Для Соединенных Штатов Америки заявитель испрашивает приоритет согласно предварительной заявке на патент США №61/383087, зарегистрированной 15 сентября 2010 года, которая включена в текст настоящего описания во всей своей полноте посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится к области полимерных разделительных мембран в виде небольших капиллярных трубок или полых волокон для использования, например, при микрофильтрации (МФ), ультрафильтрации (УФ), нанофильтрации (НФ), обратном осмосе (ОО), испарении через полупроницаемую мембрану, проникновении паров или разделении газа.
УРОВЕНЬ ТЕХНИКИ
Конфигурации текстильных каркасных структур, пригодных для армирования половолоконных мембран, были описаны в Международных (РСТ) патентных заявках: РСТ/СА2010/000469, опубликованной 30 сентября 2010 года как WO 2010108285, и РСТ/СА2010/000993, опубликованной 29 декабря 2010 года как WO 2010148517. В указанных заявках описаны, помимо прочего, армирующие структуры трубчатой формы, которые обычно включают i) несколько волокон основы, параллельных друг другу и расположенных по окружности, и ii) волокна обмотки, проходящие наклонно между по меньшей мере двумя волокнами основы. Заявки РСТ/СА2010/000469 и РСТ/СА2010/000993 включены в текст настоящего описания во всей своей полноте посредством ссылки.
ВВЕДЕНИЕ
Последующее введение предназначено для подготовки читателя к подробному описанию, которое следует далее; оно не ограничивает формулу изобретения.
Армирующую структуру для половолоконной мембраны изготавливают из множества армирующих волокон. Армирующие волокна могут включать продольно расположенные волокна, которые можно назвать волокнами основы, а также одно или более волокон, которые проходят наклонно между волокнами основы, которые можно назвать волокнами «обмотки». Волокна обмотки можно расположить в виде непрерывной спирали вокруг волокон основы. Обычно непрерывные волокна обмотки можно наносить с использованием одной или нескольких катушечных рамок (шпулярников), которые вращаются вокруг движущегося сердечника, или с помощью прядильных машин для нанесения обмотки.
Армирующие волокна в описанной выше структуре не переплетены и не скручены друг с другом, но их можно соединить друг с другом в одной или нескольких контактных точках, существующих между ними. Соединение можно осуществить с помощью тепла, размягчения растворителем или УФ-активации. Соединение можно осуществить перед тем, как вокруг армирующей структуры сформируют мембрану. В альтернативном случае армирующую структуру можно соединить в ходе формирования мембраны вокруг армирующей структуры, с помощью растворителя, входящего в состав пасты для изготовления мембраны, размягчающего армирующие волокна или их компонент, например внешний слой армирующего волокна.
Армирующее волокно может представлять собой моноволокно или может состоять из нескольких волокон, например, представлять собой нить. Армирующее волокно может быть изготовлено из полимера и может иметь внешний слой или другую часть, изготовленную из другого полимера, который лучше подходит для способа соединения. Например, армирующее волокно может иметь внешний слой из полимера, который растворим в растворителе, применяемом в пасте для формирования мембраны. Армирующее волокно может включать полимер, который также присутствует в пасте для изготовления мембраны.
Армирующую структуру, описанного выше типа или другого типа, можно сформировать на движущемся сердечнике, который перемещается, в то время как нити или другие волокна обматывают вокруг него. При необходимости, движущийся сердечник может продолжать двигаться через головку или фильеру для нанесения мембраны. Движущийся сердечник может включать предварительно сформированный растворимый сердечник. Сердечник может быть сплошным или может представлять собой капиллярную трубку;
впоследствии его можно растворить в растворителе, предпочтительно в растворителе, который может представлять собой воду, применяемую для коагуляции мембраны.
Способ соединения, или другая технологическая стадия, может вызывать регулируемую степень усадки, чтобы затянуть нить обмотки вокруг сердечника и удерживать нить основы на месте по окружности сердечника.
В головке для нанесения покрытия армирующая структура проходит через отверстие, таким образом вокруг сердечника создают кольцеобразный проход и помещают армирующую структуру внутри стенки мембраны. Если требуется, волокна армирующей структуры также можно сгладить в фильере перед тем, как они проходят через головку для нанесения покрытия.
Поддерживающая структура может быть относительно открытой, при этом паста для получения мембраны полностью пропитывает нити. На внешней стороне мембраны может быть помещен разделительный слой.
Сердечник можно предварительно обмотать, например, растворимой нитью из такого же полимера, как полимер описанного выше растворимого сердечника, или из аналогичного полимера. Предварительная обмотка служит для цели создания пористого слоя вокруг сердечника, чтобы нить основы не касалась сердечника. Это позволяет пасте проникнуть к сердечнику и полностью пропитать армирующие нити, предпочтительно включая нити основы.
Стадии формирования мембраны аналогичны стадиям, применяемым для изготовления неармированных или плетеных полых волокон с покрытием. Эти стадии меняются в соответствии со способом коагуляции полимера, например разделением фаз, вызванным введением осадителя или повышением температуры, а также с требуемыми свойствами мембраны. Эти условия, в общем, описаны в документах существующего уровня техники, и обычно они включают стадии исходного формирования мембраны через воздушный зазор, коагуляции, промывки, последующей обработки (например, хлорирования), пропитки (например, глицерином), связывания в пучки и сушки.
Общую скорость способа изготовления мембраны, или скорость прядения, регулируют скоростью первого устройства для наматывания половолоконной мембраны после головки для нанесения покрытия. Если мембрану наносят при изготовлении армирующей структуры в непрерывном процессе, то вышерасположенные устройства, которые наносят волокна обмотки, регулируют таким образом, чтобы они работали со скоростью, соответствующей скорости прядения, и чтобы их можно было соединить либо механически, либо с помощью электронного устройства, с первым наматывающим устройством или его блоком управления. Готовую половолоконную мембрану обычно наматывают на катушку, чтобы переместить на участок изготовления модуля. Если требуется, волокна основы и обмотки можно наносить на растворимый сердечник для получения заготовки в сборе, которую можно намотать на катушку. Позже заготовку в сборе можно размотать с катушки и направить в головку для нанесения покрытия для завершения изготовления мембраны.
Предпочтительные условия процесса могут включать одно или более из следующих условий: а) внешний диаметр сердечника от 0,5 до 1,0 мм; Ь) отношение внешнего диаметра мембраны к ее внутреннему диаметру 1,5 или более; с) от 4 до 12 нитей основы, предпочтительно покрывающих по существу всю окружность сердечника; d) предварительная обмотка под нитями основы; е) 1 или 2 нити обмотки с шагом от 1,5 до 4,5 мм; f) усадка армирующего каркаса при температуре 100°C или выше перед нанесением пасты; д) нанесение пасты при температуре 50°C или выше; h) нанесение пасты при давлении 138 кПа (20 фунт/кв.дюйм) или ниже; и i) отношение диаметра отверстия фильеры к внешнему диаметру сердечника 1,75 или менее.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
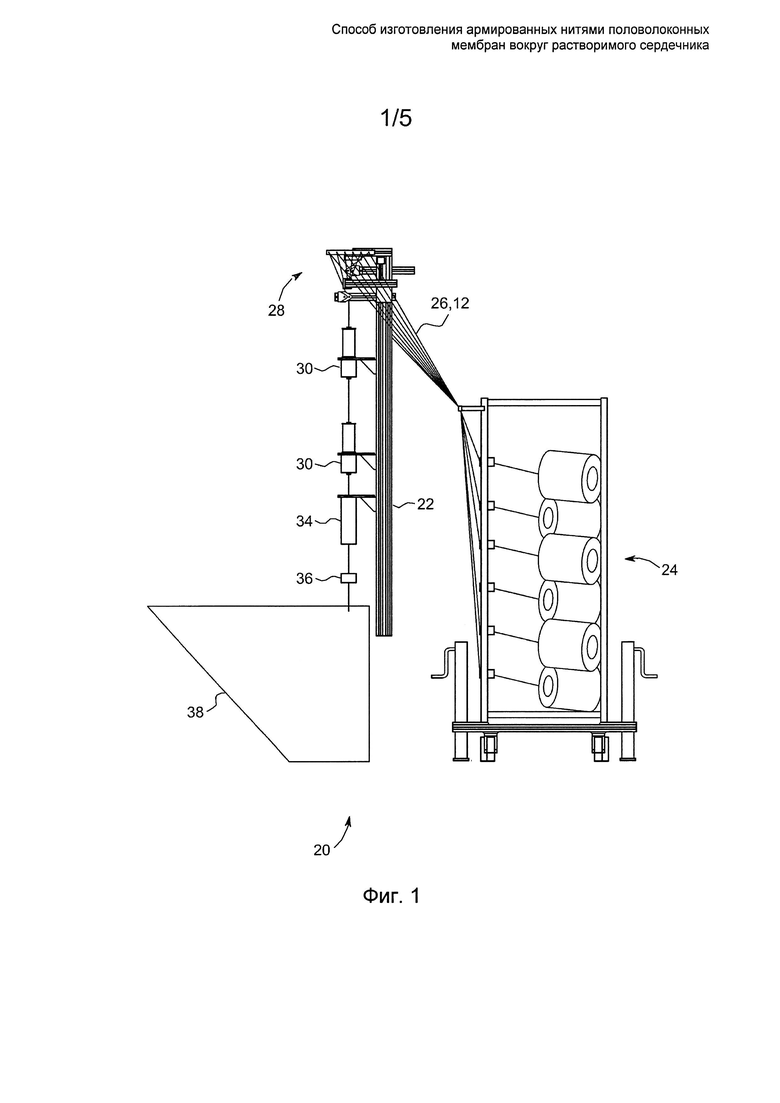
Фиг.1 представляет собой схематический вид сбоку установки для изготовления половолоконных армированных мембран.
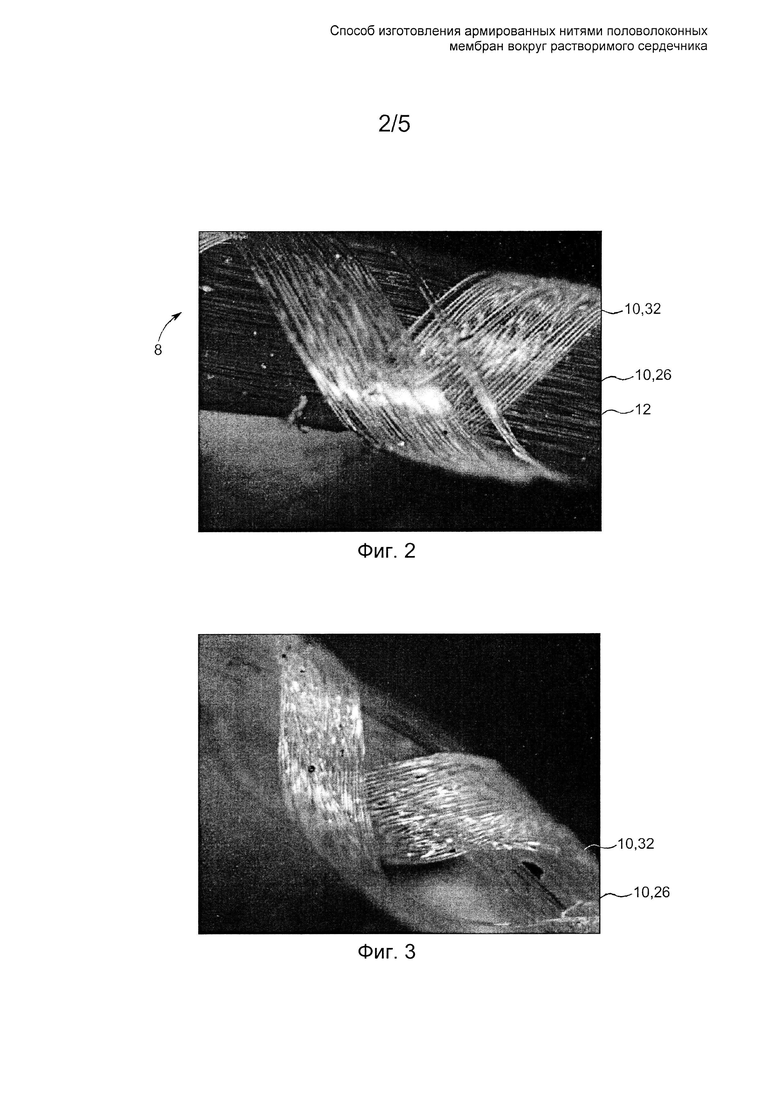
Фиг.2 представляет собой фотографию заготовки, имеющей армирующий каркас, сформированный вокруг растворимого в воде полого сердечника.
Фиг.3 представляет собой фотографию армирующего каркаса, изображенного на Фиг.2, после растворения сердечника.
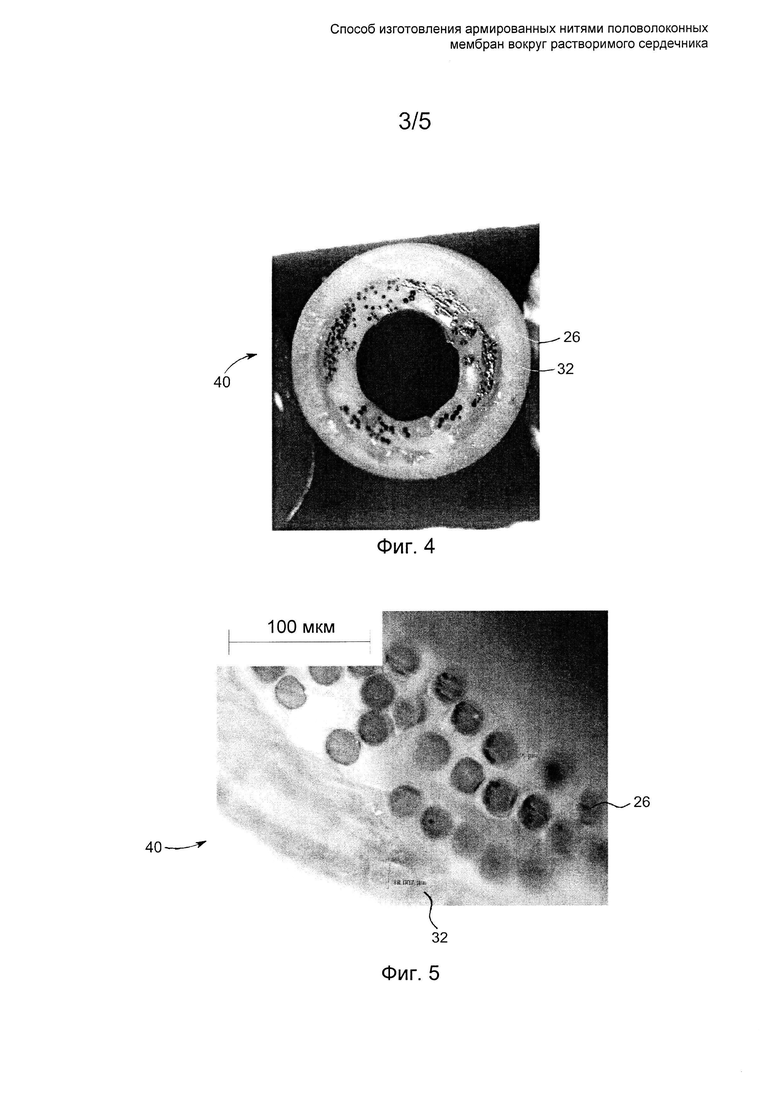
Фиг.4 представляет собой фотографию поперечного сечения армированной половолоконной мембраны, изготовленной с помощью периодического процесса и с использованием сплошного сердечника.
Фиг.5 представляет собой фотографию части поперечного сечения, изображенного на Фиг.4, при большем увеличении.
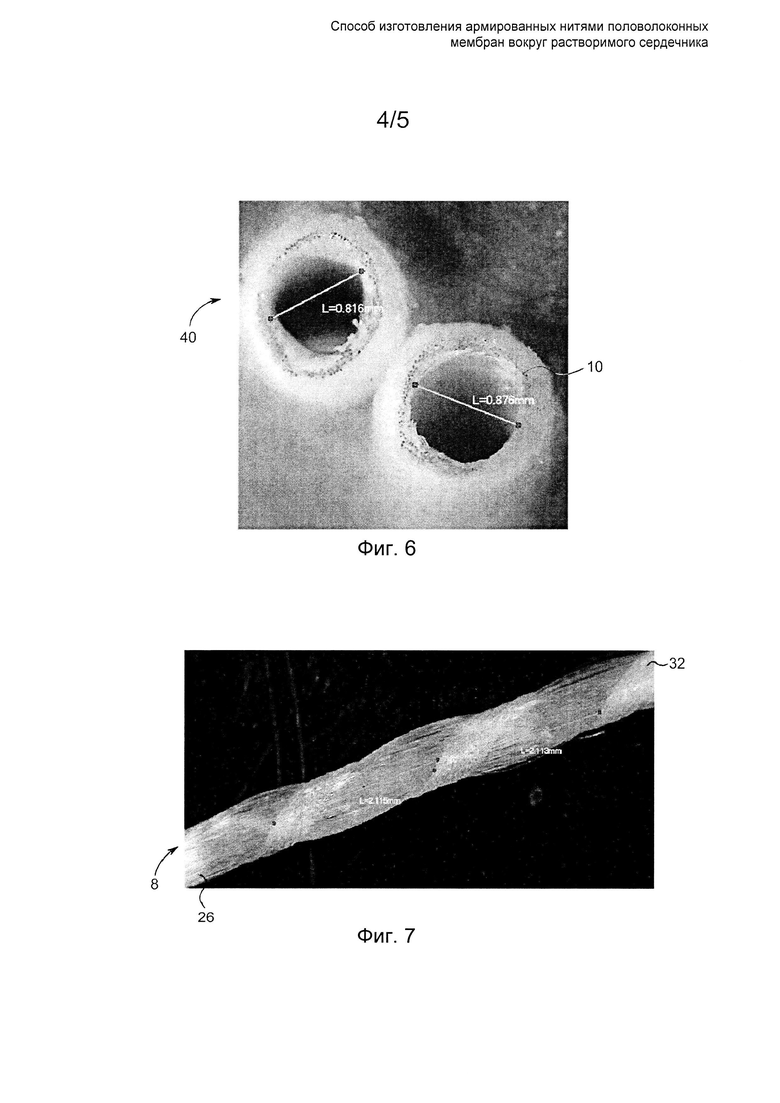
Фиг.6 представляет собой фотографию, изображающую поперечные сечения армированных половолоконных мембран, изготовленных в соответствии с условиями, описанными в приведенном ниже Эксперименте 12.
Фиг.7 представляет собой фотографию заготовки, изготовленной в соответствии с условиями, описанными в приведенном ниже Эксперименте 13.
Фиг.8 представляет собой фотографию, изображающую поперечные сечения армированных половолоконных мембран, изготовленных в соответствии с условиями, описанными ниже в Эксперименте 13.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Обратимся к Фиг.2; заготовка 8 включает армирующий каркас 10, созданный вокруг сердечника 12. Сердечник 12 на Фиг.2 представляет собой растворимую в воде полую трубку, полученную экструзией полимера. На стадии экструзии расплава можно применять большое количество растворимых в воде полимеров. Например, несколько форм винилового спирта, например, поливиниловый спирт (ПВС) или этиленвиниловый спирт (ЭВС), можно приобрести у компаний Eastman Chemical Company, Kuraray, MonoSol или Nippon Gohsei; полиэфир можно приобрести у компании Eastman, а нейлон можно приобрести у компании Shakespeare.
Пример сердечника 12 был изготовлен из растворимого в воде сополиэфира под названием EastONE™, поставляемого компанией Eastman. Эта трубка имеет внутренний диаметр 0,75 мм и внешний диаметр 1,0 мм. Ее экструдировали через фильеру кольцеобразной формы с помощью воздуха в качестве буровой текучей среды (bore fluid) и охлаждали воздухом. Ниже ее называют SC1.
Другой пример сердечника 12 был изготовлен из растворимого в воде поливинилового спирта под названием G-Polymer™, поставляемого компанией Nippon Gohsei. Этот сердечник имеет внутренний диаметр 0,2 мм и внешний диаметр 1,0 мм. Его экструдировали через фильеру кольцеобразной формы с помощью воздуха в качестве буровой текучей среды и охлаждали воздухом. Ниже его называют SC2.
Двухкомпонентные нити, которые использовали для изготовления армирующей структуры 10, были изготовлены таким образом, что их можно соединить путем нагревания. Двухкомпонентные волокна для нити были спрядены из гомополимера полиэтилентерефталата (ПЭТ) Eastman F61HC (температура плавления 260°С) и Dupont 3632 соРЕТ (температура плавления 160°С). Двухкомпонентные волокна были собраны в две нити. Первая нить, которую ниже называют Bico 1, имела тонину 110 денье и состояла из 36 волокон, каждое тониной приблизительно 3 денье, причем каждое волокно имело сердцевину из ПЭТ и оболочку из соРЕТ, а сердцевина составляла 80% от площади поперечного сечения. Вторая нить, которую ниже называют Bico 2, имела тонину 200 денье и состояла из 36 волокон, каждое тониной приблизительно 5,5 денье, причем каждое волокно имело сердцевину из ПЭТ и оболочку из соРЕТ, а сердцевина составляла 50% от площади поперечного сечения.
Другая двухкомпонентная нить была изготовлена таким образом, что ее можно соединить с применением растворителя. Двухкомпонентные волокна были спрядены из гомополимера соРЕТ (температура плавления 240°С) и поливинилиденфторида (ПВДФ). Двухкомпонентные волокна были собраны в нить, которую ниже описывают как Bico 3, тониной 220 денье. Эта нить была изготовлена из 36 волокон, каждое тониной приблизительно 6 денье, причем каждое волокно имело сердцевину из соРЕТ и оболочку из ПВДФ, а сердцевина составляла приблизительно 70% от площади поперечного сечения.
На Фиг.1 изображено устройство 20 для формирования армированного полого волокна. Устройство 20 установлено на раме 22, которая поддерживает различные компоненты, расположенные в целом вертикально.
Нити 26 основы и сердечник 12 подают в устройство 20 из шпулярника 24. Шпулярник 24 состоит из стационарных держателей бобин, направляющих и натяжных приспособлений, как это принято в традиционном текстильном оборудовании. Нити 26 основы и сердечник 12 проходят через распределительную матрицу 28 для нитей основы, которая имеет центральное отверстие для сердечника 12 и ряд выравнивающих отверстий, равномерно распределенных вокруг отверстия для нитей 26 основы. При использовании движущегося сердечника 12 (например, сплошного сердечника, растворимой трубки или половолоконной мембраны), сердечник 12 разматывают с бобины на шпулярнике 24, помещают в верхнюю часть распределительной матрицы 28 с помощью ролика и подают вертикально вниз, в центральное отверстие распределительной матрицы 28 для нитей. Нити 26 основы расположены вокруг внешней стороны сердечника 12 и проходят вниз вместе с сердечником 12.
В зависимости от типа используемых нитей 32 обмотки (не видны на Фиг.1, см. Фиг.2), следующим компонентом, расположенным ниже по вертикальной оси рамы 22, может быть одна или более прядильных машин для обмотки, иначе называемых шпинделями 30, или другое устройство для наматывания нити. Шпиндели 30 заправлены нитями 32 обмотки и наносят нити 32 обмотки на внешнюю сторону нитей 26 основы с образованием армирующего каркаса 10. Из-за движения сердечника 12 и нитей 26 основы сверху вниз, нити 32 обмотки формируют спираль вокруг нитей 26 основы. Примером подходящего шпинделя 30 является шпиндель Тетсо™ модели MSE150, изготовленный компанией Oerlikon Textile. Каждый шпиндель 30 имеет электродвигатель, полый сердечник и удерживает бобину с нитью 32 обмотки. Ось шпинделя расположена таким образом, что она совпадает с сердечником 12. В устройстве, изображенном на Фиг.1, имеются два шпинделя 30, причем один из них вращается по часовой стрелке, а другой - против часовой стрелки. Эти шпиндели 30 могут вращаться с регулируемой скоростью, составляющей до 25000 об/мин, накручивая нити 32 обмотки, которые они несут, вокруг сердечника 12 и нитей 26 основы с регулируемым шагом. Имеются небольшие выравнивающие направляющие (не видны) между всеми основными элементами, которые служат задаче поддержания обмотанного сердечника на центральной линии устройства, а также позволяют предотвратить вибрацию обмотанного сердечника.
Ниже шпинделей 30 обеспечена зона 34 нагрева. Зона 34 нагрева состоит из трубчатой камеры диаметром 4 см и длиной 60 см, имеющей отверстия в верхней и нижней частях, так что зона нагрева расположена на одной оси с сердечником 12. Трубчатая камера также соединена сбоку с воздуходувкой и нагревательным элементом. Температуру воздуха можно точно регулировать, изменяя ток, проходящий через нагревательный элемент. В зависимости от времени пребывания и температуры в зоне 34 нагрева, нити 26, 32 испытывают усадку. При более высоких температурах нити 26, 32 будут давать усадку и частично соединяться друг с другом посредством плавления.
На выходе из трубчатой камеры зоны 34 нагрева, перед проведением какого-либо существенного охлаждения, сердечник 12 и армирующий каркас 10 могут проходить через сглаживающую фильеру 36. Сглаживающая фильера 36 представляет собой кусок стали с калиброванным сужающимся отверстием, которое выполняет функции выравнивания любых волокон, которые можно протянуть через нее, и регулирования армирующего каркаса 10 до требуемого диаметра. Температуру сглаживающей фильеры 36 можно регулировать.
Головка для нанесения покрытия (не показана) и устройство подачи пасты (не показано) обеспечены ниже сглаживающей фильеры 36. Головка для нанесения покрытия представляет собой цилиндрическую камеру с калиброванными отверстиями в ее верхней и нижней частях. Верхняя часть головки для нанесения покрытия имеет отверстие, в которое плотно входит сердечник 12 с армирующим каркасом 10. Отверстие в нижней части головки для нанесения покрытия имеет большие размеры, и сконструировано таким образом, чтобы оно соответствовало внешнему диаметру покрытого пастой сердечника 12 с армирующим каркасом 10 перед коагуляцией. Головка для нанесения покрытия имеет входное отверстие для пасты на боковой стороне. Пасту можно вводить в головку для нанесения покрытия через входное отверстие из емкости, находящейся под давлением азота, или с применением поршневого насоса.
Сердечник 12 и армирующий каркас 10, покрытые пастой, проходят в коагуляционную ванну 38. Коагуляционная ванна 38 представляет собой емкость из нержавеющей стали, снабженную валками (не показаны) в нижней и верхней частях. Намоточное устройство (не показано) работает с регулируемой скоростью от 2 до 30 м/мин и имеет поперечную направляющую для равномерного распределения по бобине.
Пасты для получения поливинилиденфторидной (ПВДФ) мембраны были получены путем растворения ПВДФ в горячем N-метилпирролидоне (NMP) и добавления небольшого количества осадителя. Примером пасты, называемой ниже Пастой 3, является смесь 80% масс. NMP, 16% масс. ПВДФ и 4% масс, поливинилпирролидона (PVP k30). Другим примером пасты, называемой ниже Пастой 5, является смесь 84% масс. NMP, 14% масс. ПВДФ и 2% масс. PVP k30. Для регулирования вязкости пасты меняли концентрацию полимера и температуру.
Некоторые примеры армирующих каркасов 10 были сформированы вокруг сплошного сердечника 12. Один армирующий каркас 10 был изготовлен с использованием трех нитей 26 основы и двух нитей 32 обмотки; все нити представляли собой Bico 1. Нити 26, 32 наносили вокруг движущегося сердечника 12 из твердого нейлонового моноволокна диаметром приблизительно 0,9 мм. Линейная скорость составляла 10 м/мин. Устройства наматывания обмотки были настроены на 7150 об/мин, что давало шаг обмотки 1,4 мм (10000 м/мин / 7150 об/мин). Армирующий каркас 10 соединяли, пропуская его через зону 36 нагрева при 200°C, время контакта составляло 0,3 секунды.
Другие примеры армирующих каркасов 10 были сформированы вокруг растворимого сердечника 12. Один армирующий каркас 10 был изготовлен с использованием шести нитей 26 основы и двух нитей 32 обмотки; все нити представляли собой нити Bico 3. Нити 26, 32 наносили вокруг движущегося растворимого в воде сердечника 12, SC2. Линейная скорость составляла 10 м/мин. Устройства наматывания обмотки были настроены на 3600 об/мин, что давало шаг обмотки 2,8 мм (10000 м/мин / 3600 об/мин). Армирующий каркас 10 подвергали термоусадке путем пропускания через зону нагрева при 260°C, время контакта составляло 0,3 секунды. На Фиг.2 изображена фотография заготовки 8, включающей армирующий каркас 10, который был сформирован, когда сердечник 12 еще присутствовал. На Фиг.3 изображена фотография армирующего каркаса 10 после растворения сердечника 12 в горячей воде.
Обратимся к Фиг.4 и 5; некоторые примеры армированных половолоконных мембран 40 были изготовлены с помощью периодического процесса. Небольшую часть армирующего каркаса 10, сформированного вокруг сплошного движущегося сердечника 12, как это описано выше, отрезали, и сплошной сердечник 12 удалили и заменили небольшим проволочным сердечником с неплотной посадкой. Эту структуру покрыли Пастой 3 из ПВДФ и отвердили путем погружения в воду. На Фиг.4 и 5 изображены фотографии поперечного сечения полученной высушенной половолоконной мембраны 40 с армирующими нитями 26, 32, внедренными в стенку мембраны 40.
Другие примеры армированных половолоконных мембран 40 были изготовлены непрерывным способом. Описанное выше устройство 20 для изготовления армированных полых волокон было использовано для получения ряда образцов, описанных в последующих Экспериментах 1-13. Для большинства случаев, армирующий каркас 10 создавали вокруг растворимого полого сердечника (SC2) и наматывали на бобину, чтобы получить заготовку. Затем эту заготовку покрывали пастой из ПВДФ. Растворимый сердечник 12 удаляли в коагуляционной ванне путем растворения в воде, чтобы получить половолоконную мембрану 40. В двух случаях (Эксперименты 2, 3 и 13) армирующий каркас 10 создавали и покрывали пастой, а пасту коагулировали с образованием половолоконной мембраны 40 в ходе одной непрерывной операции.
В некоторых случаях, упомянутых в приведенных ниже экспериментах, на растворимый сердечник 10 (SC2) была нанесена предварительная обмотка из нити, которая выступала в качестве разделителя, чтобы предотвратить контакт нити 26 основы с растворимым сердечником 10. Эта нить предварительной обмотки не была растворимой в воде и, в большинстве экспериментов, не внедрялась в стенку мембраны. После формирования мембраны 40 и удаления растворимого сердечника 10, нить предварительной обмотки можно легко вытянуть из внутреннего канала мембраны 40, оставляя пористую поверхность на внутренней стороне мембраны 40, так что нить 26 основы не видна. Такой же конечный результат можно получить при использовании растворимой в воде нити для предварительной обмотки растворимого сердечника 10. Однако растворимую в воде нить предварительной обмотки можно удалить путем ее растворения.
Образцы из Экспериментов 10, 11 и 12 были испытаны на предел прочности на разрыв, и была определена максимальная разрушающая нагрузка, как указано ниже в Таблице 1. Общая тонина, приведенная в Таблице 1 и выраженная в денье, т.е. в г/9000 м, представляет собой суммарную тонину всех нитей 26 основы и нитей 32 обмотки.
Разрушающее напряжение при растяжении для неармированных половолоконных мембран составляет от 2,5 до 3,0 МПа. Армированные половолоконные мембраны 40, изготовленные как описано в данной заявке, в 10-20 раз прочнее, чем традиционные половолоконные мембраны. Причиной их повышенной прочности по существу являются армирующие нити 26, 32. Дополнительные подробности экспериментов описаны ниже.
В Эксперименте 1 сердечник SC2 окружали 6 нитями основы Bico 1 и 2 нитями обмотки Bico 3, с шагом 1,4 мм. Армирующий каркас наматывали на катушку, а затем покрывали Пастой 3 при 25°C, перемещая его со скоростью 2,5 м/мин через фильеру для нанесения покрытия с отверстием диаметром 1,6 мм. Полученная мембрана имела внешний диаметр 1,18 мм и внутренний диаметр 1,00 мм. Толщина стенки составляла от 0,04 до 0,14 мм. Мембрана выглядела очень хорошо, но волокна основы образовали скопление на одной стороне. Перед проведением Эксперимента 2 установку отрегулировали, чтобы улучшить распределение нитей основы, и было решено наносить покрытие непосредственно после изготовления армирующего каркаса в непрерывном режиме.
В Эксперименте 2 сердечник SC2 окружали 6 нитями основы из ПЭТ, каждая тониной 140 денье, и 2 нитями обмотки из ПЭТ, каждая тониной 70 денье, с шагом 1,4 мм. Армирующий каркас подвергали усадке при 160°C. Изготовление армирующего каркаса и нанесение покрытия на него проводили в непрерывном режиме. Армирующий каркас покрывали Пастой 3 при 25°C, перемещая его со скоростью 2,5 м/мин через фильеру для нанесения покрытия с отверстием диаметром 1,6 мм. Полученная мембрана имела внешний диаметр 1,33 мм и внутренний диаметр 1,00 мм. Толщина стенки составляла от 0,03 до 0,30 мм. Покрытие выглядело хорошо, но не все волокна основы были внедрены в стенку. Это могло произойти из-за горячего сердечника из ПВС, малого шага нитей обмотки, высокой вязкости пасты или сочетания этих факторов. Было решено в последующих экспериментах увеличить шаг до 3,0 мм и покрывать пастой с меньшей вязкостью.
В Эксперименте 3 сердечник SC2 окружали 6 нитями основы Bico 1, каждая тониной 110 денье, и 2 нитями обмотки Bico 3, каждая тониной 220 денье, с шагом 1,0 мм. Армирующий каркас подвергали усадке при 160°C. Изготовление армирующего каркаса и нанесение покрытия на него проводили в непрерывном режиме. Армирующий каркас покрывали Пастой 5 при 25°C, перемещая его со скоростью 2,5 м/мин через фильеру для нанесения покрытия с отверстием диаметром 1,6 мм. Полученная мембрана имела внешний диаметр 1,4 мм и внутренний диаметр 1,00 мм. Толщина стенки составляла от 0,13 до 0,22 мм. Толщина стенки мембраны была равномерной, но тонкой, и мембрана растрескивалась при резком изгибе. Нити обмотки могли распутаться, но паста, по-видимому, прилипала к нитям основы из ПЭТ/соРЕТ. Было решено в последующих экспериментах заменить нити основы на ПВДФ.
В Эксперименте 4 сердечник SC2 окружали 6 нитями основы Bico 3, каждая тониной 220 денье, и 2 нитями обмотки Bico 3, каждая тониной 220 денье, с шагом 1,0 мм при скорости 5 м/мин. Армирующий каркас был подвергнут усадке при 160°C и намотан на катушку. Позже, после охлаждения, армирующий каркас покрывали Пастой 5 при 25°C, перемещая его со скоростью 2,5 м/мин через фильеру для нанесения покрытия с отверстием диаметром 1,6 мм. Полученная мембрана имела внешний диаметр 1,4 мм и внутренний диаметр 1,00 мм. Толщина стенки составляла от 0,13 до 0,22 мм. Покрытие давало мембрану хорошего вида, но при натяжении оболочка мембраны могла разорваться, и нити обмотки могли закрутиться спиралью. По-видимому, адгезия пасты к нитям основы была слабой или отсутствовала, и было очевидно некоторое группирование. Шаг 1 мм явно был слишком маленьким, чтобы позволить пасте проникать внутрь обмотки и охватить волокна основы. Было решено в последующих экспериментах увеличить шаг обмотки до 3 мм, чтобы дать возможность пасте лучше проникать.
В Эксперименте 5 сердечник SC2 окружали 6 нитями основы Bico 3, каждая тониной 220 денье, и 2 нитями обмотки Bico 3, каждая тониной 220 денье, с шагом 3,0 мм при скорости 5 м/мин. Армирующий каркас подвергали усадке при 160°C. Впоследствии армирующий каркас покрывали Пастой 5 при 25°C, перемещая его со скоростью 2,5 м/мин через фильеру для нанесения покрытия с отверстием диаметром 1,6 мм. Полученная мембрана имела внешний диаметр 1,4 мм и внутренний диаметр 0,95 мм. Толщина стенки составляла от 0,10 до 0,35 мм. Покрытие мембраны обладало хорошей проницаемостью. Волокно основы было смочено пастой, но не полностью внедрено в стенку мембраны. Мембрана имела очень хорошую прочность в продольном направлении и не разрывалась, но могла перегибаться в областях между покрывающими нитями обмотки. Было решено повторить Эксперимент 5 с шагом нитей обмотки 3 мм, но покрывать нагретой Пастой 5, чтобы снизить вязкость пасты.
В Эксперименте 6 сердечник SC2 окружали 6 нитями основы Bico 3, каждая тониной 220 денье, и 2 нитями обмотки Bico 3, каждая тониной 220 денье, с шагом 3,0 мм и при скорости 5 м/мин. Армирующий каркас был подвергнут усадке при 160°C. Позже армирующий каркас покрывали Пастой 5 при 40°C, перемещая его со скоростью 2,5 м/мин через фильеру для нанесения покрытия с отверстием диаметром 1,6 мм. Полученная мембрана имела внешний диаметр 1,4 мм и внутренний диаметр 0,95 мм. Толщина стенки составляла от 0,10 до 0,35 мм. Полученные мембраны обладали высокой прочностью в продольном направлении, но могли перегибаться, или имели отверстия в тех частях поверхности мембраны, где имеется зазор между нитями основы и обмотки. Распределение нитей основы не было хорошим; все еще очевидным было группирование. Было решено увеличить количество нитей основы с 6 до 12, чтобы получить более однородное и полное покрытие по окружности мембраны. Чтобы улучшить диффузию пасты к сердечнику, было решено нанести на сердечник предварительную обмотку.
В Эксперименте 7 сердечник SC2 был предварительно обмотан 1 нитью Bico 1 с шагом 3,5 мм. Предварительно обмотанный сердечник окружали 12 нитями основы Bico 3, каждая тониной 220 денье, и 2 нитями обмотки Bico 3, каждая тониной 220 денье, с шагом 3,5 мм и при скорости 5 м/мин. Армирующий каркас был подвергнут усадке при 160°С.Позже армирующий каркас покрывали Пастой 5 при 100°C, перемещая его со скоростью 1,97 м/мин через фильеру для нанесения покрытия с отверстием диаметром 1,65 мм. Полученная мембрана имела внешний диаметр 1,4 мм и внутренний диаметр 0,95 мм. Толщина стенки составляла от 0,15 до 0,30 мм. Мембрана обладала высокой прочностью в продольном направлении, но проявляла склонность к образованию перегибов. Было сделано предположение, что образование перегибов может быть результатом низкого значения отношения внешнего диаметра к внутреннему диаметру. Паста не проникала к нити предварительной обмотки, которую можно было легко вытащить. Было решено изготовить мембрану с более толстой стенкой, путем увеличения диаметра отверстия в нижней части головки для нанесения покрытия.
В Эксперименте 8 сердечник SC2 был предварительно обмотан 1 нитью Bico 1 тониной 110 денье с шагом 3,5 мм. Предварительно обмотанный сердечник окружали 12 нитями основы Bico 3, каждая тониной 220 денье, и 2 нитями обмотки Bico 3, каждая тониной 220 денье, с шагом 3,5 мм и при скорости 5 м/мин. Армирующий каркас был подвергнут усадке при 160°C. Позже армирующий каркас покрыли Пастой 4 (16% ПВДФ / 4% PVP / 80% NMP) при 100°C и давлении 345 кПа (50 фунт/кв.дюйм), при перемещении армирующего каркаса со скоростью 1,8 м/мин через фильеру для нанесения покрытия с отверстием диаметром 1,80 мм. Полученная мембрана имела внешний диаметр 1,95 мм и внутренний диаметр 0,95 мм. Мембрана имела асимметричное покрытие, при этом толщина стенки на одной стороне мембраны была существенно больше из-за высокого давления пасты, применяемого при нанесении покрытия, и, возможно, из-за несовпадения осей. Мембрана обладала высокой прочностью в продольном направлении, без образования складок или перегибов. В попытке получить более симметричное покрытие, было решено применять Пасту 5 с более низкой вязкостью.
В Эксперименте 9 сердечник SC2 без предварительной обмотки окружали 12 нитями основы Bico 3, каждая тониной 220 денье, и 2 нитями обмотки Bico 3, каждая тониной 220 денье, с шагом 3,5 мм. Армирующий каркас подвергали усадке при 160°C. Позже армирующий каркас покрывали Пастой 5 при 25°C, при перемещении армирующего каркаса со скоростями 1,97 и 1,4 м/мин через фильеру для нанесения покрытия с отверстием диаметром 1,80 мм. Полученная мембрана имела внешний диаметр 1,7 мм и внутренний диаметр 0,85 мм. Мембрана была асимметричной, что, как предполагают, являлось результатом перемещения армирующего каркаса в отверстии головки. Армирующий каркас мог быть сдвинут в одну сторону или устройство могло быть настроено с отклонением от оси. Паста не полностью проникала вокруг волокон основы. Прочность мембраны в продольном направлении была высокой, и не было перегибов. По-прежнему было трудно получить симметричное волокно большого диаметра. Было решено повторить Эксперимент 9, но с использованием пасты при высокой температуре.
В Эксперименте 10 сердечник SC2 был предварительно обмотан 1 нитью Bico 1 тониной 110 денье с шагом 3,5 мм. Предварительно обмотанный сердечник окружали 12 нитями основы Bico 3, каждая тониной 220 денье, и 2 нитями обмотки Bico 3, каждая тониной 220 денье, с шагом 3,5 мм и при скорости 5 м/мин. Армирующий каркас подвергали усадке при 160°C. Позже армирующий каркас покрывали Пастой 3 при 60°C, при перемещении армирующего каркаса со скоростью 2,5 м/мин через фильеру для нанесения покрытия с отверстием диаметром 1,85 мм. Полученная мембрана имела внешний диаметр 1,6 мм и внутренний диаметр 0,85 мм. Мембрана была в общем симметричной, с высокой прочностью в продольном направлении и без перегибов. Нити основы были полностью погружены в пасту. Было решено повторить Эксперимент 10, но с сокращением числа нитей основы до 6.
В Эксперименте 11 сердечник SC2 был предварительно обмотан 1 нитью Bico 1 тониной 110 денье с шагом 3,5 мм. Предварительно обмотанный сердечник окружали 6 нитями основы Bico 1, каждая тониной 110 денье, и 2 нитями обмотки Bico 3, каждая тониной 220 денье, с шагом 3,5 мм и при скорости 5 м/мин. Армирующий каркас был подвергнут усадке при 160°C. Позже армирующий каркас покрывали Пастой 3 при 100°C и давлении 41 кПа (6 фунт/кв.дюйм), при перемещении армирующего каркаса со скоростью 2,5 м/мин через фильеру для нанесения покрытия с отверстием диаметром 1,85 мм. Полученная мембрана имела внешний диаметр 1,85 мм и внутренний диаметр 0,85 мм. Был сделан вывод, что большое отверстие фильеры для нанесения покрытия приводит к получению асимметричных мембран (с неравномерной толщиной стенки), и что эта проблема становится более серьезной при высоком давлении подачи пасты. Однако паста хорошо проникала вокруг нитей основы. Изготовление мембран из паст с более высокой температурой (100-160°C) приводит к получению мембран с внутренними диаметрами, которые меньше, чем внешний диаметр сердечника, что указывает на то, что паста проникает через нити основы и приводит к разбуханию сердечника. Было бы предпочтительно заменить либо полимер, применяемый для сердечника, либо компоненты пасты, с целью уменьшения или исключения любых химических реакций между пастой и сердечником. Было решено провести следующий эксперимент с меньшим диаметром отверстия фильеры для нанесения покрытия.
В Эксперименте 12 сердечник SC2 был предварительно обмотан 1 нитью Bico 1 тониной 110 денье с шагом 3,5 мм. Предварительно обмотанный сердечник окружали 6 нитями основы Bico 1, каждая тониной 110 денье, и 2 нитями обмотки Bico 3, каждая тониной 220 денье, с шагом 3,5 мм и при скорости 5 м/мин. Армирующий каркас был подвергнут усадке при 160°С.Позже армирующий каркас покрывали Пастой 3 при 60°С и давлениях 17 и 41 кПа (2,5 и 6 фунт/кв.дюйм), при перемещении армирующего каркаса со скоростью 2,5 м/мин через фильеру для нанесения покрытия с отверстием диаметром 1,65 мм. Полученная мембрана имела внешний диаметр 1,5 мм и внутренний диаметр 0,85 мм. Полученная мембрана 40, изображенная на Фиг.6, была наилучшей из мембран, полученных в Экспериментах 1-12. Мембрана была в основном симметричной, с почти однородной толщиной стенки. Мембрана была прочной и стойкой к перегибам. При использовании высокой температуры, паста с более низкой вязкостью при более низком давлении при нанесении покрытия, по-видимому, приводит к получению более симметричной мембраны, через которую все еще полностью проникает паста. Предварительная обмотка была полностью охвачена.
В Эксперименте 13 сердечник из ПВС G-polymer™ имел внешний диаметр 0,56 мм и внутренний диаметр 0,4 мм. Этот сердечник был предварительно обмотан скрученной нитью на основе растворимого в воде ПВС, имеющей номер нити 80 по английской системе нумерации. Шаг предварительной обмотки составлял 2,4 мм. Предварительно обмотанный сердечник окружали 4 нитями основы, каждая тониной 100 денье, изготовленными из 36 волокон (каждое тониной приблизительно 3 денье) из двухкомпонентного волокна ПВДФ/соРЕТ. На нити основы наносили обмотку из 1 нити, такой же как нити основы, намотанной в направлении, противоположном направлению предварительной обмотки, с шагом 2,1 мм. Армирующий каркас был подвергнут усадке при 140°C. Армирующий каркас покрывали пастой из ПВДФ в непрерывном режиме при 60°C со скоростью подачи 15 см3/мин, при перемещении армирующего каркаса со скоростью 16 м/мин через фильеру для нанесения покрытия с отверстием диаметром 1,85 мм. Армирующий каркас 10 показан на Фиг.7, а полученная мембрана изображена на Фиг.8. Полученная мембрана имела внешний диаметр 1,1 мм и внутренний диаметр 0,55 мм. В результате данного эксперимента была получена мембрана с меньшим диаметром, чем в Экспериментах 1-12. После изготовления мембраны сердечник растворили.
В данном описании использованы примеры, включая наилучший вариант осуществления, для описания изобретения, а также для того, чтобы дать возможность любому специалисту осуществить данное изобретение, включая изготовление и использование любых устройств или систем и осуществление любых включенных способов. Патентоспособный объем данного изобретения определен в формуле изобретения и может включать другие примеры, которые могут предложить специалисты в данной области. Предполагают, что эти другие примеры входят в объем формулы изобретения, если они включают структурные элементы, которые не отличаются от буквально изложенного в формуле изобретения, или если они включают эквивалентные структурные элементы с несущественными отличиями от буквально изложенного в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СЕРДЕЧНИКА ВЫСОКОТЕМПЕРАТУРНЫХ АЛЮМИНИЕВЫХ ПРОВОДОВ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ | 2010 |
|
RU2439728C1 |
| Длинномерный формованный профиль и способ его изготовления, термоусаживаемая лента и способ ее изготовления, способ изготовления термовосстанавливаемых ленточных изделий из полимера и способ изготовления термовосстанавливаемой ленты | 1989 |
|
SU1745109A3 |
| ПОЛНОСТЬЮ АРОМАТИЧЕСКОЕ ПОЛИАМИДНОЕ ВОЛОКНО | 2019 |
|
RU2756957C1 |
| ЛЕНТОЧНАЯ СТРУКТУРА ДЛЯ ПРЕССА С УДЛИНЕННОЙ ЗОНОЙ ПРЕССОВАНИЯ, ИЗГОТОВЛЕННАЯ ИЗ ВОЛОКОН, ПРОПИТАННЫХ СМОЛОЙ | 2004 |
|
RU2352703C2 |
| СВЯЗУЮЩЕЕ ВОЛОКНО ДЛЯ ВОЛОКОННО-ОПТИЧЕСКОГО ЭЛЕМЕНТА | 2013 |
|
RU2607334C2 |
| ПНЕВМАТИЧЕСКАЯ ШИНА | 2006 |
|
RU2423244C2 |
| МЕМБРАНА ПОЛОВОЛОКОННАЯ | 2017 |
|
RU2652212C1 |
| КОМПОЗИТНАЯ СТЕКЛОПЛАСТИКОВАЯ АРМАТУРА (ВАРИАНТЫ) | 2012 |
|
RU2520542C1 |
| КОМПОЗИЦИОННЫЙ НЕСУЩИЙ СЕРДЕЧНИК ДЛЯ ВНЕШНИХ ТОКОВЕДУЩИХ ЖИЛ ПРОВОДОВ ВОЗДУШНЫХ ВЫСОКОВОЛЬТНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2008 |
|
RU2386183C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕМБРАН ДЛЯ УЛЬТРАФИЛЬТРАЦИИ ВОДНЫХ СРЕД | 2018 |
|
RU2689595C1 |
Изобретение относится к области полимерных разделительных мембран в виде небольших капиллярных трубок или полых волокон. Способы изготовления армированной половолоконной мембраны, включающие следующие стадии: нанесение армирующих волокон на движущийся сердечник, отливка пасты поверх армирующих волокон и сердечника, формирование мембраны из пасты, удаление сердечника, и осуществления усадки армирующих волокон перед отливкой пасты поверх них, обматывание сердечника волокнами предварительной обмотки перед нанесением армирующих волокон на движущийся сердечник, и удаление волокон предварительной обмотки после стадии отливки пасты поверх армирующих волокон, где армирующие волокна включают волокна основы и волокна обмотки, где армирующие волокна включают полимер, который является растворимым в пасте, из которой формируют мембрану, где мембрана имеет одно или более из следующих ограничений: а) внешний диаметр сердечника от 0,5 до 1,0 мм; b) отношение внешнего диаметра мембраны к ее внутреннему диаметру 1,5 или более; с) от 4 до 12 нитей основы, предпочтительно покрывающих по существу всю окружность сердечника; d) 1 или 2 нити обмотки с шагом от 1,5 до 4,5 мм; f) усадка армирующих волокон при температуре 100°C или выше перед нанесением пасты; g) нанесение пасты при температуре 50°C или выше; h) нанесение пасты при давлении 138 кПа (20 фунт/кв.дюйм) или ниже; и i) отношение диаметра отверстия фильеры к внешнему диаметру сердечника 1,75 или менее. Технический результат - повышение эффективности процесса изготовления мембраны. 5 н. и 19 з.п. ф-лы, 1 табл., 5 ил.
1. Способ изготовления армированной половолоконной мембраны, включающий следующие стадии:
a) нанесение армирующих волокон на движущийся сердечник;
b) отливка пасты поверх армирующих волокон и сердечника;
c) формирование мембраны из пасты;
d) удаление сердечника, и
осуществления усадки армирующих волокон перед отливкой пасты поверх них.
2. Способ по п. 1, в котором сердечник является растворимым, а стадия удаления сердечника включает растворение сердечника.
3. Способ по п. 2, в котором сердечник растворим в воде.
4. Способ по п. 1, в котором движущийся сердечник является полым.
5. Способ изготовления армированной половолоконной мембраны, включающий следующие стадии:
a) нанесение армирующих волокон на движущийся сердечник;
b) отливка пасты поверх армирующих волокон и сердечника;
c) формирование мембраны из пасты; и
d) удаление сердечника;
обматывание сердечника волокнами предварительной обмотки перед нанесением армирующих волокон на движущийся сердечник, и
удаление волокон предварительной обмотки после стадии отливки пасты поверх армирующих волокон.
6. Способ по п. 5, в котором волокна предварительной обмотки удаляют путем их растворения.
7. Способ по п. 5, в котором сердечник является растворимым, а стадия удаления сердечника включает растворение сердечника.
8. Способ по п. 7, в котором сердечник растворим в воде.
9. Способ по п. 5, в котором движущийся сердечник является полым.
10. Способ изготовления армированной половолоконной мембраны, включающий следующие стадии:
a) нанесение армирующих волокон на движущийся сердечник;
b) отливка пасты поверх армирующих волокон и сердечника;
c) формирование мембраны из пасты; и
d) удаление сердечника,
где армирующие волокна включают волокна основы и волокна обмотки.
11. Способ по п. 10, в котором армирующие волокна включают нити основы и одну или более нитей обмотки, расположенных в виде непрерывной спирали вокруг нитей основы.
12. Способ по п. 10, в котором сердечник является растворимым, а стадия удаления сердечника включает растворение сердечника.
13. Способ по п. 12, в котором сердечник растворим в воде.
14. Способ по п. 10, в котором движущийся сердечник является полым.
15. Способ изготовления армированной половолоконной мембраны, включающий следующие стадии:
a) нанесение армирующих волокон на движущийся сердечник;
b) отливка пасты поверх армирующих волокон и сердечника;
c) формирование мембраны из пасты; и
d) удаление сердечника,
где армирующие волокна включают полимер, который является растворимым в пасте, из которой формируют мембрану.
16. Способ по п. 15, в котором армирующие волокна включают волокна, имеющие внешний слой из полимера, который является растворимым в растворителе, применяемом в пасте.
17. Способ по п. 15, в котором сердечник является растворимым, а стадия удаления сердечника включает растворение сердечника.
18. Способ по п. 17, в котором сердечник растворим в воде.
19. Способ по п. 15, в котором движущийся сердечник является полым.
20. Способ изготовления армированной половолоконной мембраны, включающий следующие стадии:
a) нанесение армирующих волокон на движущийся сердечник;
b) отливка пасты поверх армирующих волокон и сердечника;
c) формирование мембраны из пасты; и
d) удаление сердечника,
где мембрана имеет одно или более из следующих ограничений: а) внешний диаметр сердечника от 0,5 до 1,0 мм; b) отношение внешнего диаметра мембраны к ее внутреннему диаметру 1,5 или более; с) от 4 до 12 нитей основы, предпочтительно покрывающих по существу всю окружность сердечника; d) 1 или 2 нити обмотки с шагом от 1,5 до 4,5 мм; f) усадка армирующих волокон при температуре 100°C или выше перед нанесением пасты; g) нанесение пасты при температуре 50°C или выше; h) нанесение пасты при давлении 138 кПа (20 фунт/кв.дюйм) или ниже; и i) отношение диаметра отверстия фильеры к внешнему диаметру сердечника 1,75 или менее.
21. Способ по п. 20, в котором внешний диаметр сердечника составляет от 0,5 мм до 1,0 мм, а отношение внешнего диаметра мембраны к ее внутреннему диаметру составляет 1,5 или более.
22. Способ по п. 20, в котором армирующие волокна включают от 4 до 12 нитей основы и 1 или 2 нити обмотки с шагом от 1,5 до 4,5 мм.
23. Способ по п. 20, в котором пасту наносят при температуре 50°C или выше и давлении 138 кПа (20 фунт/кв.дюйм) или ниже.
24. Способ по п. 20, в котором пасту наносят на армирующие волокна при прохождении сердечника и армирующих волокон через головку для нанесения покрытия, имеющую диаметр отверстия фильеры, который не более чем в 1,75 раз превышает внешний диаметр сердечника.
| US 4631128 C1, 23.12.1986 | |||
| Генератор электромагнитной развертки | 1985 |
|
SU1325672A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

