Область техники
Настоящее изобретение относится к способу соединения конвейерной ленты, имеющей слой внутренней части, выполненной путем расположения множества стальных кордов в ряд, и, в частности, относится к способу соединения конвейерной ленты, что может сократить время соединительной работы и увеличить качество соединения на конце в продольном направлении конвейерной ленты.
Уровень техники
Конвейерная лента, имеющая слой внутренней части, выполненный из стальных кордов, обеспечена в натянутом состоянии между ведущим роликом и ведомым роликом, установленными на переднем и заднем участках устройства ленточного конвейера. Конвейерная лента поддерживается несколькими направляющими роликами, расположенными между ведущим роликом и ведомым роликом. В случае, когда конвейерная ленты повреждена после использования в течение определенного времени, может быть выполнена работа по замене всей конвейерной ленты или ремонту, когда поврежденный участок отрезают и присоединяют новую конвейерную ленту на конце в продольном направлении основного корпуса ленты (например, см. патентные документы 1 и 2).
Такая работа по замене или ремонту конвейерной ленты выполняется исключительно на месте использования конвейерной ленты. Например, для соединения конца в продольном направлении конвейерной ленты, имеющей внутреннюю часть, выполненную путем расположения нескольких стальных кордов в ряд, существует несколько рабочих этапов (1-5):
(1) открытие внутренней части на конце в продольном направлении основного корпуса ленты;
(2) полировка участка, подвергаемого обработке поверхности, открытой внутренней части;
(3) цементирование соединения;
(4) выполнение конца в продольном направлении основного корпуса ленты (образование листа резинового покрытия, смягчение резинового листа, наполнение резиной, смягченный резиновый лист и покрытие резиновым листом); и
(5) наслаивание выполненных концов в продольном направлении основных корпусов ленты и вулканизация и соединение наслоенного участка при применении тепла и давления с использованием вулканизирующего устройства для соединения наслоенного участка.
В традиционных рабочих этапах, описанных выше, выполняется сложная работа по открыванию каждого стального корда на конце в продольном направлении основного корпуса ленты. Поскольку существуют ограничения в месте использования конвейерной ленты в отношении рабочего пространства или рабочего оборудования, существуют проблемы в том, что открывание стальных кордов требует достаточно долгого времени.
Кроме того, работа по открыванию стальных кордов требует больше времени, поскольку толщина резинового покрытия увеличена. Следовательно, сила соединения сокращается благодаря пыли или влаге, смешиваемой в соединении во время работы, или тому подобному, вызывая неблагоприятное воздействие, возрастающее относительно качества соединения конвейерной ленты.
Документ уровня техники
Патентный документ 1: нерассмотренная заявка на патент Японии № Н11-130220А.
Патентный документ 2: нерассмотренная заявка на патент Японии (перевод заявки РСТ) № 2002-539383А.
Техническая задача
Способ соединения конвейерной ленты по настоящему изобретению для достижения задачи, описанной выше, является способом соединения конвейерной ленты, имеющей слой внутренней части, выполненный путем расположения нескольких стальных кордов в ряд. Указанный способ включает этапы: выполнения слоя внутренней части по меньшей мере одного конца в продольном направлении основного корпуса ленты для открытия заранее; покрытие верха слоя внутренней части, выполненной для открывания отслаиваемым элементом, и вулканизации и формования основного корпуса ленты с резиновым покрытием, наслаиваемым на отслаиваемом элементе; при соединении конца в продольном направлении основного корпуса ленты отслаивание отслаиваемого элемента для удаления резинового покрытия, наслоенного на отслаиваемом элементе и открывания слоя внутренней части, покрытого отслаиваемым элементом; отделение каждого стального корда в направлении ширины ленты открытого слоя внутренней части на заданную длину, введение стальных кордов другого слоя внутренней части, соединяемой между разделенными стальными кордами; и после наслаивания и смягчения резины и покрытия резиной участка введения стальных кордов, этап вулканизации участков для соединения слоев внутренней части.
Здесь также возможно открытие заранее слоя внутренней части только одного конца в продольном направлении основного корпуса ленты, верх слоя внутренней части, выполненный для открытия, покрыт отслаиваемым элементом, и основной корпус ленты вулканизируют и формуют с резиновым покрытием, наслоенным на отслаиваемом элементе. Альтернативно также возможно выполнение слоев внутренней части обоих концов в продольном направлении основного корпуса ленты открытыми заранее, верх слоев внутренней части, выполненных открытыми заранее, покрыт отслаиваемыми элементами, а основной корпус ленты вулканизируют и формуют с резиновым покрытием, наслаиваемым на отслаиваемых элементах. Длина слоев внутренней части, выполненной для открывания заранее, установлена, например, от 0,5 до 3,0 м.
Предпочтительный результат изобретения
Согласно настоящему изобретению, поскольку слой внутренней части по меньшей мере одного конца в продольном направлении основного корпуса ленты выполнен для открытия заранее, верх внутренней части, выполненной в ступенчатой форме, покрывают отслаиваемым элементом, а основной корпус ленты вулканизируют и формуют с резиновым покрытием, наслоенным на отслаиваемом элементе, возможно подготовить заранее необходимую конвейерную ленту (основной корпус ленты) на производстве или тому подобном вместо места использования конвейерной ленты. Затем при соединении конца в продольном направлении основного корпуса ленты отслаиваемый элемент отслаивается для удаления резинового покрытия, наслоенного на отслаиваемом элементе, а также для открывания слоя внутренней части, покрытой отслаиваемым элементом, каждый стальной корд в направлении по ширине ленты открытого слоя внутренней части разделяют на заданную длину, при этом стальные корды другого слоя внутренней части, подлежащие соединению, вводят между разделенными стальным кордами и после смягчения резины и наслаивания резинового покрытия на участке введения стали участок вулканизируют для соединения слоев внутренней части. Следовательно, возможно сократить сложную работу открытия стальных кордов, выполняемую в месте использования конвейерной ленты.
Соответственно, возможно значительно сократить время соединительной работы на конце в продольном направлении конвейерной ленты по сравнению с традиционными способами. Кроме того, вместе с сокращением времени соединительной работы сокращается риск попадания пыли или влаги в соединение во время работы. Кроме того, поскольку возможно упростить этап полировки или тому подобное, существует преимущество в достижении повышения качества соединения.
Краткое описание чертежей
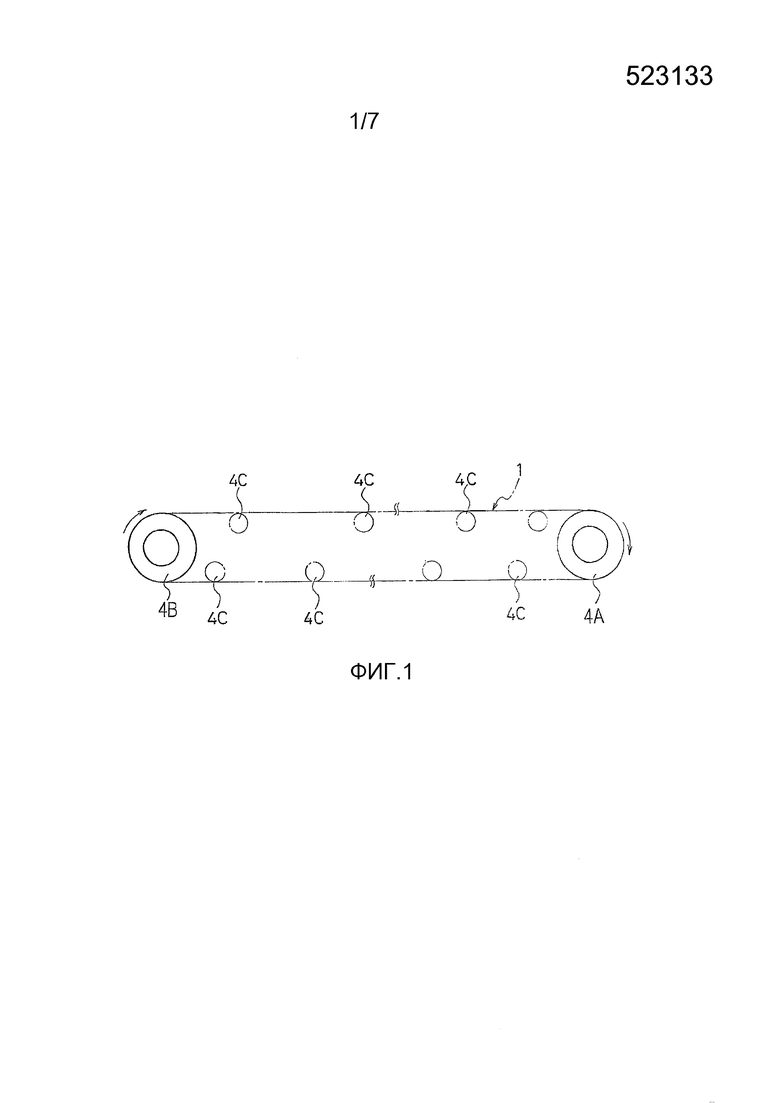
Фиг. 1 - схематичный вид конструкции ленточного конвейера;
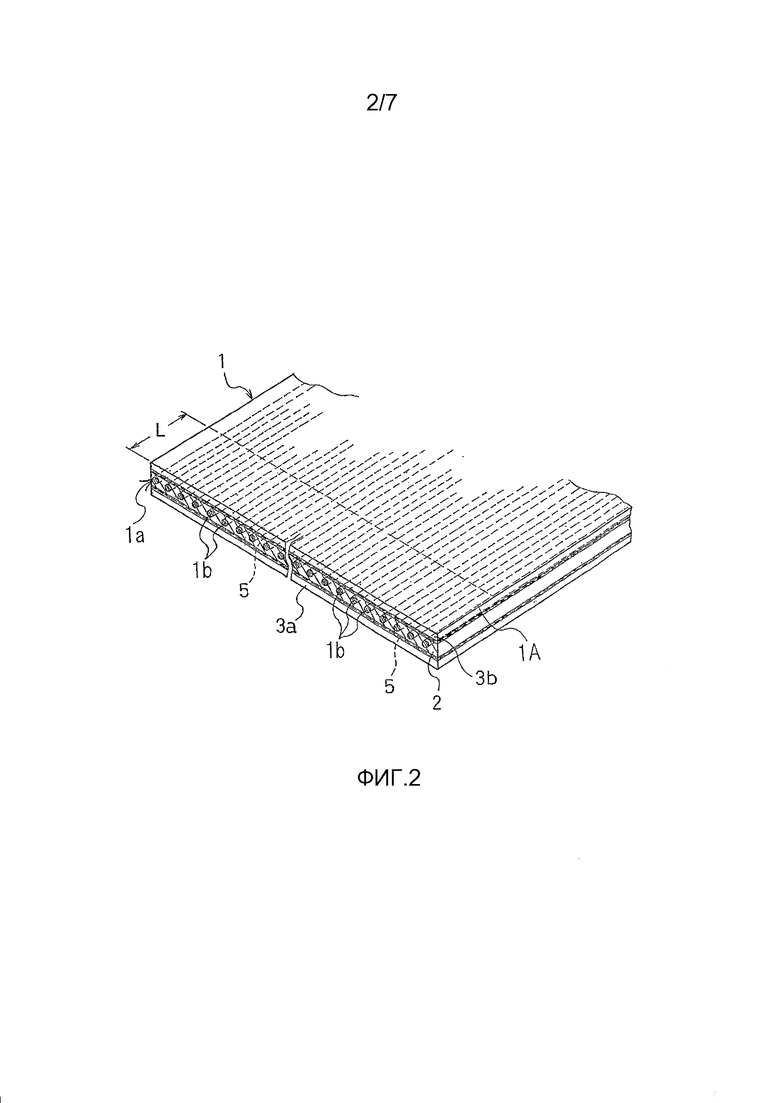
Фиг. 2 - объяснительный вид в перспективе конца в продольном направлении основного корпуса ленты для обработки с использованием настоящего изобретения;
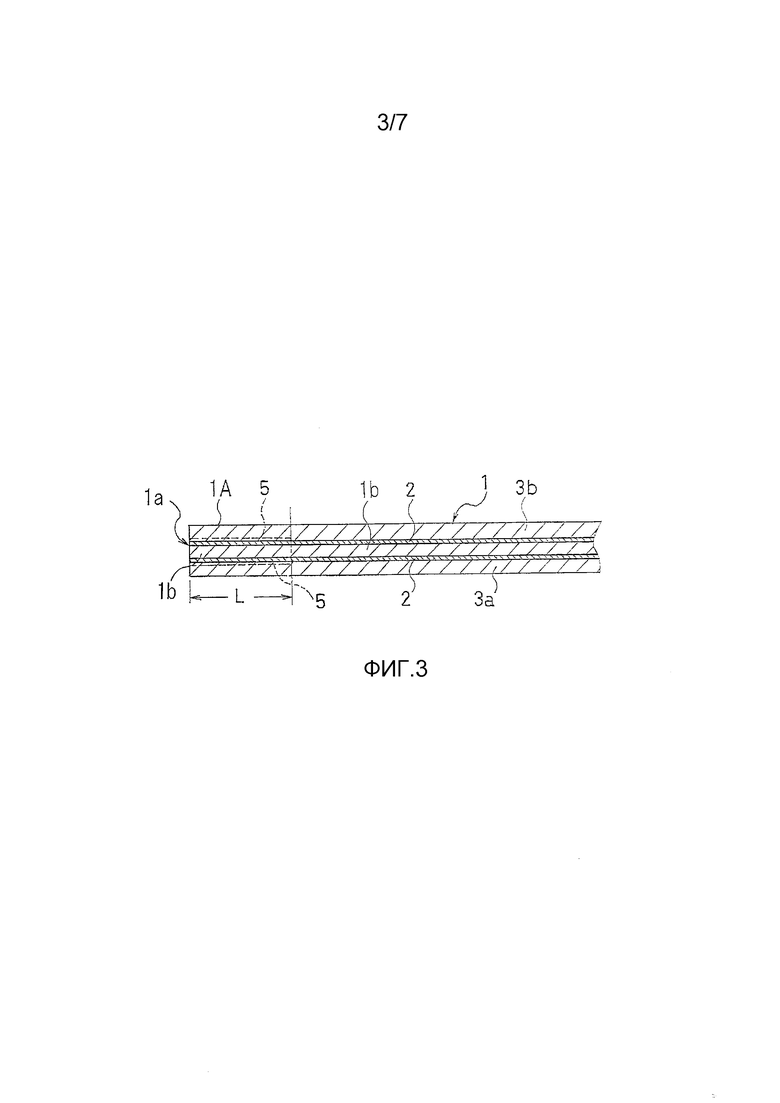
Фиг. 3 - объяснительный вид в поперечном сечении основного корпуса ленты до натяжения в устройстве ленточного конвейера;
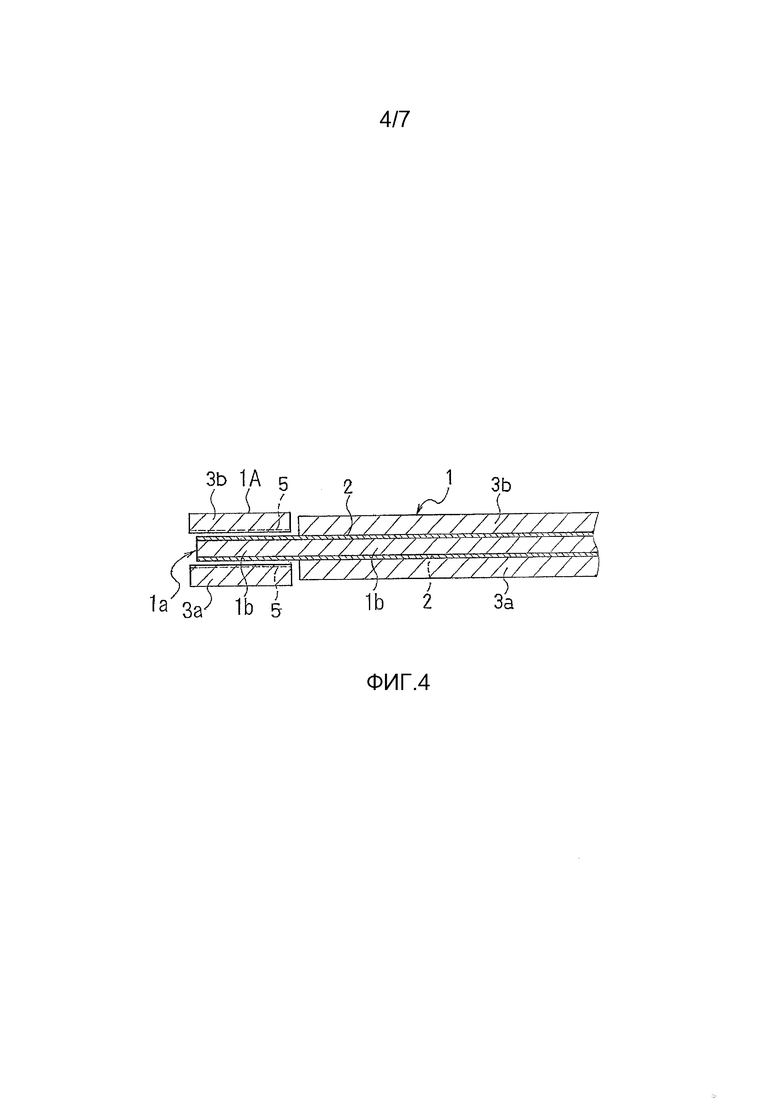
Фиг. 4 - объяснительный вид в поперечном сечении этапа открытия слоя внутренней части на конце в продольном направлении основного корпуса ленты после натяжения в устройстве ленточного конвейера;
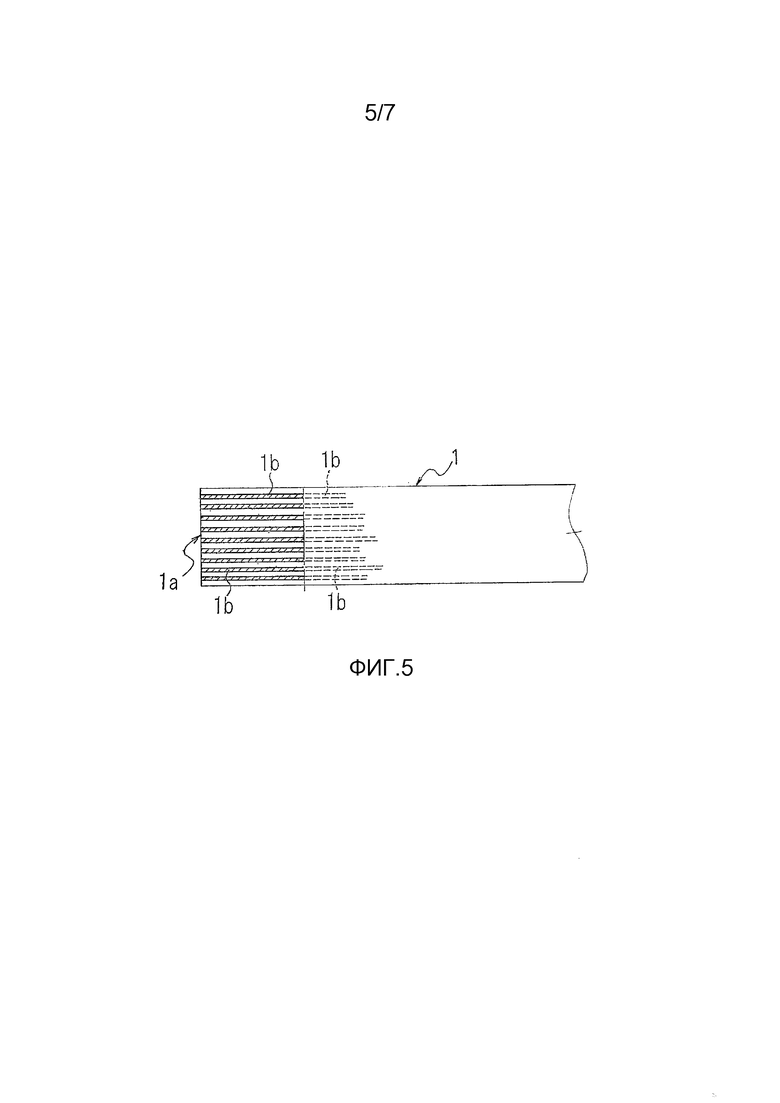
Фиг. 5 - объяснительный вид сверху конца в продольном направлении основного корпуса ленты, где слой внутренней части открыт;
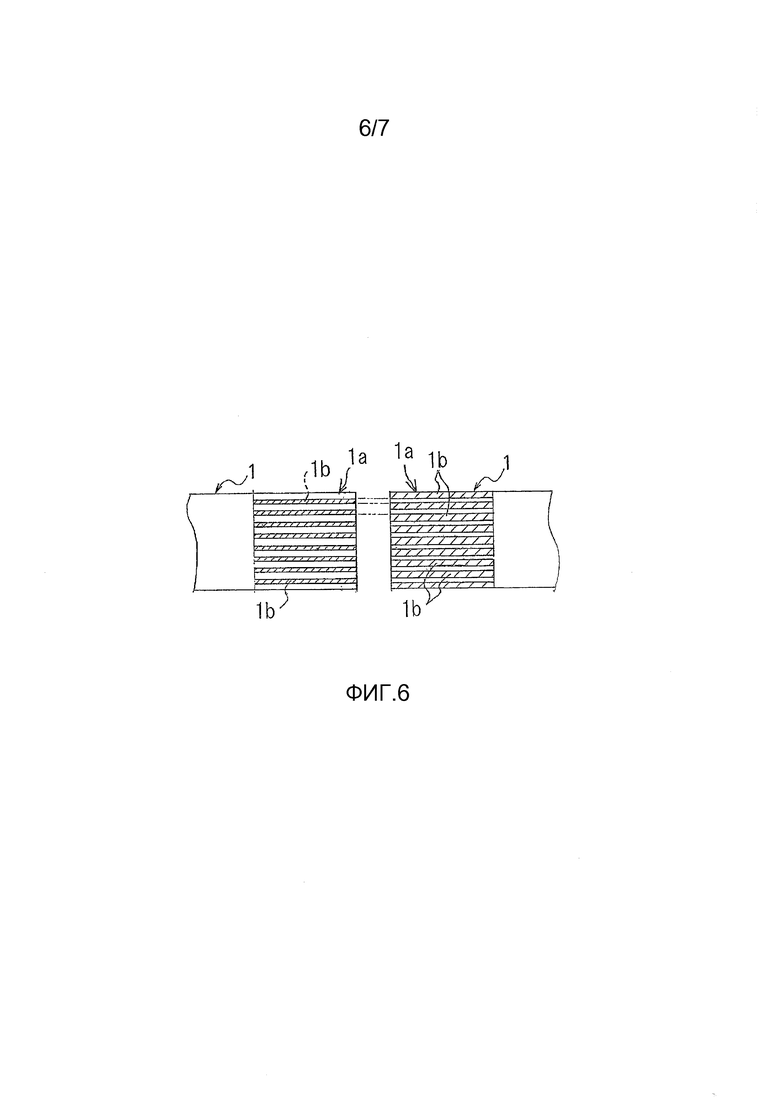
Фиг. 6 - объяснительный вид сверху этапа соединения открытых слоев внутренней части; и
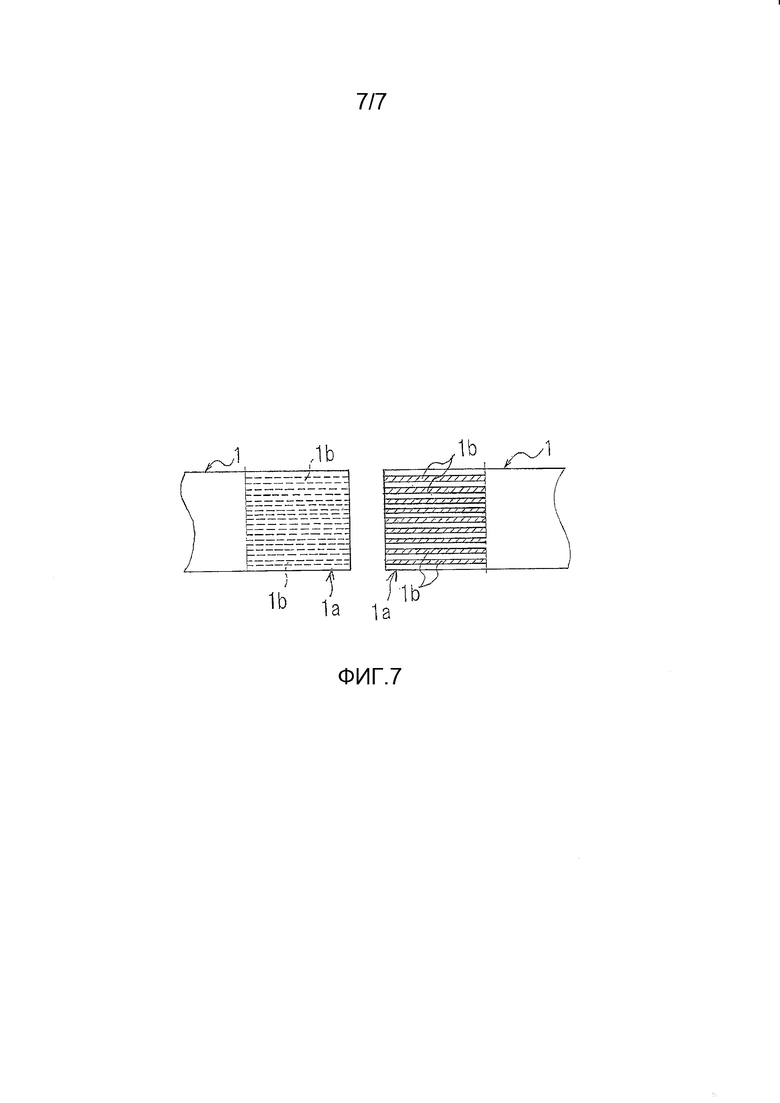
Фиг. 7 - объяснительный вид сверху соединительного этапа в случае, когда слой внутренней части только одного конца в продольном направлении основного корпуса ленты выполнен для открытия заранее.
Описание вариантов выполнения изобретения
Ниже приведено описание способа соединения конвейерной ленты по настоящему изобретению на основании вариантов выполнения, показанных на чертежах.
Как показано на Фиг. 1, конвейерная лента (основной корпус 1 ленты) обеспечена в натянутом состоянии между ведущим роликом 4А и ведомым роликом 4В, установленными на переднем и заднем участках устройства ленточного конвейера. Основной корпус 1 ленты намотан вокруг ведущего ролика 4А и ведомого ролика 4В в дополнение к нескольким направляющим роликам 4С, расположенным между ведущим роликом 4А и ведомым роликом 4В.
Как показано на Фиг. 2, конвейерная лента (основной корпус 1 ленты), являющаяся объектом настоящего изобретения, представляет собой конвейерную ленту, имеющую слой 1а внутренней части, выполненный путем расположения нескольких стальных кордов 1b в ряд.
В настоящем изобретении, как показано на Фиг. 3, слой 1а внутренней части по меньшей мере одного конца 1А в продольном направлении основного корпуса 1 ленты выполнен для открытия заранее. Предпочтительно длина L слоя 1а внутренней части, выполненная для открытия заранее, установлена от 0,5 до 3,0 м. Причина заключается в обеспечении склеивания бесконечного соединения на основе обозначенных видов ленты, определенных для конвейерных лент из стальных кордов в JIS K 6369-2007.
Затем обе поверхности слоя 1а внутренней части, выполненные для открытия, покрыты отслаиваемыми элементами 5 и резиновым покрытием 3a, 3b, которые являются невулканизированной резиной, наслаиваемой на отслаиваемых элементах 5. Следует отметить, что, поскольку стальные корды 1b покрыты смягчающей резиной 2, обе поверхности смягчающей резины 2 покрыты отслаиваемыми элементами 5 в этом варианте выполнения. Основной корпус 1 ленты в этом состоянии вулканизируют и формуют заранее вулканизирующим устройством или т. п.
В качестве отслаиваемого элемента 5 используют один элемент из термоустойчивого листа, ленты или пленки. Элементы не приклеивают к элементам, составляющим основной корпус 1 ленты, и не прикрепляют к ним путем плавления во время вулканизации. В частности, в качестве отслаиваемого элемента 5, вулканизированного или невулканизированного резинового листа используется антиадгезионный лист, выполненный из фторкаучука или тому подобного, полиэтиленовый лист или тому подобный.
Затем, как показано на Фиг. 4, в месте использования конвейерной ленты указанный основной корпус 1 ленты устанавливают путем втягивания в устройство ленточного конвейера. Затем указанные отслаиваемые элементы 5, расположенные в основном корпусе 1 ленты, отслаивают от основного корпуса 1 ленты. Соответственно, возможно легко удалить резиновое покрытие 3a, 3b, наслоенное на отслаиваемых элементах 5. Наряду с этим открывают обе поверхности слоя 1а внутренней части, покрытые отслаиваемыми элементами 5. Смягчающую резину 2, покрывающую слой 1а внутренней части, соответственно удаляют.
Затем, как показано на Фиг. 5, каждый стальной корд 1b в направлении ширины ленты открытого слоя 1а внутренней части отделяют на заданную длину (длина примерно L, описанная выше). Как показано на Фиг. 6, другой слой 1а внутренней части для соединения также открыт сходным образом, как и один слой 1а внутренней части, и каждый стальной корд 1b в направлении ширины ленты разделен на заданную длину.
Затем стальные корды 1b, находящиеся между разделенными стальными кордами 1b другого слоя 1а внутренней части вводят между разделенными стальными кордами 1b одного слоя 1а внутренней части. На участке, где группы стальных кордов 1b введены друг в друга, наносят адгезив Q или подобный, и затем наслаивают смягчающую резину 2 и резиновое покрытие 3a, 3b. Затем участок, где наслоены смягчающая резина 2 и резиновое покрытие 3a, 3b, вводят в форму для вулканизации; затем указанный участок вулканизируют и соединяют путем применения тепла и давления при заданной температуре заданный период времени для соединения слоев 1а внутренней части (концы 1А в продольном направлении основных корпусов 1 ленты).
По настоящему изобретению, как описано выше, поскольку слой 1а внутренней части конца 1А в продольном направлении основного корпуса 1 ленты выполнен для открытия заранее, верх слоя 1а внутренней части, выполненной для открытия, покрыт отслаиваемым элементом 5, и основной корпус 1 ленты вулканизируют и формуют резиновым покрытием 3a, 3b, наслаиваемым на отслаиваемом элементе 5, возможно подготовить заранее конвейерную ленту (основной корпус 1 ленты) на производстве лент или тому подобном. Затем при соединении конца 1А в продольном направлении основного корпуса 1 ленты можно удалить резиновое покрытие 3a, 3b, наслоенное на отслаиваемом элементе 5 путем отслаивания указанного отслаиваемого элемента 5. Соответственно, возможно легко открывать слой 1а внутренней части, покрытый отслаиваемыми элементами 3a, 3b.
Затем, поскольку каждый стальной корд 1b в направлении ширины ленты открытого слоя 1а внутренней части разделен на заданную длину, возможно сократить сложную работу по открытию стальных кордов 1b, выполняемую на месте использования конвейерной ленты, где существуют ограничения пространства или рабочего оборудования, как в уровне техники. Соответственно, возможно сократить время соединительной работы на конце 1А в продольном направлении конвейерной ленты по сравнению с традиционными способами. Кроме того, вместе с сокращением времени соединительной работы сокращается риск попадания в соединение пыли или влаги во время работы. Кроме того, поскольку возможно упростить этап полировки или тому подобного, преимущество заключается в достижении повышения качества соединения.
В случае, когда длина устройства ленточного конвейера коротка и общая длина конвейерной ленты (основного корпуса 1 ленты) коротка, возможно точно захватить заранее окружную длину основного корпуса 1 ленты с бесконечной формой. Кроме того, натяжное устройство изменяет длину путем перемещения ведущего ролика 4А или ведомого ролика 4В в продольном направлении.
Следовательно, в таком случае, слои 1а внутренних частей обоих концов 1А в продольном направлении основного корпуса 1 ленты выполнены для открывания заранее, как в настоящем варианте выполнения, верх слоев 1а внутренних частей для открывания покрыт отслаиваемыми элементами 5 и можно вулканизировать и формовать основной корпус 1 ленты с резиновым покрытием 3а, 3b, наслоенным на отслаиваемых элементах 5.
С другой стороны, в случае, когда длина устройства ленточного конвейера велика и общая длина конвейерной ленты (основного корпуса 1 ленты) велика, сложно точно захватить заранее окружную длину основного корпуса 1 ленты с бесконечной формой. Кроме того, здесь нет натяжного механизма, которого достаточно для изменения длины путем перемещения ведущего ролика 4А или ведомого ролика 4В в продольном направлении.
Таким образом, как показано на Фиг. 7, слой 1а внутренней части только одного конца в продольном направлении основного корпуса 1 ленты выполнен для открывания заранее. Затем верх слоя 1а внутренней части, выполненной для открывания, покрывают отслаиваемым элементом 5, и основной корпус 1 ленты вулканизируют и формуют с резиновым покрытием 3а, 3b, наслоенным на отслаиваемом элементе 5. Для другого слоя 1а внутренней части для соединения работа по открытию стальных кордов 1b или тому подобного выполняется на месте использования конвейерной ленты, как в уровне техники.
Затем стальные корды 1b, находящиеся между разделенными стальными кордами 1b другого слоя 1а внутренней части, вводят между разделенными стальными кордами 1b одного слоя 1а внутренней части. На участке, где группы стальных кордов 1b введены друг в друга, наносят адгезив Q или подобный и затем наслаивают смягчающую резину 2 и резиновое покрытие 3a, 3b. Затем участок, где наслоены смягчающая резина 2 и резиновое покрытие 3a, 3b, вставляют в форму для вулканизации; затем указанный участок вулканизируют и соединяют путем применения тепла и давления при заданной температуре заданный период времени для соединения слоев 1а внутренней части (концы 1А в продольном направлении основных корпусов 1 ленты).
Например, в работе по соединению концов в продольном направлении конвейерных лент (основных корпусов 1 лент), которые имеют обозначенный тип лент ST-1000, предусмотренный для конвейерных лент на основе стальных кордов в JIS K 6369-2007, ширину 900 мм, 72 стальных корда с диаметром 4,3 мм, толщиной 16,3 мм и резиновым покрытием с толщиной 6 мм, подтверждается, что возможно сократить рабочее время до примерно двух третьих, включая время подготовки по сравнению с традиционными способами путем применения настоящего изобретения по Фиг. 7.
Перечень ссылочных позиций
1 - основной корпус ленты
1а - слой внутренней части
1b - стальной корд
1А - конец в поперечном направлении основного корпуса ленты
2 - смягчающая резина
3a, 3b - резиновое покрытие
4А - ведущий ролик
4В - ведомый ролик
4С - направляющий ролик
5 - отслаиваемый элемент
Q - адгезив
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ КОНВЕЙЕРНОЙ ЛЕНТЫ | 2013 |
|
RU2596385C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2008 |
|
RU2471643C2 |
| Конвейерная лента | 1983 |
|
SU1311612A3 |
| СПОСОБ СКЛЕИВАНИЯ РЕЗИНЫ И КЛЕЙ ДЛЯ СКЛЕИВАНИЯ РЕЗИНЫ | 2018 |
|
RU2790320C1 |
| СИЛОВОЙ ТРАНСМИССИОННЫЙ РЕМЕНЬ И РЕМЕННАЯ БЕССТУПЕНЧАТО-РЕГУЛИРУЕМАЯ ТРАНСМИССИЯ | 2014 |
|
RU2619355C2 |
| КОНВЕЙЕРНАЯ ЛЕНТА | 2013 |
|
RU2602617C2 |
| ШИНА И СПОСОБ ИЗГОТОВЛЕНИЯ ШИНЫ | 2014 |
|
RU2614402C1 |
| РИСУНЧАТОЕ ПОКРЫТИЕ С ПРИДАЮЩИМ КЛЕЙКОСТЬ МАТЕРИАЛОМ | 2011 |
|
RU2505419C1 |
| РЕЗИНОВАЯ СМЕСЬ ДЛЯ ШИНЫ, ЭЛЕМЕНТ ШИНЫ И ШИНА | 2008 |
|
RU2389741C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУЛЕНЕПРОБИВАЕМОЙ И ВЗРЫВОБЕЗОПАСНОЙ БЕСКАМЕРНОЙ ШИНЫ | 2022 |
|
RU2791766C1 |
Способ предназначен для соединения конвейерной ленты, имеющей слой внутренней части, образованный множеством стальных кордов, расположенных в ряд и покрытых смягчающей резиной. Формируют конец в продольном направлении корпуса ленты для того, чтобы смягчающая резина, покрывающая слой внутренней части, была открыта заранее. Покрывают поверхности смягчающей резины, выполненной для открытия, отслаиваемым элементом. Вулканизируют и формируют корпус ленты с помощью резинового покрытия, наслаиваемого на поверхности отслаиваемого элемента. Применяют в качестве отслаиваемого элемента термоустойчивый антиадгезионный лист. Удерживают отслаиваемый элемент таким образом, чтобы он не был открыт с поверхностей резинового покрытия и был расположен в корпусе ленты. Осуществляют при соединении конца в продольном направлении корпуса ленты отслаивание отслаиваемого элемента для удаления резинового покрытия, наслоенного на поверхностях отслаиваемого элемента, и удаления смягчающей резины, которая покрывает слой внутренней части, и для открытия слоя внутренней части, покрытой отслаиваемым элементом; разделение стальных кордов в направлении ширины открытого слоя внутренней части на заданную длину; введение стальных кордов другого слоя внутренней части, подлежащего соединению, в положение, где находились разделенные стальные корды; и после наслаивания смягчающей резины и резинового покрытия на участке введения стальных кордов вулканизацию участка для соединения слоев внутренних частей. Обеспечиваются повышение качества и сокращение времени выполнения соединения. 3 з.п. ф-лы, 7 ил.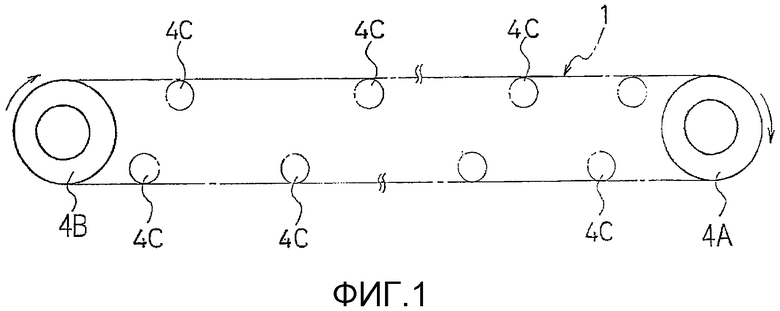
1. Способ соединения конвейерной ленты, имеющей слой внутренней части, образованный множеством стальных кордов, расположенных в ряд и покрытых смягчающей резиной, при этом способ включает:
формирование по меньшей мере одного конца в продольном направлении основного корпуса ленты для того, чтобы смягчающая резина, покрывающая слой внутренней части, была открыта заранее;
покрытие обеих поверхностей смягчающей резины, выполненной для открытия, отслаиваемым элементом; и
вулканизацию и формование основного корпуса ленты с помощью резинового покрытия, наслаиваемого на обе поверхности отслаиваемого элемента;
применение в качестве отслаиваемого элемента антиадгезионного листа, выполненного из фторкаучука, или полиэтиленового листа, который не приклеивается к элементам, составляющим основной корпус ленты, и является термоустойчивым, чтобы не прикрепляться к ним при плавлении во время вулканизации; и
удержание отслаиваемого элемента таким образом, чтобы он не был открыт с обеих поверхностей резинового покрытия и был расположен в основном корпусе ленты;
при этом при соединении конца в продольном направлении основного корпуса ленты осуществляют
отслаивание отслаиваемого элемента для удаления резинового покрытия, наслоенного на обеих поверхностях отслаиваемого элемента, и также удаление смягчающей резины, которая покрывает слой внутренней части, и для открытия слоя внутренней части, покрытой отслаиваемым элементом;
разделение стальных кордов в направлении ширины открытого слоя внутренней части на заданную длину;
введение стальных кордов другого слоя внутренней части, подлежащего соединению, в положение, где находились разделенные стальные корды; и
после наслаивания смягчающей резины и резинового покрытия на участке введения стальных кордов вулканизацию участка для соединения слоев внутренних частей.
2. Способ соединения конвейерной ленты по п. 1, при котором смягчающую резину, которая покрывает слой внутренней части только на одном конце в продольном направлении основного корпуса лент, выполняют для открытия заранее, обе поверхности смягчающей резины для открывания покрывают отслаиваемым элементом и основной корпус ленты вулканизируют и формуют с резиновым покрытием, наслаиваемым на обе поверхности отслаиваемого элемента.
3. Способ соединения конвейерной ленты по п. 1, при котором смягчающую резину, которая покрывает слои внутренних частей обоих концов в продольном направлении основного корпуса ленты, выполняют для открытия заранее, обе поверхности смягчающей резины для открытия покрывают отслаиваемыми элементами и основной корпус ленты вулканизируют и формуют с резиновым покрытием, наслаиваемым на обе поверхности отслаиваемых элементов.
4. Способ соединения конвейерной ленты по любому из пп. 1-3, при котором длину смягчающей резины, которая покрывает слой внутренней части, выполненной для открытия заранее, устанавливают от 0,5 до 3,0 м.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| CN 201372088 Y, 30.12.2009 | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Приспособление для расточки конических отверстий | 1937 |
|
SU53952A1 |
| Способ стыковки резино-тросовых лент | 1976 |
|
SU652393A1 |

