ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к устройству, а также способу для измерения трехмерной формы трубы, при этом устройство содержит удерживающую структуру для трубы, а также приспособление для измерения формы трубы. Аналогичным образом, способ содержит стадии удерживания трубы, а также измерения формы трубы.
УРОВЕНЬ ТЕХНИКИ
Обычно трубы изготавливают либо бесшовными из металлического блока с помощью прошивного пресса и последующего процесса прокатки или же посредством сварки предварительно деформированного в желаемую форму металлического листа. При этом особенно при применении таких труб в качестве элементов трубопровода для транспортировки жидких и газообразных сред под высоким давлением, особое значение имеет качество и точность формы труб.
Требования к качеству охватывают не только качество поверхности, а также возможно меньшие отклонения от заданной толщины стенки по всей длине трубы, но также трехмерную форму всей трубы, а также множества мест двумерного контура трубы.
Прежде всего в трубах для трубопроводов, которые прокладываются по дну моря и тем самым подвергаются в месте использования воздействию не только требуемых внутренних давлений, но также высоких наружных давлений, предъявляются особенно высокие требования к форме трубы по всей ее длине. Уже небольшие отклонения от желаемой круглой формы поперечного сечения трубы, так называемая овальность, могут приводить к местным сжатиям трубы или к трудностям при сварке двух труб друг с другом.
Поэтому изготовители труб должны обычно обеспечивать соблюдение круглой формы трубы по всей ее длине, тем самым также на удалении от концов трубы, с учетом требуемых допусков. Поэтому для определения контура трубы обычно применяются механические измерительные элементы, такие как раздвижные калибры или измерительные цанги, в зоне концов трубы. Затем обычно измеряют по всей длине трубы в одной до трех заданных точках измерения диаметр трубы, с целью обеспечения возможности выполнения заключения об округлости или овальности всей трубы.
Однако за счет этого можно едва ли или с очень большими затратами определять всю форму трубы по ее длине. Кроме того, такие трубы при таких измерениях лежат либо на складе, либо на транспортировочном рольганге на не определенном относительно положения и ориентации количестве опор, так что как изгибы трубы по ее длине, так и деформации контура трубы на основании ее собственного веса, оказывают значительное влияние на соответствующее измерение.
Поэтому существует потребность в стандартном способе измерения для определения формы трубы и контура таких труб, которого нет до настоящего времени. Существует также потребность в возможности выполнения требуемых для определения качества и обеспечения качества измерений максимально автоматизированно и предпочтительно также стандартизированно.
ЗАДАЧА ИЗОБРЕТЕНИЯ
Поэтому задачей изобретения является создание устройства, а также способа, с помощью которых можно осуществлять, предпочтительно автоматизированно, определение трехмерной формы трубы по всей ее длине с возможностью воспроизведения и без отрицательного воздействия влияний окружения.
Эта задача решена, согласно изобретению, с помощью устройства, содержащего признаки п. 1 формулы изобретения, а также способа, содержащего признаки пункта 10 формулы изобретения. Предпочтительные варианты выполнения изобретения приведены в соответствующих зависимых пунктах формулы изобретения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно изобретению, предлагается удерживающая структура, которая имеет по меньшей мере одну опору для поддержки трубы изнутри, за счет чего могут исключаться обусловленные ситуацией внешние факторы, такие как место измерения, будь то на рольганге или на складе. Согласно изобретению, измерение формы трубы происходит бесконтактно, при этом труба и необходимое для этого приспособление для бесконтактного измерения формы трубы расположены подвижно относительно друг друга по всей длине трубы.
Эта подвижность относительно друг друга трубы, с одной стороны, и приспособления для измерения формы трубы, с другой стороны, может включать в себя движение измерительного приспособления над неподвижной трубой, движение трубы относительно расположенного неподвижно измерительного приспособления, а также движение обоих компонентов устройства относительно друг друга. Однако предпочтительным является вариант выполнения, в котором приспособление для измерения формы трубы перемещается по всей длине опирающейся лишь на удерживающую структуру неподвижной трубы, с целью исключения за счет этого всех влияний на измерение формы трубы за счет движения трубы.
Способ, согласно изобретению, содержит, соответственно, стадии удерживания трубы изнутри, а также бесконтактного измерения формы трубы с помощью подходящего приспособления по всей длине трубы, при этом трубу, с одной стороны, и приспособление для измерения формы трубы, с другой стороны, можно перемещать относительно друг друга по всей длине трубы для выполнения процесса измерения.
За счет этого впервые создан пригодный для стандартизации способ измерения трехмерной формы всей трубы, который может обеспечивать полностью воспроизводимые и проверяемые результаты, без необходимости учета местных влияний.
Для стандартизированного измерения трехмерной формы трубы необходимо задавать лишь количество опор для поддержки трубы, а также положение соответствующих опор внутри на внутренней стенке трубы, возможно, также соответствующую площадь опоры, а также положение сварного шва или сварных швов трубы относительно опоры или опор. На основании того, что труба опирается исключительно изнутри, можно впервые выполнять измерение всей трехмерной формы трубы по всей ее длине. Возможно, в той же стадии, однако в качестве альтернативного решения также в комбинации с другим способом измерения, измеряют также форму концов трубы, которые обычно для наложения соединительных сварных швов должны иметь заранее заданную форму.
Таким образом, согласно изобретению, обеспечивается возможность измерения всей трехмерной формы трубы без выполнения множества измерительных операций в дискретных стадиях по длине трубы.
В одном предпочтительном варианте выполнения устройства, согласно изобретению, удерживающая структура имеет две входящие в соответствующие концы трубы и предпочтительно входящие в заданных точках концов трубы опоры. При этом особенно предпочтительно, когда заданные точки концов трубы лежат в зоне точек Бесселя, при этом при длине трубы обычно 12,5-18 м для труб трубопровода отклонения +/-25 см, особенно предпочтительно +/-5 см от вычисленных точек Бесселя, рассматриваются как приемлемые. Однако более предпочтительно, когда точки опоры почти совпадают с точками Бесселя установленной на опорах трубы, то есть расположены с удалением от них менее 1 см. Точки Бесселя указывают оптимальные положения опор равномерно нагруженной балки, которая упруго изгибается под действием своего собственного веса или под действием равномерно распределенной нагрузки. Таким образом, точки Бесселя, которые предпочтительно должны служить в качестве точек опоры для удерживаемой с помощью удерживающей структуры трубы, лежат в зоне минимуму среднего прогиба, за счет чего обеспечивается возможно меньший прогиб трубы при измерении. За счет этого особенно предпочтительно оптимизируется результат измерения при определении трехмерной формы трубы.
Поэтому по причинам стандартизации способа, согласно изобретению, целесообразно задавать точки Бесселя, а также максимально допустимые отклонения опор от точек Бесселя, с целью обеспечения возможности количественного выражения, а также классификации возможных стандартных прогибов измеряемых труб.
В другом предпочтительном варианте выполнения устройства, согласно изобретению, приспособление для измерения формы трубы содержит по меньшей мере один источник света и по меньшей мере один приемник для рассеиваемых поверхностью трубы световых лучей. Такими источниками света являются, например, суперлюминесцентный диод или источник белого света, отраженный от поверхности трубы свет которого можно измерять с помощью приемника. Согласно изобретению, можно применять любой оптический измерительный прибор, содержащий источник света и приемник. Однако предпочтительно, когда приспособление для измерения формы трубы содержит по меньшей мере один лазерный источник и по меньшей мере один лазерный детектор.
За счет этого получается устройство, которое с помощью особенно просто работающих средств обеспечивает высокоточное измерение формы трубы. Кроме того, измерение осуществляется быстро и может быть интегрировано при экономии пространства в подходящие опорные структуры.
Источник света предпочтительно проецирует световые структуры, в частности, точки, линии или узоры на поверхность трубы. Эти световые структуры можно особенно предпочтительно изменять по месту и/или во времени. Затем осуществляется обнаружение и оценка рассеиваемых световых структур с помощью приемника и предпочтительно с помощью подходящего блока управления и памяти, с помощью которого затем обеспечивается возможность определения (двумерного) контура поперечного сечения и (трехмерной) формы самой трубы.
В другом предпочтительном варианте выполнения устройства, согласно изобретению, приспособление для измерения формы трубы содержит раму, которая предпочтительно полностью окружает трубу перпендикулярно ее продольной длине. В этой связи особенно предпочтительно, когда несколько источников света, предпочтительно лазерных излучателей, расположены предпочтительно на равных расстояниях друг от друга по окружности трубы. Более предпочтительно в этой связи, когда 16-24 лазерных излучателя и соответствующее количество приемников расположены по окружности рамы. За счет этого можно с помощью сравнительно простой конструкции опорной структуры для отдельных источников света обеспечивать, что, с одной стороны, можно контролировать одновременно всю окружность трубы во время процесса измерения или контролирования и, с другой стороны, что обеспечивается надежная и неизменная ориентация и расположение отдельных источников света относительно поверхности трубы.
Особенно предпочтительно в этой связи, когда рама состоит из отдельных сегментов рамы, которые несут каждый одинаковое количество источников света и приемников. За счет этого обеспечивается покомпонентная замена и установка приспособления для измерения трехмерной формы трубы с помощью простых и эффективных средств.
Более предпочтительно, когда по меньшей мере один источник света расположен внутри рамы с возможностью по меньшей мере радиального, предпочтительно как радиального, так и тангенциального сдвига. В частности, предпочтительно, когда источники света расположены внутри сегмента рамы с возможностью сдвига группами с помощью подходящих установочных средств, с целью обеспечения возможности согласования приспособления для измерения трехмерной формы трубы с соответствующим подлежащим измерению поперечным сечением трубы.
Предпочтительно в этой связи, когда источники света проецируют на поверхность световые структуры, которые предпочтительно с перекрытием покрывают всю окружность подлежащей измерению трубы, с целью обеспечения тем самым полного и без пропусков измерения трехмерной формы трубы. Это обеспечивается, в частности, особенно предпочтительно, когда приспособление для измерения формы трубы установлено с возможностью перемещения по всей длине неподвижной трубы, при этом, как уже указывалось в начале, прежде всего учитывается, что любое движение трубы может приводить к неточности измерения и тем самым к неточному измерению трехмерной формы трубы.
В другом предпочтительном варианте выполнения устройства, согласно изобретению, а также способа, согласно изобретению, труба поворачивается в заданное угловое положение, с целью получения, например, заранее заданной ориентации сварного шва внутри удерживающего приспособления, например, в положении 12 часов или 3 часов. Особенно предпочтительным в этой связи является поворотное приспособление на опорах, предпочтительно в виде по меньшей мере одной роликовой призмы. Также особенно предпочтительным является средство для поворота трубы вокруг ее продольной оси, которое не соединено с удерживающим приспособлением, которое приводит трубу в определенное положение перед ее укладкой на опоры.
В одном предпочтительном варианте выполнения способа, согласно изобретению, он выполняется с помощью устройства, согласно изобретению, для измерения трехмерной формы трубы. Таким образом, достигаемые с помощью способа, согласно изобретению, эффекты совпадают с эффектами, достигаемыми с помощью устройства, согласно изобретению, включая его предпочтительный вариант выполнения.
Способ, согласно изобретению, содержит по меньшей мере стадии удерживания трубы, а также измерения формы трубы, при этом удерживание трубы осуществляется с помощью по меньшей мере одной опоры для поддержки трубы изнутри, и выполняют бесконтактное измерение формы трубы, при котором трубу и приспособление для измерения формы трубы перемещают относительно друг друга по всей длине трубы.
Предпочтительно, трубу с помощью подходящих средств, таких как, например, рольганг, транспортируют к удерживающей структуре для трубы и приспособлению для измерения формы трубы, затем захватывают с помощью удерживающего приспособления и затем либо поднимают с рольганга, либо за счет опускания по меньшей мере сегментов рольганга удерживают исключительно с помощью удерживающего приспособления. Затем приспособление для измерения формы трубы перемещают предпочтительно по всей длине неподвижной трубы, с целью бесконтактного измерения трехмерной формы трубы.
Особенно предпочтительно, когда перед началом измерения по меньшей мере один источник света, предпочтительно по меньшей мере один лазерный излучатель, устанавливают внутри несущей источник или источники света рамы, по меньшей мере радиально относительно поверхности трубы, за счет чего особенно предпочтительно обеспечивается возможность установки одинакового расстояния каждого источника света от поверхности трубы. Особенно предпочтительно осуществляется также тангенциальная установка местоположения одного или нескольких источников света, тем самым сдвиг источника света по существу перпендикулярно радиальному движению установки, с целью реализации предпочтительно равноудаленной ориентации всех источников света измерительного приспособления до подлежащей измерению трубы.
В частности, предпочтительно, когда труба во время измерения формы трубы лежит исключительно на удерживающей структуре, предпочтительно в заранее заданных точках внутренней стенки трубы. За счет этого обеспечивается создание воспроизводимого и предпочтительно стандартизированного способа измерения трехмерной формы трубы без влияний извне на результат измерения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже приводится более подробное пояснение изобретения на основе предпочтительного варианта выполнения со ссылками на прилагаемые чертежи, на которых схематично изображено:
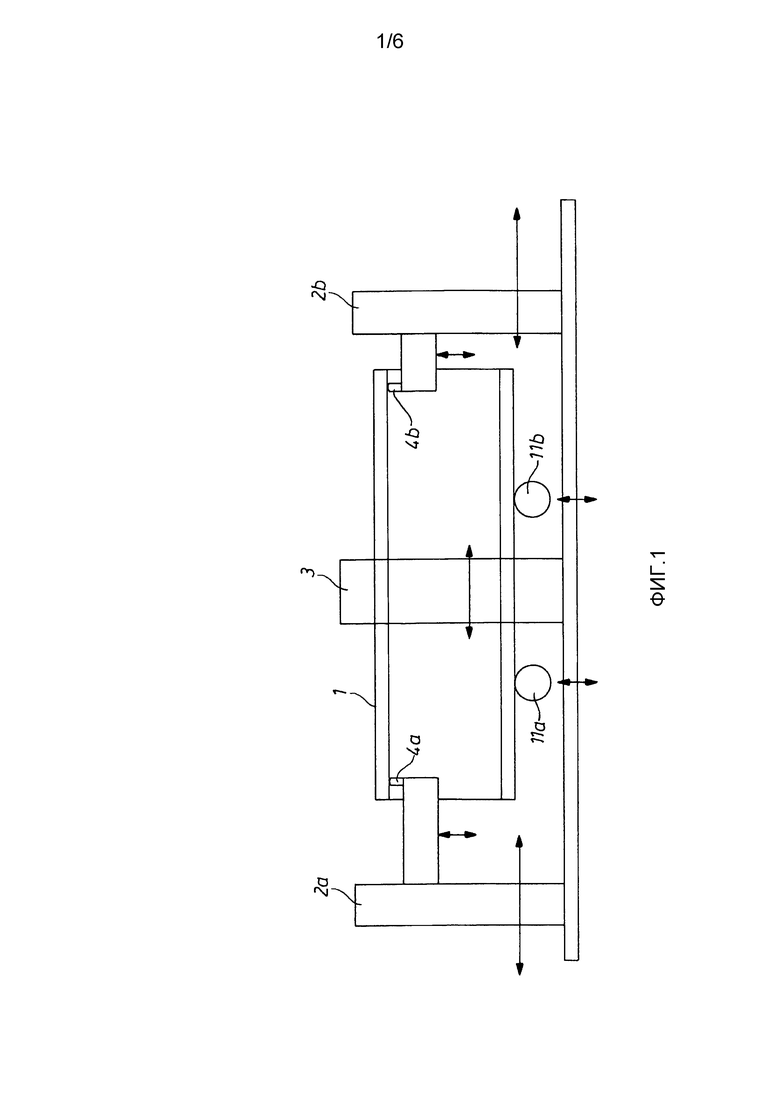
фиг. 1 - устройство, согласно изобретению, для измерения трехмерной формы трубы, на виде сбоку;
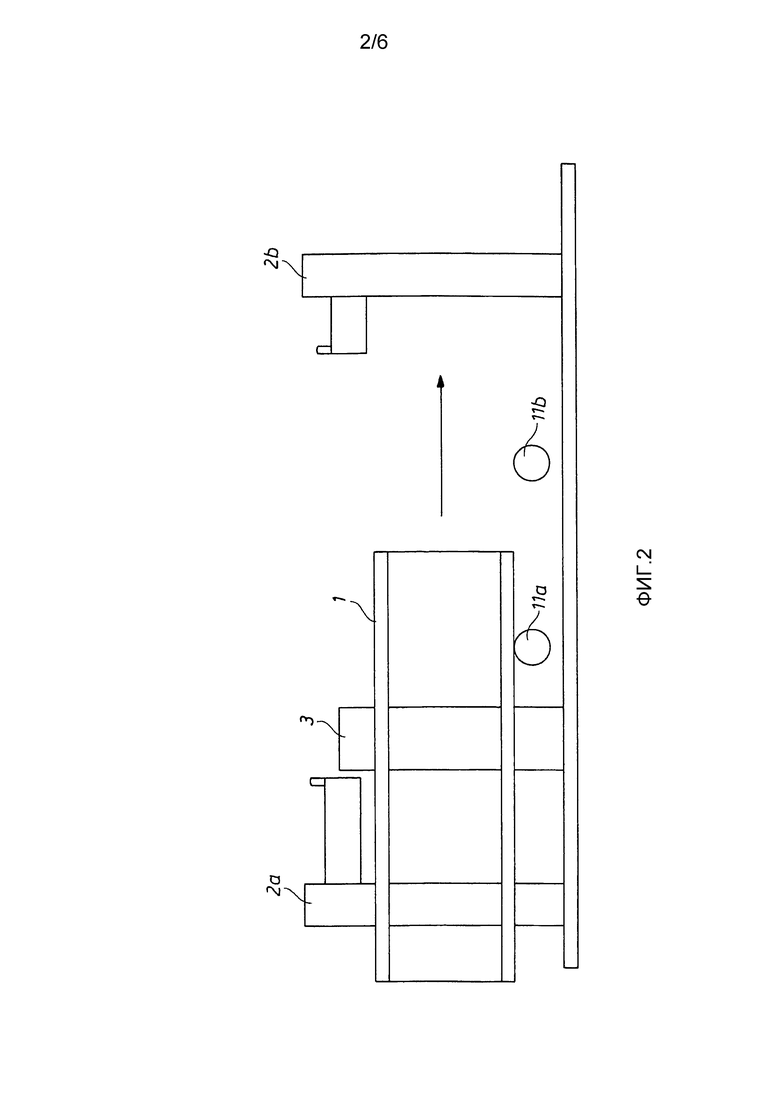
фиг. 2 - стадия подачи подлежащей измерению трубы в устройство, согласно изобретению, на виде сбоку;
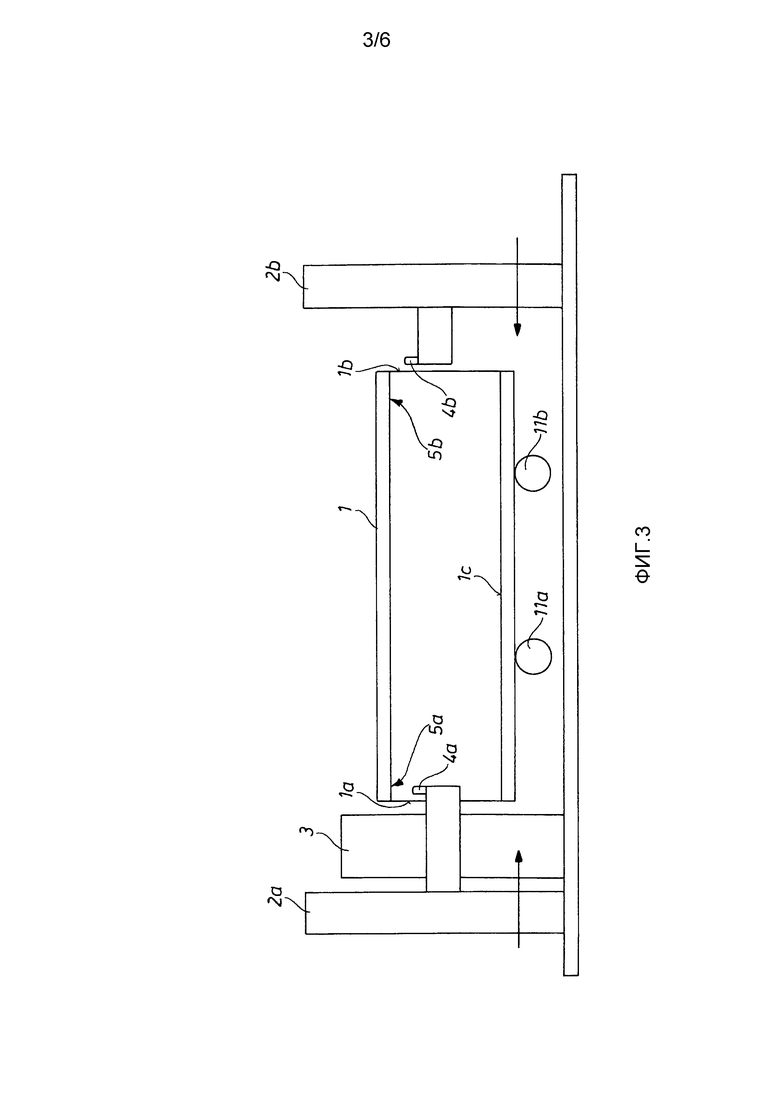
фиг. 3 - вторая стадия подачи подлежащей измерению трубы в устройство, согласно изобретению, на виде сбоку;
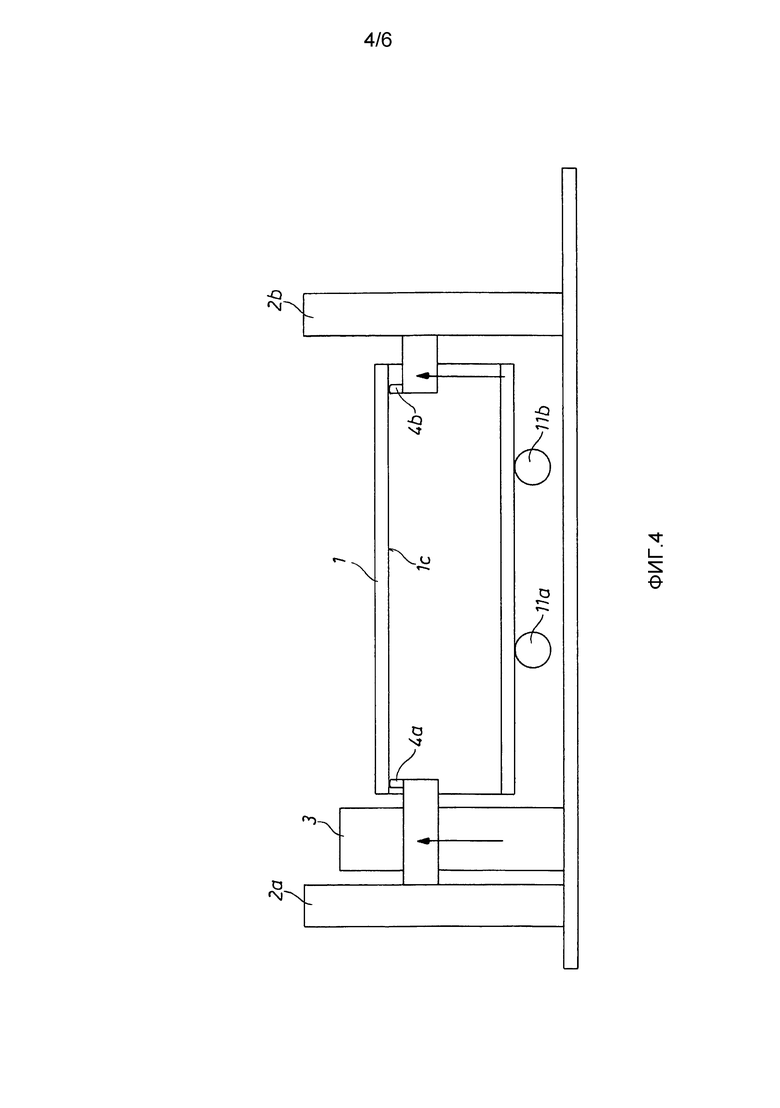
фиг. 4 - третья стадия подачи подлежащей измерению трубы в устройство, согласно изобретению, на виде сбоку;
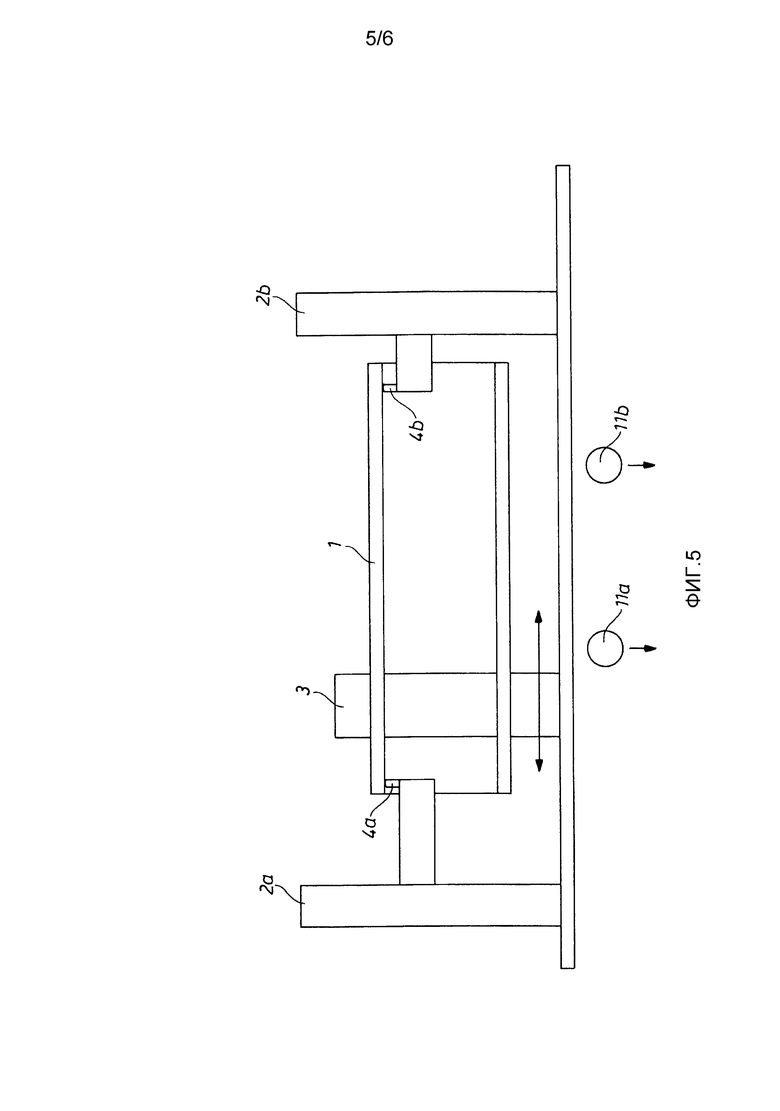
фиг. 5 - применение устройства, согласно изобретению, во время измерения трехмерной формы трубы; и
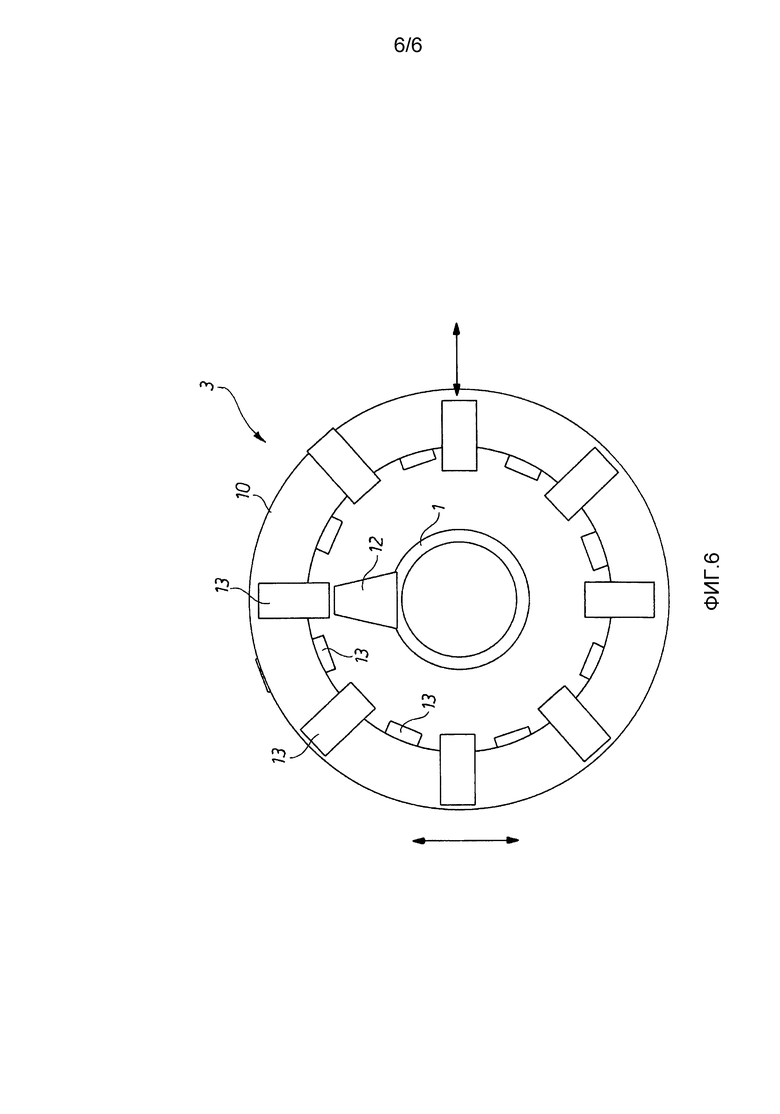
фиг. 6 - вариант выполнения приспособления для измерения трехмерной формы трубы, согласно изобретению.
На фиг. 1 схематично показано на виде сбоку устройство, согласно изобретению, для измерения трехмерной формы трубы, содержащее подающее приспособление для трубы с двумя поднимаемыми и опускаемыми роликами 11а, 11b рольганга и двумя удерживающими структурами 2а, 2b, содержащими две поднимаемые и опускаемые опоры 4а, 4b. Удерживающие структуры 2а, 2b установлены с возможностью подвода к трубе 1 и отвода от нее. Наконец, устройство содержит приспособление 3 для измерения формы трубы, которое подвижно по всей длине трубы и предпочтительно охватывает всю окружность удерживаемой с помощью удерживающих структур 2а, 2b трубы 1.
На фиг. 2 показана первая стадия подачи трубы 1 в устройство, согласно изобретению. Труба 1 транспортируется с помощью поднятых роликов 11а, 11b рольганга слева направо между обеими удерживающими структурами 2а, 2b, при этом возможна также поперечная транспортировка трубы между удерживающими структурами 2а, 2b. Приспособление 3 для измерения формы трубы во время этой рабочей стадии уже расположено между удерживающими структурами 2а, 2b в виде кольца, при этом труба 1 при подаче между удерживающими структурами 2а, 2b проходит через по существу замкнутое кольцо рамы приспособления 3.
На фиг. 3 показана вторая стадия подачи подлежащей измерению трубы 1 в устройство, согласно изобретению. Труба 1 еще лежит на поднятых роликах 11а, 11b рольганга, при этом удерживающие структуры 2а, 2b с опущенными опорами 4а, 4b перемещаются каждая к трубе 1, и опора 4а уже через левый конец 1а трубы позиционирована под заданной точкой 5а внутренней стенки 1с трубы. В противоположность этому, правая удерживающая структура 2b еще не так далеко перемещена к трубе 1, так что опора 4b еще не прошла через правый конец 1b трубы под заданную точку 5b для опоры 4b. Приспособление 3 для измерения формы трубы в этой рабочей стадии расположено неподвижно сбоку на удалении от трубы 1.
На фиг. 4 схематично показана другая стадия подачи трубы 1 в устройство, согласно изобретению. Опоры 4а, 4b удерживающих структур 2а, 2b находятся в контакте с внутренней стенкой 1 трубы и поднимаются дальше для подъема трубы 1 с роликов 11а, 11b рольганга. В это время окружность трубы 1 еще не полностью свободна, так что приспособление 3 для измерения формы трубы все еще находится в положении покоя, согласно фиг. 3.
На фиг. 5 показано устройство, согласно изобретению, во время выполнения способа, согласно изобретению, при этом труба 1 удерживается исключительно с помощью опор 4а, 4b удерживающих структур 2а, 2b. Ролики 11а, 11b рольганга опущены в положение покоя, так что труба 1 удерживается исключительно с помощью опор внутри устройства. Приспособление 3 можно перемещать туда и обратно по всей длине трубы 1 между удерживающими структурами 2а, 2b, для бесконтактного трехмерного измерения и отображения всей формы трубы 1.
Наконец, на фиг. 6 показана рама 10 приспособления 3, согласно изобретению, для измерения формы трубы 1. Труба 1 расположена концентрично с круглой рамой 10, при этом раму 10 для точной ориентации рамы 10 относительно трубы 1 можно переставлять как в горизонтальном, так и в вертикальном направлении. Внутри рамы 10 расположены равноудалено друг от друга 16 блоков 13, при этом 8 блоков 13 предусмотрены на передней стороне и 8 блоков 13 на задней стороне рамы 10.
Каждый из этих блоков 13 содержит источник лазерного излучения, а также оптику для формирования луча, которая формирует лазерную линию из лазерного луча, который схематично показан в виде веерной световой структуры 12 под верхним блоком 13. Каждый блок 13 содержит также детекторный блок, в показанном случае детектор изображения. Отдельные блоки 13 установлены каждый с возможностью радиальной перестановки в направлении трубы 1 и от нее внутри рамы 10, так что излучаемая блоком 13 световая структура 12 перекрывает заранее заданную часть окружности трубы 1. Рассеиваемый поверхностью трубы 1 свет принимается затем относящимся к каждому блоку детектором и подается в подходящий образующий изображение блок, с целью отображения в нем полностью трехмерной формы трубы 1. Радиальная подача блоков 13, предпочтительно лазерных датчиков, к трубе 1 является предпочтительной, поскольку поле измерения блоков 13 обычно ограничено. Однако одновременно также желательно иметь возможность измерения с помощью одного и того же устройства широкого спектра диаметров трубы.
Изобретение относится к средствам для измерения трехмерной формы трубы. Соответствующее устройство содержит удерживающую структуру для трубы, а также приспособление для измерения формы трубы, в котором удерживающая структура имеет по меньшей мере одну, в частности, две опоры для поддержки трубы изнутри, входящие в соответствующие концы трубы и поддерживающие трубу в заранее заданных точках внутренней стенки трубы. При этом заранее заданные точки внутренней стенки трубы лежат в зоне точек Бесселя, предпочтительно совпадают с точками Бесселя установленной на опорах трубы, а приспособление для измерения формы трубы обеспечивает возможность бесконтактного измерения формы трубы, при этом труба и приспособление для измерения формы трубы расположены подвижно относительно друг друга по всей длине трубы. Указанное устройство реализует соответствующий способ измерения формы трубы. Данное изобретение позволяет измерить трехмерную форму трубы с учетом влияния температуры на результаты измерений. 2 н. и 11 з.п. ф-лы, 6 ил.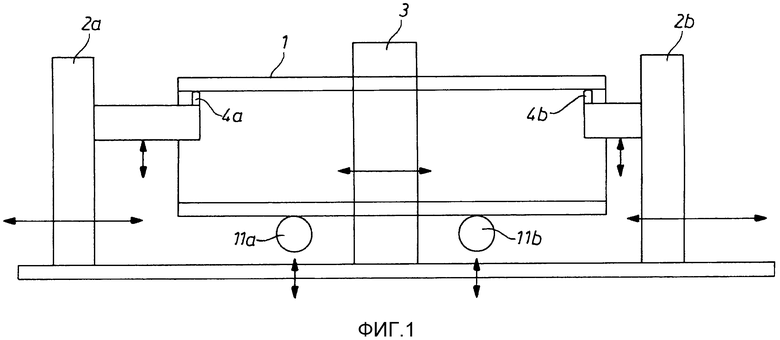
1. Устройство для измерения трехмерной формы трубы (1), содержащее удерживающую структуру (2) для трубы (1), а также приспособление (3) для измерения формы трубы, в котором удерживающая структура имеет по меньшей мере одну, в частности, две опоры (4а, 4b) для поддержки трубы (1) изнутри, входящие в соответствующие концы (1a, 1b) трубы и поддерживающие трубу в заранее заданных точках (5а, 5b) внутренней стенки (1с) трубы, при этом заранее заданные точки (5а, 5b) внутренней стенки (1 с) трубы лежат в зоне точек Бесселя, предпочтительно совпадают с точками Бесселя установленной на опорах трубы (1), причем приспособление (3) для измерения формы трубы обеспечивает возможность бесконтактного измерения формы трубы, при этом труба (1) и приспособление (3) для измерения формы трубы расположены подвижно относительно друг друга по всей длине трубы (1).
2. Устройство по п. 1, отличающееся тем, что приспособление (3) для измерения формы трубы содержит по меньшей мере один источник света, предпочтительно по меньшей мере один лазерный излучатель и по меньшей мере один приемник для рассеиваемых поверхностью трубы световых лучей, предпочтительно лазерных лучей.
3. Устройство по п. 2, отличающееся тем, что с помощью источника света на трубу (1) проецируется световая структура, предпочтительно точка или линия, особенно предпочтительно узор.
4. Устройство по п. 1, отличающееся тем, что приспособление (3) для измерения формы трубы содержит раму (10), которая предпочтительно полностью окружает поперечное сечение трубы.
5. Устройство по п. 4, отличающееся тем, что по окружности рамы (10) расположено равноудаленно друг от друга множество, предпочтительно 16-24, источников света, предпочтительно лазерных излучателей.
6. Устройство по любому из пп. 4 или 5, отличающееся тем, что по меньшей мере один источник света, предпочтительно лазерный излучатель, расположен внутри рамы (10) с возможностью по меньшей мере радиального, предпочтительно как радиального, так и тангенциального сдвига.
7. Устройство по любому из пп. 1-5, отличающееся тем, что приспособление (3) для измерения формы трубы установлено с возможностью перемещения по всей длине трубы (1).
8. Устройство по любому из пп. 1-5, отличающееся тем, что предусмотрены средства для поворота трубы (1) вокруг ее продольной оси, предпочтительно по меньшей мере одна роликовая призма.
9. Способ измерения трехмерной формы трубы (1), содержащий стадии удерживания трубы (1), а также измерения формы трубы, в котором
удерживание трубы (1) осуществляют изнутри с помощью по меньшей мере одной, в частности, двух опор (4а, 4b) для поддержки трубы (1), которые входят в соответствующие концы (1a, 1b) трубы и поддерживают трубу в заранее заданных точках (5а, 5b) внутренней стенки (1с) трубы, при этом заранее заданные точки (5а, 5b) внутренней стенки (1с) трубы лежат в зоне точек Бесселя, предпочтительно совпадают с точками Бесселя установленной на опорах трубы (1),
причем выполняют бесконтактное измерение формы трубы (1) по всей ее длине.
10. Способ по п. 9, отличающийся тем, что приспособление (3) для измерения формы трубы перемещают направленно по всей длине неподвижной трубы (1).
11. Способ по п. 9, отличающийся тем, что по меньшей мере один источник света, предпочтительно по меньшей мере один лазерный излучатель, проецирует на трубу (1) световую структуру, предпочтительно точку или линию, особенно предпочтительно узор.
12. Способ по любому из пп. 9-11, отличающийся тем, что по меньшей мере один источник света, предпочтительно по меньшей мере один лазерный излучатель, перед началом измерения формы трубы сдвигают внутри рамы (10) по меньшей мере радиально, предпочтительно как радиально, так и тангенциально, так что предпочтительно устанавливают заранее заданное расстояние, предпочтительно также заранее заданное местоположение источника света относительно поверхности трубы.
13. Способ по любому из пп. 9-11, отличающийся тем, что труба (1) во время измерения формы трубы лежит исключительно на удерживающей структуре (2), предпочтительно на опорах (4а, 4b).
| Прибор для измерения длины кинолент | 1929 |
|
SU19915A1 |
| Устройство для контроля соосности нецилиндрических поверхностей тел вращения | 1984 |
|
SU1341489A1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2006 |
|
RU2311610C1 |
| УСТРОЙСТВО, СИСТЕМА И СПОСОБ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ НА КОНЦЕ ТРУБЫ | 2009 |
|
RU2449244C1 |
| WO 2011151794 A1, 08.12.2011. | |||

