностей барабанов - чтобы длина прилегания тестовых лент к барабанам до выделения обособленного продукта как минимум в 20 раз превышала толщину самих тестовых лент.
Различные компоненты начинки одновременно подают каждый на свою тестовую ленту до зоны формования и выделения продукта (на расстоянии более 20 мм от такой зоны) с тем, чтобы в упомянутую зону начинка, увлекаемая или тормозимая тестовыми лентами попадала со скоростью последних (или со скоростью близкой к таковой), которая легко может быть согласована со скоростью ячеек в этой зоне.
Подачу начинки осуществляют из двух щелевых отверстий, располагаемых над барабанами и вытянутых вдоль осей барабанов, одно из которых расположено ближе к одному барабану, а другое - ближе к другому.
Слепку краев фрагментов тестовых лент осуществляют в виде допускающего следы начинки места слепки, примыкающего к тестовой оболочке продукта, заключающей в себе оба компонента начинки, и опоясывающего ее.
Из механизма раскатки (блока подачи) теста могут подавать и три тестовые ленты - две внешние и одну внутреннюю.
При этом внешние ленты предназначены для образования оболочки пельменей, а внутренняя - для образования тестовой прослойки - перегородки, разделяющей в конечном продукте две камеры для начинки.
Подачу внутренней тестовой ленты осуществляют в протяженном (соизмеримым с шириной внутренней ленты) узком канале (минимальная ширина которого не превышает 40-ти кратную толщину внутренней ленты), расположенном между щелевыми отверстиями «фаршепитателя».
В случае с тремя тестовыми лентами посредством удаленных друг от друга оппозитных сдавливающих частей рабочих поверхностей барабанов в зоне формования и выделения продукта осуществляют слепку краев фрагментов всех трех тестовых лент между собой таким образом, что внешние ленты оказываются слепленными с внутренней.
Удаление друг от друга упомянутых оппозитных сдавливающих частей барабанов обеспечивают менее чем на суммарную толщину используемых лент (двух или трех).
Представленный «фаршепитатель» может быть устроен следующим образом.
Он должен включает шесть основных рабочих отверстий 4, 6, 7, 16, 20, 22, три первых из которых располагаются в его верхней части и являются входными, а три последних - в нижней 15 и являются выходными.
При этом два входных отверстия 4 и 7 предназначены для подачи в устройство начинки, а два выходных щелевых отверстия 16 и 22 - для выпуска начинки из устройства, тогда как одно входное щелевое отверстие 6 предназначено для подачи в устройство тестовой ленты, а одно выходное щелевое отверстие 20 - для выпуска такой ленты.
Все три выходных щелевых отверстия располагаются практически параллельно друг другу (линии, соответствующие длине таких отверстий, на виде снизу параллельны друг другу) с допуском на параллельность, лежащим в пределах ±10°.
В устройстве выделены две пары отверстий для начинки 4, 22 и 7, 16, каждая из которых включает связанные друг с другом полостью входное и выходное отверстия.
Так, левая пара таких отверстий связана полостью с фрагментом 1.
Между входным и выходным отверстиями для тестовой ленты образован канал 5 со стенкой 2 для свободного прохождения по нему такой ленты.
Канал для тестовой ленты расположен между выходными отверстиями для начинки.
Выходные щелевые отверстия для начинки выполнены на сходящихся к низу (в направлении выходного отверстия для тестовой ленты) боковых поверхностях устройства 12 и 21, вследствие чего ближние друг к другу края таких отверстий 17 оказываются ниже более удаленных краев.
Сами упомянутые пары отверстий для начинки не связаны полостями ни между собой, ни с каналом для тестовой ленты.
Упомянутые сходящиеся боковые поверхности могут представлять собой фрагменты боковых поверхностей цилиндров, радиусы R1 и R2 которых лежат в пределах от 50 до 500 мм.
Упомянутые сходящиеся боковые поверхности могут иметь и одинаковый радиус.
Канал для тестовой ленты может быть расположен посередине между выходными отверстиями для начинки.
Входные отверстия для начинки могут быть выполнены круглыми и иметь резьбу M.
Канал для тестовой ленты как минимум в одной своей части может быть выполнен сужающимся по мере приближения к выходному отверстию для тестовой ленты.
«Фаршепитатель» может включать две несвязанные друг с другом емкости 3 и 8 для нагнетания начинки, расположенные в верхней части 9 устройства и соединенных с входными отверстиями для начинки.
Канал для тестовой ленты должен быть расположен между емкостями.
Перед выходными отверстиями для начинки устройство может включать каналы для ее протекания со стенками типа 10, соединенные с емкостями для начинки. При этом площадь поперечного сечения каждого такого канала может быть не одинакова по длине каналов, а увеличивается по мере приближения к емкостям (уменьшается по мере удаления от емкостей).
Выпускная часть 11 таких каналов может быть выполнена с постоянной площадью поперечного сечения.
Ширина выходных щелевых отверстий b1 и b2 для начинки должна лежать в диапазоне от 1 до 10 мм. При этом она может быть не одинакова, а сами такие отверстия могут располагаться на разной высоте.
Длина же l выходных щелевых отверстий для начинки должна лежать в диапазоне от 30 до 300 мм.
Ширина B выходного щелевого отверстия для тестовой ленты лежит в диапазоне от 1,5 до 15 мм, а его длина L - в диапазоне от 45 до 450 мм.
Выходное щелевое отверстие для тестовой ленты должно быть удалено от выходных щелевых отверстий для начинки по вертикали (на виде сбоку на упомянутые сходящиеся боковые поверхности) на расстояние x1 и x2, лежащее в пределах 30-300 мм, а по горизонтали (на виде снизу на выходное отверстие для тестовой ленты) - на у - 5-50 мм (здесь указано расстояние от центра канала для тестовой ленты до выходных отверстий для начинки на поперечном сечении, их включающем).
С краев выходного щелевого отверстия для тестовой ленты «фаршепитатель» может включать сужающиеся выступы типа 18, являющиеся продолжением упомянутых сходящихся боковых поверхностей, причем упомянутые сходящиеся боковые поверхности на концах упомянутых выступов образуют острые ребра 19.
«Фаршепитатель» может включать крепежные элементы типа 14, предназначенные для его установки и жесткой фиксации на станке для изготовления пельменей барабанного типа непосредственно над обоими барабанами таким образом, чтобы упомянутые выступы оказались как раз над местом максимального сближения рабочих поверхностей барабанов.
В качестве упомянутых крепежных элементов устройство может включать два отверстия и два паза, предназначенных для размещения в них резьбовых деталей, причем отверстия располагаются в верхней части устройства спереди, а пазы - в верхней задней части 13.
Фаршепитатель или его детали должны быть выполнены из материала с низкой теплоемкостью и/или теплопроводностью - из твердых пород дерева, пластика, фторопласта и проч., что позволяет исключить его запотевание.
Лучший вариант реализации «фаршепитателя»
B лежит в диапазоне от 5 до 9 мм.
b1=b2 и лежит в диапазоне от 3 до 5 мм.
L лежит в диапазоне от 120 до 140 мм.
l лежит в диапазоне от 50 до 60 мм.
M соответствует резьбе М20-M30.
R1=R2 и лежит в диапазоне от 100 до 130 мм.
x1=x2 и лежит в диапазоне от 12 до 32 мм.
y лежит в диапазоне от 30 до 60 мм.
Работа станка с представленным «фаршепитателем»
Будучи установленным на станке указанным выше образом и подключенным к фаршенасосам, «фаршепитатель» готов к работе.
Включают станок.
Добиваются поступления из тестораскатки тестовых лент, которые вручную направляют на барабаны.
Если используют три тестовые ленты, то внутреннюю из них вручную направляют в канал для тестовой ленты.
Добиваются правильной работы барабанов и правильного положения на них тестовых лент.
Включают фаршенасос.
Описанными выше способами получают пельмени с двумя различными порциями начинки, разделенными тестовой перегородкой или неразделенными.
В случае изготовления традиционных пельменей один фаршенасос не включают или по обоим каналам для начинки подают начинку одинакового состава.
Связь отличительных признаков с заявляемым техническим результатом
Связь отличительных признаков с заявленным техническим результатом, по мнению составителя представленного материала, очевидна.
Действительно, подача тестовых лент на барабаны таким образом, чтобы они прилегали к барабанам задолго до места максимального сближения их рабочих поверхностей, обеспечивает возможность согласования линейной скорости тестовых лент и наружной рабочей поверхности барабанов.
Подача начинки на тестовые ленты до зоны формования и выделения продукта обеспечивает выравнивание скорости начинки и тестовых лент, а, стало быть, начинки и наружной рабочей поверхности барабанов.
Подача конкретного компонента начинки на все ячейки ряда из щелевого отверстия существенно уменьшает вариабельность наполнения конечного продукта начинкой, поскольку все неоднородности начинки нивелируются - сглаживаются пропорционально отношению площади щели к площади единичного отверстия, соответствующего фаршепитателю, используемому в прототипе, т.е. в десятки раз.
Здесь особо следует подчеркнуть, что для подачи двух компонентов начинки щелевые отверстия - единственное решение, гарантирующее неперемешивание компонентов, а также исключение разрыва тестовой перегородки!
Расположение выходных отверстий для начинки непосредственно над тестовыми лентами практически исключает разбрызгивание начинки, а использование для внутренней тестовой ленты специально выделенного канала, не связанного с каналами подачи начинки, принципиально решает вопрос с защитой такой ленты от брызг начинки.
Способ и соответствующее устройство прошли успешную апробацию на Щелковском МПК.
Способ предусматривает подачу тестовых лент на расположенные в непосредственной близости друг от друга и вращающиеся навстречу друг другу формующие барабаны. Тестовые ленты подают на барабаны таким образом, чтобы длина прилегания тестовых лент к барабанам до выделения обособленного продукта как минимум в 20 раз превышала толщину самих тестовых лент. Как минимум, один из барабанов включает ряды ячеек. Различные компоненты начинки одновременно подают каждый на свою тестовую ленту так, чтобы в зону формования компоненты начинки попадали со скоростью, близкой к скорости тестовых лент. Подачу компонентов начинки осуществляют из двух щелевых отверстий, располагаемых над барабанами и вытянутых вдоль осей барабанов, одно из которых расположено ближе к одному барабану, а другое - ближе к другому. Вблизи места максимального сближения рабочих поверхностей барабанов посредством ячеек и примыкающей к ним области рабочей поверхности барабана обеспечивают обособление в продукте различных порций начинки, формообразование наружной поверхности продукта, слепку краев фрагментов лент теста между собой с выдавливанием излишков начинки и образованием замкнутой тестовой оболочки. Слепку краев фрагментов тестовых лент осуществляют в виде допускающего следы начинки места слепки, примыкающего к тестовой оболочке продукта, заключающей в себе оба компонента начинки, и опоясывающего ее. В другом варианте способа используется внутренняя тестовая лента для образования тестовой перегородки. Слепку краев фрагментов всех трех тестовых лент между собой осуществляют так, чтобы внешние ленты были слеплены с внутренней с выдавливанием излишков начинки и образованием замкнутой тестовой оболочки. Подачу внутренней тестовой ленты осуществляют в протяженном узком канале, минимальная ширина которого не превышает сорокакратную толщину внутренней ленты, расположенном между щелевыми отверстиями для подачи начинки. Также раскрыто устройство для подачи начинки в соответствии с заявленными способами. Изобретение обеспечивает формование продукта из тестовой оболочки с двумя несмешанными компонентами начинки при подаче компонентов начинки сразу на все ячейки ряда формующего барабана. 3 н. и 22 з.п. ф-лы, 1 ил.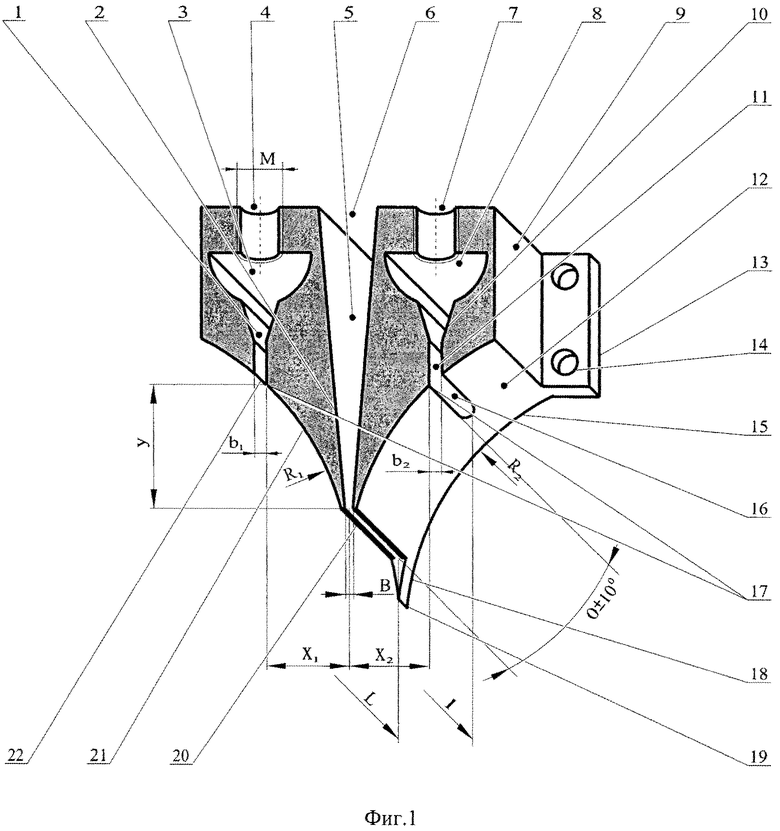
1. Способ изготовления пищевого продукта из тестовой оболочки и пары различных несмешанных компонентов начинки, заключающийся в том, что на расположенные в непосредственной близости друг от друга и вращающиеся навстречу друг другу формующие барабаны, как минимум один из которых включает ряды ячеек, из механизма раскатки теста подают два листа последнего в виде лент, в то время как различные компоненты начинки к фаршепитателю/начинкопитателю, далее - фаршепитателю, подводят по различным каналам и для выпуска таких компонентов используют два отверстия, причем начинку подают сразу в виде как минимум двух отдельных различных компонентов, тогда как вблизи места максимального сближения рабочих поверхностей барабанов посредством ячеек и примыкающей к ним области рабочей поверхности барабана обеспечивают обособление в продукте различных порций начинки - гарантированное отсекание наполнения продукта начинкой, окончательное формообразование наружной поверхности продукта и посредством удаленных друг от друга на незначительное расстояние оппозитных сдавливающих частей рабочих поверхностей барабанов упомянутой области, слепку краев фрагментов упомянутых лент между собой с выдавливанием излишков начинки и образованием замкнутой тестовой оболочки, тогда как посредством расположенных вокруг ячеек передавливающих частей рабочих поверхностей барабанов, находящихся на минимальном удалении друг от друга, обеспечивают выделение обособленного продукта путем разделения посредством передавливания слепленных лент с образованием фрагментов, составляющих оболочку, отличающийся тем, что тестовые ленты подают на барабаны таким образом, чтобы они прилегали к ним задолго до места максимального сближения рабочих поверхностей барабанов - чтобы длина прилегания тестовых лент к барабанам до выделения обособленного продукта как минимум в 20 раз превышала толщину самих тестовых лент, при этом различные компоненты начинки одновременно подают каждый на свою тестовую ленту до зоны формования и выделения продукта с тем, чтобы в упомянутую зону компоненты начинки, увлекаемые или тормозимые тестовыми лентами, попадали со скоростью, близкой к скорости последних, причем подачу компонентов начинки осуществляют из двух щелевых отверстий - каждого компонента из своего отверстия, располагаемых над барабанами и вытянутых вдоль осей барабанов, одно из которых расположено ближе к одному барабану, а другое - ближе к другому, в то же время слепку краев фрагментов тестовых лент осуществляют в виде допускающего следы начинки места слепки, примыкающего к тестовой оболочке продукта, заключающей в себе оба компонента начинки, и опоясывающего ее.
2. Способ изготовления пищевого продукта из тестовой оболочки и пары различных несмешанных компонентов начинки, заключающийся в том, что на расположенные в непосредственной близости друг от друга и вращающиеся навстречу друг другу формующие барабаны, как минимум один из которых включает ряды ячеек, из механизма раскатки теста подают три тестовые ленты - две внешние и одну внутреннюю, внешние из которых служат для образования оболочки продукта, а внутренняя - для образования тестовой перегородки, в то время как различные компоненты начинки к фаршепитателю подводят по различным каналам и для выпуска таких компонентов используют два отверстия, причем начинку подают сразу в виде как минимум двух отдельных различных компонентов, тогда как вблизи места максимального сближения рабочих поверхностей барабанов посредством ячеек и примыкающей к ним области рабочей поверхности барабана обеспечивают обособление в продукте различных порций начинки - гарантированное отсекание наполнения продукта начинкой, окончательное формообразование наружной поверхности продукта и посредством удаленных друг от друга на незначительное расстояние оппозитных сдавливающих частей рабочих поверхностей барабанов упомянутой области, слепку краев фрагментов всех трех тестовых лент между собой таким образом, что внешние ленты оказываются слепленными с внутренней с выдавливанием излишков начинки и образованием замкнутой тестовой оболочки, тогда как посредством расположенных вокруг ячеек передавливающих частей рабочих поверхностей барабанов, находящихся на минимальном удалении друг от друга, обеспечивают выделение обособленного продукта путем разделения посредством передавливания слепленных лент с образованием фрагментов, составляющих оболочку, отличающийся тем, что подачу внутренней тестовой ленты осуществляют в протяженном узком канале, минимальная ширина которого не превышает сорокакратную толщину внутренней ленты, расположенном между щелевыми отверстиями фаршепитателя, внешние тестовые ленты подают на барабаны таким образом, чтобы они прилегали к ним задолго до места максимального сближения рабочих поверхностей барабанов - чтобы длина прилегания тестовых лент к барабанам до выделения обособленного продукта как минимум в 20 раз превышала толщину самих тестовых лент, при этом различные компоненты начинки одновременно подают каждый на свою тестовую ленту до зоны формования и выделения продукта с тем, чтобы в упомянутую зону компоненты начинки, увлекаемые или тормозимые тестовыми лентами, попадали со скоростью, близкой к скорости последних, причем подачу компонентов начинки осуществляют из двух щелевых отверстий - каждого компонента из своего отверстия, располагаемых над барабанами и вытянутых вдоль осей барабанов, одно из которых расположено ближе к одному барабану, а другое - ближе к другому, в то же время слепку краев фрагментов тестовых лент осуществляют в виде допускающего следы начинки места слепки, примыкающего к тестовой оболочке продукта, заключающей в себе оба компонента начинки, и опоясывающего ее.
3. Способ по п. 2, отличающийся тем, что удаление друг от друга упомянутых оппозитных сдавливающих частей обеспечивают менее чем на суммарную толщину используемых лент.
4. Устройство фаршепитателя/начинкопитателя, далее - фаршепитателя, с каналом для подачи внутренней тестовой ленты, предназначенное для осуществления способов по п. 1 или 2, характеризующееся тем, что оно включает шесть основных рабочих отверстий, три из которых располагаются в его верхней части и являются входными, а три - в нижней и являются выходными, при этом два входных отверстия предназначены для подачи в устройство компонентов начинки, каждое отверстие для своего компонента, а два выходных щелевых отверстия - для выпуска компонентов начинки из устройства, каждое отверстие для своего компонента, тогда как одно входное щелевое отверстие предназначено для подачи в устройство тестовой ленты, а одно выходное щелевое отверстие - для выпуска такой ленты, при этом все три выходных щелевых отверстия располагаются практически параллельно друг другу с допуском на параллельность, лежащим в пределах ±10°, причем в устройстве выделены две пары отверстий для компонентов начинки - для одного конкретного компонента одна пара, каждая из которых включает связанные друг с другом полостью, которую предполагается заполнять каким-то одним компонентом начинки, входное и выходное отверстия, в то время как между входным и выходным отверстиями для тестовой ленты образован канал для свободного прохождения по нему такой ленты и такой канал расположен между выходными отверстиями для компонентов начинки, тогда как выходные щелевые отверстия для компонентов начинки выполнены на сходящихся книзу боковых поверхностях устройства, вследствие чего ближние друг к другу края таких отверстий оказываются ниже более удаленных друг от друга краев.
5. Устройство по п. 4, отличающееся тем, что сами пары отверстий для компонентов начинки не связаны полостями ни между собой, ни с каналом для тестовой ленты.
6. Устройство по п. 4, отличающееся тем, что упомянутые сходящиеся боковые поверхности представляют собой фрагменты боковых поверхностей цилиндров, радиусы которых лежат в пределах от 50 до 500 мм.
7. Устройство по п. 6, отличающееся тем, что упомянутые сходящиеся боковые поверхности имеют одинаковый радиус.
8. Устройство по п. 4, отличающееся тем, что канал для тестовой ленты расположен посередине между выходными отверстиями для компонентов начинки.
9. Устройство по п. 4, отличающееся тем, что входные отверстия для компонентов начинки выполнены круглыми и имеют резьбу.
10. Устройство по п. 4, отличающееся тем, что канал для тестовой ленты как минимум в одной своей части выполнен сужающимся по мере приближения к выходному отверстию для тестовой ленты.
11. Устройство по п. 4, отличающееся тем, что оно включает две несвязанные друг с другом емкости для нагнетания в каждую своего компонента начинки, расположенные в верхней части устройства и соединенные с соответствующими входными отверстиями для компонентов начинки.
12. Устройство по п. 11, отличающееся тем, что канал для тестовой ленты расположен между емкостями.
13. Устройство по п. 4, отличающееся тем, что перед выходными отверстиями для компонентов начинки устройство включает каналы для их протекания, соединенные с емкостями для компонентов начинки.
14. Устройство по п. 13, отличающееся тем, что площадь поперечного сечения как минимум одного канала для как минимум одного компонента начинки не одинакова по длине такого канала, а увеличивается по мере приближения к емкостям.
15. Устройство по п. 4, отличающееся тем, что ширина выходных щелевых отверстий для компонентов начинки лежит в диапазоне от 1 до 10 мм.
16. Устройство по п. 4, отличающееся тем, что ширина выходных щелевых отверстий для различных компонентов начинки не одинакова и такие отверстия расположены на разной высоте.
17. Устройство по п. 4, отличающееся тем, что длина выходных щелевых отверстий для компонентов начинки лежит в диапазоне от 30 до 300 мм.
18. Устройство по п. 4, отличающееся тем, что ширина выходного щелевого отверстия для тестовой ленты лежит в диапазоне от 1,5 до 15 мм.
19. Устройство по п. 4, отличающееся тем, что длина выходного щелевого отверстия для тестовой ленты лежит в диапазоне от 45 до 450 мм.
20. Устройство по п. 4, отличающееся тем, что выходное щелевое отверстие для тестовой ленты удалено от выходных щелевых отверстий для компонентов начинки по вертикали на 30-300 мм.
21. Устройство по п. 4, отличающееся тем, что выходное щелевое отверстие для тестовой ленты удалено от выходных щелевых отверстий для компонентов начинки по горизонтали на 5-50 мм.
22. Устройство по п. 4, отличающееся тем, что с краев выходного щелевого отверстия для тестовой ленты устройство включает сужающиеся выступы, являющиеся продолжением упомянутых сходящихся боковых поверхностей, при этом упомянутые сходящиеся боковые поверхности на концах упомянутых выступов образуют ребра.
23. Устройство по п. 22, отличающееся тем, что оно включает крепежные элементы, предназначенные для его установки и жесткой фиксации на станке барабанного типа для изготовления продукта непосредственно над обоими барабанами таким образом, чтобы упомянутые выступы оказались как раз над местом максимального сближения рабочих поверхностей барабанов.
24. Устройство по п. 23, отличающееся тем, что в качестве упомянутых крепежных элементов оно включает два отверстия и два паза, предназначенных для размещения в них резьбовых деталей, причем отверстия располагаются в самой верхней части устройства спереди, а пазы - в самой верхней части сзади.
25. Устройство по п. 1, отличающееся тем, что оно выполнено из материала с низкой теплоемкостью и/или теплопроводностью.
| УСТРОЙСТВО И КОМПОЗИЦИЯ ПЕЛЬМЕНЕЙ С ПОРЦИЯМИ НАЧИНКИ РАЗЛИЧНОГО СОСТАВА, А ТАКЖЕ ВАРИАНТЫ СПОСОБОВ ИХ ПРИГОТОВЛЕНИЯ | 2008 |
|
RU2375875C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2262232C2 |
| Устройство для обрезки и поперечной разрезки четырехтетрадных лагенов к линовально-тетрадному агрегату | 1962 |
|
SU152239A1 |

