Изобретение относится к способу получения нетканых материалов методами электроформования ультратонких полимерных волокон из растворов полимеров в органических растворителях (Электроформирование - способ получения волокнисто-пористого слоя из различных по размерам и полимерам волокон в электростатическом поле с определенной структурой и схемой их размещения по глубине и по площади. Электроформование - получение и вытягивание из заряженных растворов различных полимеров волокон в электростатическом поле в виде насыщенных растворителем струек и отвержденных, не содержащих растворителей ультратонких волокон, с последующим их осаждением на заземленной осадительной поверхности).
Открытие, развитие и совершенствование метода электроформования растворов полимеров для получения ультратонких волокон имеет давнюю и богатую историю. Однако промышленное освоение таких процессов началось сравнительно недавно с 1936-1937 гг., с момента открытия академиком Игорем Васильевичем Петряновым-Соколовым способа получения волокнисто-пористых материалов ФП, которые впервые были использованы не с целью переработки их в текстильную нить и в трикотажные изделия. Заслуга И.В. Петрянова - отечественного первооткрывателя электрокапиллярного способа формования ультратонких полимерных волокон состоит не только в том, что он впервые создал удивительный по своей оригинальности процесс и промышленную технологию формования бесконечно длинного полимерного волокна диаметром от 0,3 мкм до 7 мкм и выше, но и в том, что им впервые создан целый класс нетканых волокнисто-пористых материалов ФП для целей высокоэффективной фильтрации аэрозолей. Именно с этой целью материал ФП (ранее назывался как "БФ" - боевой фильтр) использовался в качестве противоаэрозольного фильтра в боевых противогазах Красной Армии, качество которого сыграло особую роль в том, что фашистская Германия в период ВОВ не рискнула применить отравляющие вещества. Но этот факт сыграл трагическую роль в развитии метода ФП, поскольку технология и сами изделия из материалов ФП были закрыты для более широкого их применения и совершенствования(Б.И. Огородников, П.И. Басманов.
"И.В. Петрянов и лаборатория Аэрозолей в дни Великой отечественной войны". Восьмые Петряновские чтения. Москва, 28-30 июня 2011 г. Сборник трудов. - М.: МГИУ, 2011. - титул, стр.10-11)[1], (Э.А. Дружинин. "Производство и свойства фильтрующих материалов из ультратонких полимерных волокон ФП". Москва, ИздАТ, 2007 г., титул, стр.98-99, стр.124-125, стр.172-173 - прототип, стр.180-185) [2].
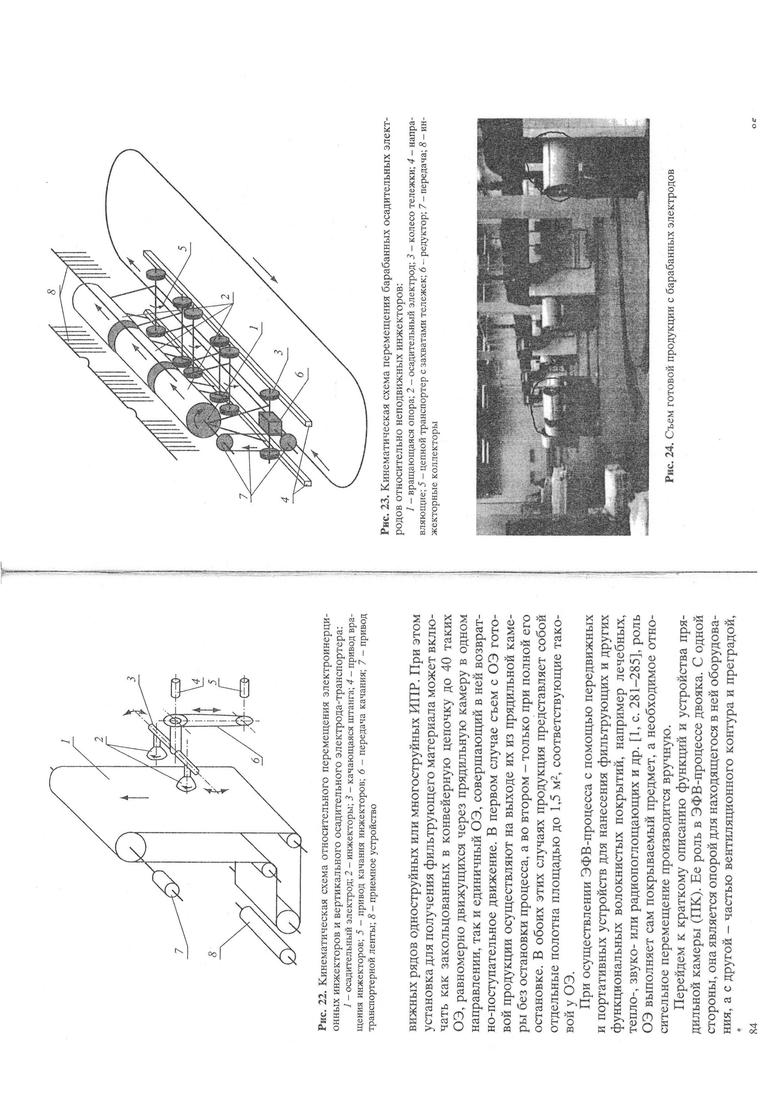
Суть метода электроформования полимерных волокон состоит в том, что вытекающая из специального волокнообразующего устройства, которое находится под высоковольтным отрицательным по знаку потенциалом, заряженная струйка раствора полимера в межэлектродном пространстве вытягивается в бесконечно длинное волокно и, переходя из жидкого состояния после испарения растворителя, осаждается в виде отвержденного (твердого) волокна на заземленной поверхности специального осадительного электрода. В качестве такого заземленного осадительного электрода может быть бесконечная лента, вращающийся барабан, несколько барабанов или конвейер из множества таких заземленных и сцепленных друг с другом барабанов в виде подвижного поезда, выполненных из металла.
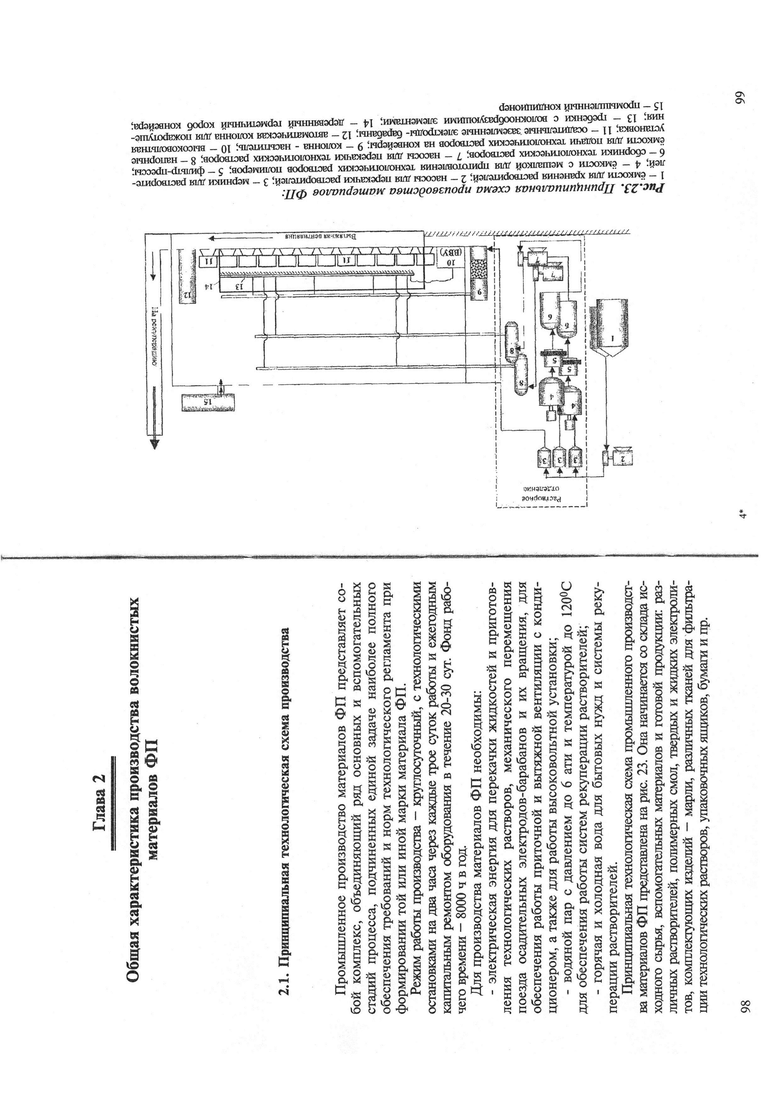
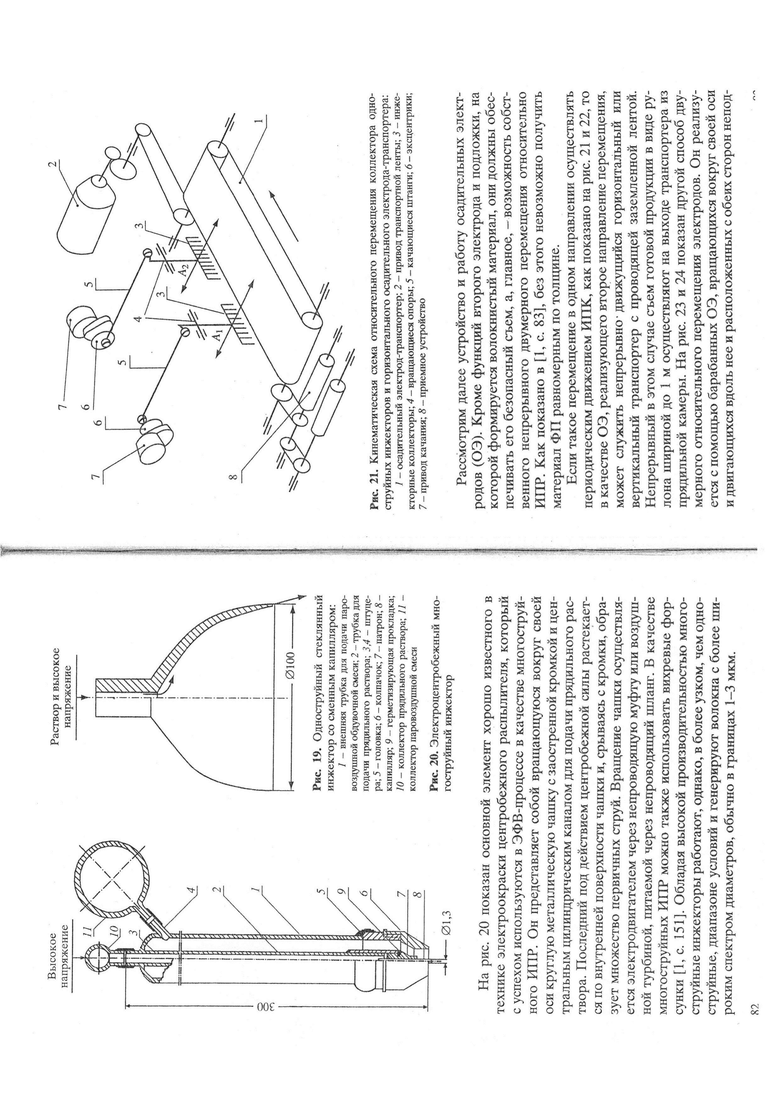
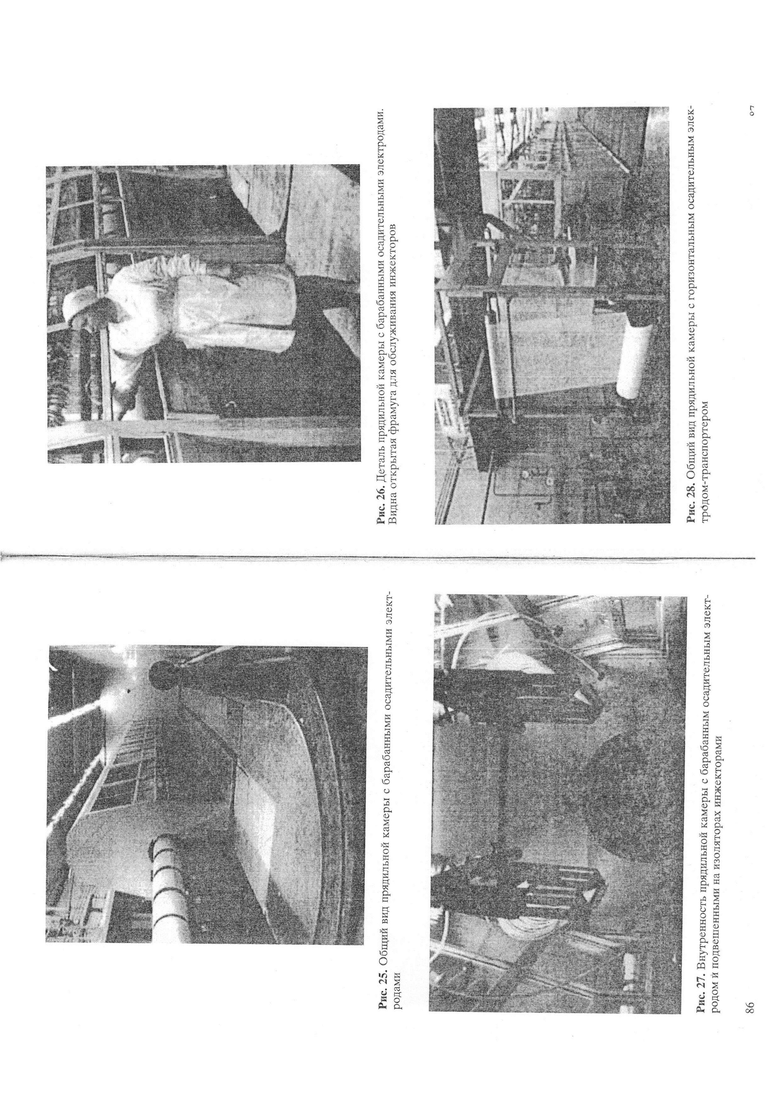
Первый промышленный конвейер материалов ФП состоял из подвижного поезда множества заземленных вращающихся барабанов, что позволяло формировать исключительно равномерный по толщине слой отдельного полотна из заряженных волокон волокнисто-пористого материала ФП. По варианту этого барабанного способа формирования материала ФП на каждом барабане формировался слой, размер которого соответствовал площади заземленной поверхности вращающегося барабана. Традиционно размер получаемого полотна равнялся одному квадратному метру и эти полотна в дальнейшем подвергались раскрою под заданные размеры конечного изделия. Отработан процесс получения материала ФП и в виде рулонного полотна на осадительном заземленном электроде в виде бесконечной ленты, ширина которой определялась размерами конечного изделия: от ширины 700, 900 мм, равной ширине отбеленной медицинской марли, до ширины 35, 50, 60 и 120 мм, равной ширине фильтрующих аналитических лент для лентопротяжных механизмов приборов непрерывного контроля аэрозольного мониторинга (П.И. Басманов, В.Н. Кириченко, Ю.Н. Филатов, Ю.Л. Юров. "Высокоэффективная очистка газов от аэрозолей фильтрами Петрянова". Москва. НАУКА, 2003, титул, рис.21, рис.23-28) [3]. При барабанном способе получения материала ФП конвейер с разрезными барабанами размещался в изолированном деревянном корпусе, внутри которого по обе стороны от поезда с барабанами размещались гребенки со множеством волокнообразующих элементов, каждый из которых строго калибровался под заданную и регулируемую объемную скорость истечения волокнообразующего полимерного раствора (подача раствора - см3/мин), находящегося под высоковольтным потенциалом(Там же, рис.26, рис.27) [3].
Первое промышленное производство материалов ФП по барабанному способу из Твери в августе 1941 г. было эвакуировано в г. Соликамск и г. Березники и уже к 1942 году начало выпуск товарной продукции для противогаза при средней производительности одного конвейера, равной 18-20 кв.м/час. В условиях военного времени ОТК производства отчитывалось о выпуске материалов ФП перед Правительством СССР еженедельно, настолько важной и необходимой считалась эта продукция. И, конечно, в это время никто из разработчиков процесса не думал о защите своих авторских прав.
Согласно первому проекту барабанной технологии поверхность заземленного осадительного электрода изготавливалась из листовой стали Ст.3 толщиной 2-2,5 мм и защищалась слоем марли, закрепляемой на длительный период с помощью клейстера. Это было необходимо для защиты от следов коррозии уже другой, рабочей подложки из отбеленной медицинской марли, которая выполняла роль прочной основы при съеме волокнистого слоя без нарушения его целостности и высокой равномерности. Эта рабочая подложка предварительно увлажнялась и равномерно разглаживалась на барабане рабочей-намотчицей так, чтобы исключалась возможность сползания и раскручивания марли при вращении барабана в коробе конвейера. Концы марлевой подложки заправлялись с помощью жгутов в поперечный по всей его ширине разрез барабана, т.н. разрезного барабана. В последующих проектах 1960-1965 гг. при строительстве новых производств ФП были учтены недостатки старой конструкции барабана и обечайка разрезного барабана изготавливалась из листа нержавеющей стали типа 1Х18Н9Т толщиной 1,5-2 мм. После изготовления барабана его осадительная поверхность зачищалась и полировалась. Тем не менее на барабане вынуждено закреплялись два слоя марли, что позволяло скрыть дефекты поверхности барабана от вмятин и следов точечной электросварки.
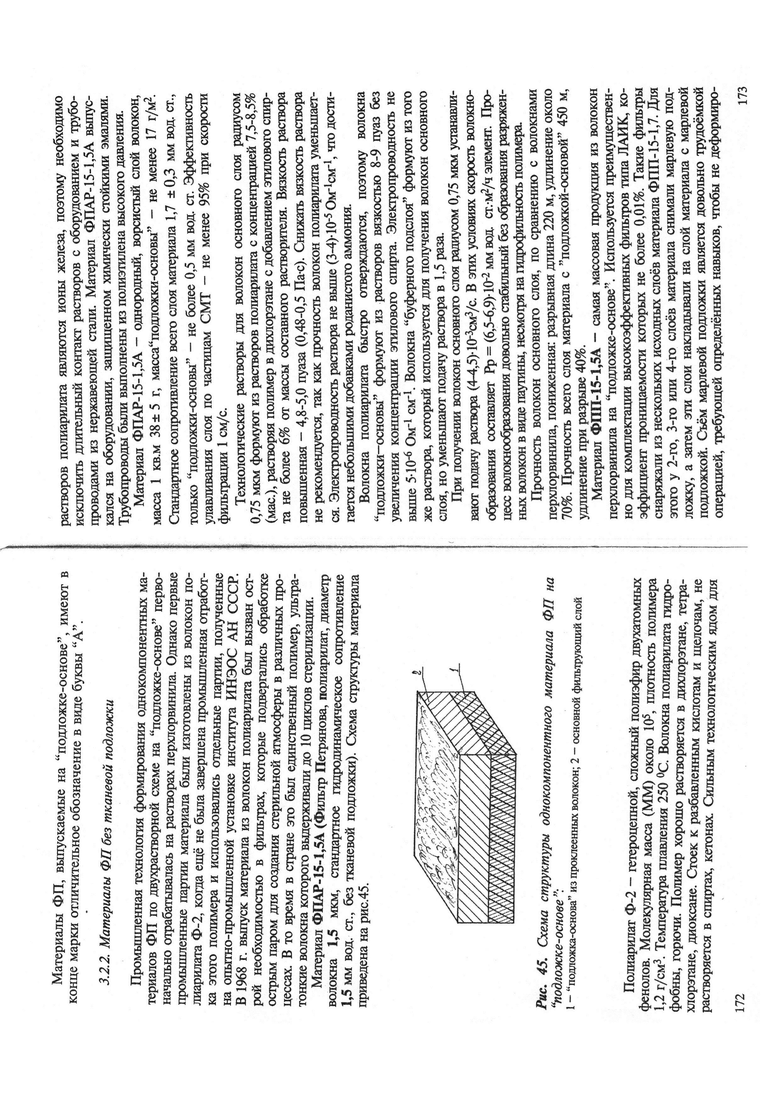
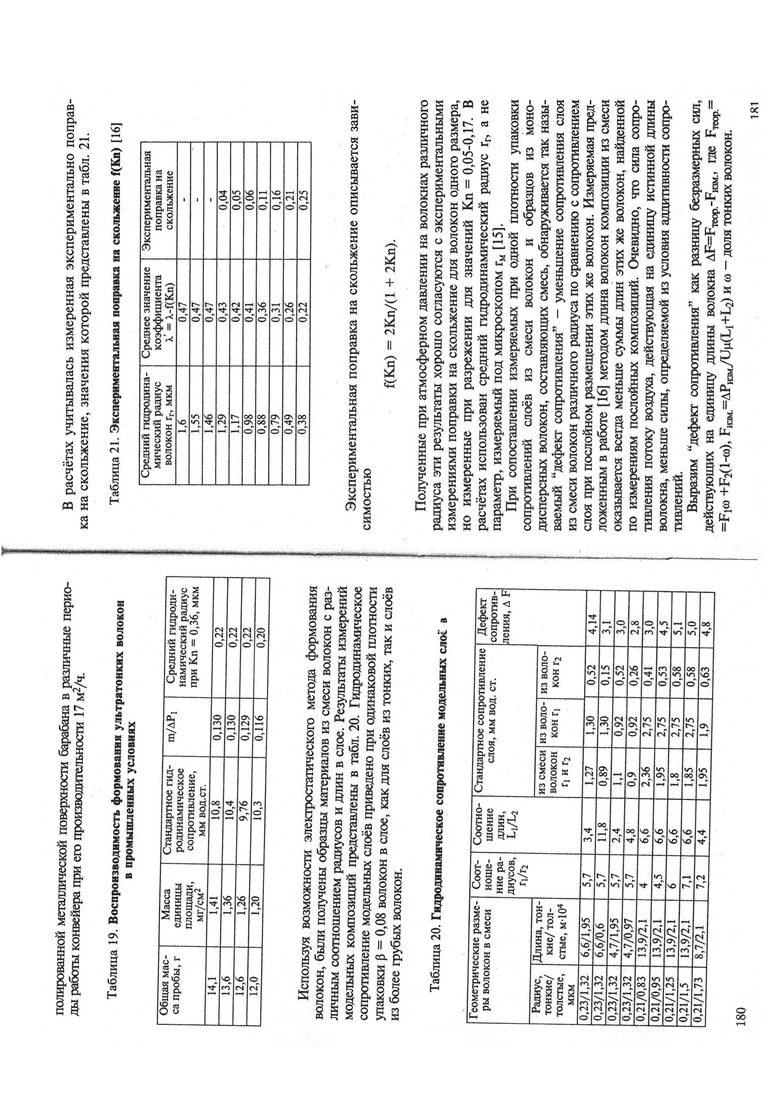
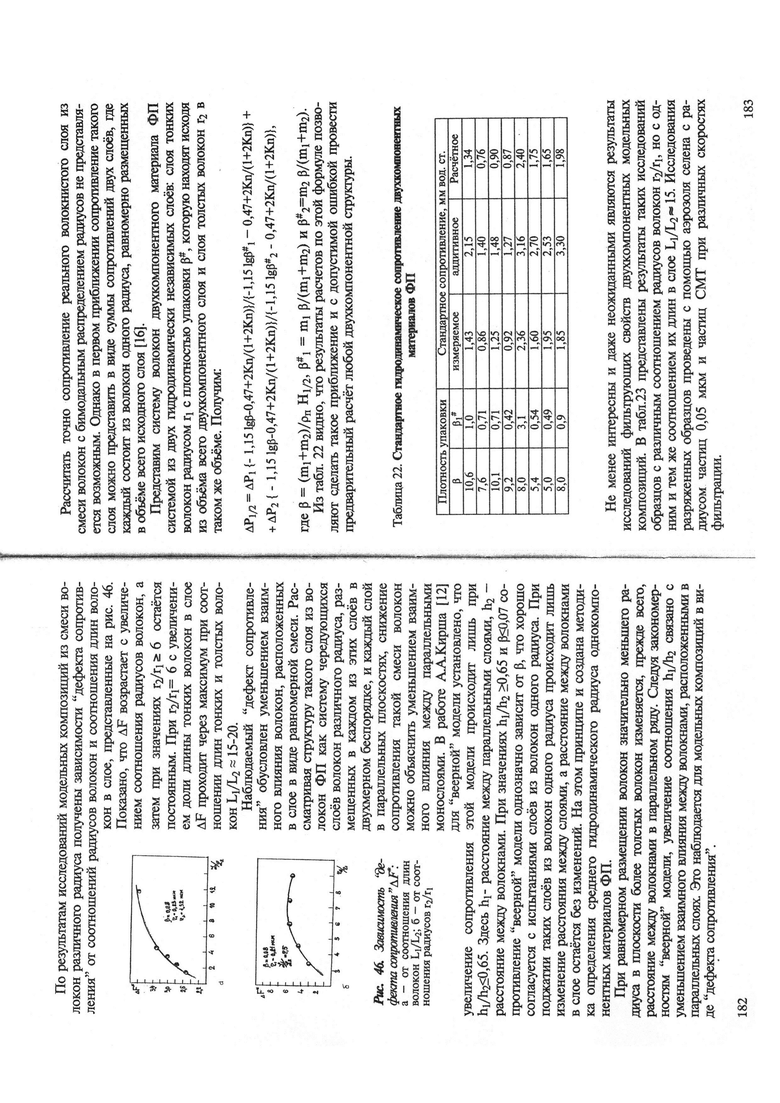
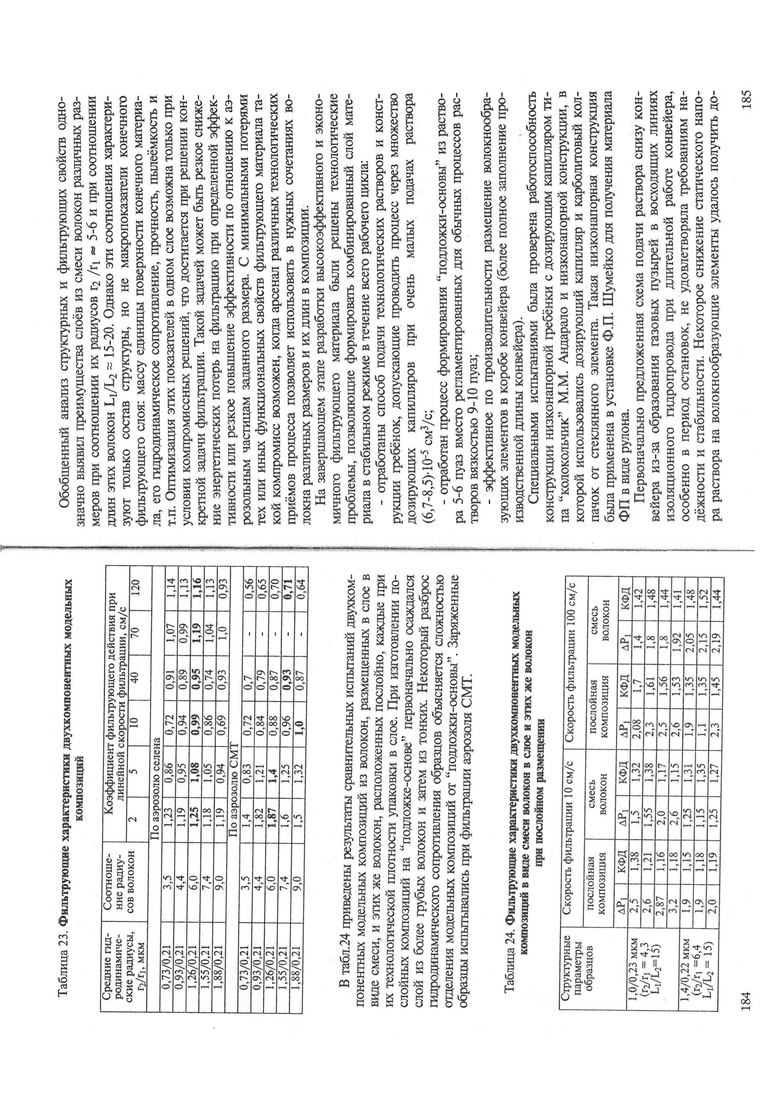
На новых производствах скорость конвейеров выросла более чем в 5 раз и при получении материала ФПП-15-1,7 производительность конвейера уже составляла 55-60 кв.м/час. Производительность конвейера при выпуске материала ФПП-70-0,3 составляла уже 100-120 кв.м/час. Такие скорости потребовали резкого увеличения числа обслуживающего персонала на намотке рабочей подложки из марли. Необходимо было исключить из процесса намотку тканевой основы и отработать процесс формирования волокнистого слоя без применения марли, перкали или батиста. Это диктовалось не только требованиями снижения доли ручного труда в производстве материалов ФП, но и требованиями дальнейшего совершенствования технологии и повышения эффективности фильтрации из-за устранения негативного влияния "позитивной реплики" тканевой основы, когда на узлах переплетений нитей ткани группировались подвижные заряженные волокна, создавая микро неравномерность идеальной двухмерной структуры волокон ФП. Это влияние неравномерностей структуры особенно сильно проявлялось при фильтрации аэрозолей волокнами особенно диаметром от 1 мкм и меньше. Решение поставленной задачи значительно упрощалось, когда был предложен безопасный способ осаждения сразу в виде вытягивающихся в электрическом поле ультратонких струек в состоянии, когда в них еще оставался растворитель полимера ("жидкое" волокно). Размер таких струек на барабане практически приближался к диаметру 5-7 мкм уже отвержденного волокна, не содержащего растворитель. В этом случае осаждаемые в слое струйки раствора на барабане проклеивались (скреплялись, сцеплялись) друг с другом без применения какого-либо связующего в местах их взаимного контакта, а также любого иного дополнительного воздействия (давление, термообработка, обработка парами растворителя и т.п.). Образовывался пористый слой из волокон, прочность которого позволяла формировать основной фильтрующий слой, например, из перхлорвинила, диаметром 1,5 мкм материала ФПП-15-1,5А и снимать его с барабана площадью 1 кв.м. Однако при массовом производстве различных марок материалов ФП отделение сформированного слоя зачастую сопровождалось сдирами (разрушением) полотен, когда нельзя было отделить слой "подложки-основы" из проклеенных друг с другом волокон от поверхности барабана, т.е. последняя прочно прилипала к металлической поверхности заземленного барабана из-за случайно образующихся мелких капель полимерного раствора, которые осаждались на "подложку-основу" Исследования показали, что к появлению отдельных капель раствора приводят различного рода нарушения в стабильной работе волокнообразующих элементов (проявление прямой электрической короны), которые формуют насыщенные растворителем струйки - "жидкие" волокна. К этим нарушениям приводят колебания характеристик (вязкость, электропроводность) рабочих полимерных растворов при каждом новом заполнении напорных емкостей и отклонения от стабильной работы паровоздушной смеси для защиты элементов от подсыхания на них раствора, а также незащищенные марлей углы с противоположных сторон поперечного разреза барабана. На это указывает характерный шум обратной электрической короны при периодическом вращении разрезного барабана со скоростью вращения около 60-70 оборотов в минуту. Такой процесс приводил к значительному количеству отбракованных полотен, что считалось неприемлемым. Применение различного рода защитных смазок поверхности отполированного барабана из нержавеющей стали не решали возникшую проблему. Было принято решение защитить поверхность барабана слоем из отвержденных малопрочных волокон, формуемых в общем процессе получения фильтрующего материала. Этот слой получил название "буферный подслой" и выполнял роль жертвенного слоя, защищающего поверхность барабана от случайных мелких капель, которые осаждались бы уже на тонкий слой ультратонких волокон "буферного подслоя". Экспериментально установлено, что для надежной защиты поверхности заземленного барабана вполне достаточна толщина слоя волокон массой единицы площади, равной 10-15 г/м2 (плотность слоя), диаметром от 1,5-0,5 мкм. В процессе съема любого полотна материала ФП этот "буферный подслой" разрушался и часть его оставалась на барабане. Однако такая подложка, состоящая только из "жидких" волокон, имела повышенное стандартное аэродинамическое сопротивление свыше 0,7 мм вод. ст., в то время как марля имела аэродинамическое сопротивление всего 0,05 мм вод. ст. Более того, такая подложка была очень хрупкой, с малым 5-7% относительным удлинением при разрыве, с наружной поверхностью, покрытой мелкими бугристыми вкраплениями. Устранить эти недостатки удалось при одновременном осаждении "жидких" и отвержденных ("сухих") волокон в виде их равномерной смеси при формировании самой "подложки-основы". От соотношения длин таких волокон в равномерной по площади их смеси зависят прочность "подложки-основы" на разрыв, относительное удлинение при разрыве и состояние ее поверхности. Оказалось, что и аэродинамическое сопротивление смеси волокон всегда меньше, чем аэродинамическое сопротивление каждого слоя из таких же волокон в отдельности. Установлено, что оптимальным соотношением длин волокон в смеси является соотношение 1:5-6, это соотношение эквивалентно оптимальному количеству контактов между волокнами и, тем самым, оптимальной прочности слоя на разрыв, т.е. количеству волокон, которые принимают одновременно участие при разрыве образца. Соотношение диаметров разнородных волокон определяется чисто технологическими условиями формования волокон "буферного подслоя" и волокон основного фильтрующего слоя, осаждаемого на "подложку-основу" и может колебаться в довольно широких пределах (Э.А Дружинин. "Производство и свойства фильтрующих материалов ФП из ультратонких полимерных волокон". М., ИздАТ, 2007 г., стр.180-185) [2].
В окончательном варианте получен способ создания волокнисто-пористых материалов методами электроформования ультратонких волокон из заряженных растворов полимеров при осаждении их без тканевой основы на заземленный электрод из стального листа толщиной 1,5-2,5 мм первоначально в виде отвержденных (сухих) волокон "буферного подслоя" с последующим осаждением волокон "подложки-основы" из смеси "жидких" и отвержденных (сухих) волокон при различном соотношении их диаметров и длин в слое. С момента промышленного освоения способа в 1968 г. ежегодно выпускалось 1 млн. кв.м материала ФПП-15-1,5А, около 0,5 млн. кв.м материала ФПП-20 С и ФПП-20 СГ и ряд других материалов ФПП-Д и ФПП-ДС, аналитических видов - НЭЛ-3, НЭЛ-4 и ЛФС-2. Как уже указывалось выше, без предварительного нанесения отвержденных ("сухих") волокон "буферного подслоя" на разрезной барабан из стального листа отработать стабильный процесс формирования материала ФП не представляло возможным. Нанесение разрушаемого "буферного подслоя" приводит к потере около 10% производительности конвейера, т.к. эти волокна в дальнейшем не участвуют в процессах фильтрации аэрозолей и требуется очищать барабан от остатков отвержденных волокон на его поверхности. Волокна же "подложки-основы" сами по себе являются очень хорошим аэрозольным фильтром и участвуют в процессе фильтрации аэрозолей вместе с волокнами основного фильтрующего слоя. Такая "подложка-основа" при аэродинамическом сопротивлении 0,3-0,5 мм вод. ст. уступает по сопротивлению медицинской марле, но эффективность фильтрации (качество фильтра) материала без тканевой подложки не только не снижается, но и повышается из-за устранения "позитивной реплики". Так, коэффициент фильтрующего действия (КФД) α=-logK/ΔР1 материала ФПП-15-1,5 равен 0,9, а этого же материала на "подложке-основе" ФПП-15-1,5 А равен 1,0 (измерения разряженных образцов по стандартному масляному туману (СМТ) с диаметром частиц 0,34 мкм). Где K-коэффициент проскока монодисперсного аэрозоля, ΔР1 - стандартное аэродинамическое сопротивление фильтрующего слоя при скорости фильтрации 1 см/с.
Исторически сложилась так, что материалы ФПП из гидрофобного полимера перхлорвинила занимали 80-85% всего товарного производства материалов ФП, 7-10% от общего производства занимали материалы ФПА-15-2,0 из гидрофильного полимера ацетилцеллюлозы, при этом получить "жидкие волокна" из этого полимера в безопасном режиме не удалось и этот материал всегда выпускался на тканевой подложке. Материалы ФП из других полимерных волокон, таких как поликарбонат, политрифторстирол, полисульфон, полиарилат, хлорированные полиолефины и др. при определенных условиях для каждого полимера формировали и осаждали на заземленном электроде отвержденные волокна "буферного подслоя", "жидкие" и отвержденные волокна в смеси для "подложки-основы" и получали на стальной поверхности разрезного барабана слои товарной продукции без тканевой основы. Но наиболее эффективно была отработана технология получения любых материалов ФП из перхлорвинила, производство которых для различных изделий к 1989-1990 гг. достигало 5-6 млн. кв.м в год.
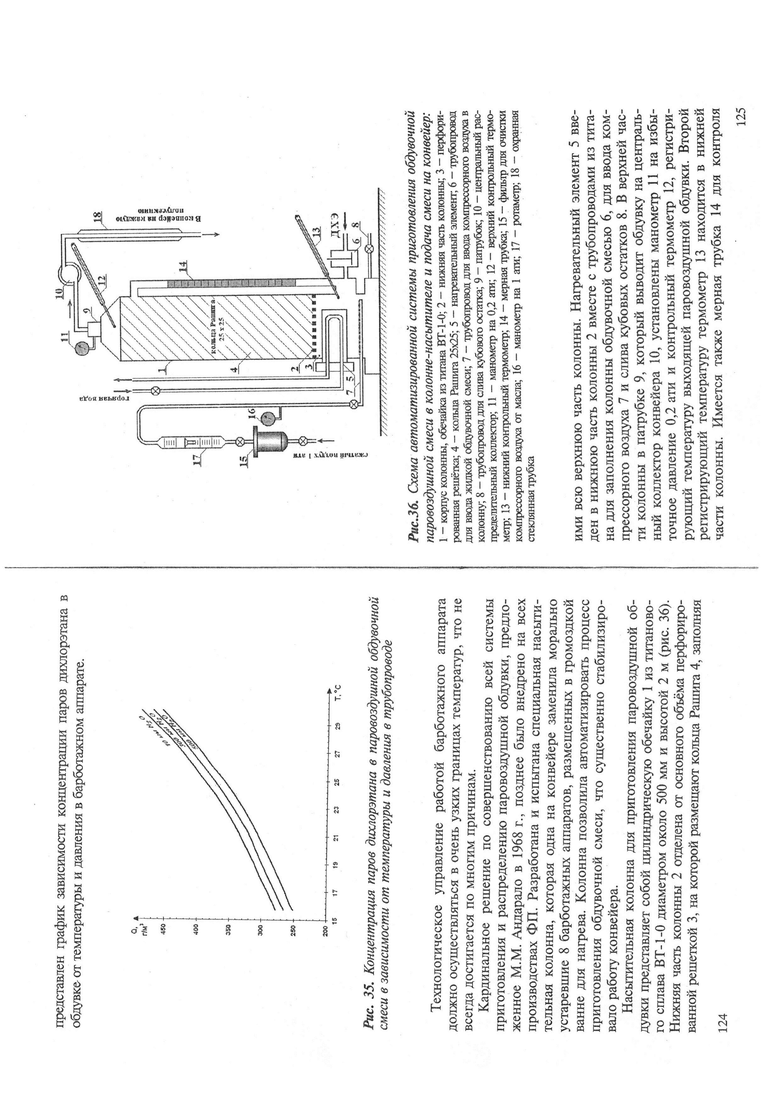
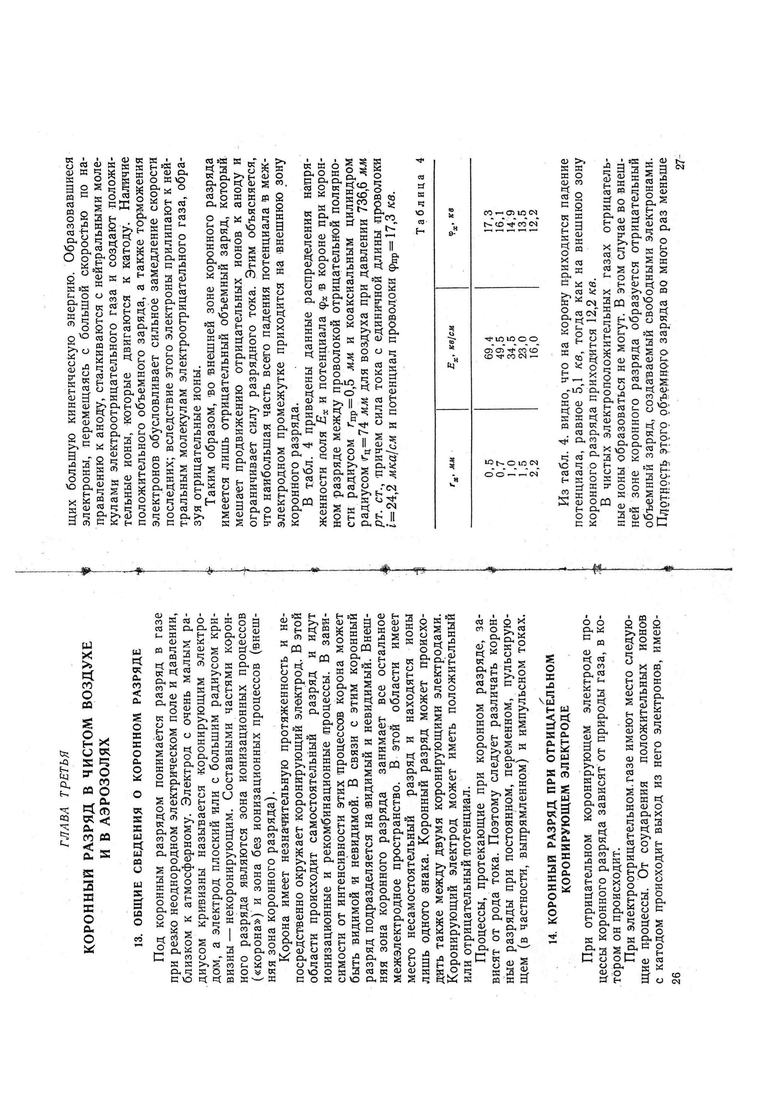
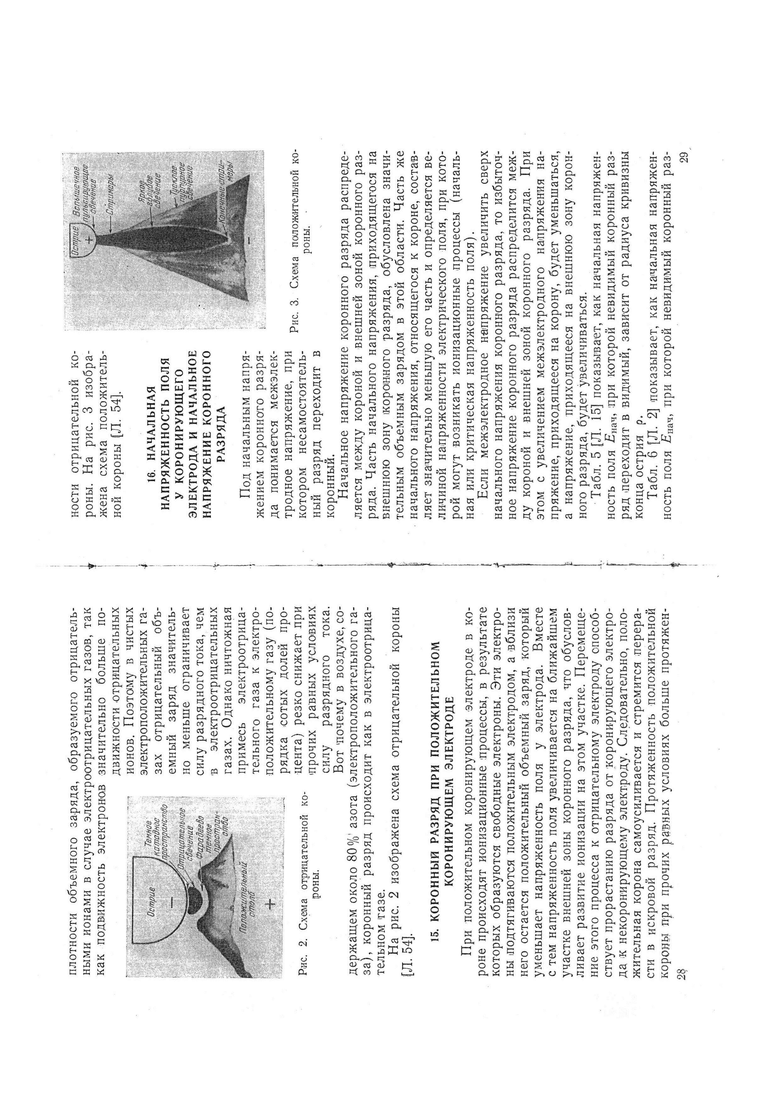
Дальнейшее совершенствование технологии проводилось с целью повышения производительности процесса формирования материалов ФПП и повышения эффективности фильтрации новых материалов, создаваемых с помощью технологии формирования материалов ФП без тканевой основы. На лабораторной установке было установлено, что при осаждении "жидких" волокон на лист из сплава алюминия, который перекрывал поперечный разрез на барабане из стального листа, возможно значительно уменьшить плотность (массу волокон на единице площади материала в мг/см2 или в г/м2) "буферного подслоя". Однако крепление такого алюминиевого листа на множестве барабанов на работающих конвейерах производств ФП представляло собой половинчатое решение. Основное количество капель располагалось по краям алюминиевого листа из-за обратной электрической короны, а также прямой короны, срывающейся с волокнообразующих элементов, которые располагались напротив подступавших при движении поезда разрывов между барабанами. Решение возникшей задачи пришло неожиданно в случае полной модернизации осадительного барабана - лист из нержавеющей стали решено заменить на алюминиевый (сплав алюминия марки АД31) толщиной 10 мм и выполнить барабан неразрезным. Толщина листа позволяла изготовить обечайку на вальцах и соединить края листа с помощью специальной сварки. Грубый шов от сварки устранялся с помощью обработки обечайки диаметром около 500 мм на токарном станке, когда одновременно устранялись и недостатки вальцовки - создавалась идеальная окружность барабана. Эта же обработка позволяла выполнить края толстых листов округленными, что снижало вероятность образования обратной электрической короны. Первый поезд из таких неразрезных барабанов из алюминиевого листа не потребовал даже дополнительной после токарных работ подготовки рабочей осадительной поверхности, что предопределило возможность полностью отказаться от "буферного подслоя", увеличивая, тем самым, производительность конвейера. Получение материалов ФП на неразрезных барабанах осуществлялось преимущественно на поверхностях из сплава алюминия марки АД31 с исходной толщиной 10 мм. В дальнейшем выяснилось, что возможность отказаться от "буферного подслоя" обязана не только конструкции неразрезного барабана, но и специфическим свойствам алюминиевой поверхности, для которой адгезия пленок полимера существенно меньше, чем адгезия пленок этих же полимеров на поверхности из стали, особенно в случае осаждения электрически заряженных капель на заземленную поверхность. При осаждении заряженных жидкостей на пластину из титанового сплава ВТ-10 наблюдается также уменьшение сцепления пленки перхлорвинила с такой поверхностью. Однако изготовление осадительной поверхности из сплава титана толщиной не менее 10 мм более сложно и дороже. Устранить значительное влияние прямой электрической короны удалось при замене паровоздушной обдувки волокнообразующих элементов на обдувку этих элементов смесью паров растворителя с каким-либо электроотрицательным газом, например, очищенным от следов кислорода азотом, сухим углекислым газом, а в идеале элегазом (гексафторид серы), но это очень дорого (См. приложение 2, рис.23 поз.9, рис.36). Одновременно эти газы выполняют дополнительную функцию, снижая пожароопасность процесса (М.И. Лифшиц, В.М. Моисеев. "Электрические явления в аэрозолях и их применение". Изд-во ЭНЕРГИЯ, Москва-Ленинград, 1965 г., титул, стр.26-29) [4].
Пример 1. (Осуществление способа по прототипу при электроформировании фильтрующего слоя материала ФПП-15-1,5А) Устанавливают скорость перемещения поезда разрезных барабанов с осадительной поверхностью из полированного листа нержавеющей стали около 30 барабанов в час (при длине барабана с тележкой около 1 пог. м - скорость перемещения поезда - 30 м/час или около 30 кв.м ткани в час), а также скорость вращения 60 об/мин.
Приготавливают раствор перхлорвинила в дихлорэтане с технологическими добавками и с помощью дозирующего насоса подают его на группу первых волокнообразующих элементов при подаче С1=0,1 см3/мин, установленных с двух противоположных сторон от поезда при межэлектродном расстоянии 25 см. (Технологические добавки - вводимые в растворы волокнообразующего полимера вещества, способствующие получению их с определенной электропроводностью (Ом-1 см-1) и регулирующие скорость сушки волокна). Эта группа волокнообразующих элементов формует отвержденные ("сухие") волокна диаметром около 1,0-1,2 мкм, которые осаждают на чистую поверхность барабанов движущегося поезда для получения "буферного подслоя".
Далее, по ходу движения поезда устанавливают с одной стороны волокнообразующие элементы для формования "жидких" волокон при межэлектродном расстоянии 21 см. С помощью дозирующего насоса подают раствор полимера, например, перхлорвинила, так, чтобы на эту группу волокнообразующих элементов дозировалась подача раствора С2=0,25 см3/мин. Желательно, но необязательно, подавать на эту группу волокнообразующих элементов более вязкий раствор, чем на все остальные волокнообразующие элементы, что позволяет более удобно поддерживать оптимальное соотношение длин волокон в смеске "подложки-основы" 1:5. С противоположной стороны, напротив волокнообразующих элементов с подачей раствора С2, размещают при межэлектродном расстоянии 25 см волокнообразующие элементы с подачей полимерного раствора С3=0,15-0,17 см3/мин, которые формуют отвержденные (сухие) волокна "подложки-основы". Количество таких элементов в 1,5-2 раза больше элементов, которые формуют "жидкие" волокна с подачей С2, равномерно расположенных с противоположной стороны конвейера. При формировании, например, материала ФПП-15-1,5А, размещают волокнообразующие элемента с подачей С3 далее по всей длине конвейера с двух его противоположных сторон. В момент подачи полимерного раствора на все волокнообразующие элементы подают паровоздушную смесь, насыщенную парами дихлорэтана с добавками 10% этилового спирта (обдувку) в количестве 3-3,5 см3/с на каждый элемент. Дают раствору прокапать некоторое время и подают высоковольтное напряжение - 90-100 кВ. На выходе из конвейера с каждого разрезного барабана снимают готовое полотно материала ФПП-15-1,5А, стандартное аэродинамическое сопротивление всего слоя составляет 1,5 мм вод. ст., при этом сопротивление только "подложки-основы" составляет 0,32 мм вод ст. Прочность "подложки-основы" при разрыве, равная 630 г, при относительном удлинении ее при разрыве 34% позволяет надежно без нарушения целостности основного фильтрующего слоя из заряженных волокон 1,5 мкм отделить с поверхности барабана не растягивая его и уложить в пачку готовой продукции. Выход готовой продукции - 90-92%.
Пример 2. (Осуществление способа по прототипу при электроформировании фильтрующего слоя материала из полимера полисульфона ФПСФ-15-1,5А) Устанавливают скорость перемещения поезда с разрезными барабанами 30 барабанов/час, скорость вращения - 70 об/мин. Приготавливают раствор полисульфона в составном растворителе (дихлорэтане и циклогексаноне) двух консистенций: раствор 1 - менее вязкий, раствор 2 - на 3-4 Пуаза более вязкий с соответствующими технологическими добавками, регулирующими электропроводность и скорость сушки волокна из полимера полисульфона. С помощью дозирующего насоса подают раствор 1 на группу первых волокнообразующих элементов при подаче С1=0,12 см3/мин, установленных с двух сторон конвейера. Эта группа волокнообразующих элементов формует отвержденные (сухие) волокна "буферного подслоя" диаметром 1,0-1,3 мкм при межэлектродном расстоянии 25 см. Далее по ходу продвижения поезда с вращающимися разрезными барабанами с одной из сторон конвейера устанавливают группу волокнообразующих элементов, формующих "жидкие" волокна при межэлектродном промежутке 20 см для "подложки-основы" с подачей С2=0,3-0,32 см3/мин раствора 2. Эти "жидкие" волокна необходимы для проклейки в местах взаимного контакта с отвержденными (сухими) волокнами. Последние получают при формовании волокнообразующими элементами, располагаемыми с противоположной стороны конвейера при межэлектродном промежутке 25-26 см в количестве, достаточном для поддержания соотношения длин "жидких" и отвержденных волокон в соотношении 1:3. На эту группу волокнообразующих элементов с помощью дозирующего насоса подают раствор 1 с подачей на каждый элемент С3=0,15 см3/мин. После завершения формирования слоя "подложки-основы" далее по всей длине конвейера с двух его противоположных сторон устанавливают волокнообразующие элементы, которые формуют волокна полисульфона основного фильтрующего слоя материала ФПФС-15-1,7А диаметром 1,5-1,7 мкм при подаче С4=0,17-0,2 см3/мин, получая при межэлектродном промежутке 25-26 см рыхлый волокнисто-пористый слой с плотностью упаковки волокон в этом слое β=0,035-0,04(Плотность упаковки волокон β - доля объема волокон к общему объему волокнистого слоя). Перед стадией прокапывания на волокнообразующие элементы подают паровоздушную смесь из дихлорэтана с добавками 5-10% циклогексанона. Слой материала ФПСФ-15-1,5А при установленной скорости перемещения поезда 30 м2/час имеет общее сопротивление 1,35 мм вод. ст., сопротивление "подложки-основы" при этом составляет 0,35 мм вод. ст. Для получения материала с сопротивлением по стандарту 1,4-1,5 мм вод. ст. уменьшаем скорость движения поезда до 27 м2/час. При общей массе полотна материала ФПФС-15-1,7А 27-30 г/м2 (плотность материала 2,7-3,0 мг/см2), разрывное усилие при разрыве составляет 550 г и при этом относительное удлинение 20%. Разрывное усилие "подложки-основы" 500 г относительное удлинение при разрыве - 18-20%). Выход готовой продукции - 80-85%.
Проверка термостойкости материала ФПСФ-15-1,5А показала, что его характеристики сохраняются при обработке острым паром при температуре 130°C.
Пример 3. Формуют волокна из полисульфона при получении "буферного подслоя" и "подложки-основы" таким же способом, как и в примере 2. Приготавливают рабочий раствор ацетилцеллюлозы в составном растворителе из смеси дихлорэтана и этилового спирта в соотношении около 75:25, соответственно. Этот раствор с помощью дозирующего насоса подают на волокнообразующие элементы, которые размещают на всей оставшейся длине конвейера с двух его противоположных сторон. На все волокнообразующие элементы "буферного подслоя", "подложки-основы" из волокон полисульфона, а также на волокнообразующие элементы основного фильтрующего слоя из волокон ацетилцеллюлозы при прокапывании подают паровоздушную смесь из дихлорэтана и этилового спирта (доля спирта в обдувке достигает 15%) при повышенном расходе обдувки 4 см3/с на каждый элемент при содержании дихлорэтана в смеси 330 г/м3. При скорости перемещения поезда 22 барабана/час получают комбинированный термостойкий материал ФПА-15-2,0 на "подложке-основе" из смеси проклеенных волокон полисульфона, аэродинамическое сопротивление которой около 0,5 мм вод. ст. Аэродинамическое сопротивление только слоя волокон из ацетилцеллюлозы, устанавливаемое по разнице измерений всего слоя и слоя "подложки-основы", составляет 1,3-1,5 мм вод. ст. Дальнейшее изменение (уменьшение) скорости перемещения конвейера затруднено из-за некоторых потерь волокон ацетилцеллюлозы при их осаждении на сформированный слой комбинированного материала. Физико-механические характеристики комбинированного материала практически совпадают с аналогичными характеристиками только "подложки-основы" из волокон полисульфона.
Пример 4. (В соответствии с известным прототипом электроформирования сложных структур аналитических фильтрующих материалов. См. Э.А. Дружинин, В.И. Козлов, И.В. Петрянов. "Химическая промышленность", №8, 1978 г. стр.61-63) [5].
Осуществляют процесс электроформирования материала из волокон перхлорвинила для изготовления фильтрующих аналитических материалов типа НЭЛ-3, НЭЛ-4 на установке из одного, двух или трех разрезных барабанов, соединенных друг с другом и совершающих возвратно-поступательное движение и регулируемое вращение внутри вентилируемой и электрически изолированной деревянной камеры. По обе стороны от осадительных поверхностей заземленных подвижных разрезных барабанов из стали, строго по центру камеры установлены группы волокнообразующих элементов для формования различных по назначению волокон: волокон "буферного подслоя", "жидких" и отвержденных волокон ("сухих"). Каждая группа волокнообразующих элементов с калиброванной растворной трубкой соединена с напорной емкостью для заполнения его рабочим полимерным раствором, т.н. сосудом Мариотта. Этот сосуд обеспечивает строго равномерную подачу раствора на волокнообразующие элементы независимо от уровня рабочей жидкости в этой емкости и находится под высоковольтным напряжением от 80 до 125 кВ. Постоянно подают из специального барботажного устройства паровоздушную смесь паров дихлорэтана с добавкой 5% этилового спирта для защиты от подсыхания растворов на волокнообразующих элементах.
С одной из сторон на группу волокнообразующих элементов подают из напорной емкости с подачей С1=0,1 см3/мин раствор перхлорвинила с технологическими добавками для формирования отвержденных ("сухих") волокон "буферного подслоя", формируя его слой плотностью около 0,5 мг/см2 (5 г/м2) при межэлектродном промежутке 25 см в течение 10-12 мин. Далее, прерывая процесс волокнообразования на противоположную группу волокнообразующих элементов, размещенных при межэлектродном промежутке 20 см, подают второй по консистенции раствор перхлорвинила в дихлорэтане со своими технологическими добавками, обеспечивающий подачу С2=0,25-0,3 см3/мин. Как правило, количество этих волокнообразующих элементов в 1,5-2 раза меньше количества таких же элементов с противоположной стороны, что допускает удобное и безопасное формирование "подложки-основы" с регулируемыми показателями физико-механических характеристик. При формировании аналитического материала НЭЛ-3, плотность которого по регламенту не должна превышать 0,9-1,2 мг/см2, "подложку-основу" формируют с незначительным удлинением, для чего увеличивают длину "жидких" волокон в смеси с отвержденными волокнами в соотношении 1:3.
При достижении заданных параметров слоя материала НЭЛ-3 по массе слоя и стандартному аэродинамическому сопротивлению, высоковольтное напряжение снимают и аккуратно отделяют слой материала с поверхности заземленного (заземленных) осадительного электрода. Сложность съема такого полотна состоит не только в том, что масса волокон на одном барабане крайне мала - всего около 10 г/м2, но и в том, что это полотно несет значительный электростатический заряд, который стремится сжать полотно в комок (Верхняя и нижняя стороны полотна имеют различные по знаку электрические заряды). В силу названных причин выход продукции составляет около 70%, которая складируется в пачку готовой продукции. Затем материал подвергается раскрою для изготовления аналитических фильтров АФА и для получения заготовок аналитических фильтрующих лент шириной 35 и 60 мм. Эти заготовки с помощью тепловой сварки соединяются в бобине в ленту общей длиной 50 и 100 пог. м и в дальнейшем подвергаются обработке для укрепления с помощью тепловой сварки кромок лент, образуя конечную ленту шириной 25 и 50 мм.
В таком же процессе формируют слой аналитического материала НЭЛ-4, структура слоя которого аналогична структуре слоя материала НЭЛ-3 и представляет собой смесь из "жидких" волокон и отвержденных, но с различным соотношением длин и диаметров волокон, составляющих единый слой, в котором соотношение длин "жидких" и отвержденных волокон без растворителя равно 1:6, а плотность слоя составляет 3,5-4,5 мг/см2 (35-45 г/м2).
Поскольку структура аналитического фильтрующего материала ЛФС-2 отличается от структуры слоя материалов НЭЛ-3 и НЭЛ-4, несколько меняется порядок операций при его формировании. Первоначально на поверхность барабана (барабанов) осаждают отвержденные волокна для получения волокон "буферного подслоя" и в дальнейшем с двух противоположных сторон осаждают "жидкие" волокна и отвержденные волокна в смеси для получения "подложки-основы", каждые получаемые при определенной подаче растворов перхлорвинила, оптимальные по консистенции. На полученную "подложку-основу" в дальнейшем наносят слой супертонких волокон спектрометрического слоя диаметром около 0,3 мкм таким образом, чтобы масса этих волокон не превышала 2-3 г/м2. Полотно материала ЛФС-2 отделяют от барабанов и подвергают раскрою либо для изготовления фильтров АФА, либо аналитических лент. Выход готовой продукции составляет 80%.
Пример 5. (В соответствии со способом по предлагаемому изобретению).
Осуществлена модернизация поезда с заземленными осадительными поверхностями и замена стальных разрезных барабанов на неразрезные барабаны из алюминиевого сплава АД31 толщиной около 10 мм, что позволило выполнить края округлыми. Также как и в примере 1, используют технологический раствор перхлорвинила в смеси дихлорэтана и этилового спирта и осуществляют непосредственно на заземленной поверхности барабана формирование "подложки-основы" с теми же параметрами волокон. На эту "подложку-основу" наносят основной фильтрующий слой материала ФПП-15-1,5А. Защиту волокнообразующих элементов проводят обдувкой паровоздушной смесью паров дихлорэтана и этилового спирта. Выход готовой продукции составляет 90%. В случае, когда в качестве обдувки волокнообразующих элементов используют пары дихлорэтана без добавок этилового спирта в смеси с очищенным от следов кислорода азотом, выход готовой продукции составляет 96%.
Высоковольтное напряжение на волокнообразующих элементах при обнаруженном уменьшении рабочего тока было уменьшено до 80-90 кВ, что в совокупности снижает пожароопасность процесса.
Стандартный материал ФПП-15-1,5А получен при скорости движения поезда неразрезных барабанов 34 м2/час, при этом аэродинамическое сопротивление "подложки-основы" составляет 0,34 мм вод. ст. Физико-механические характеристики слоя такие же, как и в примере 1.
Пример 6. (В соответствии со способом по предлагаемому изобретению).
Установку с двумя неразрезными барабанами, заземленная поверхность которых выполнена из алюминиевого листа толщиной около 10 мм, модернизировали для получения аналитических фильтрующих лент с целью уменьшения количества сварных поперечных швов почти в 3 раза. Для этого на поверхности алюминиевой обечайки барабана с помощью токарного станка нанесли по образующей барабана винтовую канавку глубиной и шириной 2 мм с шагом, определяемым шириной заготовки ленты до ее обработки на станке по укреплению кромок. Этот шаг между канавками для лент конечной шириной 50 и 25 мм составляет 60 и 35 мм, соответственно.
При формировании слоя аналитической ленты, например ЛФС-2, на установке с двумя барабанами, совершающими возвратно-поступательное движение и вращающиеся внутри вентилируемой камеры вдоль расположенных с двух противоположных сторон рядов волокнообразующих элементов, также как и в примере 4, непосредственно на заземленной алюминиевой поверхности осаждают волокна "подложки-основы", например, из перхлорвинила или хлорированных полиолефинов, из смеси волокон, насыщенных растворителем, и отвержденных волокон, которые не содержат растворитель. Соотношение длин волокон в смеси поддерживают в соотношении не менее 1:6, соответственно, что позволяет сгладить наружную бугристую поверхность "подложки-основы", а соотношение диаметров волокон также устанавливают в пределах 6:1, соответственно. На установке заменяют гребенки, формующие отвержденные волокна, на гребенки с волокнообразующими элементами, формующие ультратонкие волокна диаметром 0,2-0,3 мкм, при этом гребенки, формующие волокна, насыщенные растворителем, оставляют на установке, но перекрывают кран на растворном шланге, соединяющем сосуд Мариотта с этими гребенками. Перед включением высоковольтного напряжения около 100 кВ на гребенки подают обдувочную смесь паров растворителя, не содержащего этилового спирта, и электроотрицательный газ, например очищенный от кислорода баллонный азот, при расходе этой смеси 4 см3/c на каждый волокнообразующий элемент. Осуществляют формирование спектрометрического слоя из волокон диаметром около 0,2-0,3 мкм, с требуемой плотностью единицы площади слоя, равной 2-3 г/м2, что эквивалентно геометрической толщине слоя около 2 мкм.
С помощью теплового ножа или острого лезвия, которые устанавливают в канавки на неразрезном барабане, при медленном вращении барабанов производят разрез сформированного слоя по винтовой линии. Отделяют от поверхности барабана ленту спектрометрического материала ЛФС-2, длина которой около 14 пог. м, наматывая ее на приемную бобину, предварительно отрезая по 1,5-2,0 пог. м ленты с каждого ее конца из-за влияния краевых эффектов. Время на получение одной ленты сокращается более чем на 15 мин. Выход готовой продукции не менее 95%, при этом основными причинами производственных отходов являются нарушения, не связанные с отделением слоя ленты от заземленной поверхности барабанов.
Пример 7. Как и в примере 6, после завершения процесса получения ленты ЛФС-2, не прекращая движение и вращение барабанов, перекрывают кран на шланге раствора, соединяющего сосуд Мариотта с волокнообразующими элементами, которые формуют ультратонкие волокна диаметром 0,2-0,3 мкм. Не прекращая подачу паровоздушной смеси дихлорэтана без этилового спирта на волокнообразующие элементы, открывают кран на растворном шланге, соединяющем сосуд Мариотта с волокнообразующими элементами, которые формуют волокна, насыщенные растворителем ("жидкие" волокна) и в течение 20-25 с осуществляют нанесение дополнительного, ничтожного по массе волокон, слоя. Этот слой волокон служит для более прочного скрепления основного спектрометрического слоя с "подложкой-основой", что защищает этот слой от разрушений при перемотке заготовок аналитической ленты.
Указанные выше примеры 5, 6, 7 и прилагаемая формула изобретения характеризуют основные существенные признаки, необходимые для достижения поставленной цели изобретения - увеличение производительности процесса электроформирования волокнистых полимерных материалов ФП без тканевых подложек и уменьшения его пожароопасности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения ультратонких полимерных волокон | 1990 |
|
SU1815280A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФИЛЬТРУЮЩЕГО ПОЛИМЕРНОГО МАТЕРИАЛА И ФИЛЬТРУЮЩИЙ МАТЕРИАЛ | 2011 |
|
RU2492912C2 |
| РАСТВОР ДЛЯ ФОРМОВАНИЯ УЛЬТРАТОНКИХ ПОЛИМЕРНЫХ ВОЛОКОН | 1993 |
|
RU2065513C1 |
| Текстильный нетканый электропрядный материал с многокомпонентными активными модифицирующими добавками и способ его получения | 2018 |
|
RU2697772C1 |
| ФИЛЬТРУЮЩИЙ МАТЕРИАЛ, СПОСОБ ПОЛУЧЕНИЯ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА И РЕСПИРАТОР | 2005 |
|
RU2283164C1 |
| Текстильный нетканый многослойный электропрядный материал с повышенными износостойкостью и стойкостью к воздействию моющих средств и способ его получения | 2018 |
|
RU2693832C1 |
| Индикаторный элемент | 2021 |
|
RU2773748C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА, ФИЛЬТРУЮЩИЙ МАТЕРИАЛ И СРЕДСТВО ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ | 2001 |
|
RU2182511C1 |
| Фильтрующая диафрагма для электрохимического получения хлора и щелочи | 1980 |
|
SU996518A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФИЛЬТРУЮЩЕГО МАТЕРИАЛА, ФИЛЬТРУЮЩИЙ МАТЕРИАЛ И СРЕДСТВО ДЛЯ ЗАЩИТЫ ОРГАНОВ ДЫХАНИЯ | 2008 |
|
RU2385177C1 |
Изобретение относится к области получения ультратонких волокнистых материалов для сверхтонкой фильтрации методами электроформирования из заряженных растворов полимеров и касается способа получения фильтрующего материала из полимерных волокон без тканевых подложек. Способ включает осаждение подложки-основы на подвижный, заземленный, неразрезной электрод, выполненный из алюминиевого листа толщиной 10 см с округленными краями. Защиту волокнообразующих элементов и снижения коронных разрядов осуществляют смесью паров растворителя электроотрицательного газа, в частности азота, очищенного от следов кислорода. Изобретение обеспечивает получение материалов с высокими фильтрующими характеристиками, повышение производительности процесса формирования фильтрующего материала и уменьшение его пожароопасности. 1 з.п. ф-лы, 4 приложения, 7 пр.
1. Cпособ получения фильтрующего материала из полимерных волокон без тканевых подложек, включающий осаждение на подвижный, заземленный, стальной электрод разрушаемого слоя из отвержденных волокон, не содержащих растворитель, и далее прочный слой из смеси волокон, насыщенных растворителем, с отвержденными волокнами, не содержащими растворитель, образующий "подложку-основу" из проклеенных между собой волокон в местах их контакта, с защитой волокнообразующих элементов паровоздушной обдувкой, содержащей растворитель волокон, отличающийся тем, что "подложку-основу" наносят непосредственно на заземленную поверхность, которая выполнена из неразрезного сварного алюминиевого листа толщиной 10 мм с округленными краями.
2. Способ по п. 1, отличающийся тем, что защиту волокнообразующих элементов осуществляют смесью паров растворителя и электроотрицательного газа, например азота, очищенного от следов кислорода.
| ДРУЖИНИН Э.А | |||
| ПРОИЗВОДСТВО И СВОЙСТВА ФИЛЬТРУЮЩИХ МАТЕРИАЛОВ ПЕТРЯНОВА ИЗ УЛЬТРАТОНКИХ ПОЛИМЕРНЫХ ВОЛОКОН | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Ю.Н.ФИЛАТОВ | |||
| ЭЛЕКТРОФОРМОВАНИЕ ВОЛОКНИСТЫХ МАТЕРИАЛОВ(ЭФВ- ПРОЦЕСС) | |||
| Под редакцией профессора В.Н | |||
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФИЛЬТРУЮЩЕГО ПОЛИМЕРНОГО МАТЕРИАЛА И ФИЛЬТРУЮЩИЙ МАТЕРИАЛ | 2011 |
|
RU2492912C2 |
| ФИЛЬТРУЮЩИЙ МАТЕРИАЛ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И ИЗДЕЛИЕ НА ЕГО ОСНОВЕ | 2008 |
|
RU2357785C1 |
| Приспособление для предохранения от взрыва резервуара кухни типа "Примус" | 1928 |
|
SU14654A1 |
| ФИЛЬТРУЮЩИЙ МАТЕРИАЛ | 2000 |
|
RU2188693C2 |

