ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к покрытию деталей турбины, в особенности лопаток паровой турбины низкого давления, и к долговечному покрытию с гидрофобными свойствами для таких деталей.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
В следующем описании термин «турбина» используется для обозначения ротационных двигателей, имеющих статор и вращающуюся часть, связанных силой текучей среды, такой как вода или газ. Особый интерес для настоящего изобретения представляют осевые турбины, содержащие радиально размещенные фиксированные лопатки или направляющие лопатки статора, чередующиеся с радиально размещенными движущимися лопатками ротора. Движение в общем регистрируется как движение относительно кожуха или корпуса.
В большой паровой турбине пар под давлением обычно расширяется в нескольких ступенях турбины, которые соответственно упоминаются как ступень высокого давления, промежуточного давления и низкого давления турбины. На ступени низкого давления пар расширяется и охлаждается почти до точки конденсации и выпускается в конденсатор. Относительная влажность пара на последней ступени в ступени низкого давления может привести к капельной эрозии или к другим возможным источникам снижения рабочих характеристик, также как деградации материала из-за ударов капель воды, что требует замены дополнительными запасными деталями.
Как описано в принадлежащем тому же заявителю патенте США № 6623241, включенного сюда полностью в качестве ссылки, расширения пара турбины в турбине низкого давления до давления в конденсаторе обычно происходит в диапазоне влажного пара. Массовое содержание конденсационной воды во влажном отработанном паре может достигать 14%. Импульс всей массы пара в паре турбины сохраняется вне зависимости от содержания конденсационной воды. Однако присутствие жидкой фазы во вращающихся и стационарных элементах турбин может привести к увеличению диссипативных потерь. В так называемой турбине низкого давления примерно 12-14% массы пара может генерироваться в форме воды. Эта потеря влаги может привести к снижению эффективности турбины низкого давления приблизительно на 6-7%, что соответствует снижению эффективности всей паросиловой установки приблизительно на 1-2%. В комбинированных циклических и нетрадиционных силовых установках вклад мощности турбины низкого давления по сравнению со всей мощностью силовой установки несколько выше, так что потери общей эффективности из-за потерь влаги могут составлять в целом между 2-2,3% или 3-3,5%.
Величина потерь зависит в большинстве случаев от размеров капель воды. В большинстве случаев в паровой фазе содержатся только мелкие капли в диапазоне микронов. Согласно новейшим исследованиям эти капли сохраняют свои размеры и не сливаются в более крупные капли, пока они продолжают плавать или течь в паре. Подобно испарениям, они текут вдоль потока пара, который прилагает импульс к лопастям. Пока капли остаются в этом диапазоне мелких размеров, они не оказывают отрицательного воздействия на работу или эксплуатационные характеристики турбины. Однако при прохождении через направляющие лопатки и вращающиеся лопатки капли растут. Полагают, что во время контакта с металлическими поверхностями, в особенности при контакте с вогнутыми металлическими поверхностями направляющих лопаток, мелкие капли конденсата распространяются по поверхности и образуют замкнутую конденсатную пленку, которая растекается на направляющих лопатках по вогнутой или выпуклой поверхностях, подвергаясь воздействию усилия сдвига пара. На задней кромке направляющей лопатки пленка текучей среды покидает поверхность, на которой она ускоряется и разделяется вращающимися лопастными колесами. Капли, образуемые при этом делении, имеют больший диаметр, чем капли, образованные при спонтанной конденсации.
Под воздействием центробежных сил эти более крупные капли отбрасываются наружу вращающимися лопатками в направлении корпуса турбины. Это означает, что часть импульса рабочей среды не передается на лопатки, что ведет к потере влажности, что уменьшает степень эффективность турбины низкого давления. Это явление усиливается при увеличении размеров и массы и, следовательно, центробежной силы капель. Кроме того, накопление воды на внутренних поверхностях корпуса турбины низкого давления ведет к потерям диссипативного трения на концах вращающихся лопаток и покрытии лопаток. В заключение увеличенные капли диапазоном от 100-200 микрон и скоростями в диапазоне более 250 м/сек вызывают эрозию, вызванную ударами капель. Эрозия зависит в значительной степени от конкретных материалов, причем особенно чувствительными являются материалы лопаток из титана и сплавов титана, которые используются предпочтительно для крупных лопастей турбины низкого давления.
Были сделаны попытки обеспечить полотна лопаток турбин покрытиями, которые увеличивают сопротивление лопаток эрозии, продлевая таким образом их срок службы. В упомянутом выше патенте '241 описан ряд различных покрытий для лопаток паровой турбины, которые состоят из твердого, износостойкого материала на подложке.
Для увеличения размера турбины низкого давления, в частности, лопаток, установленных в последней ступени турбины низкого давления, было предложено заменить сталь или титан как основной материал на композиты, такие как материалы на основе углеволокна. Несмотря на то что было опубликовано большое количество таких разработок, в настоящее время реальное применение таких композитных лопаток ограничивается лишь газовыми турбинами для современных авиационных двигателей.
Одна из причин, которая до сих пор препятствовала крупномасштабному применению композитных лопаток в области выработки электроэнергии, заключается в недостаточном сопротивлении композитных материалов эрозионным процессам, описанным выше. При постоянной бомбардировке конденсатом из водяного пара композитный материал подвергается эрозии гораздо быстрее, чем применяемые в настоящее время металлические сплавы, и поэтому он не пригоден в качестве материала для деталей с аэродинамическим профилем для крупных лопаток паровой турбины.
Для композитных лопаток описаны защитные слои, например в опубликованной патентной заявке Соединенных Штатов, US 2008/0152506 А1 и в опубликованных международных патентных заявках WO 2011/039075 и WO 2010/066648.
В опубликованной патентной заявке Соединенных Штатов №2009/0298369 А1 описаны покрытия и способы их нанесения, включающие в себя использование гидрофобно активированных частиц, включенных в состав полимерного материала покрытия, в котором покрытие служит матрицей для связывания частиц с лежащей ниже подложкой. Pg3 §38 может быть равномерно распределен.
Исходя из известных усилий в области износостойких покрытий для деталей турбин можно видеть в качестве одной цели настоящего изобретения предложение покрытия и способа покрытия, подходящего для крупных деталей паровых турбин, в особенности лопаток для турбины или ступени низкого давления.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно аспекту настоящего изобретения, предлагается покрытие с гидрофобным наполнителем, свойства которого могут быть настроены на выдерживание рабочей температуры. Этого в целом достигают с помощью гидрофобного наполнителя, являющегося полисилоксаном, который может подвергаться отжигу с целью достижения требующегося баланса температуростойкости/гидрофобности.
Аспект предлагает гидрофобное эрозионно-стойкое покрытие, нанесенное на деталь аксиально вращающегося механизма, используемую под воздействием насыщенного водой газа, характеризующееся тем, что оно имеет металлическую матрицу с полисилоксановым наполнителем, распределенным по толщине покрытия.
Согласно аспекту металлическая матрица содержит никель или его сплавы.
Согласно аспекту наполнитель распределен по толщине покрытия в виде частиц.
Согласно аспекту частицы равномерно распределены по толщине покрытия.
Согласно аспекту частицы имеют распределение по размерам, как измеренное посредством лазерной дифракции d10=0,37 мкм, D50=1,07 мкм и D90=2,31 мкм. В варианте наполнитель 14 включает в себя частицы, имеющие волокнистую, пластинчатую, сферическую и иную форму.
Согласно аспекту наполнитель составляет предпочтительно от 5 до 50 объемных % покрытия, более предпочтительно от 25 до 45 объемных % и наиболее предпочтительно от 35 до 45 объемных процентов покрытия.
Согласно аспекту покрытие имеет коррозионно-стойкий внутренний слой, свободный от наполнителя, а металлическая матрица согласно другими аспектам образует наружный слой покрытия.
Согласно аспекту деталь представляет собой деталь с аэродинамическим профилем паровой турбины.
Согласно другому аспекту деталь представляет собой деталь с аэродинамическим профилем газового компрессора или газовой турбины.
Аспект предлагает способ нанесения гидрофобного эрозионно-стойкого покрытия детали аксиально вращающегося механизма, используемой под воздействием насыщенного водой газа, включающий предоставление детали аксиально вращающегося механизма, нанесение покрытия, содержащего металлическую матрицу с полисилоксановым наполнителем, распределенным по толщине металлической матрицы, и отжиг наполнителя с обеспечением повышенной температуростойкости полисилоксанового наполнителя.
Согласно аспекту проводят отжиг перед нанесением покрытия на упомянутую деталь.
Согласно аспекту проводят отжиг после нанесения покрытия на упомянутую деталь.
Согласно аспекту покрытие наносят электролитическим плакированием никелем или химическим восстановлением.
Толщина слоя металлической матрицы на подложке, которая может быть выполнена из никеля или титана, обычно составляет 10-300 микрон. И подложка или базовый материал, на который наносится покрытие, может включать углеродистые стали, хромо-никелевые стали, материалы на основе титана и композитные материалы. Эти материалы используются, например, для статических и вращающихся направляющих лопаток или лопаток турбин, которые могут превышать по высоте 1 м.
Эти и другие аспекты изобретения станут очевидными из последующего подробного описания и чертежей, перечисленных ниже. Например, покрытие в различных вариантах реализации настоящего изобретения допускает локальное восстановление покрытия после эрозии при эксплуатации без снятия как в монтированном, так и в демонтированном состоянии и таким образом предлагает простое и экономически эффективное решение.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее будут описаны приведенные в качестве примера варианты реализации изобретения со ссылкой на прилагаемые чертежи, на которых:
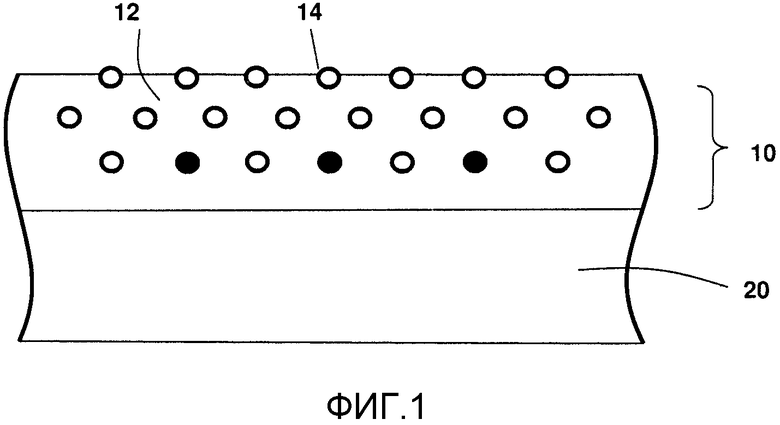
на Фиг. 1 представлен вид в разрезе детали паровой турбины, демонстрирующий покрытие приведенного в качестве примера варианта реализации изобретения; и
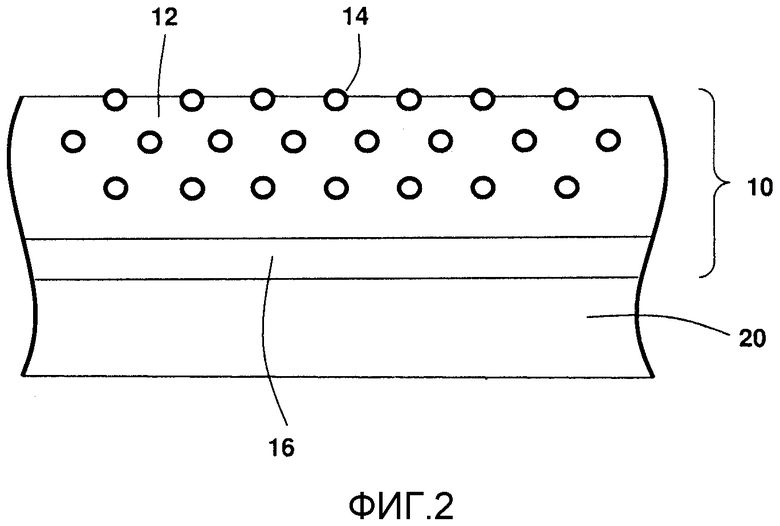
на Фиг. 2 показан вид в разрезе детали и покрытия с Фиг. 1, включающий также в себя внутренний и наружный слой покрытия;
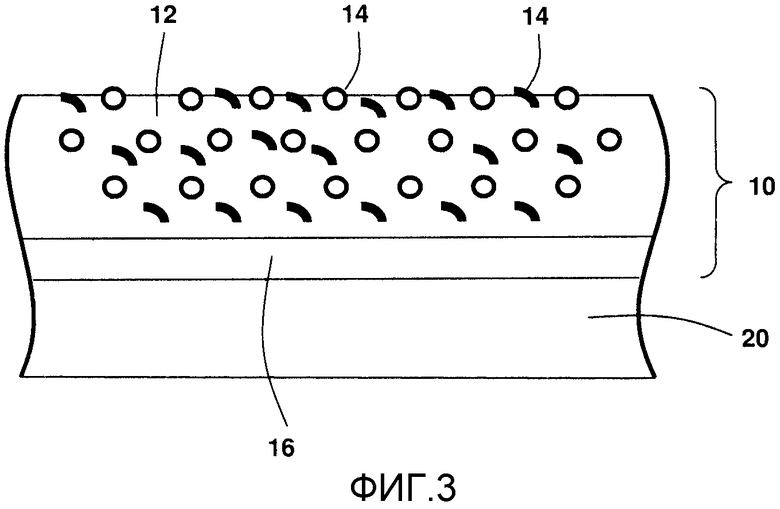
на Фиг.3 показан вид в разрезе детали и покрытия чешуйчатыми частицами.
ПОДРОБНОЕ ОПИСАНИЕ
В данном описании следующие термины имеют следующие определения.
«Гидрофобный» определяется как материал с краевым углом, измеренным статическим методом лежащей капли, между твердой поверхностью материала и водяной каплей, превышающим 90 градусов.
Силоксаны определяются как функциональная группа в химии кремний-органических соединений, которая имеет связь Si-O-Si. Силоксаны включают в себя полимерные гидриды, которые упоминаются как силиконы или полисилоксаны, и которые имеют формулу H3-Si-[O-SiH2]n-O-SiH3, где атомы водорода могут быть замещены галогенами или органическими группами,
Температуростойкость определенных полисилоксанов можно варьировать путем варьирования степени образования перекрестных связей и пиролиза/гидролиза, при которых происходит последовательная замена содержащих углерод концевых групп кислородом для образования SiO2. Результатом является увеличение в полисилоксане отношения керамики (SiO2) к органике, что увеличивает температуростойкость, но обычно оказывает пагубное воздействие на гидрофобность.
На фиг. 1 показано покрытие 10 приведенного в качестве примера варианта реализации покрытия 10, которое по меньшей мере частично покрывает деталь 20 аксиально вращающегося механизма, подвергающуюся ударам водяных капель, причем покрытие 10 содержит металлическую матрицу 12 с полисилоксановым распределенным наполнителем 14. Такие установки включают в себя паротурбинные установки и осевые компрессоры, которые являются частью газотурбинной установки, в частности газотурбинных установок, снабженных средством впрыска воды перед компрессором. Пригодность покрытия 10 для аксиально вращающихся механизмов является результатом устойчивости покрытия 10 к эрозии, температуростойкости и допустимых значений pH. По этой причине приведенный в качестве примера вариант реализации особенно пригоден для использования как в паровых турбинах, так и в компрессорах. Однако изобретение не ограничивается только такими механизмами, но и может альтернативно использоваться в любых влажных средах с высокой температурой, где требуется, чтобы покрытие 10 обеспечивало защиту от эрозии за счет твердости и температуростойкости, а также гидрофобных свойств за счет включения в него частиц гидрофобного наполнителя.
Эффект наполнителя 14, равномерно распределенного в покрытии 10, заключается в том, что он гарантирует, что во время неизбежной эрозии покрытия, которая происходит в агрессивной среде паровых турбин и компрессоров в тех областях, где присутствует влага, несмотря на материалы, такие как сплавы титана и никеля, все же существует проблема эрозии.
В различных приведенных в качестве примера вариантах реализации наполнитель 14 может быть волокнистым, иметь пластинчатую, сферическую или иную форму. В каждом случае распределение по размерам, как измеренное посредством лазерной дифракции, предпочтительно равно d10=0,37 микрон, D50=1,07 микрон и D90=2,31 микрон. Заполнение металлической матрицы 12 находится в пределах от 5 до 50 объемных %, предпочтительно в пределах 25-45 объемных % и наиболее предпочтительно в пределах 35-45 объемных %.
В приведенном в качестве примера варианте реализации покрытие включает в себя больше чем один вид наполнителя 14, причем определение вида включает в себя форму, размеры, материал и степень образования поперечных связей/пиролиза/гидролиза.
В приведенном в качестве примера варианте реализации, показанном на фиг. 2, покрытие 10 включает в себя устойчивый к эрозии внутренний слой 16 и наружный слой 12, причем внутренний слой 16 помещается между наружным слоем 12 и деталью механизма 20. Назначение внутреннего слоя 16 заключается в защите детали механизма 20 в случае эрозии наружного слоя 12.
В приведенном в качестве примера варианте реализации, показанном на фиг. 3, частицы могут быть сферическими частицами, чешуйчатыми частицами, сочетанием сферических и чешуйчатых частиц.
В приведенном в качестве примера варианте реализации покрытие 10 может быть нанесено на деталь механизма 20, или альтернативно внутренний слой 16 с использованием электролитического способа нанесения никель-фосфорного покрытия с использованием способа, приспособленного согласно известному электролитическому способу нанесения покрытия Ni-P-PTFE, описанного, например, в "Chemisches Vernicken", автор: N/Kanari, E.G. Leuze Verlag 2007 (ISBN 978-3-87480-229-1) pg. 510-513. Способ включает в себя технологические этапы химического восстановления никеля в восстановителе, в котором частицы наполнителя 14 равномерно взвешены с помощью смачивающего средства. Таким образом, частицы наполнителя 14 равномерно распределяются в никелевом покрытии 10, когда оно наносится на деталь механизма 20.
В другом приведенном в качестве примера варианте реализации покрытие 10 наносится способом плакирования путем химического восстановления никеля, известного в технике.
В еще одном приведенном в качестве примера варианте реализации покрытие 10 наносится с использованием многослойного принципа, при котором слои наносятся различными способами, например, или способом плакирования путем химического восстановления никеля, и электролитическим нанесением никеля.
В приведенном в качестве примера способе, который может быть применен, используется контролируемый отжиг покрытия, содержащего полисилоксановый наполнитель 14, для подбора температуростойкости и гидрофобных свойств наполнителя. Фактическая требующаяся температура отжига не является одинаковой, но вместо этого должна сочетаться с требующимся конечным применением покрытия с учетом присутствия каталитических веществ, таких как кислоты, олово и соединения титана, которые влияют на степень образования поперечных связей/пиролиз/гидролиз и на фактический состав и форму полисилоксана. Особым преимуществом подбора полисилоксанов по сравнению с альтернативным полимерным гидрофобным наполнителем 14 является то, что подбор позволяет производить покрытия с полимерными гидрофобными частицами наполнителя, которые подходят для применения в случаях, когда температуры превышают 400° и даже 500°. Способ включает в себя отжиг компонента, имеющего покрытие, содержащего наполнитель из полисилоксановых частиц, так что температуростойкость наполнителя повышается. В приведенном в качестве примера варианте реализации это делают после того, как наполнитель 14 погружают в металлическую матрицу 12, например во время термообработки детали механизма 20, выполняемой, например, с целью улучшения адгезивных свойств покрытия на детали механизма 20. В другом приведенном в качестве примера варианте реализации этап отжига завершают перед погружением наполнителя 14 в металлическую матрицу 12. Это может быть сделано, например, когда этап отжига значительно изменяет плотность наполнителя 14. Таким образом, любая усадка наполнителя 14 в результате пиролиза происходит перед его погружением в металлическую матрицу 12.
Такие покрытия и способ могут быть успешно использованы для покрытий в паровой турбине, в особенности в паровых турбинах низкого давления в качестве отбрасывающих туман покрытий для того, чтобы понизить/избежать потерь, вызванных конденсацией пара.
Настоящее изобретение было описано выше исключительно в качестве примера, в котором в пределах объема изобретения могут быть внесены модификации. Изобретение может также содержать любые отдельные признаки, описанные или подразумевающиеся здесь или показанные на чертежах, или любое сочетание любых таких признаков или любое обобщение любых таких признаков или сочетание, которое распространяется на их эквиваленты. Например, хотя описанные приведенные в качестве примера варианты реализации гидрофобного наполнителя исключительно содержат частицы полисилоксана, частицы полисилоксана могут использоваться в сочетании с другими гидрофобными частицами, включая, например, те, которые основаны на CFx. Таким образом, ширина и объем настоящего изобретения не должны ограничиваться любым из описанных выше, приведенных в качестве примера вариантов реализации. Альтернативные признаки, служащие тем же, равнозначным или сходным целям, могут заменить каждый признак, раскрытый в описании, включая чертежи, если только специально не оговорено иное. Если только ясно не указано иное, любое обсуждение существующих технических решений в описании не является допущением того, что такие технические решения широко известны или образуют часть обычного общего познания в этой области.
ССЫЛОЧНЫЕ ПОЗИЦИИ
10 покрытие
12 наружный слой/металлическая матрица
14 наполнитель
16 внутренний слой
20 деталь механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОРГАНОВ, ПОДВЕРГАЮЩИХСЯ ЭРОЗИИ ПОД ВОЗДЕЙСТВИЕМ ЖИДКОСТЕЙ, ПРОТИВОЭРОЗИОННЫЙ СПЛАВ ДЛЯ ПОКРЫТИЙ И РАБОЧИЙ ОРГАН | 2003 |
|
RU2333365C2 |
| УСТОЙЧИВЫЕ К КАПЛЕУДАРНОЙ ЭРОЗИИ ПОКРЫТИЯ ДЛЯ ТУРБИННЫХ ЛОПАТОК И ДРУГИХ КОМПОНЕНТОВ | 2018 |
|
RU2795437C2 |
| СПЛАВ НА ОСНОВЕ КОБАЛЬТА ДЛЯ ПОКРЫТИЯ ОБЪЕКТОВ, ПОДВЕРГАЮЩИХСЯ ЭРОЗИИ ЖИДКОСТЯМИ | 2003 |
|
RU2311472C2 |
| МАТРИЦА И СЛОИСТАЯ СИСТЕМА С НЕСТЕХИОМЕТРИЧЕСКИМИ ЧАСТИЦАМИ | 2007 |
|
RU2412277C2 |
| МАТЕРИАЛ И СИСТЕМА СЛОЕВ | 2006 |
|
RU2395624C2 |
| ПРЕДВАРИТЕЛЬНО СПЕЧЕННАЯ ЗАГОТОВКА С ВЫСОКОЙ ТЕРМОСТОЙКОСТЬЮ, ИСПОЛЬЗУЕМАЯ, В ЧАСТНОСТИ, В КАЧЕСТВЕ АБРАЗИВНОГО ПОКРЫТИЯ ДЛЯ ЛОПАТОК ГАЗОВОЙ ТУРБИНЫ | 2022 |
|
RU2825685C1 |
| ЗАЩИТНЫЙ СЛОЙ ДЛЯ ТИТАНОВЫХ ЛОПАТОК ТУРБИНЫ ПОСЛЕДНЕЙ СТУПЕНИ | 2012 |
|
RU2601674C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭРОЗИОННО СТОЙКОГО ПОКРЫТИЯ, СОДЕРЖАЩЕГО НАНОСЛОИ, ДЛЯ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2007 |
|
RU2386724C2 |
| КОМПОНЕНТ ТУРБОМАШИНЫ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 2020 |
|
RU2776388C1 |
| СЛОИСТАЯ СИСТЕМА ПОКРЫТИЯ СО СЛОЕМ MCRALX И СЛОЕМ, БОГАТЫМ ПО ХРОМУ, И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2542870C2 |
Изобретение относится к покрытию деталей турбины, а именно к гидрофобному эрозионно-стойкому покрытию, нанесенному на деталь аксиально вращающегося механизма, используемую под воздействием насыщенного водой газа, и к способу нанесения этого покрытия. Упомянутое покрытие имеет металлическую матрицу с полисилоксановым наполнителем, распределенным по толщине покрытия. После нанесения упомянутого покрытия проводят отжиг наполнителя с обеспечением повышенной температуростойкости полисилоксанового наполнителя. Обеспечивается требуемый баланс температуростойкости и гидрофобности покрытия, и повышается его долговечность. 2 н. и 12 з.п. ф-лы, 3 ил.
1. Гидрофобное эрозионно-стойкое покрытие, нанесенное на деталь аксиально вращающегося механизма, используемую под воздействием насыщенного водой газа, характеризующееся тем, что оно имеет металлическую матрицу с полисилоксановым наполнителем, распределенным по толщине покрытия.
2. Покрытие по п. 1, в котором металлическая матрица содержит никель или его сплавы.
3. Покрытие по п. 1, в котором наполнитель распределен по толщине покрытия в виде частиц.
4. Покрытие по п. 3, в котором частицы равномерно распределены по толщине покрытия.
5. Покрытие по п. 3, в котором частицы имеют распределение по размерам, измеренное посредством лазерной дифракции d10=0,37 мкм, D50=1,07 мкм и D90=2,31 мкм.
6. Покрытие по п. 1, в котором наполнитель составляет от 5 до 50 объемных % покрытия.
7. Покрытие по п. 1, в котором наполнитель составляет от 25 до 45 объемных %, более предпочтительно от 35 до 45 объемных % покрытия.
8. Покрытие по п. 1, которое имеет коррозионно-стойкий внутренний слой, свободный от наполнителя, а металлическая матрица образует наружный слой покрытия.
9. Покрытие по п. 1, в котором деталь является деталью с аэродинамическим профилем паровой турбины.
10. Покрытие по п. 1, в котором деталь представляет собой деталь с аэродинамическим профилем газового компрессора или газовой турбины.
11. Способ нанесения гидрофобного эрозионно-стойкого покрытия на деталь аксиально вращающегося механизма, используемую под воздействием насыщенного водой газа, включающий предоставление детали аксиально вращающегося механизма, нанесение покрытия, содержащего металлическую матрицу с полисилоксановым наполнителем, распределенным по толщине металлической матрицы, и отжиг наполнителя с обеспечением повышенной температуростойкости полисилоксанового наполнителя.
12. Способ по п. 11, в котором проводят отжиг перед нанесением покрытия на упомянутую деталь.
13. Способ по п. 11, в котором проводят отжиг после нанесения покрытия на упомянутую деталь.
14. Способ по п. 11, в котором покрытие наносят электролитическим плакированием никелем или химическим восстановлением.
| US 2002098083 A1, 25.07.2002 | |||
| Состав для покрытия по металлу | 1982 |
|
SU1027181A1 |
| ВИБРАЦИОННЫЙ ИЗМЕРИТЕЛЬ, ВКЛЮЧАЮЩИЙ В СЕБЯ УСОВЕРШЕНСТВОВАННЫЙ КОЖУХ | 2010 |
|
RU2522130C1 |
| EP 1870485 A1, 26.12.2007 | |||
| ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ | 2002 |
|
RU2233534C2 |

