Изобретение касается способа и устройства для оптического измерения внутренних размеров изготовленной прокаткой бесшовной трубы или сварной трубы с продольным швом, изготовленной из листов металла, пластически деформированных с получением полутруб, или из одного пластически деформированного листа металла, или из металлической полосы, размотанной с рулона, включающего в себя сенсорное средство, испускающее лазерный луч внутри трубы.
Для измерения прямизны, диаметра и некруглости трубы известно применение бесконтактных измерительных устройств, например лазерных измерительных систем, которые измеряют трубу снаружи с помощью нескольких расположенных на определенных расстояниях лазеров, при этом применяются десять или больше лазерных сенсоров, распределенных по длине трубы.
Для этого труба должна поворачиваться на поворотном устройстве. Прямизна и возможная овальность рассчитываются по определенным значениям измерений. Несмотря на то, что должны конструироваться или, соответственно, требуются дорогостоящие сложные лазерные батареи, однако посредством них невозможно измерять внутренний контур трубы, а у сварной трубы с продольным швом - дополнительно имеющийся внутренний сварной шов по всей длине трубы.
В DE 10 2011 009 660 B4 предлагается устройство и способ для пластической деформации плоского проката с получением шлицевых труб или заготовок труб, которые позволяют осуществлять постоянный контроль и в итоге также автоматизацию самого процесса практически независимо от толщины и свойств материала пластически деформируемого плоского проката.
При этом источник света и по меньшей мере один приемник соединены по меньшей мере с одним инструментом для внутренней пластической деформации и служат для измерения внутреннего контура шлицевых труб или заготовок труб. Предпочтительно при этом применяются лазерный источник и лазерный детектор.
При этом имеется устройство, которое с помощью точно работающих средств позволяет осуществлять прецизионный контроль текущих этапов пластической деформации вплоть до итогового контроля внутреннего контура поперечного сечения шлицевой трубы. В зависимости от определенных результатов измерений каждая локальная, поэтапная пластическая деформация или весь процесс пластической деформации может тогда немедленно контролироваться, предпочтительно в режиме онлайн и автоматизированно, и при необходимости осуществляться дополнительная юстировка параметров настройки обрабатывающей машины.
С помощью этого лазерного измерения внутренних размеров может контролироваться поэтапный процесс пластической деформации, то есть измеряться внутренняя сторона шлицевой трубы в определенном положении по длине трубы, но обязательно только в трубоформовочном прессе, имеющем внутренний инструмент, в котором путем радиальной пластической деформации плоского проката создается шлицевая труба.
При изготовлении бесшовной трубы, при котором слиток прокатывается на оправке и/или прокатном стержне, или при изготовлении сварной трубы с продольным швом, для чего, например, две полутрубы, пластически деформированные из листов металла, свариваются друг с другом, известное лазерное измерение внутренних размеров применяться не может.
Потому что, с одной стороны, во время процесса прокатки вследствие не имеющегося свободного пространства и, конечно, огромных температур постоянное измерение внутренних размеров невозможно. С другой стороны, при соединении двух полутруб и их последующей сварке друг с другом внутренний инструмент для пластической деформации не применяется.
Поэтому в основе изобретения лежит задача, создать способ и устройство вышеназванного рода для измерения внутренних размеров бесшовных или сварных труб с продольным швом, с помощью которых простым образом на станции может точно определяться и отображаться овальность и прямизна трубы.
Эта задача решается с помощью предлагаемого изобретением способа посредством того, что сенсорное средство горизонтально перемещается сквозь трубу, при этом внутренний контур трубы измеряется таким образом, что размещенный в конце пути перемещения лазерный трекер своим лазерным лучом отслеживает текущее положение сенсорного средства в пространстве трубы и регистрирует отклонения сенсорного средства от прямизны.
Сенсорное средство, предпочтительно сенсорная головка, постоянно поворачивающаяся или, соответственно, вращающаяся вокруг собственной оси, имеет лазерный источник и лазерный детектор, посредством которых при горизонтальном движении сенсорного средства вперед или же назад внутри трубы поэтапно или же непрерывно регистрируется внутренний контур, и при этом измеряется круглость или овальность трубы, при этом внутренний контур трубы может определяться методом триангуляции или методом определения времени движения.
Когда укомплектованное лазерным источником и лазерным детектором сенсорное средство движется сквозь трубу, лазерный луч лазерного трекера автоматически отслеживает текущее положение сенсорного средства в данный момент, в то время как ориентация лазерного трекера измеряется с помощью сельсин-датчиков под двумя углами. Лазерный трекер всегда распознает точное X-, Y-, Z-положение сенсорного средства в пространстве и знает, где находится его центр.
Когда расстояние от внутренних стенок до сенсорного средства изменяется, например, когда имеется овальность по периметру трубы или кривизна или, соответственно, изгиб трубы по ее продольной оси, или сенсорное средство отходит от своего идеального пути, такое изменение расстояния измеряется лазерным средством, которое в комбинации с лазерным измерением расстояния прецизионно регистрирует положение сенсорного средства относительно неподвижного положения лазерного трекера.
Таким образом может осуществляться полное 3-мерное измерение размеров трубы на измерительной станции путем регистрации общего поперечного сечения и продольной формы, в частности труб большого диаметра.
С помощью описанного выше способа дополнительно к прецизионному измерению внутренней геометрии трубы может предпочтительно также контролироваться контур и, в частности, сплошная непрерывность внутреннего сварного шва сварной трубы с продольным швом.
Положенная в основу изобретения задача решается с помощью устройства, которое отличается тем, что сенсорное средство установлено на движущемся сквозь трубу транспортировочном средстве, и на находящейся напротив стороны входа транспортировочного средства торцевой стороне трубы предусмотрен лазерный трекер, лазерный луч которого сообщается с предусмотренным на сенсорном средстве рефлектором.
Транспортировочное средство, выполненное, например, в виде тележки или салазок, предпочтительно посредством толкающей штанги в качестве толкающего средства, которая может приводиться в действие испытывающим гидравлическую/пневматическую нагрузку цилиндром или двигателем, горизонтально вдвигается в измеряемую трубу, при этом труба неподвижно опирается на опорные стойки, соответствующие диаметру трубы. В качестве сенсорного средства в соответствии с изобретением предпочтительна вращающаяся сенсорная головка, опционально несколько лазерных профилометрических сенсоров.
Во время линейного движения подачи транспортировочного средства, укомплектованного сенсорной головкой, выполненная с лазерным источником и лазерным детектором сенсорная головка постоянно вращается вокруг своей собственной оси, при этом лазерными лучами, эмитируемыми лазерным источником, непрерывно покрывается все внутреннее поперечное сечение и при необходимости имеющийся сварной шов трубы. Лазерный луч непрерывно отслеживает положение рефлектора. При этом осуществляется координационное определение положения сенсорной головки внутри трубы, благодаря чему, с одной стороны, измеряется изменяющееся расстояние от внутреннего контура до сенсорной головки, а с другой стороны, изменяющееся положение между лазерным трекером и движущейся вперед и назад посредством транспортировочного средства в горизонтальном направлении сенсорной головкой или, соответственно, сенсорным средством.
Обнаружение и аналитическая оценка лазерных лучей, отраженных от внутреннего контура и/или сварного шва трубы, осуществляется посредством приемника и предпочтительно с помощью преобразователя, благодаря чему может отображаться внутренний контур.
За счет комбинирования лазерного измерения посредством сенсорного средства и координационного определения положения с помощью лазерного трекера осуществляется 3-мерное измерение внутреннего контура трубы, которое может представляться на экране.
Другие признаки и детали изобретения содержатся в пунктах формулы изобретения и последующем описании одного из примеров осуществления изобретения, схематично изображенного на единственном чертеже.
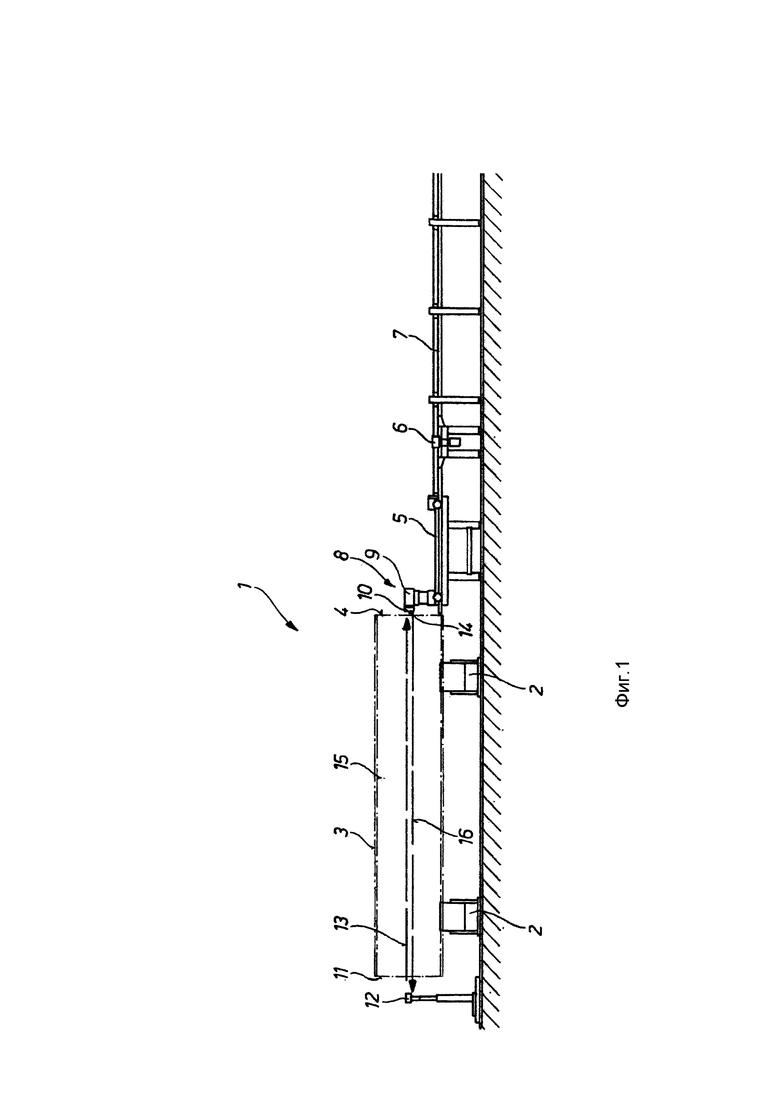
На фигуре показана измерительная станция 1 для измерения внутренних размеров цельнокатаных труб или труб с продольным швом, которая подключена к производственной линии.
Измерительная станция 1 включает в себя две опорные стойки 2, приемные гнезда которых соответствуют наружному диаметру неподвижно опирающейся на них измеряемой трубы 3.
На правой торцевой стороне 4 трубы 3 находятся транспортировочные салазки 5, которые могут перемещаться в горизонтальном направлении посредством толкающей штанги 7, приводимой в движение двигателем 6. На транспортировочной тележке 5 расположено лазерное измерительное устройство 8, которое на данной фигуре имеет вращающуюся вокруг собственной оси сенсорную головку 9. Вращающаяся сенсорная головка 9 работает предпочтительно с помощью лазерного диода, который испускает лазерную световую точку или, соответственно, лазерный световой луч 10. Кроме того, в сенсорную головку 9 интегрирован не изображенный на данной фигуре приемник.
На левой торцевой стороне 11 трубы 3 стационарно установлен переставляемый по высоте лазерный трекер 12, который посредством интерферометра трекера испускает лазерный луч 13, отражающийся от расположенного на сенсорной головке 9 рефлектора 14 обратно к лазерному трекеру12, как обозначено стрелкой 16.
Для оптического и бесконтактного измерения внутреннего контура 15 трубы 3 укомплектованные лазерным измерительным устройством 8 транспортировочные салазки 5 посредством толкающей штанги 7, приводимой в движение двигателем 6, в горизонтальном направлении вдвигаются в трубу 3. Одновременно с этим сенсорная головка 9 вращается вокруг своей собственной оси, при этом эмитируемым лазерным диодом лазерным световым лучом 10 непрерывно или поэтапно, например, для сканирования внутреннего сварного шва сварной трубы с продольным швом, покрывается внутренний контур 15. Отраженная от внутренних стенок и вместе с тем от внутреннего контура 15 лазерная световая точка или лазерный световой луч 10 принимается детектором положения в сенсорной головке 9 и измеряется.
Принятая и измеренная лазерная световая точка или, соответственно, лазерный световой луч 10 может затем отображаться, например, на оптическом устройстве регистрации изображений, благодаря чему обеспечивается возможность отображения внутреннего контура 15 трубы 3.
Для непрерывного отслеживания вращающейся сенсорной головки 9 и для координационного определения ее положения внутри трубы 3 предусмотрен лазерный трекер 12, находящийся линейно напротив сенсорной головки 9 в неподвижном положении, лазерный луч 13 которого отслеживает рефлектор 14 сенсорной головки 9, так что регистрируются отклонения сенсорной головки 9 от прямизны.
Путем непрерывного целенаправленного отслеживания (Tracking) сенсорной головки 9 и непрерывной регистрации расстояния сенсорной головки 9 относительно лазерного трекера 12 может осуществляться трехмерное измерение и представление трубы 3 на оптическом устройстве регистрации изображений, которое дает сведения о прямизне или, соответственно, кривизне, или, соответственно, овальности трубы 3.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Измерительная станция
2 Опорная стойка
3 Труба
4 Правая торцевая сторона
5 Транспортировочное средство/салазки или тому подобное средство передвижения
6 Двигатель
7 Толкающее средство/штанга
8 Лазерное измерительное устройство
9 Сенсорное средство/сенсорная головка
10 Лазерный световой луч
11 Левая торцевая сторона
12 Лазерный трекер
13 Лазерный луч
14 Рефлектор
15 Внутренний контур
16 Стрелка
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗАЦИЯ ТРУБОФОРМОВОЧНОГО ПРЕССА С ИСТОЧНИКОМ СВЕТА ДЛЯ ИЗМЕРЕНИЯ ВНУТРЕННЕГО КОНТУРА ТРУБЫ | 2011 |
|
RU2579408C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ТРЕХМЕРНОГО ИЗМЕРЕНИЯ ТРУБЫ | 2013 |
|
RU2582481C2 |
| Способ изготовления сварных труб из ленты и установка для его осуществления | 1987 |
|
SU1718714A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ТРУБЫ ЛАЗЕРНОЙ СВАРКОЙ | 2009 |
|
RU2456107C1 |
| СПОСОБ И ИЗМЕРИТЕЛЬНАЯ СИСТЕМА ДЛЯ ИЗМЕРЕНИЯ ПОДВИЖНОГО ОБЪЕКТА | 2016 |
|
RU2699472C1 |
| Снегоход | 2018 |
|
RU2765071C2 |
| УСТРОЙСТВО ДЛЯ ВЫРАБОТКИ СВЕРХЧИСТОЙ ВОДЫ | 2012 |
|
RU2536993C2 |
| СПОСОБ БЕСКОНТАКТНОГО ДИНАМИЧЕСКОГО ОПРЕДЕЛЕНИЯ ПРОФИЛЯ ТВЕРДОГО ТЕЛА | 2004 |
|
RU2320959C9 |
| ГОЛОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ | 2007 |
|
RU2404036C2 |
| СКАНИРУЮЩЕЕ УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ И ОБСЛЕДОВАНИЯ КРУГЛЫХ ОТВЕРСТИЙ В ПРОЗРАЧНЫХ ЖИДКОСТЯХ В СРЕДЕ С ИОНИЗИРУЮЩИМ ИЗЛУЧЕНИЕМ | 2018 |
|
RU2757474C2 |
Изобретение относится к способам для оптического измерения внутренних размеров изготовленной прокаткой трубы. Способ включает горизонтальное перемещение внутри трубы (3) сенсорного средства (9), имеющего лазерный трекер (12), посредством которого испускают лазерный луч (10) внутрь трубы (3). Сенсорное средство (9) горизонтально перемещают внутри трубы (3). Лазерный трекер (12) устанавливают неподвижно и линейно напротив конца пути сенсорного средства (9). При этом лазерный трекер (12) посредством лазерного луча (13) отслеживает текущее положение сенсорного средства (9) во внутреннем пространстве трубы (3) и регистрирует отклонения сенсорного средства (9) от внутренней поверхности трубы. При этом лазерный луч (13) отражается от установленного на сенсорном средстве (9) рефлектора (14) обратно к лазерному трекеру (12), и осуществляют непрерывную регистрацию расстояния сенсорного средства (9) от лазерного трекера (12), посредством которого осуществляют трехмерное измерение и представление внутреннего контура и/или сварного шва трубы (3) на оптическом устройстве регистрации изображений. Технический результат заключается в упрощении способа измерения внутренних размеров изготовленной прокаткой трубы. 3 з.п. ф-лы, 1 ил.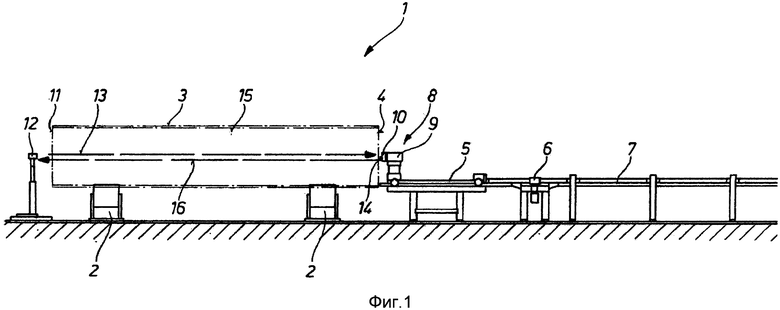
1. Способ оптического измерения внутренних размеров изготовленной прокаткой трубы (3), включающий горизонтальное перемещение внутри трубы (3) сенсорного средства (9), имеющего лазерный трекер (12), посредством которого испускают лазерный луч (10) внутрь трубы (3), при этом сенсорное средство (9) горизонтально перемещают внутри трубы (3), отличающийся тем, что лазерный трекер (12) устанавливают неподвижно и линейно напротив конца пути сенсорного средства (9), при этом лазерный трекер (12) посредством лазерного луча (13) отслеживает текущее положение сенсорного средства (9) во внутреннем пространстве трубы (3) и регистрирует отклонения сенсорного средства (9) от внутренней поверхности трубы, при этом лазерный луч (13) отражается от установленного на сенсорном средстве (9) рефлектора (14) обратно к лазерному трекеру (12), и осуществляют непрерывную регистрацию расстояния сенсорного средства (9) от лазерного трекера (12), посредством которого осуществляют трехмерное измерение и представление внутреннего контура и/или сварного шва трубы (3) на оптическом устройстве регистрации изображений.
2. Способ по п.1, отличающийся тем, что трубу выполняют с продольным внутренним сварным швом, причем одновременно измеряют внутренний контур трубы и контур внутреннего сварного шва.
3. Способ по п.1, отличающийся тем, что трубу выполняют в виде бесшовной трубы или трубы с продольным внутренним сварным швом, изготовленной из листов металла, пластически деформированных с получением полутруб, или из одного пластически деформированного листа металла или из металлической полосы, размотанной из рулона.
4. Способ по п.1, отличающийся тем, что регистрируют прямизну, кривизну или овальность трубы.
| DE 102005012107 A1, 21.09.2006 | |||
| US 2008084558 A1, 10.04.2008 | |||
| Сажевый пробоотборник | 1987 |
|
SU1500904A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПОВЕРХНОСТНЫХ ХАРАКТЕРИСТИК | 1992 |
|
RU2124701C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ОБЪЕКТА | 2003 |
|
RU2270979C2 |
| . | |||

