Изобретение относится к порошковой металлургии жаропрочных никелевых сплавов и преимущественно используется при производстве валов и дисков, работающих при высоких температурах с повышенным ресурсом в газотурбинных двигателях летательных аппаратов и газоперекачивающих станциях.
Известны способы производства изделий из порошков жаропрочных никелевых сплавов, включающий производство порошка размером менее 100 мкм, сепарацию, дегазацию порошка с одновременным помещением в стальные капсулы, герметизацией порошка в капсулах, горячее изостатическое прессование капсул с порошком для получения деталей 100% плотности, близких по форме к готовым изделиями, термическую обработку для достижения оптимального комплекса свойств, механическую обработку для удаления материала капсулы и достижения заданных размеров изделия (Гарибов Г.С. Развитие идей академика А.Ф. Белова по радикальному повышению эксплуатационных характеристик дисков перспективных ГТД. В кн.: Перспективные технологии легких и специальных сплавов., М., ФИЗМАТЛИТ, 2006, 432 с., патент РФ №2516267, патент РФ №2457924). Недостатками данных способов являются:
- сложность, длительность и очень высокая стоимость технологического процесса получения порошка, а именно расплавление шихты в вакуумной индукционной печи с последующей отливкой слитков-заготовок электродов для последующего переплава их в порошок, но требующих на пути в специальную установку для получения порошков удаления части слитка с литейной усадочной пористостью, удаления донного конца слитка и удаления литейной корки на боковой поверхности слитка;
- размер (диаметр) частиц порошка на уровне 100 микрометров и близких к ним не обеспечивает получение микро- и нанокристаллической структуры в частицах порошка, что, в свою очередь, не дает возможности достигнуть оптимума механических свойств для производимых из этих порошков сплавов;
- невозможность получить частицы порошка без газовой пористости, так как частицы порошка диаметром от 100 до 65 микрометров часто имеют в своей структуре закрытую газовую пористость;
- невозможность получения деталей вращения, выходящих за диаметр описываемой вокруг них окружности величиной более 900 мм (а фактически диаметра рабочей камеры пресса горячего изостатического прессования);
- технологическая трудность получения деталей переменного сечения с соотношением толщин более чем 2 к 1 и более.
Наиболее близким к предлагаемому способу является способ изготовления изделий из порошка высоколегированного сплава на основе никеля, включающий получение порошка высоколегированного сплава на основе никеля, компактирование порошка в объемную заготовку, пластическое деформирование объемной заготовки в загерметизированной капсуле-контейнере и термическую обработку (РФ №2504455). Недостатками данного способа являются:
- сложность, непроизводительность и очень высокая стоимость получения нанокристаллического порошка металлических сплавов, в том числе и на основе никеля и титана, состоящего из двух стадий: получение самого порошка и измельчение его в специальной установке в жидком азоте;
- проведение дегазации порошка в контейнере пресса перед компактированием, что влечет необходимость использования гидравлического пресса с вакуумной камерой, а это условие существенно ограничивает размер заготовки, а стоимость процесса резко увеличивает;
- компактирование при комнатной температуре не дает возможности получить монолитный материал из частиц порошка (плотность заготовки составила 70%);
- использование контейнера (капсулы) для пластического деформирования из материала с пределом прочности не менее предела прочности деформируемого материала, то есть если это титановый сплав, то из титанового сплава, если никелевый сплав - то из никелевого сплава, что очень дорого и нетехнологично;
- нет возможности избежать процесса многократной всесторонней полузакрытой ковки, так как именно такая схема деформации позволяет получить изделие, близкое к монолитному (93-95%), из скомпактированной заготовки, полученной при комнатной температуре;
- объем остаточной пористости в металле в размере 7-5%, в которой могут содержаться остатки газов, не удаленных при дегазации, не дает возможности использовать изделия, произведенные по данному способу, в изделиях ответственного назначения в условиях воздействия знакопеременных нагрузок, ограничивая область применения этих изделий;
- сама схема пластической деформации ковкой крайне неудачна, так как ковка как технологический процесс не позволяет в результате получить изделие с минимальными допусками по отношению к готовой детали и требует большого объема работ по механической обработке заготовки на пути ее превращения в изделие, что существенно увеличивает стоимость изделия.
Задача настоящего изобретения состоит в упрощении технологии производства, повышении уровня и стабильности механических свойств, повышении выхода годного использования металла для изделий из порошков высоколегированных сплавов на основе никеля и титана.
Решение поставленной задачи достигается за счет того, что:
- получают порошок высоколегированного сплава на основе никеля с размером частиц менее 50 микрометров путем газоструйного распыления расплава сплава с кристаллизацией при скорости охлаждения не менее 50000-100000 K в секунду с образованием в структуре частиц порошка пересыщенного твердого раствора легирующих элементов в никеле с субдендритной структурой размерами менее 2000 нанометров;
- при этом компактирование полученного порошка в объемную заготовку в загерметизированной капсуле-контейнере ведут путем штамповки при температуре от 500°C до температуры не более температуры рекристаллизации высоколегированного сплава на основе никеля;
- используют капсулу-контейнер из нелегированной стали;
- используют капсулу-контейнер из нелегированной стали и стеклоткани.
Размеры частиц порошка в 50 микрометров и менее гарантируют скорость охлаждения при кристаллизации при переходе их из жидкого состояния в твердое не менее 50000-100000 градусов Кельвина в секунду, что позволяет получить в структуре частиц порошка пресыщенный твердый раствор легирующих элементов в никеле или титане и частичную или полностью (зависит от размера частицы) ячеистую структуру без выделения первичных интерметаллидных фаз с размером ячеек от 2000 нанометров и менее. Столь мелкий размер зерна, который удается сохранить компактированием частиц порошка в загерметизированной капсуле-контейнере из нелегированной стали горячим изостатическим прессованием в интервале температур от 500 градусов Цельсия до, но не более температуры рекристаллизации компактируемого сплава, позволяет, с одной стороны, подвергнуть скомпактированную заготовку со 100% плотностью дальнейшей пластической деформации штамповкой в условиях сверхпластичности или близких к этому состоянию, что обеспечивается сохранившимся ультрамелким размером зерна в скомпактированной заготовке. А после дополнительного пластического деформирования скомпактированной заготовки штамповкой с помощью термической обработки в широком диапазоне можно варьировать комплексом механических свойств изделий, достигая их наилучшие сочетания в зависимости от требований, предъявляемых к их свойствам. Дополнительная пластическая деформация штамповкой скомпактированной заготовки позволяет также получить изделия, близкие к форме конечного изделия, не ограниченные размерами камеры пресса горячего изостатического прессования, значительно превышающие ее размеры. Существенной характерной особенностью процесса пластической деформации штамповкой является штамповка скомпактированной заготовки в капсуле-контейнере из нелегированной стали, материал которой при штамповке, выполняемой при температурах в интервале от 600 градусов Цельсия до температуры рекристаллизации деформируемого сплава, с одной стороны, выполняет роль технологической смазки, а с другой стороны, за счет малой величины теплопроводности стали обеспечивает равномерное сохранение температуры по всему объему деформируемой заготовки в процессе штамповки, т.е. выполняет функцию теплосохраняющего материала (средства снижающего тепловые потери заготовки в процессе пластической деформации). Дополнительно в качестве теплосохраняющего материала применили стеклоткань, одновременно выполняющую роль технологической смазки.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является возможность получения изделий в виде деталей вращения из порошков высоколегированных сплавов на основе никеля и титана размерами, значительно превышающими предельные 900 мм (максимальный диаметр камеры пресса горячего изостатического прессования), возможность ведения пластической деформации в условиях, приближающихся к изотермическим, и получения изделий переменного сечения с соотношением толщин значительно более чем 2 к 1, увеличение механических свойств изделий из порошков высоколегированных сплавов на основе никеля и титана на 15-10%, обеспечение изотропии свойств в изделии, существенное снижение себестоимости производимых изделий.
Пример. Сравнительные испытания проводили на изделиях из жаропрочного никелевого сплава ЭП741НП.
Применив технологию предлагаемого способа, порошки из жаропрочного никелевого сплава ЭП741НП получили из расплава готовых сплавов газоструйным распылением, используя индукционную печь с холодным тиглем. Диаметр полученных порошков составил 50 и менее микрон, что позволили получить субдендритную и ячеистую структуру с размерами, не превышающими 2000 нанометров.
Общей подготовительной операцией для порошков обоих сплавов явились сепарация частиц от инородных неметаллических и металлических примесей, дегазация с одновременной засыпкой порошка в стальные капсулы, герметизация капсул, горячее изостатическое прессование, пластическое деформирование скомпактированных заготовок при температуре 1100°C (заготовки из сплава ЭП741НП) в один переход. В результате пластического деформирования были получены заготовки изделий обоих сплавов, представляющие собой тела вращения диаметром 1600 мм и соотношением толщины стенок на краях 3 к 1, то есть в отличающиеся по толщине друг от друга в три раза. Далее полученные заготовки были подвергнуты термической обработке для достижения оптимума свойств, а именно нагрев до 970°C, выдержка при данной температуре в течение 4-х часов, охлаждение на воздухе, нагрев до температуры 870°C, выдержка при данной температуре в течение 5-ти часов (заготовки из сплава ЭП741НП). Затем заготовки были механически обработаны для снятия материалов капсулы и остатков стеклоткани, из них также были отобраны образцы для механических испытаний, в результате полученные изделия имели наружный диаметр 1550 мм.
Заготовки из жаропрочного никелевого сплава ЭП741НП, полученные по технологии способа-прототипа, имели форму цилиндра диаметром 500 мм и высотой 250 мм. Их термообработали по тем же, соответственно, режимам, что и для заготовок полученных по предлагаемому способу, затем механически обработали до изделий, сохраняющих пропорции изделий, изготовленных по предлагаемому способу.
Изделие, полученное по способу-прототипу, в диаметре имело всего 450 мм, что в 3.3 раза уступило размерам изделия, полученного по технологии предлагаемого способа. Выход годного на этапе механической обработки изделия у изделия, полученного по способу-прототипу, на финишном этапе - механической обработки составил 63%, в то время как выход годного метала на изделии, полученного по предлагаемому способу, составил 95%. Таким образом, выход годного металла на заключительном этапе - механической обработки в предлагаемом способе превышает способ-прототип в 1,5 раза.
Результаты сравнительных испытаний механических свойств порошковых изделий из жаропрочного никелевого сплава ЭП741НП приведены в таблице 1.
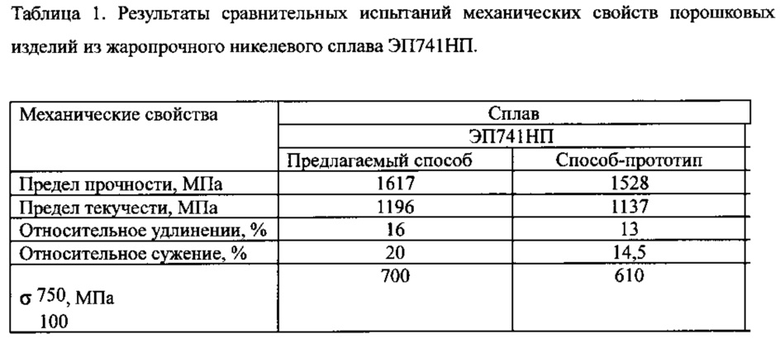
Сравнительный анализ механических свойств порошковых изделий из жаропрочного никелевого сплава ЭП741НП выявил, что, используя технологию производства предложенного способа изделий, удалось увеличить предел прочности и предел текучести на 6%, относительное удлинение, относительное сужение изделий из жаропрочного никелевого сплава ЭП741НП на 20% и 28% соответственно, а длительную прочность - на 13%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2015 |
|
RU2602311C2 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК (ПОЛУФАБРИКАТОВ) ИЗ БЫСТРОЗАКРИСТАЛЛИЗОВАННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2604284C1 |
| Способ получения изделия из гранулируемого жаропрочного никелевого сплава | 2017 |
|
RU2649103C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ПОРОШКОВЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2010 |
|
RU2433205C1 |
| Способ получения заготовок никельхромового сплава Х20Н80 | 2021 |
|
RU2779731C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ИЗ ПОРОШКОВЫХ СПЛАВОВ | 2006 |
|
RU2316413C1 |
| КОМПОЗИЦИОННЫЙ КОНСТРУКЦИОННЫЙ МАТЕРИАЛ | 2010 |
|
RU2434962C1 |
| КОНТЕЙНЕР ДЛЯ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ГРАНУЛИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2013 |
|
RU2544719C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ В ВИДЕ ДИСКОВ ИЛИ ВАЛОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ГРАНУЛИРУЕМЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2010 |
|
RU2433204C1 |
| ЖАРОПРОЧНЫЙ КОМПОЗИЦИОННЫЙ ПОРОШКОВЫЙ СПЛАВ НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА NiAl И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2371496C1 |
Изобретение относится к порошковой металлургии жаропрочных никелевых сплавов и может быть использовано при производстве валов и дисков, работающих при высоких температурах с повышенным ресурсом в газотурбинных двигателях летательных аппаратов и газоперекачивающих станциях. Способ изготовления изделий из порошка высоколегированного сплава на основе никеля включает получение порошка высоколегированного сплава на основе никеля, компактирование порошка в объемную заготовку, пластическое деформирование объемной заготовки в загерметизированной капсуле-контейнере и термическую обработку. Порошок сплава получают с размером частиц менее 50 мкм путем газоструйного распыления расплава с кристаллизацией при скорости охлаждения не менее 50000-100000 K в секунду с образованием в структуре частиц порошка пересыщенного твердого раствора легирующих элементов в никеле с субдендритной структурой размерами менее 2000 нм. Компактирование порошка в объемную заготовку в загерметизированной капсуле-контейнере ведут путем штамповки при температуре от 500°C до температуры не более температуры рекристаллизации высоколегированного сплава на основе никеля. Обеспечивается повышение уровня и стабильности механических свойств, а также повышение выхода годного. 2 з.п. ф-лы, 1 табл.
1. Способ изготовления изделий из порошка высоколегированного сплава на основе никеля, включающий получение порошка высоколегированного сплава на основе никеля, компактирование порошка в объемную заготовку, пластическое деформирование объемной заготовки в загерметизированной капсуле-контейнере и термическую обработку, отличающийся тем, что получают порошок высоколегированного сплава на основе никеля с размером частиц менее 50 микрометров путем газоструйного распыления расплава сплава с кристаллизацией при скорости охлаждения не менее 50000-100000 K в секунду с образованием в структуре частиц порошка пересыщенного твердого раствора легирующих элементов в никеле с субдендритной структурой размерами менее 2000 нанометров, при этом компактирование полученного порошка в объемную заготовку в загерметизированной капсуле-контейнере ведут путем штамповки при температуре от 500°C до температуры не более температуры рекристаллизации высоколегированного сплава на основе никеля.
2. Способ по п. 1, отличающийся тем, что используют капсулу-контейнер из нелегированной стали.
3. Способ по п. 1, отличающийся тем, что используют капсулу-контейнер из нелегированной стали и стеклоткани.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ПОРОШКОВЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2010 |
|
RU2433205C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2012 |
|
RU2504455C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ С ДЛИТЕЛЬНЫМ РЕСУРСОМ ЭКСПЛУАТАЦИИ ИЗ ПОРОШКОВЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2012 |
|
RU2483835C1 |
| US 3519503 A1, 07.07.1970 | |||
| КИПАРИСОВ С.С | |||
| и др | |||
| Порошковая металлургия, М., Металлургия, 1991, с.49-60, 410-412. | |||

