Область техники
Изобретение относится к области устройств и способов магнетронного напыления(распыления) металлических покрытий (пленок) на подложки, в частности многослойных оптических покрытий, полученных нанесением на поверхность оптических подложек.
Уровень техники
Известны и используются установки и способы магнетронного напыления многослойных тонкопленочных покрытий на множество подложек, расположенных на общей карусели.
Известно устройство карусельного типа для магнетронного напыления многослойных покрытий по патентной заявке США US 2010294658 (A1) MAGNETRON SPUTTERING DEVICE HAVING ROTATABLE SUBSTRATE HOLDER (МПК C23C 14/35, опубл. 2010-11-25), содержащее магнетроны и механизм карусели, а также второй контур ввода вращения.
Однако в этом устройстве отсутствует смысл установки магнетронов вертикально с разворотом (не перпендикулярно радиусу вращения) и, кроме того, крайне нетехнологично вращать магнетроны по кругу.
В России подобного рода установки карусельного типа для магнетронного напыления многослойных покрытий в промышленных масштабах выпускает ООО «Элан-Практик» (RU), на один из перспективных видов их установок получен патент РФ №2308538. УСТАНОВКА ДЛЯ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ С ПЕРИОДИЧЕСКОЙ СТРУКТУРОЙ МЕТОДОМ МАГНЕТРОННОГО РАСПЫЛЕНИЯ (МПК С23С 14/35, С23С 14/56, опубл. 20.10.2007). В установке в центре вакуумной камеры расположено карусельное устройство для размещения изделий-подложек. Две прямоугольные несбалансированные магнетронные распылительные системы (МРС) выполнены на постоянных магнитах, размещены симметрично и параллельно оси вращения карусельного устройства. Технический результат заключается в повышении качества и механических свойств покрытий, расширении функциональных возможностей установки, а также увеличении производительности установки.
Это техническое решение предусматривает планетарное движение подложек для покрытий на карусели, но при этом оно равнотолщинности покрытий не обеспечивает. А у многослойных покрытий, в частности оптических покрытий, существует проблема точности профиля их малых толщин, и, в частности, проблема наноразмерной равнотолщинности (см. ст. ФОРМИРОВАНИЕ ИНТЕРФЕРЕНЦИОННЫХ КАРТИН ПОВЕРХНОСТНЫХ ЭЛЕКТРОМАГНИТНЫХ ВОЛН С ИЗМЕНЯЕМЫМ ПЕРИОДОМ С ПОМОЩЬЮ ДИФРАКЦИОННЫХ РЕШЕТОК / Е.А. Безус, Л.Л. Досколович, И.И. Кадомин, Н.Л. Казанский. - журнал Компьютерная оптика, том 32, 2008, №3, с. 234-237), в которой обсуждается вопрос необходимости обеспечения отклонений от равнотолщинности в пределах до 1 нм при толщине металлизированного покрытия в 65 нм).
У ООО «Элан-Практик» также есть установки со схемой нанесения нанокомпозитных покрытий методом «дуального» магнетронного распыления (см. рис. 1 в статье авторов из ООО «Элан-Практик» МНОГОФУНКЦИОНАЛЬНЫЕ НАНОКОМПОЗИТНЫЕ ПОКРЫТИЯ / А. Федотов, Ю. Агабеков, В. Мачикин, журнал Наноиндустрия, 2008, №1, с. 24-25). Подробно с технической и математической позиций применение этой установки со схемой нанесения нанопокрытий методом «дуального» магнетронного распыления рассмотрено в статье АНАЛИЗ РАСПРЕДЕЛЕНИЯ ТОЛЩИНЫ ТОНКОПЛЕНОЧНОГО ПОКРЫТИЯ ПРИ МАГНЕТРОННОМ НАПЫЛЕНИИ НА УСТАНОВКАХ С ПЛАНЕТАРНЫМ ПЕРЕМЕЩЕНИЕМ ПОДЛОЖКИ / Сагателян Г.Р., Шишлов А.В. - Электронный журнал Наука и Образование. МГТУ им. Н.Э. Баумана, 2014, №11, с. 458-481 (DOI:10.7463/1114.0733662, Интернет-адрес: http://technomag.bmstu.ru/doc/733662.html). Эта установка ближе всего по устройству к предлагаемой модифицированной установке и содержит вакуумную камеру, в центральной части которой установлен карусельный планетарный механизм с сателлитами для планетарного движения напыляемых деталей на сателлитах, дуальную магнетронную систему, состоящую из двух магнетронов, симметрично наклонно расположенных к фронтальной плоскости вакуумной камеры и направленных своими мишенями в сторону планетарного механизма.
Недостатком указанной магнетронной установки является относительная узость ее функциональных возможностей из-за отсутствия дополнительного бокового магнетрона и возможности изменения соотношения между частотами вращения подложки вокруг собственной оси и вокруг центра карусели из-за отсутствия второго контура ввода вращения карусели (через внутреннее зубчатое колесо).
На магнетронных установках карусельного типа реализуют различные способы магнетронного напыления различных многослойных тонкопленочных покрытий.
Наиболее простые и малозатратные способы используют программные (без датчиков обратных связей от измерения толщины слоя во время его нанесения для автоматических систем подстроек головок и движения карусели) режимы работы магнетронных головок в карусельных установках при нанесении слоев покрытия, в том числе такие режимы, которые могут приводить к различным формам распределения толщины покрытия по напыляемой поверхности. Могут обеспечиваться формы распределения толщины односторонней направленности, выпуклые, вогнутые и их сочетания (например, в патентной заявке Японии № JPH03253568 (A) CARROUSEL TYPE SPUTTERING DEVICE AND SPUTTERING METHOD (МПК C23C 14/34; C23C 14/54, опубл. 1991-11-12) - FIG. 3, 4, 5 с двумя слоями различных профилей, в патентной заявке США US 2004026240 (А1) SPUTTERING APPARATUS AND SPUTTER FILM DEPOSITION METHOD (МПК C23C 14/35; C23C 14/50; C23C 14/54; C23C 14/56; G02B 1/10; H01J 37/34; (IPC1-7): C23C 14/00, опубл. 2004-02-12) - FIG. 13c, 15c.
В этих способах могут использовать дополнительные планетарные движения сателлитов с подложками на общем водиле карусели с центральным зубчатым колесом - при этом режимы этих планетарных движений таковы, что траектории движения точек напыляемой поверхности детали относительно магнетронов неизменны. Можно изменять линейные и угловые скорости движения детали, можно реверсировать направление движения, но сами траектории остаются неизменными. Существующие механические передачи жестко задают траектории относительных движений детали и магнетрона, которые определяются соответствующими расчетами из теории машин и механизмов (ТММ) и графиками-эпюрами скоростей рассматриваемой точки на поверхности детали относительно магнетронов.
В патентной заявке США US 2010294658 (A1) MAGNETRON SPUTTERING DEVICE HAVING ROTATABLE SUBSTRATE HOLDER (МПК C23C 14/35, опубл. 2010-11-25) техническое решение фактически позволяет реализовать планетарное движение, но отсутствует комплементарность режимов (взаимодополняющих, согласованных таким образом, чтобы недостаток одного слоя напыленного покрытия компенсировался комплементарным недостатком другого слоя покрытия, а в сумме получалось бы близко к тому, что требуется в итоге) и очевидна крайняя нетехнологичность ввода второго вращательного движения.
Наиболее близким аналогом предлагаемого способа нанесения равнотолщинного нанопокрытия можно признать способ в патентной заявке Японии № JPH03253568 (А) CARROUSEL TYPE SPUTTERING DEVICE AND SPUTTERING METHOD (МПК C23C 14/34; C23C 14/54, опубл. 1991-11-12) по FIG. 3, направленный в том числе на то, чтобы компенсировать неравномерность слоя покрытия от одного магнетрона слоем покрытия от другого магнетрона (а также всякими щелями). Способ магнетронного напыления равнотолщинного покрытия содержит два перехода с последовательным нанесением на плоскую поверхность детали двух слоев покрытия с комплементарными профилями слоев, которые при наложении друг на друга дают результирующее равнотолщинное покрытие,
Но при этом в способе-прототипе отсутствует планетарное (а тем более - регулируемое) вращение подложки. Также отсутствует объединение комплементарных (взаимодополняющих, согласованных таким образом, чтобы недостаток одного слоя компенсировался комплементарным недостатком другого слоя, а в сумме получалось бы близко к тому, что требуется) режимов работы всех магнетронных головок установки и сложных планетарных движений сателлитов карусели с целью получения равнотолщинного двухслойного нанопокрытия с высокой степенью точности за счет взаимной компенсации разнотолщинных покрытий с симметричным профилем распределения толщины (например, выпуклых и вогнутых).
Раскрытие изобретения
Задачами (техническим результатом) предлагаемого изобретения являются:
- для установки - расширение функциональных возможностей существенно модифицированной установки, заключающееся, в частности, в обеспечении возможности изменения и выбора соотношения между направлениями и частотами вращений сателлита и водила планетарного механизма, а также в назначении комплементарных режимов нанесения покрытий на подложки;
- для способа - упрощение и соответственно удешевление получения равнотолщинного двухслойного нанопокрытия с высокой степенью точности при работе указанной существенно модифицированной магнетронной установки карусельного типа.
Для достижения указанных технических результатов соответственно предлагаются:
1) установка карусельного типа для магнетронного напыления многослойных покрытий, содержащая вакуумную камеру, в центральной части которой установлен карусельный планетарный механизм с сателлитами для планетарного движения напыляемых деталей на сателлитах; дуальную магнетронную систему, состоящую из двух магнетронов, симметрично наклонно расположенных к фронтальной плоскости вакуумной камеры и направленных своими мишенями в сторону планетарного механизма. При этом установка содержит дополнительный единичный магнетрон, установленный сбоку от дуальной магнетронной системы таким образом, что плоскость его мишени перпендикулярна фронтальной плоскости камеры, а плоскость симметрии мишени проходит через центр вращения карусели. Карусельный планетарный механизм имеет возможность независимого регулирования и реверсирования направлений вращения водила планетарного механизма и его сателлитов, несущих напыляемые детали, и изменения соотношения между угловыми скоростями вращения водила и сателлитов за счет наличия независимых приводов, сообщающих независимые по направлению и соотношению величин вращательные движения водилу и внутреннему зубчатому колесу планетарного механизма, предназначенному для вращения сателлитов с напыляемыми деталями;
2) способ магнетронного напыления равнотолщинного покрытия, содержащий два перехода с последовательным нанесением на плоскую поверхность детали двух слоев покрытия с комплементарными профилями слоев, которые при наложении друг на друга дают результирующее равнотолщинное покрытие. При этом способ использует вышеописанную установку. Один комплементарный профиль слоя покрытия является симметричным выпуклым, получаемым напылением от единичного магнетрона при исходном положении напыляемой детали на сателлите напротив мишеней этого магнетрона и при вращении внутреннего зубчатого колеса и водила планетарного механизма синхронно в одну сторону с обеспечением вращения сателлита, несущего напыляемую деталь, синхронно в противоположную сторону, в одних расчетных ограниченных диапазонах углов поворота водила и внутреннего зубчатого колеса, при этом угловая скорость вращения сателлита по абсолютной величине меньше, чем угловая скорость вращения водила. Другой комплементарный профиль слоя покрытия является симметричным вогнутым, получаемым напылением от дуальной системы двух магнетронов при исходном положении напыляемой детали на сателлите напротив и по оси симметрии перед мишенями этих магнетронов и при вращении внутреннего зубчатого колеса и водила синхронно в одну сторону с обеспечением вращения сателлита, несущего напыляемую деталь синхронно в ту же сторону, в других расчетных ограниченных диапазонах углов поворота водила и внутреннего зубчатого колеса, при этом угловая скорость вращения сателлита по абсолютной величине больше, чем угловая скорость вращения водила.
В частности, для нанесения равнотолщинного металлического нанопокрытия плоской поверхности детали при создании плазмонной решетки используют следующий набор величин самых значимых кинематических и временных параметров работы магнетронной установки, а именно: симметричный выпуклый комплементарный профиль получают напылением от единичного бокового магнетрона при возвратно-вращательном движении детали напротив этого магнетрона, при этом водилу придают возвратно-вращательные движения с частотой nв=7,8 дв. ход/мин, что соответствует угловой скорости водила ωв=0,82 с-1, с размахом углов поворота водила от -110° до +110°; одновременно и синхронно внутреннему зубчатому колесу планетарного механизма придают возвратно-вращательные движения в ту же сторону с частотой nц=10,8 дв. ход/мин, что соответствует угловой скорости внутреннего зубчатого колеса ω11=1,13 с-1 с размахом углов поворота внутреннего зубчатого колеса от -154° до +154°; расчетная продолжительность процесса напыления на этом переходе 120 с; при этом получают толщину симметричного выпуклого слоя покрытия в диапазоне 10,9…11,9 нм; а также симметричный вогнутый комплементарный профиль получают напылением от дуальной системы двух магнетронов при возвратно-вращательном движении детали напротив сдвоенных магнетронов, водилу придают возвратно-вращательные движения с частотой nв=7,8 дв. ход/мин, что соответствует угловой скорости водила ωв=0,82 с-1, с размахом углов поворота водила от -20° до +20°; одновременно и синхронно внутреннему зубчатому колесу планетарного механизма придают возвратно-вращательные движения в ту же сторону с частотой nц=1,6 дв. ход/мин, что соответствует угловой скорости внутреннего зубчатого колеса ω11=0,17 с-1, с размахом углов поворота внутреннего зубчатого колеса от -4° до +4°; расчетная продолжительность процесса напыления на этом переходе 30 с; при этом получают толщину симметричного вогнутого слоя покрытия в диапазоне 31…32 нм, а в качестве суммарной толщины результирующего двухслойного равнотолщинного нанопокрытия получают величину 42,9 нм с математически нулевым разбросом толщины профиля по площади напыленного покрытия плоской поверхности детали.
По сути, в предлагаемом способе выделены режимы так называемые комплементарные (взаимодополняющие, согласованные, чтобы недостаток одного слоя компенсировался комплементарным недостатком другого слоя, а в сумме получалось бы близко к тому, что требуется). В найденных аналогах режимы нанесения многослойных покрытий не комплементарны, т.е., хотя и идет речь о том, что могут быть разные формы толщины покрытий, но не указывается, какие именно формы приводят к итоговой наноразмерной равнотолщинной плоскостности. В случае предлагаемого способа предлагаются симметричность, вогнутость и выпуклость слоев.
С помощью предварительных ТММ-расчетов (эпюры скоростей) и компьютерного имитационного моделирования ТММ-планетарных и магнетронных движений можно синергетически объединить требуемые комплементарные режимы работы (основой оптимизации количества и расположения магнетронов является выбор в качестве комплементарных выпуклой и вогнутой симметричных форм распределения толщины покрытия. Расчеты показали, что выпуклая форма получается при единичном магнетроне, расположенном ортогонально, а вогнутая - при сдвоенных магнетронах, расположенных под углом). Количество и взаимное расположение магнетронных головок и планетарных движений сателлитов с подложками на водиле карусели с центральным зубчатым колесом и дополнительная возможность управляемого реверсирования планетарных движений сателлитов - цель этого синергетического объединения с реверсированием, что приводит к существенному повышению точности наноразмерной равнотолщинности как минимум двухслойного покрытия на подложке, в том числе плазмонных дифракционных решеток для комбинированных голографических оптических элементов (ГОЭ) - дифракционных оптических элементов (ДОЭ) (ГОЭ-ДОЭ).
Перечень чертежей
Фиг. 1 показано конструктивное устройство установки для магнетронного напыления с механизмом карусельного типа для обеспечения планетарного движения подложки;
Фиг. 2 - конструкция механизма ввода в вакуумную камеру планетарного движения напыляемой детали;
Фиг. 3 - схема напыления единичным магнетроном и план скоростей при напылении;
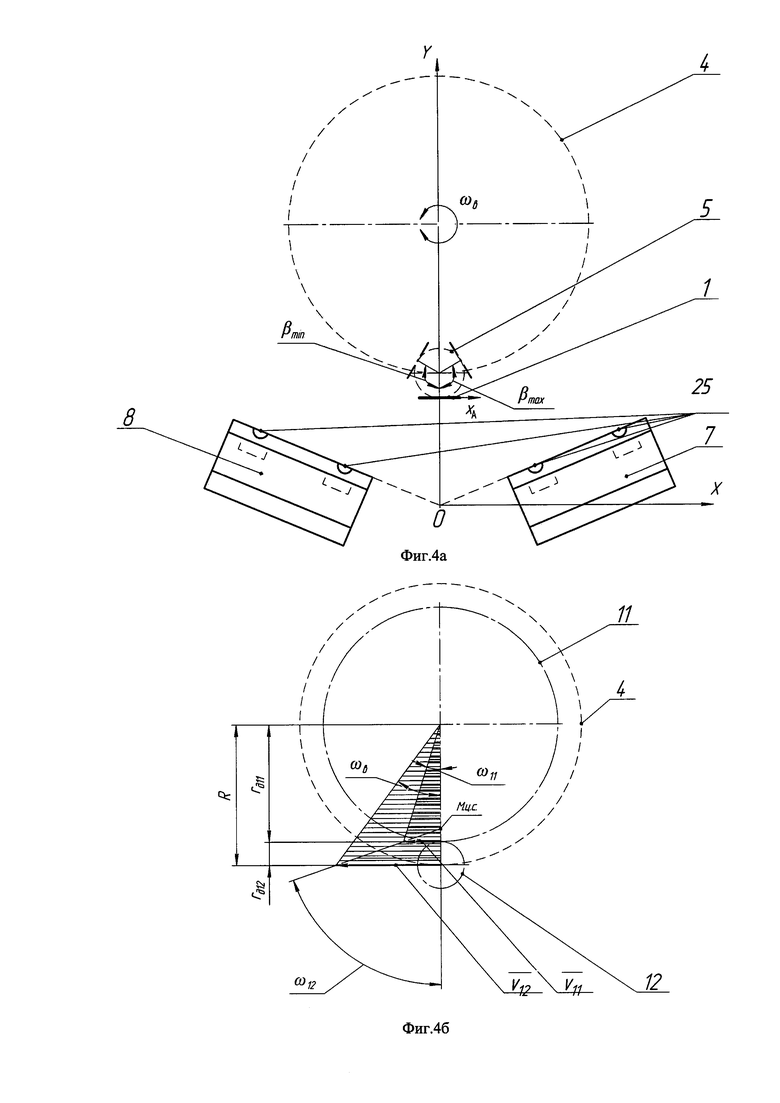
Фиг. 4 - схема напыления дуальной магнетронной системой и план скоростей при напылении;
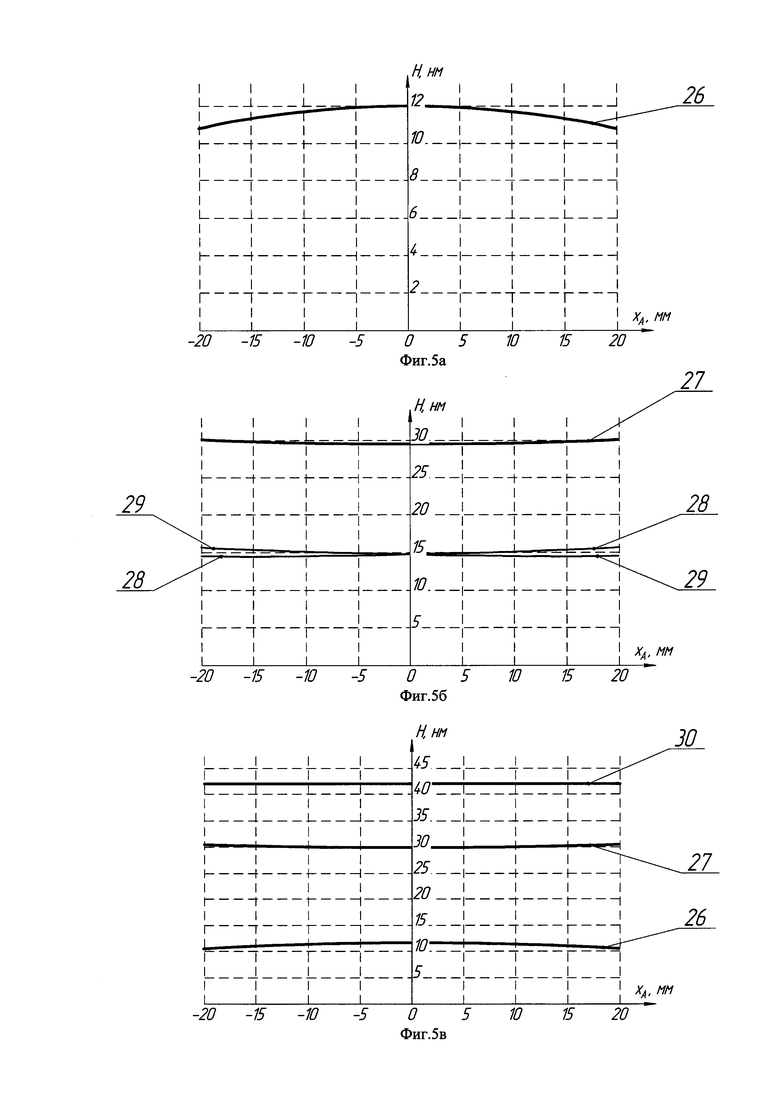
Фиг. 5 - графики распределения толщины покрытия по плоской поверхности детали при комплементарном нанесении двух слоев нанопокрытия по отдельности с формированием результирующего суммарного равнотолщинного двухслойного нанопокрытия.
Осуществление изобретения
На чертежах в единой сквозной нумерации позициями отмечены элементы:
на фиг. 1: 1 - напыляемая деталь; 2 - корпус камеры; 3 - дверца камеры; 4 - водило планетарного механизма; 5 - держатель детали; 6 - ионный источник; 7 - правый магнетрон дуальной системы; 8 - левый магнетрон дуальной системы; 9 - единичный магнетрон; А - точка на напыляемой поверхности детали; α - угол поворота водила планетарного механизма; β - угол поворота сателлита планетарного механизма; С - центр вращения карусели; D - расстояние от центра вращения карусели до начала системы координат установки; ε - угол падения частиц напыляемого материала на напыляемую поверхность; ϕ - угол направленности частиц напыляемого материала из области распыления мишени в точку на напыляемой поверхности детали; θ - углы наклона магнетронов дуальной системы; r - расстояние от центра вращения сателлита до напыляемой поверхности детали; R - радиус расположения осей сателлитов на водиле; ρ - расстояние от области распыления мишени до точки на напыляемой поверхности детали; S - ось сателлита; Ω - центр области распыления мишени; XS, YS - система координат сателлита; XOY - система координат установки; xA - координата точки на поверхности детали;
на фиг. 2: 10 - фланец уплотняющий изоляционный; 11 - внутреннее зубчатое колесо; 12 - зубчатое колесо-сателлит; 13 - внутренний вал; 14 - втулка изоляционная; 15 - манжета; 16 - манжета; 17 - шкив; 18 - шкив; 19 - ремень; 20 - ремень; 21 - подшипник; 22 - подшипник; 23 - вал полый; 24 - корпус;
на фиг. 3 (а, б): 1 - напыляемая деталь; 4 - водило планетарного механизма; 5 - держатель детали; 9 - единичный магнетрон; 25 - области распыления мишени; L - расстояние между областями распыления на мишени; S - расстояние от магнетрона до напыляемой поверхности на детали; r - расстояние от центра вращения сателлита до напыляемой поверхности детали; R - радиус расположения осей сателлитов на водиле; xA - координата точки на поверхности детали;
на фиг. 4 (а, б): 1 - напыляемая деталь; 4 - водило планетарного механизма; 5 - держатель детали; 7 - правый магнетрон дуальной системы; 8 - левый магнетрон дуальной системы; 11 - внутреннее зубчатое колесо; 12 - зубчатое колесо-сателлит; 25 - области распыления мишени; М.ц.с. - мгновенный центр скоростей; ω12 - угловая скорость вращения сателлита вокруг собственной оси; V12 - линейная скорость центра сателлита; V11 - линейная скорость в точке контакта сателлита с внутренним зубчатым колесом; ωв - угловая скорость вращения водила планетарного механизма вокруг собственной оси; ω11 - угловая скорость вращения внутреннего зубчатого колеса вокруг собственной оси; X, Y - система координат установки; βmin, βmax - углы поворота сателлита планетарного механизма вокруг собственной оси; rд11 - радиус делительной окружности внутреннего зубчатого колеса; rд12 - радиус делительной окружности зубчатого колеса-сателлита; R - радиус расположения осей сателлитов на водиле;
на фиг. 5 (а, б, в): 26 - профиль распределения толщины покрытия первого режима; 27 - профиль распределения толщины покрытия комплементарного режима; 28 - вклад в толщину покрытия от правого магнетрона дуальной системы; 29 - вклад в толщину покрытия от левого магнетрона дуальной системы; 30 - итоговый профиль распределения толщины покрытия; Н - толщина покрытия.
На фиг. 1 показана общая компоновка установки магнетронного напыления, которая включает три магнетрона, несущих мишени из напыляемого материала, ионный источник, а также механизм карусели, расположенные в объеме вакуумной камеры, образованной корпусом и дверцей установки. Ионный источник 6 расположен в правой части вакуумной камеры, образуемой корпусом 2 и дверцей 3 установки, и служит для очистки напыляемой поверхности детали и ее активирования перед началом собственно процесса напыления. Магнетроны расположены относительно друг друга следующим образом: единичный магнетрон 9 расположен в левой части вакуумной камеры и установлен жестко таким образом, что его ось симметрии проходит через центр С механизма карусели. Еще два магнетрона - правый 7 и левый 8 - образуют дуальную систему и размещены на дверце 3 установки в ее передней части симметрично относительно продольной оси установки, совпадающей с осью OY ее системы координат. Магнетроны 7 и 8 могут быть установлены под углом θ к фронтальной плоскости установки. По центру камеры располагается механизм карусели, включающий в себя водило 4, несущее держатели 5, в которых закрепляют напыляемые детали 1.
Основой оптимизации количества и расположения магнетронов является выбор в качестве комплементарных выпуклой и вогнутой симметричных форм распределения толщины покрытия. Математическое моделирование формирования толщины покрытия в различных точках напыляемой поверхности детали, основанное на рассмотрении кинематики планетарного движения детали относительно магнетронов (ТММ-расчеты) показало, что для получения выпуклой формы распределения толщин покрытия по напыляемой поверхности необходимо использовать единичный магнетрон, как описано выше, а для получения вогнутой формы - сдвоенные магнетроны, образующие описанную выше дуальную систему. При этом необходимо обеспечить различные величины соотношений между частотами вращения вокруг своих осей водила 4 держателя 5 с возможностью независимого реверсирования каждого из этих вращений.
На фиг. 2 представлен в разрезе механизм ввода в вакуумную камеру планетарного движения напыляемой детали. Весь механизм размещен на корпусе 2 установки и крепится к нему винтами через изоляционные втулки 14. Электрическая изоляция механизма от корпуса установки необходима для обеспечения возможности подачи на удерживающие напыляемые детали-подложки элементы конструкции механизма так называемого опорного электрического напряжения. Герметизацию сочленения корпуса 2 установки с рассматриваемым механизмом обеспечивает изоляционно-уплотняющий фланец 10.
Герметизация самого механизма обеспечивается манжетами 15 и 16, которые герметизируют пространства между внутренним валом 13 и полым валом 23, а также между полым валом 23 и корпусом 24 соответственно. Внутренний вал 13 через шлицевое соединение получает вращение от шкива 17, входящего в состав ременной передачи 19. Аналогично, полый вал 23 через шлицевое соединение получает вращение от шкива 18, входящего в состав ременной передачи 20. Вращения валов 13 и 23 являются независимыми, могут быть однонаправленными и разнонаправленными, а также независимо реверсируемыми. Кроме того, каждый из валов 13 и 23 может совершать возвратно-вращательные движения, проворачиваясь на определенные углы. Величины этих углов также могут быть установлены независимо как по размаху, так и по расположению в окружном направлении.
К нижнему торцу внутреннего вала 13 крепится водило 4 планетарного механизма. Внутреннее зубчатое колесо 11 планетарного механизма крепится к нижнему торцу полого вала 23 и входит в зацепление с сателлитами 12, которые смонтированы на валах-держателях 5 напыляемых деталей, которые, в свою очередь, через подшипники 21 установлены в водиле 4. Для снижения трения при работе рассматриваемого механизма внутренний вал 13 в полом вале 23, а полый вал 23 в корпусе 24 установлены через подшипники 22.
Можно видеть, что, по сравнению с известными конструктивными решениями, в предлагаемом механизме выполнены конструктивные изменения в механических передачах, а именно - в водиле с центральным зубчатым колесом обеспечена возможность независимой передачи вращения на сателлиты. Для управляемого изменения соотношения между частотами вращения водила и сателлитов вокруг собственной оси с независимым реверсированием планетарных движений сателлитов целенаправленно изменяют частоты и направления вращения внутреннего и полого валов.
Предлагаемая модифицированная установка в общем случае работает следующим образом.
Вначале, вращая при помощи внутреннего вала 13 водило 4, выводят напыляемую деталь, закрепленную на держателе 5, в рабочую область. Рабочими областями являются: 1) зона напротив неподвижно магнетрона 9 (см. фиг. 1) по направлению к центру вращения карусели; 2) зона, расположенная оппозитно дуальной системе, образованной магнетронами 7 и 8 (см. фиг. 1). В рабочей области деталь располагают по линии симметрии. Далее, при неподвижном водиле 4 вращают внутреннее зубчатое колесо 11 до тех пор, пока напыляемая поверхность детали не будет установлена перпендикулярно линии симметрии. Это - начальное положение.
Далее, после включения заданного режима работы магнетронов, сообщают напыляемым деталям возвратно-вращательное планетарное движение. Для этого периодически проворачивают по и против часовой стрелки внутренний вал 13 и полый вал 23. Углы поворота в каждую из сторон ограничивают, например, с помощью концевых выключателей или герметичных контактов. При этом угловые скорости и направления вращений валов 13 и 23 согласованы. В процессе планетарного возвратно-вращательного движения напыляемых деталей происходит формирование покрытия из материала мишени на напыляемой поверхности детали. Соотношения между угловыми скоростями и направлениями вращений валов 13 и 23 выбирают, исходя из необходимости формирования на напыленной поверхности покрытия, имеющего одну из взаимно-комплементарных форм распределения толщины по напыленной поверхности детали.
С точки зрения комплементарности слоев на установке реализуются: 1) симметричность; 2) вогнутость или выпуклость профиля наносимого слоя.
С помощью предварительных расчетов, основанных на рассмотрении кинематики планетарного движения детали относительно магнетронов (ТММ-расчетов), - они поясняются планами скоростей на фиг.3, 4 - и компьютерного имитационного моделирования формирования толщины покрытия в различных точках напыляемой поверхности детали удалось синергетически объединить требуемые комплементарные режимы работы.
На фиг. 3 представлена схема для расчета кинематики детали при напылении ее поверхности в рабочей области у неподвижного магнетрона.
В начальном положении (фиг. 3а) напыляемая деталь 1 располагается на расстоянии S от мишени, установленной на неподвижном магнетроне 9. Формирование покрытия на напыляемой поверхности детали происходит благодаря эмиссии напыляемого материала из областей распыления мишени 25.
Планетарное движение детали соответствует планетарному движению сателлита 12 (фиг. 3б). Здесь 11 и 12 - делительные окружности соответственно внутреннего зубчатого колеса и сателлита планетарного механизма, т.е. деталей поз. 11 и 12 на фиг. 2. Вращению водила (деталь поз. 4 на фиг. 2) соответствует эпюра скоростей на фиг. 3б, представляющая собой прямоугольный треугольник, включающий в качестве гипотенузы прямую, наклоненную под углом ωв, причем ωв - это угловая скорость вращения водила, т.е. величина, обусловленная скоростью вращения ротора электродвигателя, сообщающего вращение валу 13 через ременную передачу 19 на фиг. 2. На фиг. 3б представлена также эпюра скоростей сателлита, представляющая собой прямоугольный треугольник, включающий в качестве гипотенузы прямую, наклоненную под углом ω12, причем ω12 - это угловая скорость вращения сателлита. При этом водило 4 вращается с угловой скоростью ωв, а внутреннее зубчатое колесо 11 вращается с угловой скоростью ω11. Это приводит к тому, что сателлит 12 вращается с угловой скоростью ω12 вокруг мгновенного центра скоростей (м.ц.с.). Мгновенный центр скоростей (м.ц.с.) обнаруживается следующим образом. На фиг. 3б имеется вектор V12, направленный вертикально и равный по абсолютной величине произведению величины ωв (угловая скорость вращения водила) на величину R (расстояние на водиле от осей вращения сателлитов до центра механизма). Вектор скорости V12 одинаков для сателлита и водила. Также на фиг. 3б имеется вектор V11, направленный вертикально и равный по абсолютной величине произведению величины ω11 (угловая скорость вращения внутреннего зубчатого колеса, т.е. величина, обусловленная скоростью вращения ротора электродвигателя, сообщающего вращение валу 23 через ременную передачу 20 на фиг. 2) на величину rд11 (радиус делительной окружности внутреннего зубчатого колеса). Вектор скорости V11 одинаков для сателлита и внутреннего зубчатого колеса, поскольку представляет собой скорость в точке контакта делительных окружностей 11 и 12. Мгновенный центр скоростей (м.ц.с.) представляет собой точку пересечения прямой, проходящей через концы векторов V11 и V12 с горизонтальной осью. В итоге получается угловая скорость вращения сателлита ω12, равная углу наклона упомянутой прямой, ограничивающей эпюру скоростей сателлита. Можно видеть, что кинематический режим, отображенный на фиг. 3б, характеризуется тем, что внутреннее зубчатое колесо 11 и водило 4 вращаются синхронно в одну сторону, а при этом сателлит 12, несущий напыляемую деталь, вращается синхронно в противоположную сторону. Кроме того, можно видеть, что угловая скорость вращения сателлита ω12 по абсолютной величине меньше, чем угловая скорость вращения водила ωв.
На фиг. 4 представлена схема для расчета кинематики детали при напылении ее поверхности в рабочей области у дуальной магнетронной системы.
В начальном положении (фиг. 4а) напыляемая поверхность детали 1 располагается перпендикулярно оси симметрии Y вакуумной камеры, занимая симметричное положение относительно магнетронов 7 и 8, образующих дуальную магнетронную систему. Расстояние от точек на напыляемой поверхности детали до этих магнетронов может быть определено из заданных величин расстояний D, R и r (см. фиг. 1). Формирование покрытия на напыляемой поверхности детали происходит в этом случае благодаря эмиссии напыляемого материала из областей распыления мишеней 25, расположенных на двух магнетронах 7 и 8.
Планетарное движение детали соответствует планетарному движению сателлита 12 (фиг. 4б). Здесь 11 и 12 - делительные окружности соответственно внутреннего зубчатого колеса и сателлита планетарного механизма, т.е. деталей поз. 11 и 12 на фиг. 2. Вращению водила (деталь поз. 4 на фиг. 2) соответствует эпюра скоростей на фиг. 4б, представляющая собой прямоугольный треугольник, включающий в качестве гипотенузы прямую, наклоненную к вертикали под углом ωв, причем ωв - это угловая скорость вращения водила, т.е. величина, обусловленная скоростью вращения ротора электродвигателя, сообщающего вращение валу 13 через ременную передачу 19 на фиг. 2. На фиг. 4б представлена также эпюра скоростей сателлита, представляющая собой прямоугольный треугольник, включающий в качестве гипотенузы прямую, наклоненную к вертикали под углом ω12, причем ω12 - это угловая скорость вращения сателлита. При этом водило 4 вращается с угловой скоростью ωв, а внутреннее зубчатое колесо 11 вращается с угловой скоростью ω11. Это приводит к тому, что сателлит 12 вращается с угловой скоростью ω12 вокруг мгновенного центра скоростей (м.ц.с.). Мгновенный центр скоростей (м.ц.с.) обнаруживается следующим образом. На фиг. 4б имеется вектор V12, направленный горизонтально и равный по абсолютной величине произведению величины ωв (угловая скорость вращения водила) на величину R (расстояние на водиле от осей вращения сателлитов до центра механизма). Вектор скорости V12 одинаков для сателлита и водила. Также на фиг. 4б имеется вектор V11, направленный горизонтально и равный по абсолютной величине произведению величины ω11 (угловая скорость вращения внутреннего зубчатого колеса, т.е. величина, обусловленная скоростью вращения ротора электродвигателя, сообщающего вращение валу 23 через ременную передачу 20 на фиг. 2) на величину rд11 (радиус делительной окружности внутреннего зубчатого колеса). Вектор скорости V11 одинаков для сателлита и внутреннего зубчатого колеса, поскольку представляет собой скорость в точке контакта делительных окружностей 11 и 12. Мгновенный центр скоростей (м.ц.с.) представляет собой точку пересечения прямой, проходящей через концы векторов V11 и V12 с вертикальной осью. В итоге получается угловая скорость вращения сателлита ω12, равная углу наклона упомянутой прямой, ограничивающей эпюру скоростей сателлита. При этом водило 4 вращается с угловой скоростью ωв, а внутреннее зубчатое колесо 11 вращается с угловой скоростью ω11. Это приводит к тому, что сателлит 12 вращается с угловой скоростью ω12 вокруг мгновенного центра скоростей (м.ц.с.). Можно видеть, что кинематический режим, отображенный на фиг. 4б, характеризуется тем, что внутреннее зубчатое колесо 11 и водило 4 вращаются синхронно в одну сторону, но при этом сателлит 12, несущий напыляемую деталь, в отличие от предыдущего случая, вращается синхронно в ту же сторону. Также можно видеть, что, в отличие от предыдущего случая, угловая скорость вращения сателлита ω12 по абсолютной величине больше, чем угловая скорость вращения водила ωв.
На фиг. 5 показаны графики распределений толщины покрытия по напыляемой поверхности детали для условий напыления, соответствующих вариантам, описанным при изложении содержания фиг. 3 и 4.
При этом напыление детали при ее перемещении в пределах рабочей области у неподвижного магнетрона (см. фиг. 3) приводит к формированию покрытия, распределение толщины которого по напыляемой поверхности описывается графиком 26 (фиг. 5а, 5в). Можно видеть, что распределение толщины покрытия является симметричным и выпуклым.
Напыление детали при ее перемещении в пределах рабочей области у дуальной магнетронной системы (см. фиг. 4) приводит к формированию покрытия, распределение толщины которого по напыляемой поверхности описывается графиком 27 (фиг. 5б, 5в). Можно видеть, что в этом случае, так же, как и в предыдущем, распределение толщины покрытия является симметричным, однако, в отличие от предыдущего случая, это распределение является вогнутым. Следует отметить, что, хотя распределение толщины покрытия, формируемое одновременной работой обоих магнетронов 7 и 8 дуальной магнетронной системы, является симметричным и описывается графиком 27, вклад каждого из магнетронов 7 и 8 является несимметричным и описывается графиками 28 и 29 соответственно.
Тот факт, что напыление детали в рабочих зонах у неподвижного магнетрона и у дуальной магнетронной системы приводит к образованию симметричных форм распределения толщины покрытия, имеющих соответственно выпуклость и вогнутость, позволяет обеспечивать одинаковость толщины покрытия по всей напыляемой поверхности за счет ее напыления поочередно в двух указанных рабочих зонах. На фиг. 5в показано, как, напыляя покрытие поочередно в рабочих областях у неподвижного магнетрона и у дуальной магнетронной системы, получают покрытие равной толщины, описываемое графиком 30.
При анализе распределения толщины покрытия по напыляемой поверхности детали использовалась следующая, основанная на законе косинусов Ламберта-Кнудсена математическая модель, устанавливающая взаимосвязь между скоростью роста толщины покрытия в рассматриваемой точке напыляемой поверхности и сочетанием кинематических, геометрических и технологических факторов процесса напыления:

где ξ - скорость роста толщины покрытия в рассматриваемой точке на напыляемой поверхности детали, нм/с;
k - коэффициент пропорциональности, зависящий от размеров частиц напыляемого материала и стехиометрии формируемого покрытия, нм⋅мм2/частицу;
hm - величина максимума в диаграмме направленности распыления напыляемого материала из области распыления мишени (поз. 25 на фиг. 3 и 4), частиц/с;
ρ - расстояние от рассматриваемой точки А на напыляемой поверхности детали до рассматриваемой области распыления мишени Ω (см. фиг. 1), мм;
ϕ - угол направленности потока частиц из рассматриваемой области распыления мишени Ω в рассматриваемую точку А на напыляемой поверхности детали (см. фиг. 1);
ε - угол падения частиц в рассматриваемую точку А на напыляемой поверхности детали из рассматриваемой области распыления мишени Ω (см. фиг. 1).
Входящие в формулу (1) параметры ρ, ϕ и ε в каждый текущий момент времени зависят от углов поворота водила 4 α и держателя детали 5 β (см. фиг. 1). Сочетание углов α и β определяется кинематическим режимом операции напыления, характеризуемым устанавливаемыми независимо величинами угловых скоростей вращения водила ωв и внутреннего зубчатого колеса ω11 (см. фиг. 3б и 4б). Параметры ρ, ϕ и ε связаны с углами α и β, а также геометрическими параметрами, характеризующими конструкцию установки, кинематическими зависимостями.
Особое внимание уделяют рассмотрению кинематических зависимостей для параметра ε - угла падения частиц напыляемого материала из единичной области распыления мишени в рассматриваемую точку на напыляемой поверхности детали. Процесс напыления на рассматриваемую поверхность детали в рассматриваемой точке возможен лишь при выполнении условия

Исходя из этого, получают наибольшее βmax и наименьшее βmin значения углов поворота β (см. фиг. 4а) таких, что процесс напыления в рассматриваемую точку напыляемой поверхности детали из рассматриваемой области распыления мишени происходит лишь при выполнении условия

Подставляя кинематические зависимости для параметров ρ, ϕ и ε в формулу (1), получают кинематические зависимости для скорости ξ роста толщины покрытия в рассматриваемой точке.
Переход от вычисления скорости ξ роста толщины покрытия непосредственно к расчету толщины покрытия Н производят интегрированием зависимостей ξ(t), где t - время напыления, по переменной t. При этом операцию численного интегрирования производят лишь при выполнении условия (2), т.е. в пределах выполнения условия (3). По итогам численного интегрирования кинематических зависимостей скорости ξ роста толщины покрытия в рассматриваемой точке А на напыляемой поверхности детали от всех участвующих в напылении областей распыления мишеней Ω (см. фиг. 1) получают величину толщины покрытия H в рассматриваемой точке А за расчетный промежуток времени. Построив эпюру распределения величины Н по множеству рассматриваемых точек А на напыляемой поверхности детали, получают графики H(xA) распределения толщины покрытия по напыляемой поверхности детали (см. фиг. 5).
Можно видеть, что графики 26 и 27 на фиг. 5в соответствуют комплементарным режимам напыления: первый режим (график 26 на фиг. 5а, 5в) обеспечивает формирование на напыляемой поверхности симметричного выпуклого профиля, а второй - комплементарный к первому - режим напыления (график 27 на фиг. 5б, 5в), будучи реализован самостоятельно, обеспечивает формирование на напыляемой поверхности симметричного вогнутого профиля. Таким образом, будучи реализованы последовательно, первый и второй режимы обеспечивают получение на напыляемой поверхности покрытия равной толщины, описываемого графиком 30 на фиг. 5в. Взаимно комплементарные режимы напыления отличаются параметрами работы магнетронных головок и планетарных движений сателлитов. Планетарные движения сателлитов различаются как реверсированием взаимных направлений вращения сателлита и водила планетарного механизма, так и соотношением между угловыми скоростями этих вращений. В результате обеспечивается общее двухслойное нанопокрытие равной толщины по всей поверхности подложки с требуемой степенью точности.
Пример реализации предлагаемого способа на предлагаемой установке
В качестве примера рассматривали изготовление комбинированных ГОЭ-ДОЭ в рамках госконтракта «ГОЭ-ДОЭ» (исполнитель - МГТУ им. Н.Э. Баумана, заказчик - Министерство образования и науки РФ). Имели диэлектрические оптически прозрачные (стеклянную, кварцевую, из лейкосапфира) пластины - подложки размером 40×50 мм. На поверхности подложки должны быть выполнены так называемые плазменные дифракционные решетки (ПДР). Для создания ПДР необходимы нанометровые параметры толщины наносимого покрытия.
В качестве материала для создания поверхностных плазмонов применяли алюминий, который напыляли с созданием тонкопленочного покрытия нанометровой толщины. Для работы алюминиевого покрытия в режиме поверхностного плазмонного резонанса его толщина должна составлять 40…50 нм. Рассчитывая комбинированный ГОЭ-ДОЭ методом усеченных Фурье-мод с помощью специализированного программного обеспечения для создания плазмонных дифракционных решеток со спектрально-угловой селективностью, получили, что толщина металлического покрытия из алюминия является единственно допустимой и составляет 43 нм.
Операцию напыления этого функционального покрытия производили на рассматриваемой установке. В качестве плазмообразующего газа использовался азот.
Операция осуществлялась за два перехода, различающихся режимами напыления, включающими геометрические, кинематические и физико-химические параметры.
Первый переход реализовывал первый режим напыления, т.е. выполнялся возвратно-вращательным движением детали напротив единичного бокового магнетрона (поз. 9 на фиг. 1), оснащенного мишенью из алюминия.
Схема напыления представлена на фиг. 3 (а, б) и включала следующие параметры:
- расход плазмообразующего газа (азота) - 123,8 scsm (стандартных кубических сантиметров в минуту);
- что создавало в камере вакуум с давлением p=0,16 Па;
- на подвеску, несущую напыляемую деталь, подавалось опорное напряжение Uоп=-800 В;
- при этом фиксировался ток Iоп=0,2 А;
- на магнетрон подавалось напряжение смещения Uсм=-375 В;
- при этом фиксировался ионный ток I=1 А;
- экспериментально установленная скорость напыления алюминия при таких условиях составляла q=0,1 нм/с;
- водило совершало возвратно-вращательные движения с частотой nв=7,8 дв. ход/мин, что соответствовало угловой скорости (см. фиг. 3б) ωв=0,82 с-1;
- с размахом углов поворота водила от -110° до +110°;
- при этом одновременно и синхронно внутреннее зубчатое колесо планетарного механизма совершало возвратно-вращательные движения в ту же сторону с частотой nц=10,8 дв. ход/мин, что соответствовало угловой скорости (см. фиг. 3б) ω11=1,13 с-1;
- с размахом углов поворота внутреннего зубчатого колеса от -154° до +154°;
- продолжительность напыления на этом переходе (основное время) составило t1=120 с (2 минуты).
Геометрические характеристики первого перехода следующие:
- расстояние от магнетрона до детали в начальном положении S=50 мм;
- радиус расположения деталей на сателлите планетарного механизма r=37 мм;
- радиус водила планетарного механизма R=145 мм;
- расстояние между источниками напыляемого материала на мишени l=36 мм.
Сформировалось покрытие, распределение толщины которого по поверхности детали представлено на фиг. 5а, 5в. Из рассмотрения фиг. 5а, 5в можно видеть, что толщина покрытия находится в диапазоне 10,9…11,9 нм, т.е. разнотолщинность покрытия составляет 1 нм, что означает погрешность примерно в 10%.
Далее, в той же камере осуществляли второй переход операции напыления.
Второй переход реализовывал комплементарный режим напыления, т.е. выполнялся возвратно-вращательным движением детали напротив сдвоенных магнетронов (поз. 7 и 8 на фиг. 1), оснащенных мишенями из алюминия.
Схема напыления представлена на фиг. 4 (а, б) и включала следующие параметры:
- расход плазмообразующего газа (азота) - 134 scsm (стандартных кубических сантиметров в минуту);
- что создавало в камере вакуум с давлением p=0,3 Па;
- на подвеску, несущую напыляемую деталь, подавалось опорное напряжение Uоп=-50 В;
- при этом фиксировался ток Iоп=0,9 А;
- на правый магнетрон подавалось напряжение смещения Uсм=-400 В;
- при этом фиксировался ионный ток I=5,5 А;
- на левый магнетрон подавалось напряжение смещения Uсм=-492 В;
- при этом фиксировался ионный ток I=5,5 А;
- экспериментально установленная скорость напыления алюминия при таких условиях составляла q=1,1 нм/с;
- водило совершало возвратно-вращательные движения с частотой nв=7,8 дв. ход/мин, что соответствовало угловой скорости (см. фиг. 4б) ωв=0,82 с-1;
- с размахом углов поворота водила от -20° до +20°;
- при этом одновременно и синхронно внутреннее зубчатое колесо планетарного механизма совершало возвратно-вращательные движения в ту же сторону с частотой nц=1,6 дв. ход/мин, что соответствовало угловой скорости (см. фиг. 4б) ω11=0,17 с-1;
- с размахом углов поворота внутреннего зубчатого колеса от -4° до +4°;
- продолжительность напыления на этом переходе (основное время) составило t2=30 с (0,5 минуты).
Геометрические характеристики второго перехода следующие:
- расстояние от центра вращения карусели до начала координат D=300 мм;
- радиус расположения деталей на сателлите планетарного механизма r=37 мм;
- радиус водила планетарного механизма R=145 мм;
- углы наклона правого и левого магнетронов к фронтальной плоскости камеры (см. фиг. 1) θп=θл=23°;
- расстояние между источниками напыляемого материала на каждой из мишеней lл=lп=36 мм;
- расстояние от плоскости симметрии установки до правого и левого ближних точечных источников напыляемого материала, измеренное вдоль плоскостей мишеней 101 мм.
На фиг. 5б, 5в представлено распределение по поверхности детали той толщины покрытия, которая сформировалась только на втором переходе выполняемой операции. Из рассмотрения фиг. 5б, 5в можно видеть, что добавленная толщина покрытия находится в диапазоне 31…32 нм, т.е. разнотолщинность покрытия составляет 1 нм, что означает погрешность примерно в 3%.
В то же время из рассмотрения фиг. 5в отчетливо видно, что суммарная толщина покрытия составляет 42,9 нм с математически (в имитационном моделировании) нулевой разнотолщинностью. Отклонение реально полученной толщины покрытия от теоретически рассчитанной составляет 0,1 нм, что вполне приемлемо с точки зрения эксплуатационных характеристик детали - комбинированной ГОЭ-ДОЭ. При этом математическая оценка точности получаемого равнотолщинного покрытия характеризуется тем, что точность находится в пределах 0,1%, а в абсолютном выражении - до 0,5 нм.
Таким образом, предлагаемые в качестве изобретений существенно модифицированная установка карусельного типа для магнетронного напыления многослойных покрытий и способ магнетронного напыления равнотолщинного нанопокрытия позволяют решить задачу высокоточного и недорогого нанесения равнотолщинного нанопокрытия, например, для создания плазмонных дифракционных решеток для комбинированных ГОЭ-ДОЭ в рамках выполнения Госконтракта по соглашению №14.577.21.0115 (заказчик - Министерство образования и науки РФ, исполнитель - МГТУ им. Н.Э. Баумана).
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПЫЛИТЕЛЬНЫЙ УЗЕЛ ПЛОСКОГО МАГНЕТРОНА | 2011 |
|
RU2500834C2 |
| Магнетронная распылительная система | 2023 |
|
RU2830266C1 |
| Магнетронная распылительная система | 2020 |
|
RU2748443C1 |
| Устройство для напыления тонкопленочных покрытий | 2023 |
|
RU2817684C1 |
| ПОДЛОЖКОДЕРЖАТЕЛЬ И УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ МАГНЕТРОННОГО РАСПЫЛЕНИЯ НА ЕГО ОСНОВЕ | 2010 |
|
RU2437964C2 |
| Установка магнетронного напыления покрытий на движущуюся тонкую металлическую проволоку или оптоволокно | 2024 |
|
RU2829751C1 |
| ПЛАНЕТАРНЫЙ МЕХАНИЗМ РЕГУЛИРОВАНИЯ ВАРИАТОРА | 1991 |
|
RU2022182C1 |
| УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ ПОКРЫТИЙ НА ПРЕЦИЗИОННЫЕ ДЕТАЛИ УЗЛОВ ГИРОПРИБОРОВ | 2012 |
|
RU2507306C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ГРАДИЕНТНОГО ПОКРЫТИЯ МЕТОДОМ МАГНЕТРОННОГО НАПЫЛЕНИЯ | 2013 |
|
RU2551331C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ С ПЕРИОДИЧЕСКОЙ СТРУКТУРОЙ МЕТОДОМ МАГНЕТРОННОГО РАСПЫЛЕНИЯ | 2006 |
|
RU2308538C1 |



Изобретение относится к способу магнетронного напыления многослойного равнотолщинного покрытия и установке для его осуществления и может быть использовано для получения оптических покрытий на поверхности оптических подложек. Последовательное нанесение на плоскую поверхность детали двух слоев с комплементарными профилями и получение равнотолщинного покрытия осуществляют в вакуумной камере с карусельным планетарным механизмом посредством магнетронной системы. Система содержит два магнетрона с мишенями, симметрично и наклонно расположенными к фронтальной плоскости вакуумной камеры и обращенными своими мишенями в сторону карусельного планетарного механизма, и единичный магнетрон с мишенью. Один слой покрытия напыляют симметричным выпуклым посредством единичного магнетрона, осуществляя реверсивное синхронное вращение внутреннего зубчатого колеса и водила упомянутого планетарного механизма в одну сторону и реверсивное вращение сателлита синхронно в противоположную сторону в одних расчетных диапазонах углов поворота водила и внутреннего зубчатого колеса. Сателлит вращают с угловой скоростью по абсолютной величине меньшей, чем угловая скорость вращения водила. Второй слой покрытия напыляют симметричным вогнутым посредством двух магнетронов дуальной системы, осуществляя реверсивное вращение внутреннего зубчатого колеса и водила синхронно в одну сторону и реверсивное вращение сателлита синхронно в ту же сторону в расчетных диапазонах углов поворота, отличных от углов поворота водила и внутреннего зубчатого колеса при выполнении первого слоя покрытия. Сателлит вращают с угловой скоростью по абсолютной величине большей, чем угловая скорость вращения водила. Получают покрытие с высокой степенью точности, при этом отклонение его толщины от теоретически рассчитанной составляет 0,1 нм. 2 н. и 1 з.п. ф-лы, 9 ил., 1 пр.
1. Способ магнетронного напыления многослойного равнотолщинного покрытия, включающий последовательное нанесение на плоскую поверхность детали в вакуумной камере с карусельным планетарным механизмом двух слоев с комплементарными профилями и получение равнотолщинного покрытия, отличающийся тем, что напыление покрытия осуществляют посредством магнетронной системы, содержащей два магнетрона с мишенями, симметрично и наклонно расположенными к фронтальной плоскости вакуумной камеры и обращенными своими мишенями в сторону карусельного планетарного механизма, и единичный магнетрон с мишенью, при этом один слой покрытия напыляют симметричным выпуклым посредством единичного магнетрона при исходном положении напыляемой детали напротив мишени упомянутого магнетрона, при этом осуществляют реверсивное синхронное вращение внутреннего зубчатого колеса и водила упомянутого планетарного механизма в одну сторону и реверсивное вращение сателлита синхронно в противоположную сторону в одних расчетных диапазонах углов поворота водила и внутреннего зубчатого колеса, причем сателлит вращают с угловой скоростью по абсолютной величине меньшей, чем угловая скорость вращения водила, а второй слой покрытия напыляют симметричным вогнутым посредством двух магнетронов дуальной системы при исходном положении напыляемой детали напротив и по оси симметрии перед мишенями упомянутых магнетронов, при этом осуществляют реверсивное вращение внутреннего зубчатого колеса и водила синхронно в одну сторону и реверсивное вращение сателлита синхронно в ту же сторону в расчетных диапазонах углов поворота, отличных от углов поворота водила и внутреннего зубчатого колеса при выполнении первого слоя покрытия, при этом сателлит вращают с угловой скоростью по абсолютной величине большей, чем угловая скорость вращения водила.
2. Способ по п. 1, отличающийся тем, что симметричный выпуклый комплементарный профиль первого слоя получают напылением посредством единичного магнетрона при реверсивном вращении детали, которую размещают напротив магнетрона, при этом осуществляют реверсивное вращение водила упомянутого планетарного механизма с частотой nв=7,8 дв. ход/мин, угловой скоростью ωв=0,82 с-1 и углом поворота от -110° до +110°, одновременно и синхронно осуществляют реверсивное вращение внутреннего зубчатого колеса упомянутого планетарного механизма в ту же сторону с частотой nц=10,8 дв. ход/мин, с угловой скоростью ω11=1,13 с-1 и с углом поворота от -154° до +154°, при этом упомянутый слой напыляют в течение 120 с с получением толщины слоя 10-11,9 нм, а симметричный вогнутый комплементарный профиль второго слоя получают напылением посредством двух магнетронов дуальной системы при реверсивном вращении детали, расположенной напротив сдвоенных магнетронов, при этом водилу придают реверсивное вращение с частотой nв=7,8 дв. ход/мин, угловой скоростью ωв=0,82 с-1 с углом поворота от -20° до +20°, и одновременно и синхронно внутреннему зубчатому колесу упомянутого планетарного механизма придают реверсивное вращение в ту же сторону с частотой nц=1,6 дв. ход/мин, угловой скоростью ω11=0,17 с-1 с углом поворота от -4° до +4°; причем упомянутый слой напыляют в течение 30 с с получением толщины слоя покрытия в 31-32 нм, при этом получают равнотолщинное покрытие по площади поверхности плоской детали толщиной 42,9 нм.
3. Установка для магнетронного напыления многослойного равнотолщинного покрытия, содержащая вакуумную камеру, в центральной части которой установлены карусельный планетарный механизм, включающий сателлиты в зацеплении с внутренним зубчатым колесом и водило с валами-держателями напыляемых деталей, дуальную магнетронную систему, состоящую из двух магнетронов с мишенями, симметрично и наклонно расположенных к фронтальной плоскости вакуумной камеры и обращенных своими мишенями в сторону карусельного планетарного механизма, отличающаяся тем, что она снабжена дополнительным единичным магнетроном с мишенью, установленным в вакуумной камере таким образом, что плоскость симметрии мишени проходит через центр вращения карусельного планетарного механизма, при этом водило карусельного планетарного механизма с валами-держателями напыляемых деталей и сателлиты установлены с возможностью независимого реверсирования вращения посредством независимых приводов, которые выполнены с возможностью изменения соотношения между угловыми скоростями вращения водила и внутреннего зубчатого колеса сателлитов.
| Сагателян Г.Р., Шишлов А.В | |||
| - Электронный журнал | |||
| Наука и Образование | |||
| МГТУ им | |||
| Н.Э | |||
| Баумана, 2014, N11, с | |||
| Приспособление для отопления печей нефтью | 1922 |
|
SU458A1 |
| JP H03253568 A, 12.11.1991 | |||
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ В ВАКУУМЕ | 1990 |
|
SU1828669A3 |
| УСТАНОВКА ДЛЯ ИОННО-ЛУЧЕВОЙ И ПЛАЗМЕННОЙ ОБРАБОТКИ | 2011 |
|
RU2496913C2 |
| РАСПЫЛИТЕЛЬНЫЙ УЗЕЛ ПЛОСКОГО МАГНЕТРОНА | 2011 |
|
RU2500834C2 |
| CN 203080059 U, 24.07.2013 | |||
| US 2012329595 A1, 27.12.2012 | |||
| СПОСОБ РАЗМНОЖЕНИЯ РАСТЕНИЙ IN VITRO | 2004 |
|
RU2277773C2 |

