Область техники
Изобретение относится к способу неразрушающего испытания и, в частности, к способу неразрушающего определения упругих свойств изотропного металлического материала при помощи ультразвуков.
Уровень техники
Существует постоянная потребность в наличии способов, позволяющих определять упругие свойства, такие как модуль Юнга или коэффициент Пуассона, деталей, выполненных из однородных и изотропных материалов. В частности, существует потребность в способе, относящемся к детали с изогнутыми наружными поверхностями. Определение модуля Юнга при помощи ультразвуковых волн известно для плоских деталей, но для сложных деталей, когда наружные поверхности изогнуты, очень трудно правильно разместить передатчики и приемники для получения надежных результатов.
Известным средством для оценки продольного модуля упругости, то есть модуля Юнга сложных деталей, является выполнение образцов в виде гантели, которую помещают между зажимами машин для растяжения. Однако выполнение образцов в виде гантелей не всегда возможно и может быть очень затратным для некоторых материалов. Кроме того, часто форма образца может намного отличаться от формы используемой детали. В зависимости от способа изготовления деталей измерение их модуля упругости не всегда может быть надлежащим.
Заявитель поставил перед собой задачу разработать способ неразрушающего контроля сложных деталей, в частности, имеющих изогнутые формы, и предлагает применять ультразвуковые волны для определения упругих свойств, таких как продольный модуль упругости и коэффициент Пуассона.
В документе US 3416365 описан метод определения упругих свойств детали с изогнутой поверхностью и заданной толщины, при помощи средства измерения продольных и поперечных волн, проходящих через материал, толщина которого известна, однако в этом документе не указано применение этого метода для детали, имеющей две толщины в разных направлениях.
Сущность изобретения
Согласно изобретению, способ определения упругих свойств детали с изогнутой поверхностью, включающий в себя излучение пучков ультразвуковых волн в направлении точки падения на поверхность детали таким образом, чтобы генерировать передачу волн в упомянутой детали, отличается тем, что, зная толщину d1 детали в упомянутой точке падения в первом направлении D1, перпендикулярном к касательной плоскости в этой точке, и толщину d2 во втором направлении D2, образующем определенный угол α относительно первого направления, осуществляют
- измерение времени t1, необходимого передаваемым продольным волнам для прохождения в детали расстояния d1 от упомянутой точки падения,
- измерение времени t2, необходимого передаваемым поперечным волнам для прохождения в детали расстояния d2 от упомянутой точки падения.
Модуль Юнга и/или коэффициент Пуассона материала определяют на основании продольной VL=d1/t1 и поперечной VT=d2/t2 скоростей.
Предпочтительно пучок ультразвуковых волн излучают через соединительную текучую среду, такую как вода.
Предпочтительно способ применяют для детали, выполненной из изотропного материала.
В частности, способ применяют для сферической детали, при этом d1 соответствует диаметру сферы и d2 соответствует длине хорды, образующей упомянутый угол α. Например, способ предпочтительно применяют для исследования металлических шариков, в частности, из нержавеющей стали; он представляет также интерес для шариков из керамического материала, такого как Si3N4, SiC или ZrO2, которые используют в подшипниках качения. Однако способ не ограничивается сферической деталью и может применяться для более сложных форм, если есть возможность производить компьютерное моделирование, позволяющее математически предсказать путь ультразвуковых волн внутри детали.
Следует напомнить, что волны, передаваемые в детали, определены относительно плоскости границы раздела между деталью и внешней средой, которая служит отсчетом для определения поляризации поперечных и продольных волн. Эти волны поляризуются в сагиттальной плоскости, перпендикулярной к плоскости границы раздела, при этом поперечные волны генерируются при передаче продольных волн через границу раздела.
Известно, что упругие свойства металлического образца оказывают влияние на прохождение продольных и поперечных волн и на их скорость, что, в свою очередь, позволяет оценить упругие свойства на основании этих скоростей. Механика малых деформаций связывает скорости распространения продольных VL и поперечных VT волн с модулем Юнга Е и с коэффициентом Пуассона ν.
Для этого существуют следующие отношения:
E=ρVT 2(3VL 2-4VT 2)/VL 2-VT 2)
ν=0,5(VL 2-2VT 2)/VL 2-VT 2)
Таким образом, вычислив скорости распространения VL и VT, получают параметры, позволяющие вычислить модуль Юнга и коэффициент Пуассона, и на их основании - другие характеристики материала.
Краткое описание фигур
Изобретение, его другие задачи, подробности, признаки и преимущества будут более очевидны из нижеследующего описания детального описания вариантов выполнения изобретения, представленных исключительно в качестве неограничительных примеров, со ссылками на прилагаемые схематичные чертежи, на которых:
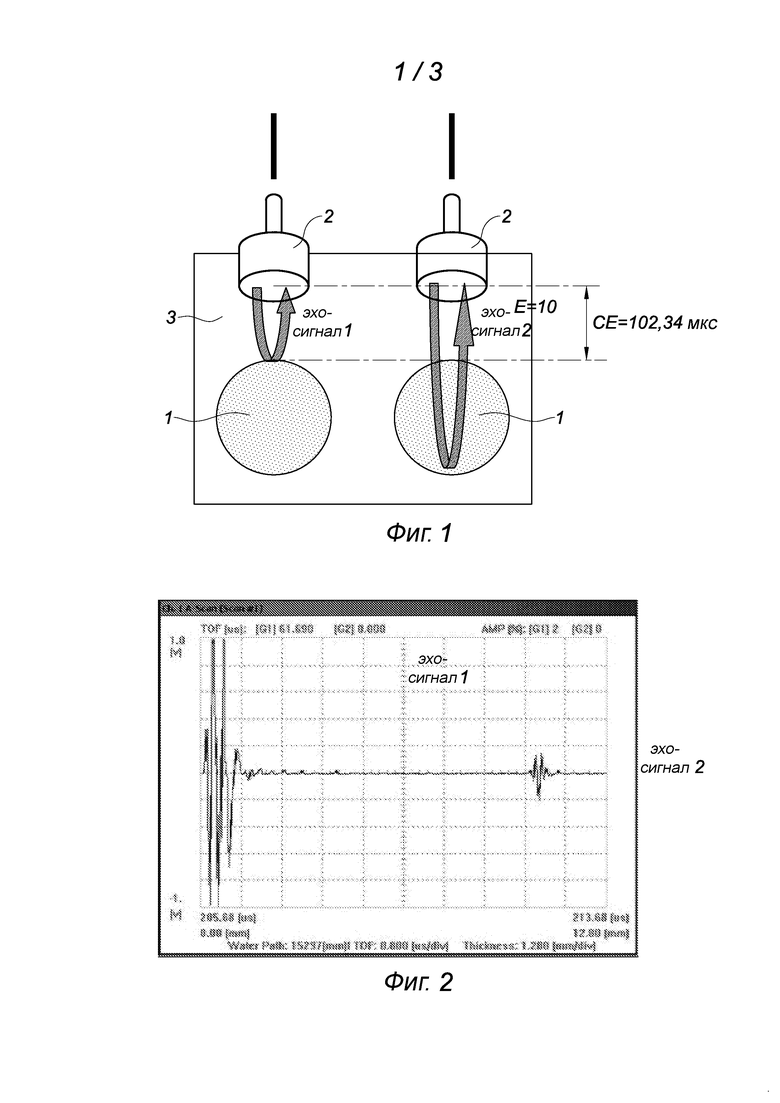
фиг. 1 - схематичная иллюстрация в режиме отражения положения ультразвукового преобразователя относительно анализируемой сферы и два последовательных отражения продольной ультразвуковой волны от сферы.
Фиг. 2 - след на осциллоскопе изменения сигнала, производимого преобразователем в случае, показанном на фиг. 1, с эхо-сигналом на границе раздела и с отражением от дна сферы.
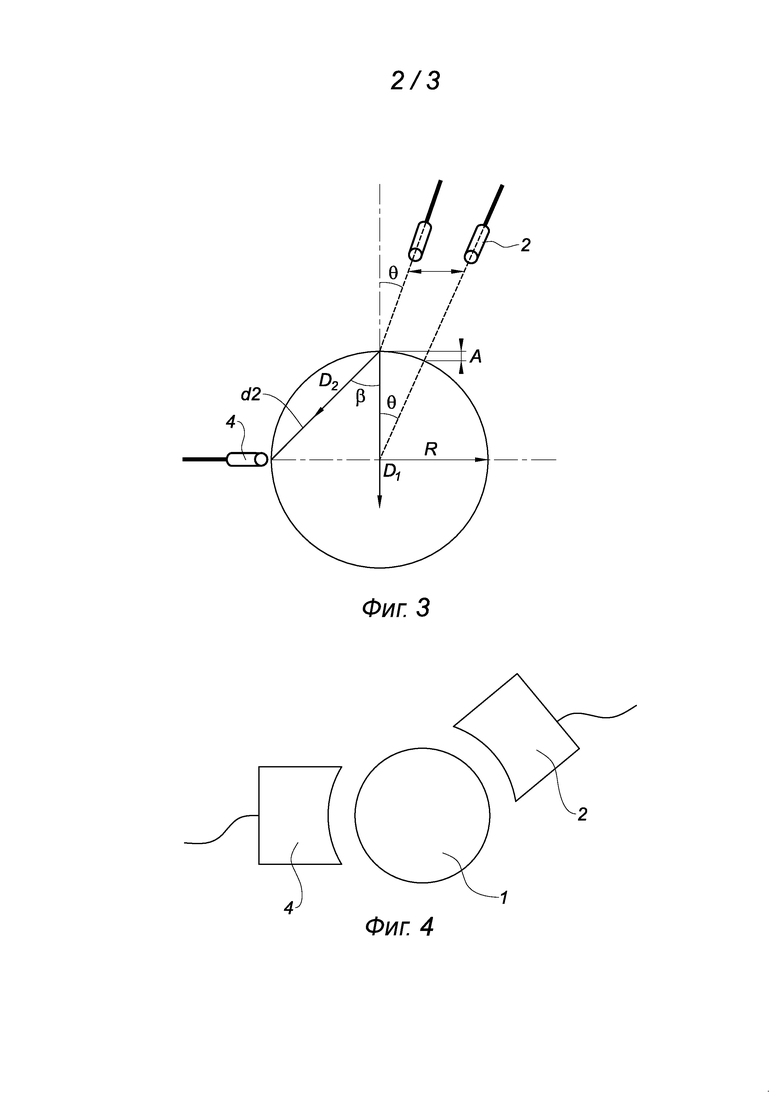
Фиг. 3 - схема, представленная не в масштабе, показывающая два последовательных положения излучающего преобразователя для генерирования поперечной волны, распространяющейся под углом 45° в направлении принимающего преобразователя, расположенного сбоку относительно передатчика на сфере.
Фиг. 4 - реализация монтажной схемы с использованием фокусированных излучающего и принимающего преобразователей.
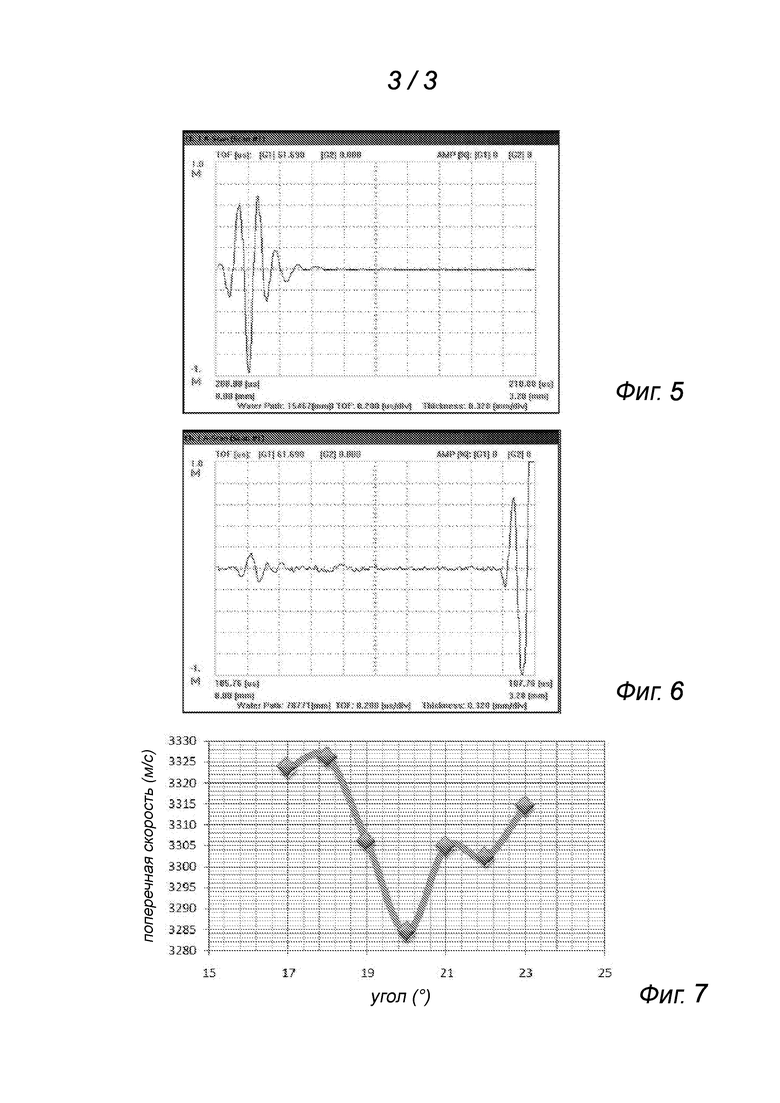
Фиг. 5 - след сигнала, излучаемого излучающим щупом и отраженного от поверхности сферы.
Фиг. 6 - след сигнала, проходящего от излучающего преобразователя в принимающий преобразователь.
Фиг. 7 - изменение вычисляемой скорости поперечной волны в зависимости от угла падения.
Подробное описание изобретения
Для иллюстрации изобретения способ применили для исследования сферы из нержавеющей стали. В представленном примере сфера имеет следующие характеристики:
диаметр = 19,050 мм
масса = 28,1865 г
плотность ρ=7.789,2 кг/м3
- Измерение скорости распространения продольной волны
Преобразователь 2 погружают в соединительную текучую среду 3, которая является водой, вместе со сферой 1. Щуп, такой как Panametric V322-6 на 10 МГц, сфокусированный на 6 дюймов, электрически соединен с не показанным пультом управления и приема сигналов. Он размещен в режиме излучения-приема и ориентирован по оси, проходящей через центр сферы.
На основании траектории амплитуды произведенной ультразвуковой волны в зависимости от времени, как показано на фиг. 2, отмечают время tL1 ее распространения между преобразователем 2 и границей раздела на поверхности сферы, с одной стороны, и время tL2 распространения между преобразователем 2 и дном сферы с точки зрения преобразователя.
При этом на траектории, показанной на фиг. 2, отмечают следующие значения времени распространения:
tL1=205,517 мкс
tL2=211,897 мкс
Таким образом, скорость распространения VL продольной волны является отношением двукратного диаметра сферы к времени прохождения:
VL=2 х диаметр/(tL2-tL1), то есть в данном примере 38,10.10-3 /6,380.10-6=5.971,8 м/с.
- Измерение скорости VT поперечной волны
Используют принцип распространения поперечной волны VT в направлении D2, образующем данный угол β относительно направления D1 передаваемой продольной волны, посредством модальной конверсии согласно принципу законов Снелла/Декарта.
Определяют правильный угол падения θ, вызывающий распространение поперечной волны, образующей угол β, и время прохождения t2 в сфере для этой поперечной волны. Выбранный угол равен 45°.
Способ описан со ссылками на фиг. 3; на этой фигуре датчики и шарик показаны не в масштабе, при этом шарик показан увеличенным по сравнению с датчиками. Для измерения t2 измеряют отдельно время tR передачи волн через соединительную текучую среду, затем время передачи tm одновременно в детали и в соединительной текучей среде, затем скорректированное в случае необходимости время tR вычитают из времени tm.
Излучающий преобразователь 2 помещают вместе со сферой в соединительную текучую среду, принимающий преобразователь 4, такой как преобразователь под названием I3-1004-R 10 МГц 1′′ ⌀ 0,250′′, располагают сбоку на пересечении направления D2 со сферой.
Таким образом, скорость распространения поперечной волны является отношением расстояния d2, разделяющего точку падения ультразвуковой волны и пересечение со сферой в этом направлении D2:d2=R.21/2.
На первом этапе измеряют точное время прохождения tR волны для данного угла θ от поверхности датчика до нормали к сфере. Соединительная текучая среда позволяет избежать наложения друг на друга эхо-сигналов.
Переведя преобразователь в режим излучения-приема, определяют максимум амплитуды отраженного сигнала. Этот максимум амплитуды показывает, что сигнал является нормальным к сфере для рассматриваемого угла θ. Поскольку мы находимся в режиме излучения/приема, время прохождения составляет половину от времени, измеренного на экране осциллоскопа.
Затем датчик перемещают горизонтально, чтобы перевести пучок к вершине сферы. Перемещение вычисляют в зависимости от радиуса R сферы R.tgθ.
На этом втором этапе измеряют время прохождения tm волны до принимающего преобразователя 4.
Скорость поперечной волны является отношением расстояния d2, проходимого этой волной, к времени t2, необходимому для его прохождения. Необходимо корректировать измерение времени прохождения вследствие того, что, поскольку преобразователь был перемещен горизонтально, волна проходит более короткое расстояние.
Коррекцию пути А для времени tА можно записать следующим образом:
tA=R.(1-cosθ)/cosθ.Vвода, где Vвода является скоростью распространения в воде.
При этом измеренное время tm является суммой времени (tR-tA), соответствующего пути от преобразователя до поверхности сферы и времени t2 пути вдоль хорды d2.
Таким образом, время пути t2 равно: t2=tm-(tR-tA).
Скорость поперечной волны является отношением пути d2=R√2 к времени, необходимому для прохождения этого расстояния: VT=d2/t2.
Для угла θ, равного 19°, получают следующие значения (измерение времени по точному цифровому осциллоскопу Ins):
Vвода=1486,5 м/с
2.tR=202,63 мкс (фиг. 5)
tm=105,02 мкс (фиг. 6)
перемещение: R.tgθ=3,279 мм
tA=R.(1-cosθ)/cosθ.Vвода=0,3692 мкс
d=√2.R=13,470 мм
VT=3 306,2 м/с
Значение 19° угла θ является оценочным. Для получения нормального значения угла θ осуществляют измерения вокруг этого оценочного значения. Таким образом, вышеуказанную операцию возобновляют для углов θ, находящихся в пределах от 17° до 23°.
Отмечают вычисленные значения скоростей
при 17° VT=3 323,7 м/с
при 18° VT=3 326,1 м/с
при 19° VT=3 306,2 м/с
при 20° VT=3 284,4 м/с
при 21° VT=3 304,8 м/с
при 22° VT=3 302,3 м/с
при 23° VT=3 314,5 м/с
Кривая, полученная и показанная на фиг. 7, имеет минимальную точку скорости; скорость, соответствующая минимальной точке, связана с наиболее коротким путем по отношению к расстоянию, разделяющему два преобразователя.
Таким образом, VT=3 284,4 м/с.
Значения, полученные для скоростей передачи звуковой волны, позволяют вычислить характеристические параметры детали.
- Вычисление механических характеристик стального шарика
ρ=7 789,2 кг/м3
VL=5 971,8 м/с
VT=3 284,4 м/с
E=ρVT2(3VL 2-4VT 2)/(VL 2-VT 2)=215,6 ГПа
ν=0,5(VL 2-2VT 2)/(VL 2-VT 2)=0,283
- Вычисление механических характеристик шарика из нитрида кремния Si3N4
ρ=3 166,5 кг/м3
VL=11 202 м/с
VT=6 041,8 м/с
E=ρVT2(3VL 2-4VT 2)/(VL 2-VT 2)=299,3 ГПа
ν=0,5(VL 2-2VT 2)/(VL 2-VT 2)=0,295
Необходимо отметить, что для обеспечения точного измерения следует использовать принимающий преобразователь 4 с очень коротким фокусным расстоянием и, следовательно, небольшим радиусом кривизны, что позволяет шарику располагаться по центру таким образом, чтобы его ось идеально совпадала с геометрической осью преобразователя, и на фиг. 4 показана предпочтительная конфигурация.
Использование: для определения упругих свойств детали с изогнутой поверхностью. Сущность изобретения заключается в том, что выполняют излучение пучков ультразвуковых волн в направлении точки падения на поверхность детали таким образом, чтобы генерировать волны в упомянутой детали, при этом, зная толщину d1 детали в упомянутой точке падения в первом направлении D1, перпендикулярном к касательной плоскости в этой точке, и толщину d2 во втором направлении D2, образующем определенный угол α относительно первого направления, осуществляют первое измерение времени t1, необходимого передаваемым продольным волнам для прохождения расстояния d1 от упомянутой точки падения, второе измерение времени t2, необходимого передаваемым поперечным волнам для прохождения расстояния d2 от упомянутой точки падения, определяют модуль Юнга и/или коэффициент Пуассона материала на основании продольной VL=d1/t1 и поперечной VT=d2/t2 скоростей. Технический результат: обеспечение возможности неразрушающего контроля деталей, имеющих изогнутые формы. 6 з.п. ф-лы, 7 ил.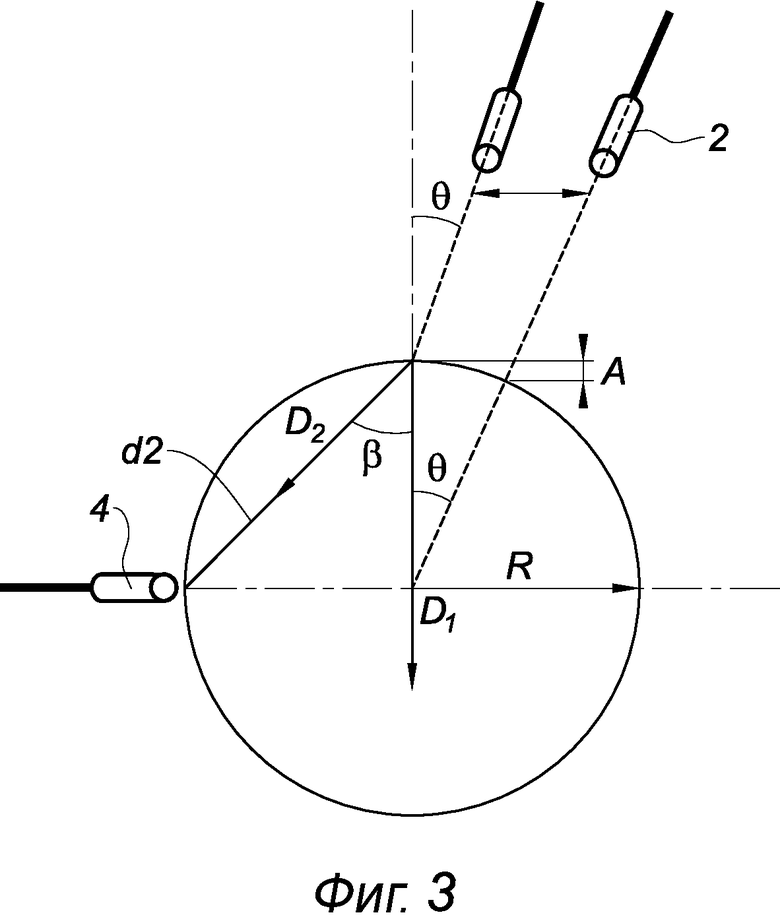
1. Способ определения упругих свойств детали с изогнутой поверхностью, включающий в себя излучение пучков ультразвуковых волн в направлении точки падения на поверхность детали таким образом, чтобы генерировать волны в упомянутой детали, отличающийся тем, что, зная толщину d1 детали в точке падения в первом направлении D1 и толщину d2 во втором направлении D2, образующем определенный угол β относительно первого направления, осуществляют первое измерение t1 времени, необходимого передаваемым продольным ультразвуковым волнам для прохождения расстояния d1 от упомянутой точки падения, второе измерение t2 времени, необходимого передаваемым поперечным ультразвуковым волнам для прохождения расстояния d2 от упомянутой точки падения, определяют модуль Юнга и/или коэффициент Пуассона материала на основании продольной VL=d1/t1 и поперечной VT=d2/t2 скоростей.
2. Способ по п. 1, согласно которому пучок ультразвуковых волн излучают через соединительную текучую среду, такую как вода.
3. Способ по п. 1, согласно которому материал детали является изотропным.
4. Способ по предыдущему пункту, согласно которому материал является металлическим или керамическим.
5. Способ по п. 1, согласно которому деталь является сферической, при этом d1 соответствует диаметру, и d2 соответствует длине хорды, образующей упомянутый угол β.
6. Способ по предыдущему пункту, согласно которому угол β равен 45°.
7. Способ по п. 5, согласно которому для измерения t2 измеряют отдельно время tR передачи волн через соединительную текучую среду, затем время передачи tm одновременно в детали и в соединительной текучей среде, после этого скорректированное при необходимости время tR вычитают из времени tm.
| US 3416365A, 17.12.1968 | |||
| Ультразвуковое устройство для измерения физико-механических параметров вещества | 1988 |
|
SU1589198A1 |
| Устройство для ультразвукового контроля | 1982 |
|
SU1075146A2 |
| СПОСОБ КОНТРОЛЯ РАВНОМЕРНОСТИ РАСПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ | 2008 |
|
RU2387985C1 |
| US 5467655A, 21.11.1995. | |||

