Изобретение относится к области ультразвукового (акустического) неразрушающего контроля и может быть использовано для определения упругих модулей материала цилиндрических объектов, выявления несплошностей и отклонений по структур металла.
Из уровня техники известен способ определения упругих констант токопроводящих твердых тел (RU 2660770 C1, МПК G01N 29/07, опубл. 09.07.2018), который заключается в возбуждении с помощью электромагнитно-акустических (ЭМА) преобразователя одновременно или поочередно продольной и двух плоско-поляризованных сдвиговых волн, ориентированных вдоль и поперек направления прокатки или приложенного усилия, после чего для принятых отраженных акустических сигналов уточняют направления прокатки или приложенного усилия по максимальным значениям амплитуд сдвиговых волн и, путем стробирования, выделяют из принятой последовательности импульсов отраженные эхо-сигналы продольной и сдвиговых волн соответствующей поляризации, рассчитывают скорости распространения акустических волн и по соотношению этих интервалов и скоростей и известному значению плотности исследуемых твердых тел определяют упругие константы по соответствующим формулам. Недостатком данного способа является невозможность оценки упругих свойств цилиндрических объектов, недостаточная точность определения временных интервалов, обусловленная малым количеством регистрируемых отражений вследствие потерь на расхождение волн в плоском объекте, а также невозможность выявления дефектов типа нарушения сплошности.
Наиболее близким техническим решением к заявленному способу и выбранным в качестве прототипа признан способ применения устройства для ультразвукового контроля цилиндрических объектов (RU 130082 U1, МПК G01N 29/04, опубл. 10.07.2013), Способ состоит в возбуждении в контролируемой зоне цилиндрического объекта с помощью проходного ЭМА-преобразователя поперечной или продольной акустической волны, распространяющейся во всех радиальных направлениях по сечению объекта, приеме тем же ЭМА преобразователем серии импульсов ультразвуковой волны, многократно прошедших по сечению объекта, регистрации полученных сигналов, измерении огибающей амплитуд и времен прихода импульсов, многократно прошедших по сечению объекта, по результатам обработки которых судят о наличии дефектов типа нарушения сплошности, отклонений по структуре металла или по диаметру объекта. Взаимное перемещение совмещенного ЭМА-преобразователя и цилиндрического объекта позволяет провести контроль цилиндрического объекта по всей длине.
Недостатками способа-прототипа являются ограниченные функциональные возможности, обусловленные невозможностью определения упругих модулей объекта, а также низкой чувствительностью к дефектам поверхности и приповерхностного слоя объекта.
Техническим результатом предлагаемого способа является расширение функциональных возможностей контроля за счет дополнительного определения упругих модулей по сечению цилиндрических объектов путем последовательного возбуждения-приема в объекте поперечной и продольной волн. Дополнительным техническим результатом является возможность определения упругих модулей в поверхностном слое объекта, а также повышение чувствительности к поверхностным и приповерхностным дефектам путем возбуждения-приема рэлеевских волн.
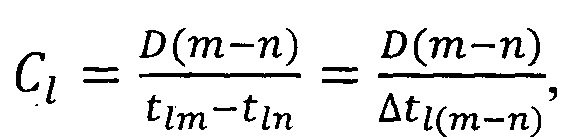
Указанный технический результат достигается за счет того, что в контролируемой зоне цилиндрического объекта последовательно с использованием проходных электромагнитно-акустических преобразователей возбуждают ультразвуковые поперечные и продольные волны, регистрируют осциллограммы серии импульсов, многократно прошедших по сечению объекта с помощью тех же электромагнитно-акустических преобразователей, с использованием накладного электромагнитно-акустического преобразователя возбуждают ультразвуковую рэлеевскую волну, регистрируют осциллограмму серии импульсов рэлеевских волн, многократных прошедших по периметру объекта с помощью того же электромагнитно-акустического преобразователя, по полученным осциллограммам определяют разности времен распространения между m-м и n-м импульсами продольных Δtl(m-n), поперечных Δtt(m-n) и рэлеевских ΔtR(m-n) волн, по значениям времен, известному значению диаметра объекта D и известному значению поправочного коэффициента δ на скорость рэлеевской волны определяют скорости упругих волн Cl, Ct и CR0, по известным значениям скоростей упругих волн и известной плотности ρ материала объекта определяют упругие модули сдвига G, Юнга Е, коэффициент Пуассона νlt в сечении объекта и коэффициент Пуассона νtR в поверхностном слое объекта с использованием формул:







измеряют огибающие амплитуд серии импульсов, по которым судят о наличии дефектов типа нарушения сплошности объекта.
Заявленный способ поясняется следующими чертежами.
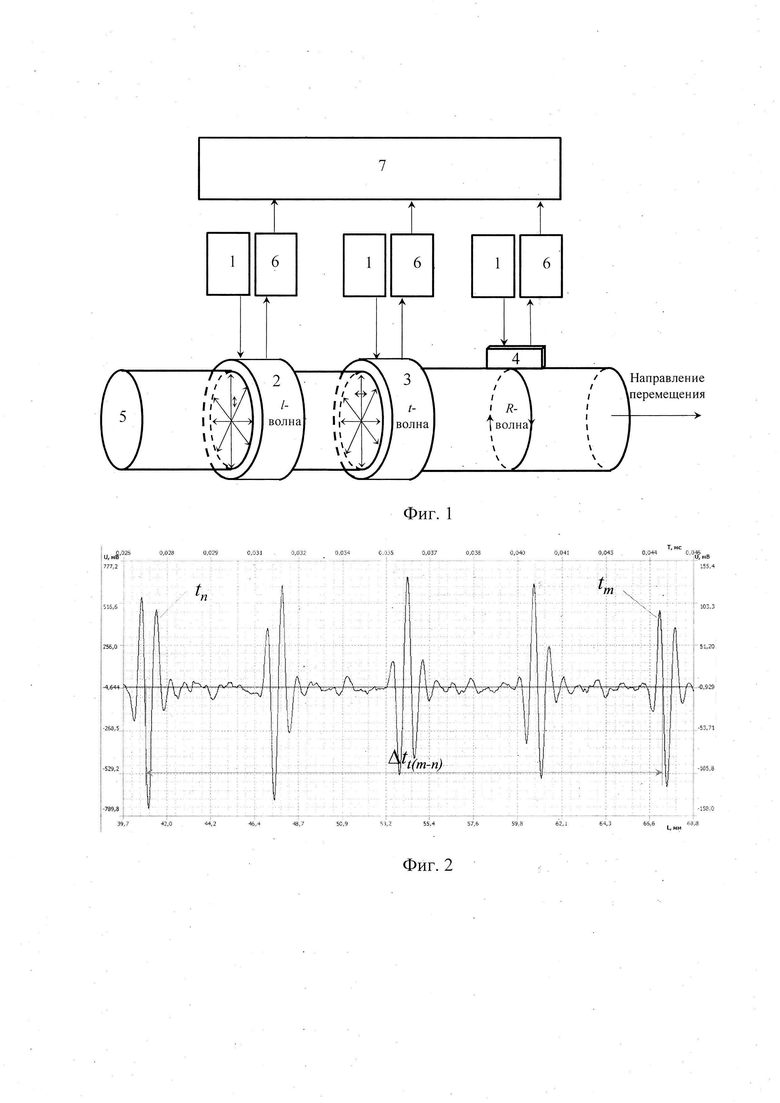
Фиг. 1 - Блок-схема устройства, реализующего способ контроля электропроводящих цилиндрических объектов.
Фиг. 2 - Осциллограмма четырех импульсов поперечной акустической волны, прошедших по сечению объекта с обозначением измеряемой разности времен распространения между m-м и n-м импульсами.
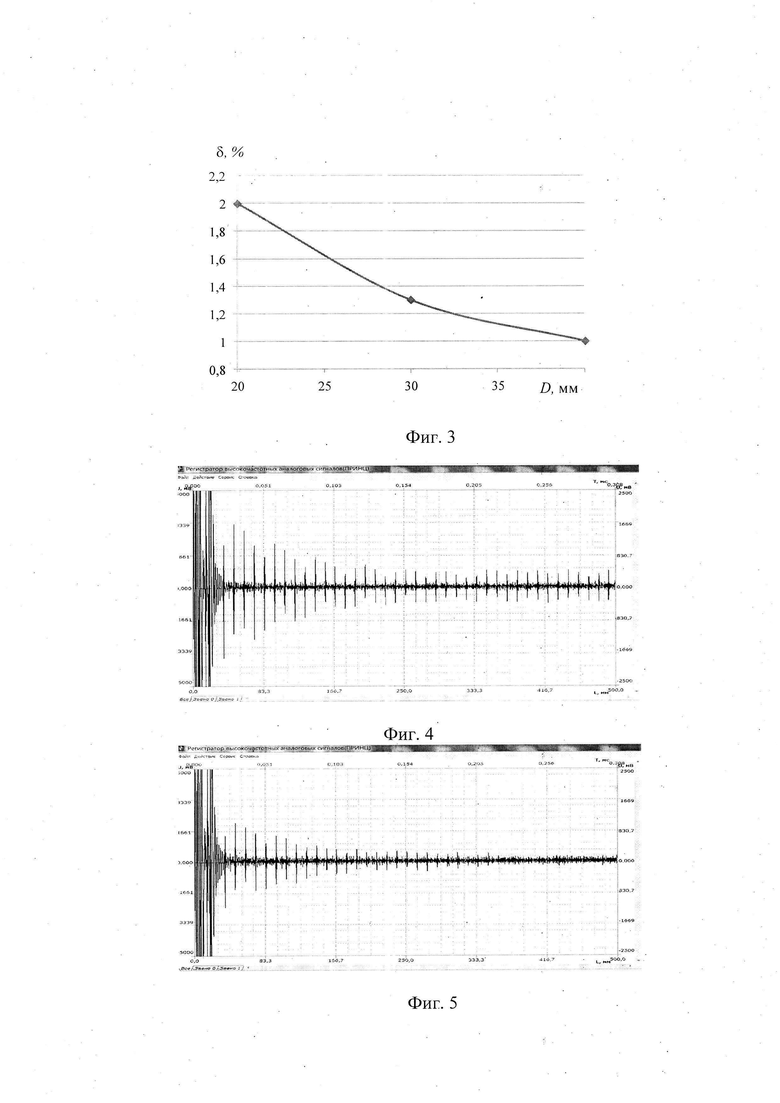
Фиг. 3 - Зависимость поправочного коэффициента δ на скорость рэлеевской волны по цилиндрической огибающей в зависимости от диаметра D объекта и частоты волны ƒ.
Фиг. 4 - Типичная осциллограмма серии импульсов поперечной акустической волны, многократно прошедшей по сечению объекта при наличии дефекта.
Фиг. 5 - Типичная осциллограмма серии импульсов поперечной акустической волны, многократно прошедшей по сечению объекта при отсутствии дефекта.
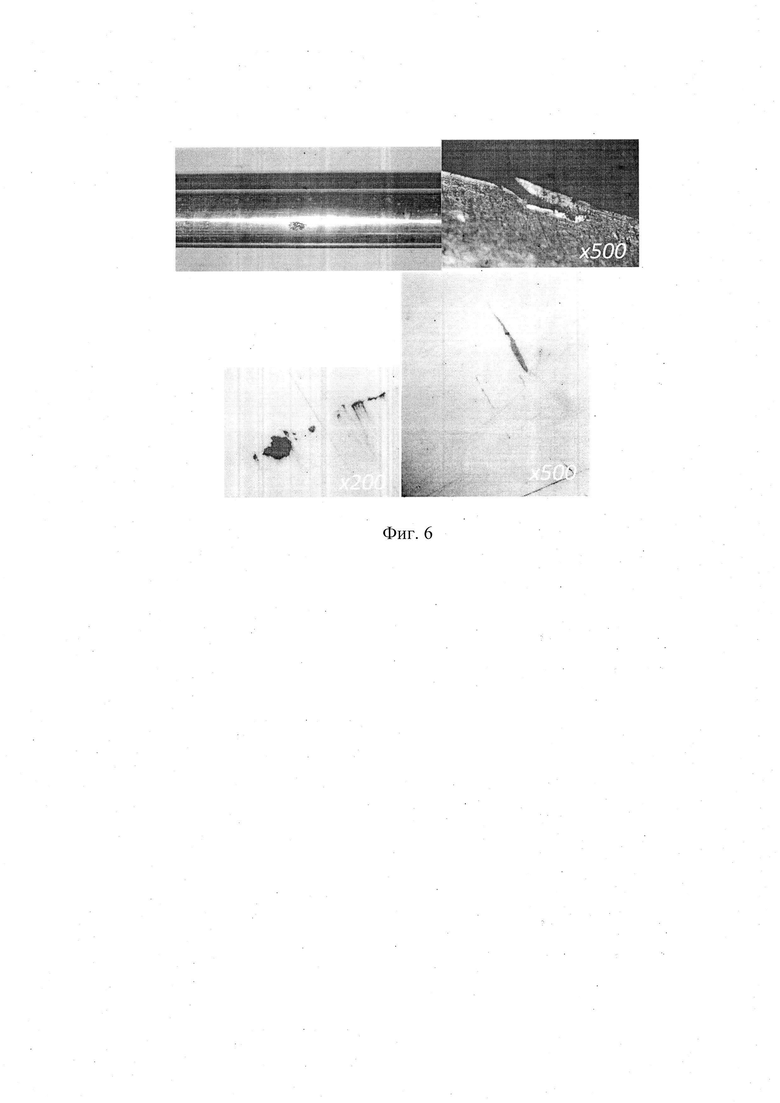
Фиг. 6 - Фото внутренних дефектов, выявленных с использованием объемных волн: единичное неметаллическое включение «силикат недеформирующийся», неметаллические включения «сульфиды».
Способ ультразвукового контроля цилиндрических объектов заключается в следующем.
С генераторов зондирующих импульсов 1 на проходные электромагнитно-акустические преобразователи продольных 2 и поперечных 3 волн и накладные электромагнитно-акустические преобразователи рэлеевских 4 волн подаются высокочастотные электрические импульсы, возбуждающие в объекте контроля 5 поперечную волну с осевой поляризацией, продольную волну с радиальной поляризацией, распространяющиеся по сечению объекта и рэлеевскую волну, распространяющиеся в поверхностном слое по периметру объекта (Фиг. 1). Многократно прошедшие через объект импульсы ультразвуковых волн принимаются теми же электромагнитно-акустическими преобразователями, преобразуется в электрические импульсы и усиливаются с помощью усилителя 6 (Фиг. 1). Усиленные сигналы поступают на вход аналого-цифрового преобразователя, встроенного в персональный компьютер 7 (Фиг. 1). Результатом измерений являются осциллограммы серии многократных прохождений импульсов продольной и поперечной волн по сечению объекта и рэлеевской волны по огибающей объекта. Зарегистрированные осциллограммы обрабатываются с помощью специализированного программного обеспечения, с помощью которого определяют разность времен распространения между m-м и n-м прошедшими импульсами продольной Δtl(m-n), поперечной Δtt(m-n) и рэлеевской ΔtR(m-n) волн. В качестве примера на Фиг. 2 часть осциллограммы из четырех импульсов поперечной акустической волны, прошедшей по сечению объекта с обозначением измеряемой разности Δtt(m-n) времен распространения между m-м и n-м импульсами. По измеренным значениям разностей времен и известном диаметре объекта D определяют скорости упругих волн Cl, Ct и CR0 с использованием формул (1) - (3).
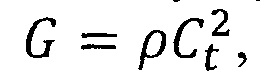
Упругие модули сдвига G, Юнга Е и коэффициент Пуассона νlt в сечении объекта могут быть определены, исходя из известных соотношений со скоростями продольных Cl и поперечных Ct волн и плотностью среды ρ [3]:


Решение системы уравнений (8) - (9) позволяет определить значения модуля сдвига G, модуля Юнга Е и коэффициента Пуассона νlt в сечении объекта согласно формул (4) - (6) при известном значении плотности среды ρ.
Известно, что скорость рэлеевской волны CR0, распространяющейся по плоской поверхности CR0, однозначно связана со скоростью поперечной волны Ct формулой [4]:

При этом скорость рэлеевской волны по цилиндрической поверхности CR увеличивается на величину поправочного коэффициента δ, определяемую диаметром объекта D и частотой рэлеевской волны ƒ (фиг. 3) [4]:

Знание скоростей поперечной и рэлеевской волн позволяет определить значение коэффициента Пуассона поверхностного слоя νtR, определяемого глубиной проникновения рэлеевской волны по формуле (7) при известном значении поправочного коэффициента δ. В качестве примера на Фиг. 3 приведена зависимость поправочного коэффициента δ на скорость рэлеевской волны по цилиндрической огибающей в зависимости от диаметра D объекта и частоты волны ƒ.
Определение упругих модулей в данном сечении объекта производится посредством последовательного сканирования объекта тремя типами преобразователей за счет взаимного перемещения преобразователей и контролируемого объекта.
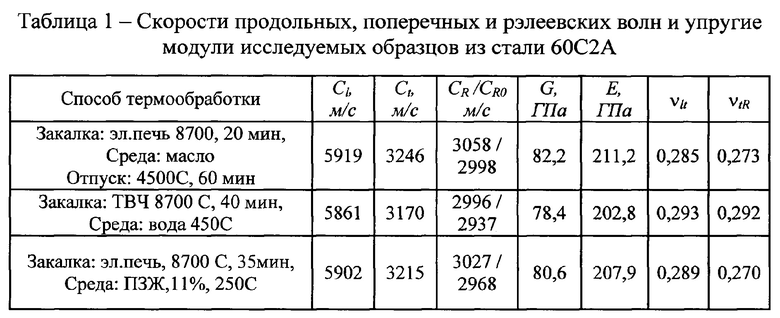
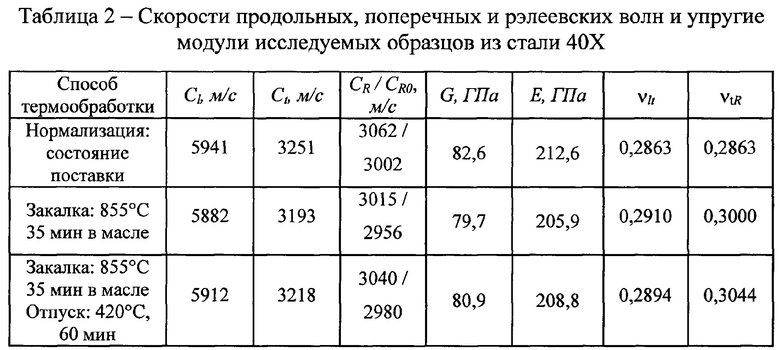
Результаты реализации способа для определения скоростей и упругих модулей прутков диаметром 20 мм из стали 60С2А и стали 40Х при различных способах термообработки представлены в таблицах 1 и 2.
Измеряя огибающую амплитуд серии импульсов объемных волн, можно судить об отсутствии или наличии в цилиндрическом изделии дефектов типа нарушения сплошности. При отсутствии дефектов огибающая амплитуд импульсов, многократно прошедших по сечению объекта, плавно уменьшается вследствие расхождения волны и затухания за счет поглощения и рассеяния (Фиг. 4). Наличие дефектов типа нарушения сплошности в сечении объекта приводит к дополнительному резкому ослаблению огибающей импульсов (Фиг. 5) вследствие отражения и трансформации акустической волны на внутренних или поверхностных дефектах. На Фиг. 6 в качестве примера представлены фото внутренних и поверхностных дефектов прутков стали 60С2А, выявленных с использованием указанного способа. Выявление дефектов по длине объекта осуществляется сканированием за счет взаимного перемещения преобразователей и контролируемого объекта.
Технический результат, состоящий в расширении функциональных возможностей контроля за счет дополнительного определения упругих модулей по сечению цилиндрических объектов достигается путем последовательного прозвучивания сечения объекта ультразвуковыми поперечными и продольными волнами, определения скоростей их распространения и пересчета в упругие модули по сечению объекта.
Технический результат, состоящий в возможности определения упругих модулей поверхностного слоя объекта, достигается путем прозвучивания поверхностного слоя в сечении объекта рэлеевскими волнами, определения скорости их распространения и пересчета в коэффициент Пуассона поверхностного слоя объекта.
Технический результат, состоящий в повышении чувствительности к поверхностным и приповерхностным дефектам, достигается путем прозвучивания поверхностного слоя в сечении объекта рэлеевскими волнами и анализа огибающей амплитуд серии импульсов рэлеевских волн, по которой судят о наличии дефектов типа нарушения сплошности в поверхностном слое объекта.
При прозвучивании объекта в одном сечении с использованием различных типов волн появляется возможность определения коэффициентов Пуассона по сечению и поверхностному слою вне зависимости от диаметра образца, погрешность в измерении которых известными методами значительна.. Согласно оценке, косвенная погрешность расчета значения коэффициента Пуассона не превышает 0,01%, т.е. с точностью до пятого знака, при этом случайная погрешность не превышает 0,1%.
Список использованных источников
1. RU 2660770 С1, СПК G01N 29/07. Акустический способ определения упругих констант твердых тел / Бобренко В.М., Бобров В.Т., Бобренко С.В., Бобров С.В. №2017102222; заявл. 24.01.2017; опубл. 09.07.2018.
2. RU 130082 U1, МПК G01N 29/04. Устройство ультразвукового контроля цилиндрических изделий / Муравьев В.В., Муравьева О.В., Захаров В.А., №2013111122/28; заявл. 12.03.2013; опубл. 10.07.2013.
3. Клюев В.В. Неразрушающий контроль. Том 3. Ультразвуковой контроль. - М.: Машиностроение, 2004. - 864 с.
4. Sh. Zhang, L. Qin, X. Li, С. Kube Propagation of Rayleigh waves on curved surfaces // Wave Motion. 2020. V. 94. 102517
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АКУСТИЧЕСКОГО КОНТРОЛЯ ПРУТКОВ ВОЛНОВОДНЫМ МЕТОДОМ | 2017 |
|
RU2679480C1 |
| Способ ультразвуковой дефектоскопии трубопровода | 2024 |
|
RU2834582C1 |
| Устройство для иммерсионного ультразвукового контроля | 2020 |
|
RU2723913C1 |
| Способ акустического контроля трубопровода | 2021 |
|
RU2758195C1 |
| Акустический способ определения упругих констант токопроводящих твёрдых тел | 2017 |
|
RU2660770C1 |
| НЕЛИНЕЙНЫЙ МОДУЛЯЦИОННЫЙ СПОСОБ МОНИТОРИНГА СОСТОЯНИЯ ПРОТЯЖЕННЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2799241C1 |
| Способ определения структурных характеристик изделий из полимерных композиционных материалов и устройство для его осуществления | 2023 |
|
RU2809932C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2146818C1 |
| СПОСОБ ОПИСАНИЯ ХАРАКТЕРИСТИК ОБЪЕКТА, СОДЕРЖАЩЕГО ПО МЕНЬШЕЙ МЕРЕ ЛОКАЛЬНО ПЛОСКОСТЬ СИММЕТРИИ | 2013 |
|
RU2625264C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2029300C1 |
Использование: для ультразвукового контроля электропроводящих цилиндрических объектов. Сущность способа заключается в том, что в контролируемой зоне цилиндрического объекта последовательно возбуждают ультразвуковые поперечные, продольные и рэлеевские волны с использованием электромагнитно-акустических преобразователей проходного и накладного типов, регистрируют серию импульсов ультразвуковых волн, многократно прошедших по сечению и периметру цилиндрического объекта, с помощью тех же электромагнитно-акустических преобразователей, по полученным осциллограммам определяют разность времен распространения между m-м и n-м импульсами, по значениям этих времен с учетом известных значений диаметра объекта, плотности материала объекта и поправочного коэффициента на скорость рэлеевской волны определяют скорости акустических волн и упругие модули по сечению объекта и в пределах поверхностного слоя, измеряют огибающие амплитуд серии импульсов ультразвуковых волн, по которым судят о наличии дефектов типа нарушения сплошности в объеме объекта и в пределах поверхностного слоя. Технический результат: расширение функциональных возможностей. 6 ил., 2 табл.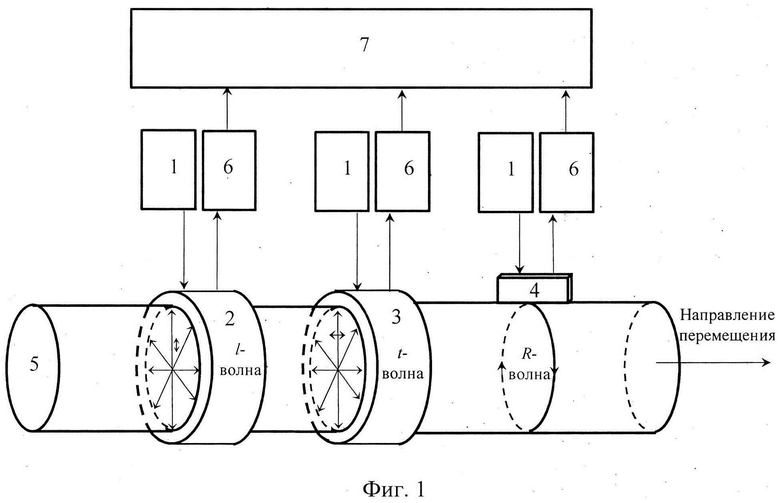
Способ ультразвукового контроля цилиндрических объектов, включающий возбуждение в контролируемой зоне цилиндрического объекта ультразвуковых волн с использованием электромагнитно-акустического преобразователя, регистрацию осциллограммы серии импульсов объемных ультразвуковых волн, многократно прошедших через объект, с помощью того же электромагнитно-акустического преобразователя, определение по полученным осциллограммам разность времен распространения между m-м и n-м импульсами, измерение огибающей амплитуд серии импульсов объемных волн, по которым судят о наличии дефектов типа нарушения сплошности в сечении объекта, отличающийся тем, что в контролируемой зоне цилиндрического объекта последовательно с использованием проходных электромагнитно-акустических преобразователей возбуждают ультразвуковые поперечную и продольную волны, с использованием накладного электромагнитно-акустического преобразователя возбуждают ультразвуковую рэлеевскую волну, регистрируют серии многократных импульсов продольных и поперечных волн, многократно прошедших по сечению объекта, и рэлеевских волн, многократно прошедших по периметру объекта, с помощью тех же электромагнитно-акустических преобразователей, по значениям разностей времен распространения импульсов продольных Δtl(m-n), поперечных Δtt(m-n) и рэлеевских ΔtR(m-n) волн, известному значению диаметра объекта D, известному значению плотности ρ материала объекта и известному значению поправочного коэффициента на радиус объекта δ определяют скорости упругих волн Сl, Ct и CR, упругие модули сдвига G, Юнга Е, коэффициент Пуассона νlt по объему объекта и коэффициент Пуассона νtR в поверхностном слое объекта с использованием формул:



дополнительно измеряют огибающую амплитуд серии импульсов рэлеевских волн, по которой судят о наличии дефектов типа нарушения сплошности в поверхностном слое объекта.
| Полуавтоматический пресс для разрубки пластин свинцовых аккумуляторов | 1959 |
|
SU130082A1 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2029300C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2149393C1 |
| US 4375165 A, 01.03.1983 | |||
| US 2011296923 A1, 08.12.2011 | |||
| Устройство для управления трехфазным асинхронным электродвигателем | 1990 |
|
SU1818674A1 |

