ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к сканирующему устройству и способу бесконтактного подробного сканирования внутренней области отверстий с полностью круговым поперечным сечением для тщательного обследования состояния и размеров таких отверстий, например сквозных отверстий на объекте, например в нижней части шахты ядерного реактора, расположенной в прозрачной жидкости, оптические свойства которой могут быть неизвестны, с высоким уровнем ионизирующего излучения, давление которой может принимать значения ниже или выше атмосферного давления.
УРОВЕНЬ ТЕХНИКИ
Для измерения и оценки состояния внутренних областей отверстий с круговым поперечным сечением используют контактные или бесконтактные методы и измерительные приборы.
К первой группе относятся методы, основанные на прикладывании или разведении подвижных элементов механических измерительных приборов, с помощью которых осуществляют контакт с измеряемой поверхностью с использованием определенного заранее установленного усилия в заданном количестве местоположений. Величину определяемого диаметра устанавливают в зависимости от степени сведения или разведения.
К указанным измерительным приборам относятся нутромеры микрометрические, калибры предельные, штангенциркули и т.п. Регистрация изменения положения подвижных деталей может осуществляться с помощью электрического сигнала с возможностью сохранения результатов. Недостатком указанного способа является то, что использование измерительных приборов предполагает наличие отверстий с идеальной эллипсоидной (круглой) формой, причем такие приборы не позволяют получать детальную информацию о состоянии отверстия.
Эту проблему успешно решают координатно-измерительные машины. К недостаткам этих машин относятся высокие затраты, большие размеры, длительное время измерения, высокие требования к оператору, сложность доступа к измеряемым объектам и использование рабочей среды, соответствующей лабораторным условиям.
К общим преимуществам контактных методов относится относительно низкая стоимость и высокая точность измерений вплоть до микрометрового диапазона, хотя эта точность зависит от точности оператора измерительного прибора.
Общим недостатком контактных методов является необходимость контакта, что требует наличия контактных участков определенного размера и сжимающего усилия, которое воздействует на измеряемую поверхность и детали сканирования. Другим существенным недостатком является тот факт, что большинство контактных сканеров не могут работать в жидкостях, поскольку механические или электронные детали могут быть повреждены из-за трудновыполнимой герметизации подвижных частей.
Ко второй группе относятся бесконтактные методы измерения, обычно основанные на оптических методах. К ним относятся.
1. Теневой метод измерения.
Он основан на принципе определения границы тени, отбрасываемой объектом или краем отверстия. В этом методе передатчик (трансмиттер), излучающий параллельный световой пучок с плоской волновой поверхностью, и приемник (ресивер), оценивающий падающие лучи от передатчика, располагают напротив друг друга. Между ними расположено отверстие, так что его ось лежит на плоской волновой поверхности, параллельной направлению лучей. Свет проходит только через отверстие и попадает на приемник. Приемник, как правило, представляет собой линейный приемник и производит оценку длины освещаемой части. Размер световой полосы представляет собой измеряемый диаметр. Преимуществом этого метода является высокая точность линейного приемника, которая в лабораторных условиях составляет единицы микрометра.
Другим вариантом является матричный датчик двухмерного изображения. Наиболее часто используемая конструкция использует просвет отверстия при расположении источника света на одной оси с фотокамерой, установленной с противоположной стороны измеряемого отверстия. Это повышает точность определения края, но метод позволяет измерять только контур с минимальным диаметром. Поэтому основное требование заключается в размещении источника света на противоположной стороне объекта, что может быть физически невыполнимым.
Недостатком в обоих случаях является ограниченная применимость метода только для сквозных отверстий с достаточным пространством перед и за отверстием для размещения передатчика и приемника, которые обычно должны превышать размеры отверстия. Кроме того, метод не позволяет сканировать форму внутренней области, ограничиваясь определением минимального диаметра по всей длине канала отверстия. Поэтому метод не пригоден для глубоких отверстий с переменным поперечным сечением. Еще одним недостатком является чувствительность приемника к гамма-излучению.
2. Теневые методы, основанные на измерении интенсивности света.
Этот метод основан на измерении интенсивности света, проходящего через отверстие. Схема измерений проста, но позволяет измерять только внутреннюю поверхность отверстия, а не его размеры, и ее используют для отверстий меньшего диаметра. Для нее требуется источник света, расположенный на продольной оси отверстия напротив светочувствительного сенсорного элемента, так чтобы свет проходил через отверстие к сенсорному элементу. Метод можно использовать в сочетании с эталонным объектом, используемым в качестве диафрагмы, например сферой, расположенной внутри отверстия. Разновидность этого метода включает использование нескольких источников света в разных положениях под разными углами, что позволяет частично обследовать форму отверстия за счет более длительного времени измерения и более сложной конструкции.
3. Измерение размеров путем обработки изображения входного отверстия.
Этот метод основан на оценке изображения, полученного с фотокамеры, расположенной на подходящем осевом расстоянии над измеряемым отверстием. Объектив фотокамеры должен быть сфокусирован на это расстояние. При увеличении контраста происходит выделение краев и переходов, что позволяет определить заданный контур отверстия. Необходимые размеры отверстия затем определяют из полученного контура.
Точность измерения зависит от разрешения фотокамеры, ее положения относительно оси отверстия, качества объектива, а также существенно - от интенсивности освещения. Для получения высококачественного изображения требуется быстрый объектив с низким значением ГРИП (глубины резко изображаемого пространства), не имеющий неустановленных оптических дефектов, которые искажают изображение и для которых отсутствует возможность дополнительной компенсации. Измерение отверстий с размытыми, нерезкими краями проблематично. Точное определение наклонных и закругленных краев представляет особенную сложность из-за преломления света на краях, отражений и теней. Для компенсации проблем, вызванных освещением, используют схемы измерения с несколькими источниками света, несколькими камерами или и тем, и другим одновременно.
Метод не позволяет получать данные о форме внутренней области, ограничиваясь определением общего минимального диаметра по всей длине канала отверстия и его внешнего контура. Метод не пригоден для глубоких отверстий с переменным поперечным сечением.
4. Измерение с помощью конфокального датчика.
В этом методе полихроматический свет разлагается на монохроматический с помощью оптического узла, так что свет с разными длинами волн фокусируется на разные расстояния. Отраженный от поверхности свет отличается изменением цветового спектра, что позволяет определять расстояние с точностью до нанометров. Существуют варианты исполнения для продольного измерения, а также для радиального измерения, которое пригодно для точного измерения размеров отверстий малого диаметра.
Недостаток заключается в чувствительности к чистоте окружающей среды и особенно, в очень ограниченном рабочем диапазоне. Датчик или датчики затем используют для проведения измерений в одной или нескольких точках, или для непрерывного сканирования, если возможно осуществить вращение узла вдоль продольной оси объекта, или при вращении самого объекта.
Эти датчики широко используют для измерения внутренних диаметров при условии, что степень изменения измеряемых диаметров находится в пределах миллиметров, и, следовательно, измерительная установка может быть адаптирована к этим размерам, или что она содержит микрометрическую систему подачи (ручную или с электроприводом), которая позволяет узлу адаптироваться к заданному размеру.
Кроме того, датчик требует подключения к вычислительному блоку посредством оптоволоконного кабеля, который не устойчив к излучению, изменяющему оптические свойства материала кабеля с течением времени. В результате этого возможны изменения в спектре пропущенного света, к чему данный метод проявляет повышенную чувствительность.
На рынке присутствует конфокальный датчик с вращающейся сканирующей головкой и внешней системой подачи с перемещением вдоль вертикальной оси для сканирования профилей отверстий с высокой точностью и узким рабочим диапазоном, который, однако, нельзя использовать в сфере действия высоких уровней ионизирующего излучения, и который предназначен для работы в сухих условиях.
5. Лазерные профилометры с радиальной проекцией луча.
Этот метод основан на коллимации лазерного луча, падающего на конический зеркальный наконечник, отслеживании положения луча по меньшей мере одной фотокамерой с широкоугольным объективом и на определении размеров методом триангуляции, основанном на обработке изображения. Луч при падении образует плоскую проекцию, перпендикулярную оси измерительного узла, состоящего из лазерного излучателя и фотокамеры. Узел должен быть адаптирован к измеряемому диаметру, так чтобы проецируемый луч являлся видимым для фотокамеры. Это требует достижения компромисса между шириной обзора объектива и расстоянием от фотокамеры до плоскости проекции. При увеличении ширины обзора объектива его оптические свойства ухудшаются, а точность снижается.
Недостаток этого метода заключается в сложности вычислений, более высокой мощности лазера по сравнению с точечным измерением, и в особенности, в меньшей точности по сравнению со сканированием с помощью одноточечного триангуляционного датчика или конфокального датчика, особенно на поверхностях с неоднородным значением коэффициента отражения.
На рынке имеются спектральные лазерные интерферометрические датчики, предназначенные для точного сканирования внутреннего профиля отверстия или трубы с помощью вращающейся головки или трехосного механизма подачи, созданные для работы в сухих (лабораторных) условиях, которые нельзя использовать при высоких уровнях радиоактивного излучения. Высокая точность такого устройства достигается за счет узкого рабочего диапазона.
Недостатком вышеупомянутых бесконтактных устройств является невозможность их использования в среде с ионизирующим излучением, к которому особенно чувствительна незащищенная электроника существующих устройств, кроме того, эти устройства не предназначены для работы в средах, содержащих жидкости с давлением выше атмосферного. Поэтому в настоящее время для обследования состояния и размеров этих отверстий, например, отверстий в нижней части шахт ядерных реакторов, в связи с этим находящихся в жидкой среде с давлением выше атмосферного и ионизирующим излучением, используют только механические контактные датчики.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Вышеупомянутые недостатки в некоторой степени устраняются сканирующим устройством и способом измерения и обследования круглых отверстий в среде с ионизирующим излучением в прозрачной жидкости, которые рассмотрены ниже в описании и прилагаемой формуле изобретения.
В частности, предлагается бесконтактное сканирующее устройство и способ подробного сканирования внутренних поверхностей отверстий, особенно имеющих круговое поперечное сечение, в прозрачной жидкой среде с неизвестными оптическими свойствами и давлением выше атмосферного или давлением ниже атмосферного, которая может содержать источник ионизирующего излучения, для тщательного обследования состояния отверстия, включая определение размеров. Сканирующее устройство особенно применимо для обследования отверстий с диаметром от 30 мм до 2000 мм с точностью до ±0,05 мм.
В сканирующем устройстве согласно изобретению используется принцип лазерного триангуляционного дальномера, который в нем расширяется с помощью непрямой оптической конфигурации, причем оптическая система таким образом регулирует путь прохождения лазерного луча, чтобы лазерный луч находился в подходящем положении (положении, которое обеспечивает требуемую точность измерений) в пределах измеряемого диапазона относительно сканируемого участка внутренней области, при этом источник и элемент, оценивающий положение отраженного лазерного луча, могут быть расположены вне ограниченного пространства или, в качестве альтернативного варианта, в положении, предотвращающем непосредственное воздействие ионизирующего излучения из окружающей среды на лазерный триангуляционный дальномер, так чтобы между источником ионизирующего излучения и чувствительными элементами оптического узла можно было разместить непрозрачный поглощающий материал (свинец, нержавеющую сталь, сталь и т.п.), снижающий уровень интенсивности радиоактивного излучения ниже критического уровня при сохранении оптимального воздействия лазерного луча на измеряемую поверхность.
В то же время оптический узел меняет свое положение относительно отверстия за счет сочетания нескольких или одного из движений, таких как вращение вокруг или перемещение вдоль оси отверстия. Целью позиционирования является перекрытие измеренной внутренней области сканируемого отверстия в заданном диапазоне. Угол поворота и величина перемещения известны (обычно измерены независимо), поэтому положение и ориентация лазерного луча полностью известны. Для каждого положения можно оценить расстояние от области отражения луча до измеряемой области относительно оси вращения. Из информации об угле поворота и величине выдвижения рассчитывают положение точек отражения в пространстве.
Реальное измерение выполняется путем автоматического точечного сканирования во время вращения измерительной головки, необходимого для перекрытия всей внутренней области отверстия, в результате получая сканированный внутренний профиль отверстия в поперечном сечении. Повторное измерение с одновременным изменением положения измерительной головки (выдвижение, поворот) по спирали или в поперечных сечениях, в зависимости от непрерывности отдельных движений, дает суммарный набор точек, представляющих сканируемую поверхность отверстия. Плотность расположения точек зависит от выбранной частоты измерения образца и скорости изменения положения. Эти параметры могут быть необязательными или фиксированными, но при любых обстоятельствах являются известными в пределах необходимой точности. Измерительная головка оснащена по меньшей мере одним оптическим узлом. Для повышения точности и увеличения скорости сканирования, можно одновременно использовать несколько оптических узлов. Затем по отсканированному суммарному набору точек проводят оценку размеров и формы отверстия, либо индивидуально в отдельных слоях параллельных сканирований, представляющих собой частичные поперечные сечения отверстия, либо в трехмерном представлении всей сканированной части профиля отверстия. Измерительная головка всегда сканирует весь профиль в любом разрешении, которое можно выбрать за счет изменения скорости вращения и частоты измерения образца.
Неравномерность вращательного и поступательного движения наряду с отклонением измеряемых величин, вызванным неизвестными оптическими свойствами среды, можно устранить за счет калибровки. Для этой цели используют отсоединяемый или встроенный калибр цилиндрической формы с по меньшей мере одной измеряемой областью (по меньшей мере с двумя последовательными внутренними диаметрами со ступенчатым изменением величины), которая соответствует известному положению на интервале измерений. Размеры калибра известны с достаточной точностью (обычно их измерение проводят независимо с большей точностью, чем требуемая точность измерений).
Калибр помещают в заданное положение, либо оптический узел, выполненный с возможностью вращательного и скользящего поступательного движения, помещают в точно изготовленный калибр, соответствующий диапазону измерений, так что ось вращения совпадает с осью калибра, причем все ступенчатые диаметры доступны к измерению с помощью передвижного механизма оптического узла, а затем проводят сканирование каждой его внутренней области с фиксированным углом поворота, получая в результате опорные данные. Для каждого значения угла получают набор измеренных расстояний, соответствующих радиусу каждого ступенчатого диаметра калибра. Индивидуальное уравнение коррекции зависимости измеренного радиуса от значения, полученного с помощью лазерного триангуляционного дальномера, и величины угла поворота оптического узла получают из набора измеренных радиусов и известных размеров калибра для каждого заданного угла поворота оптического узла с помощью метода аппроксимации. Из набора координат центров поперечного сечения измеренных цилиндрических поверхностей калибра с помощью уравнения коррекции получают зависимость осевой коррекции положения оптического узла от величины его смещения. К измеренным точкам отверстий применяют уравнения коррекции кривых (уравнения измерения нелинейности в заданной среде). Измерение калибра проводят при условиях окружающей среды, аналогичных использованным при измерении отверстий. Калибр может быть встроенным в измерительное устройство или отсоединяемым.
Оптический измерительный узел сканирующего устройства согласно изобретению, включая оптоэлектронную часть, заключен в долговечный корпус, который:
1) предотвращает попадание жидкости из окружающей среды в устройство,
2) защищает устройство от механических повреждений,
3) предоставляет интерфейс для подключения к устройству обработки.
Сканирующее устройство согласно изобретению, предназначенное для работы в условиях ионизирующего излучения, имеет корпус, выполненный из материалов, которые защищают внутренние элементы устройства от воздействия ионизирующего излучения. Стенки корпуса служат поглощающим слоем, который снижает уровень гамма-излучения, которое отрицательно сказывается на точности и надежности устройства. Открытые элементы непрямой оптики также выполнены из радиационно-стойких материалов, которые не изменяют своих свойств под действием ионизирующего излучения.
Критичные части (источник, приемник отраженного лазерного луча и, необязательно, элементы непрямой оптики) оптического узла заключены в водонепроницаемый корпус с окном, через которое лазерный луч проходит из/во внешнюю среду, где происходит его отражение от измеряемой области поверхности. Для предотвращения проникновения жидкости и одновременного устранения искажений окна (возникновения в окне неизвестного преломления света) из-за разницы между внешним и внутренним давлением, в корпусе поддерживают давление, равное или превышающее давление окружающей среды.
Сканирующее устройство может содержать средство для вращения измерительной головки вокруг оси отверстия или средство для продольного перемещения измерительной головки вдоль оси отверстия, или оба средства одновременно. В таком случае сканирующий узел состоит из измерительной головки, средства, обеспечивающего перемещение измерительной головки и корпуса. Корпус прикреплен к манипулятору. Оптический узел расположен внутри измерительной головки, имеющей окна, которые разделяют внутреннее и внешнее пространство измерительной головки.
Сканирующее устройство может содержать механические направляющие и фиксирующие элементы, которые помогают вводить устройство в измеряемые отверстия или, необязательно, удерживать измерительное устройство в заданном положении.
В том случае, если сканирующее устройство не содержит встроенного средства, обеспечивающего требуемое перемещение, это перемещение можно выполнять с помощью внешнего устройства позиционирования, прикрепленного к сканирующему узлу. При отсутствии встроенных средств для обоих типов движений сам корпус представляет собой измерительную головку.
В корпусе поддерживается равное или более высокое давление по сравнению с давлением окружающей среды. Это предотвращает попадание жидкости во внутреннее пространство корпуса и деформацию чувствительных частей измерительного блока из-за разности давлений.
Рабочая станция оператора отделена от измерительного прибора.
Реальное измерение включает три этапа.
1) После присоединения калибра (если он не является встроенной частью устройства) и введения сканирующего устройства во внутреннее пространство измеряемого отверстия, выполняют калибровку для получения корректирующих данных. Если калибр является встроенной частью сканирующего устройства, полную или контрольную калибровку можно повторять перед каждым сканированием отверстия.
2) После выполнения позиционирования устройства в рабочем положении относительно отверстия измерительную головку выдвигают в исходное положение сканирования и выполняют сканирование требуемой части отверстия при ее вращении и, необязательно, перемещении в продольном направлении.
3) На основе калибровочных данных выполняют корректировку данных сканирования, а затем проводят оценку размеров отверстия или, необязательно, других требуемых параметров. Данные измерений и расчетные данные могут быть помещены в архив, визуализированы или обработаны иным образом.
Способ бесконтактного сканирования и определения размеров отверстий непрямым оптическим методом триангуляции обязательно включает следующие этапы.
- По меньшей мере один лазерный триангуляционный дальномер расширен с использованием непрямой оптической системы, которая по меньшей мере один раз изменяет путь лазерного луча, так что в пределах диапазона измерений он находится в оптимальном положении (перпендикулярно измеряемой поверхности) относительно сканируемого участка внутренней области, причем источник и элемент оценки положения отраженного лазерного луча могут быть расположены за пределами ограниченного пространства.
- По меньшей мере, один оптический узел вращается вокруг и перемещается вдоль оси сканируемого отверстия, что позволяет перекрывать всю внутреннюю поверхность отверстия. Угол поворота и величину перемещения измеряют независимо (в абсолютном выражении или относительно начального положения), поэтому положение и ориентация лазерного луча полностью известны. Для каждого положения можно оценить расстояние от области отражения луча до измеряемой области относительно оси вращения.
- Повторное измерение с одновременным изменением положения при выдвижении или повороте приводит к получению облака точек сканирования (по спирали или в поперечных сечениях, в зависимости от непрерывности отдельных движений), представляющих сканируемую поверхность отверстия. Плотность расположения точек зависит от выбранной частоты измерения образца и скорости изменения положения.
- Данные для каждой сканированной точки пересчитывают с использованием уравнений коррекции, полученных при калибровке.
- Размеры отверстия оценивают либо индивидуально в отдельных слоях параллельных сканирований, представляющих собой частичные поперечные сечения отверстия, либо в трехмерном представлении всей сканированной части профиля отверстия с использованием сканированного и корректированного облака точек.
Основным преимуществом сканирующего устройства согласно изобретению является возможность подробного сканирования внутренних областей отверстий с высокоточным обследованием состояния отверстия, включая измерения с точностью ±0,05 мм в жидкостях с давлением выше атмосферного в среде с высоким уровнем радиоактивного излучения. Измерения можно проводить в прозрачных газах с давлением выше атмосферного или в жидкостях на больших глубинах, причем оптические свойства этих жидкостей могут быть неизвестны. Кроме того, для работы в средах с неизвестными оптическими свойствами система позволяет выполнять пользовательскую калибровку и промывку внешней поверхности сканирующей головки для удаления загрязнений в области измерения. Точность сканирующего устройства согласно изобретению зависит от разрешающей способности оптического узла и выбранного диапазона измерений. Простые оптические элементы непрямой оптики (плоское зеркало, плоское оконное стекло) оказывают незначительное влияние на точность проведения измерений в полном объеме.
Преимущество метода бесконтактного сканирования заключается в том, что он не зависит от механических свойств измеряемого материала, а также позволяет сканировать поверхность с высокой точностью и разрешающей способностью, что позволяет оценивать размеры отверстий с точностью до ±0,05 мм.
По сравнению с системой камер преимущество заключается в обеспечении более высокой точности и более быстрой оценки измеренного профиля, причем способ сканирования согласно изобретению не зависит от интенсивности внешнего освещения. По сравнению с системами, основанными на теневом методе, он позволяет измерять отверстия с доступом только с одной стороны, что является менее требовательным к наличию свободного пространства.
Другое преимущество заключается в том, что реальное сканирование выполняется полностью автоматически, что позволяет оператору находиться на безопасном расстоянии от источника ионизирующего излучения.
Подробная компьютерная трехмерная модель отверстия (или двухмерная модель сечения отверстий) может быть создана на основании данных сканирования, которые затем можно визуализировать, анализировать или обрабатывать иным образом, включая автоматическую обработку с использованием вычислительной техники.
Сканирующее устройство согласно изобретения не предъявляет высоких требований к оператору и не требует точного позиционирования сканирующего устройства в отверстии. Возможные отклонения, вызванные неточным позиционированием сканирующего устройства, могут быть устранены путем обработки трехмерной модели.
ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Сущность изобретения далее рассматривается с помощью типовых вариантов реализации изобретения, которые описаны с помощью следующих прилагаемых графических материалов, на которых:
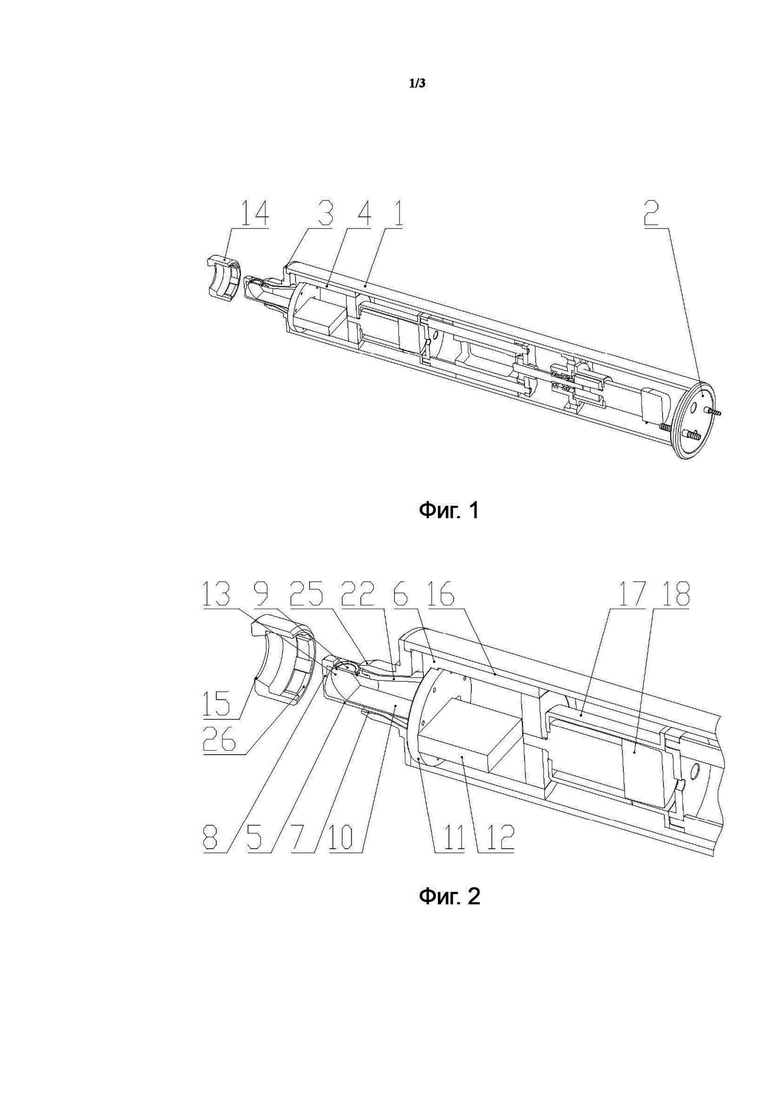
фиг. 1 представляет собой схематическое изображение отверстия и сканирующего устройства по настоящему изобретению, со встроенным средством для вращения измерительной головки и встроенным средством для продольного перемещения;
фиг. 2 представляет собой детализированное изображение отверстия и детализированное изображение передней части сканирующего устройства с измерительной головкой и средством для вращения измерительной головки с помощью электродвигателя средства вращения;
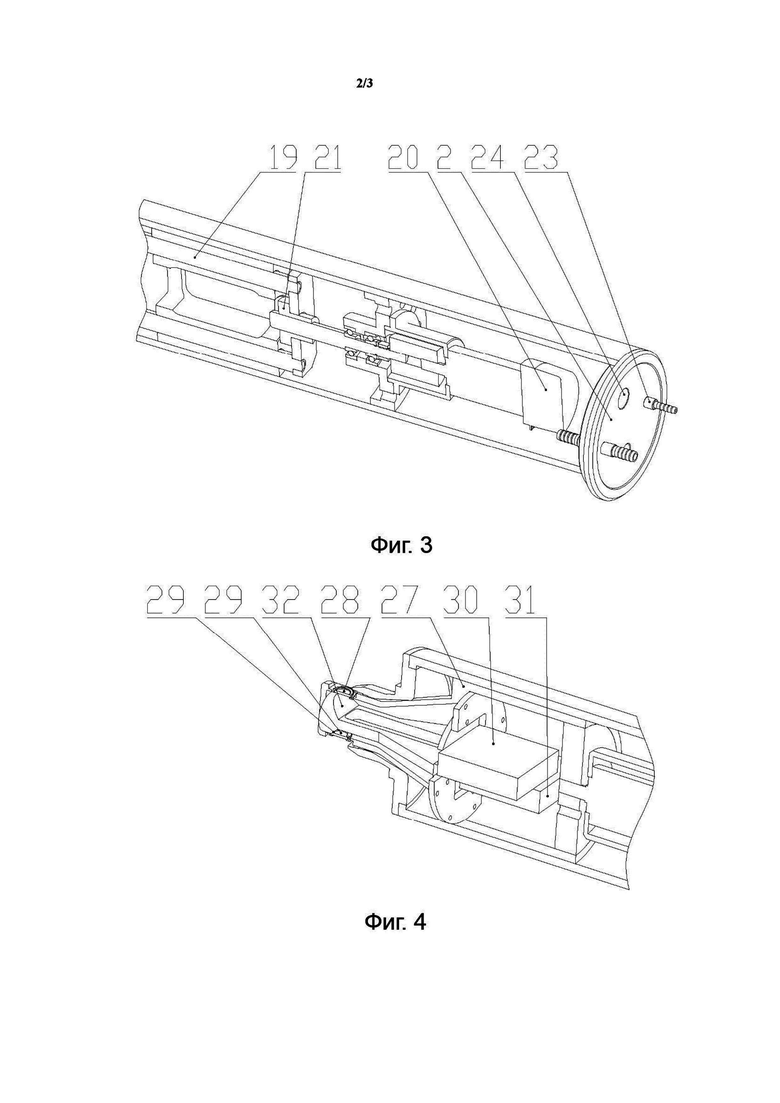
фиг. 3 представляет собой детализированное изображение задней части сканирующего устройства со средством для продольного перемещения измерительной головки и задней крышкой;
фиг. 4 представляет измерительную головку с двойным оптическим узлом;
фиг. 5 представляет измерительную головку, прикрепляемую к внешнему средству для вращения и продольного перемещения;
фиг. 6 представляет измерительную головку со встроенным средством для вращения, прикрепляемую к внешнему средству для продольного перемещения.
ТИПОВЫЕ ВАРИАНТЫ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Эти варианты реализации представляют типовые варианты реализации изобретения, которые, тем не менее, не имеют ограничительного влияния на объем патентной охраны.
Способ измерения и обследования круглых отверстий в сфере действия ионизирующего излучения в прозрачной жидкости и устройство для осуществления такого способа в качестве примера используют для оценки состояния 314 отверстий в нижней части шахты ядерных реакторов типа ВВЭР-440, при этом проводят оценку диаметра, овальности и площади поперечного сечения критической части отверстий. Реактор ВВЭР-440 представляет собой наиболее широко используемый в Восточной Европе и России тип ядерного реактора, использующий воду под давлением. Большинство из этих реакторов эксплуатируются более 20 лет. Первоначально срок эксплуатации оценивался более 30 лет. Объяснимое усилие всех операторов заключается в увеличении ожидаемой продолжительности эксплуатационного срока.
В верхней плите нижней части шахты реактора имеется 314 отверстий номинального диаметра ∅50 Н8, симметрично расположенных вокруг отверстий для топливных стержней. Через эти отверстия нагретая вода (около 300°С) поступает в парогенераторы. Отверстия используют для регулировки расхода воды с целью обеспечения равномерного охлаждения топливных стержней с допустимым рабочим допуском до 1°С.
Из-за длительной эксплуатации отверстия постепенно забиваются магнетитом, что уменьшает их внутренний диаметр (канал отверстия). Это приводит к возникновению градиента температур вокруг топливных стержней до нескольких °С. В результате эти градиенты не позволяют использовать топливные стержни в полном объеме их мощности. Более того, высокие градиенты угрожают работе реактора.
Целью измерения является определение состояния и степени осаждения магнетита на внутренних стенках сквозных отверстий, что оказывает влияние на расход охлаждающей жидкости и, как следствие, на равномерность охлаждения части топливных стержней. Неоднородность влияет на максимальную рабочую мощность, при которой реактор может эксплуатироваться. На основании измерений определяют степень необходимости очистки сквозных отверстий и последующей их проверки.
Измерение по способу согласно изобретению выполняют в отключенном реакторе, расположенном в сервисной шахте, в которой реактор затоплен водой с по меньшей мере 4 метровой высотой водяного столба над реактором для защиты от ионизирующего излучения высокой интенсивности. С целью защиты от воздействия ионизирующего излучения при выполнении сервисных работ рабочие находятся на высоте не менее 4 метров над уровнем воды.
Один типовой вариант реализации изобретения представляет собой сканирующее устройство согласно изобретению для измерения сквозных отверстий 14 в нижней части шахты ядерного реактора ВВЭР-440 в сервисной яме под поверхностью воды на глубине 4 метра в сфере действия ионизирующей радиации высокой интенсивности, которое используется для подробного сканирования и измерение критической части отверстий 14 с номинальным диаметром ∅50 Н7. Устройство содержит корпус 1 цилиндрической формы, который в задней части ограничен задней крышкой 2 с интерфейсом для крепления манипулятора. В передней части корпуса 1 имеется передняя крышка 3 с конической шейкой 25 и отверстием, из которого выступает базовая измерительная головка 4, как показано на фиг. 1 и 2.
Корпус базовой измерительной головки 4 образован цилиндром 6 большего диаметра, соединенным коническим соединением 22 с цилиндром 5 меньшего диаметра. Цилиндр 5 меньшего диаметра предназначен для свободного введения в измеряемое отверстие, а его свободный конец закрыт уплотнением 8, которое образует поглощающий излучение слой. Цилиндр 5 меньшего диаметра имеет окно 9 из радиационно-стойкого стекла, расположенное перпендикулярно оси вращения базовой измерительной головки 4.
Внутри базовой измерительной головки 4 находится оптический узел 10, который состоит из рамы 11 оптического узла с лазерным триангуляционным дальномером 12 и зеркала 13 с фронтальной отражающей поверхностью из радиационно-стойкого стекла.
Лазерный триангуляционный дальномер 12 расположен в цилиндре 6 с большим диаметром, так что проходящий луч направлен параллельно оси вращения по направлению к зеркалу 13, от которого он отражается и направляется через окно 9 к измеряемой поверхности отверстия 15, на которой происходит его повторное отражение. Отраженный луч затем возвращается обратно через окно 9 и падает на зеркало 13, от которого его отражение попадает в оценочную оптическую систему дальномера 12.
В предпочтительном варианте зеркало 13 изготовлено из нержавеющей стали.
Положение и ориентация лазерного триангуляционного дальномера 12 в базовой измерительной головке 4 предотвращает прямое воздействие ионизирующего излучения из окружающей среды на критические части лазерного триангуляционного дальномера 12. Вначале излучение проходит через поглощающий слой корпуса базовой измерительной головки 4 и корпуса 1, затем проходит через воздух, и только затем попадает в лазерный триангуляционный дальномер 12. Это представляет собой сочетание использования слоев поглощения и расстояния в качестве защиты от источника ионизирующего излучения.
Базовая измерительная головка 4 расположена в передней части корпуса 1, причем ее внутренняя цилиндрическая поверхность также является поверхностью скольжения корпуса 16, в котором происходит поворот и перемещение в продольном направлении базовой измерительной головки 4. При полном выдвижении базовая измерительная головка 4 находится ближе всего к внутренней части передней крышки 3, а окно 9 выступает из корпуса 1 на максимально возможное расстояние. При полном возврате головка полностью находится внутри корпуса 1 и защищена от механических повреждений при обращении с устройством.
Базовая измерительная головка 4 соединена со средством 17 вращения измерительной головки, которое обеспечивает полный поворот базовой измерительной головки 4 вокруг своей оси вращения. Средство 17 вращения измерительной головки приводится в движение электродвигателем 18 средства вращения. На другом конце рама соединена со средством 19 для продольного перемещения, которое осуществляет продольное перемещение присоединенного средства 17 вращения измерительной головки совместно с базовой измерительной головкой 4. Средство 19 для продольного перемещения приводится в движение электродвигателем 20 средства для продольного перемещения и содержит передачу 21, преобразующую вращательное движение в поступательное. Задняя крышка 2 содержит впускные отверстия для резьбового соединения с каналом подачи 23 сжатого газа или газовой смеси, например воздуха, для выравнивания давления с окружающей средой, и кабельный канал 24, как показано на рис. 3
Внутреннее пространство корпуса 1 образует цельный воздухонепроницаемый узел.
Движением базовой измерительной головки 4 управляют, при этом связь с лазерным триангуляционным дальномером 12 осуществляют с помощью блока управления с программным обеспечением, которое поддерживает связь с рабочим местом оператора. С помощью программного обеспечения рабочего места оператора осуществляется управление измерительным блоком, сохранение и визуализация данных измерения, определение размеров, создание отчетов и т.п. В результате происходит компьютерная обработка и предпочтительное помещение в архив значений расстояния между сканируемой поверхностью и осью вращения измерительной головки 4.
Реальное измерение начинают с размещения сканирующего устройства согласно изобретению в пространстве отверстия 14 так, чтобы конический конец шейки 25 передней крышки опирался на конический желоб 26 измеряемого отверстия. Это также приводит к базовому центрированию измерительного устройства по оси отверстия 14. Затем начинают измерение, и его целью является захват переходного участка нижнего края отверстия 14. Это позволяет определить положение критической части области отверстия 14. После нахождения переходного участка базовую измерительную головку 4 незначительно отодвигают назад, так что лазерный луч перекрывает центр области. Затем начинают процесс сканирования (измерения при повороте), в результате чего получают набор измеренных расстояний для углов частичного поворота базовой измерительной головки 4.
Эти расстояния преобразуют в фактические значения радиусов с помощью калибровочных кривых. После сканирования базовую измерительную головку 4 снова вставляют в корпус 1, что также защищает ее от механических повреждений при перемещении и транспортировке.
Необходимые данные, в том числе значения максимального и минимального диаметра, овальности, площади и т.п. рассчитывают на основе данных измерения, и затем выполняют их визуализацию. Критическую поверхность также можно измерять по всей ее ширине, получая в результате трехмерную модель участка исследуемого отверстия 14.
В случае среды с неизвестными оптическими свойствами калибровку выполняют перед проведением реального измерения. Устройство вставляют в измеряемую среду (погружают в воду) или, необязательно, вставляют в любое отверстие 14. Затем начинают процесс калибровки, состоящий из последовательного сканирования всех трех калибровочных диаметров калибра. Процесс завершается установкой базовой измерительной головки 4 в парковочное положение. Далее набор измеренных расстояний, соответствующих радиусу каждого ступенчатого диаметра калибра, определяют из данных сканирования для углов неполного поворота базовой измерительной головки 4. В то же время для каждого уровня калибровки определяют центр поперечного сечения (координаты центра масс площади поперечного сечения). Индивидуальное уравнение коррекции зависимости измеренного радиуса от значения, полученного с помощью лазерного триангуляционного дальномера 12 и величины угла поворота оптического узла 10, получают из набора измеренных радиусов и известных размеров калибра для каждого заданного угла поворота оптического узла 10 с помощью метода аппроксимации. Кроме того, из набора координат центров поперечного сечения измеренных цилиндрических поверхностей калибра определяют уравнение коррекции для зависимости осевой коррекции базовой измерительной головки 4 от степени ее выдвижения.
Другой типовой вариант реализации изобретения раскрывает разновидность измерительной головки 27 с двойным оптическим узлом, как показано на фиг. 4. В отличие от базовой измерительной головки 4 измерительная головка 27 имеет два оптических окна 9, повернутых на 180° относительно друг друга, через которые проходит лазерный луч из двух отдельных оптических узлов 10. Внутри измерительной головки 27 с двойным оптическим узлом расположена рама 11 оптического узла с двумя лазерными триангуляционными дальномерами 12 и двумя зеркалами 13. Одна пара лазерного триангуляционного дальномера 12 с зеркалом 13 использует одно окно 9, а другая пара использует второе окно 9. Каждый оптический узел 10 калибруют и измеряют отдельно. Преимущество этого решения заключается в увеличении скорости сканирования или, необязательно, увеличении плотности точек.
В другом типовом варианте реализации изобретения встроенный калибр 7 заменен отдельным калибром, который не является частью устройства, но который индивидуально вводят в жидкость (среду, в которой проводится измерение) перед калибровкой. Затем, когда устройство размещено в требуемом положении и прикреплено к отдельному калибру, выполняют калибровку. Преимущество заключается в том, что отдельный калибр может соответствовать размеру и форме измеряемого отверстия.
Фиг. 5 иллюстрирует разновидность другого типового варианта реализации отдельной измерительной головки 34 и внешнего средства 35 для вращения и продольного перемещения. По сравнению с базовым вариантом измерительное устройство образовано отдельной закрытой измерительной головкой 34, которая прикреплена к внешнему средству 35 для вращения и продольного перемещения (например, манипулятора робота). Это устройство вводит отдельную измерительную головку 34 в отверстие и осуществляет ее поворот и перемещение вдоль оси отверстия. Этот вариант используют, в основном, например для сканирования и измерения отверстий диаметром ∅ 135-150. Калибровку выполняют на отдельном калибре.
Фиг. 6 представляет разновидность вращающейся измерительной головки 36 со встроенным средством 37 для вращения измерительной головки, но с внешним средством 38 для продольного перемещения. По сравнению с базовым вариантом вращающаяся измерительная головка 36 содержит только внутреннее встроенное средство 37 для вращения измерительной головки. Продольное смещение осуществляют с помощью присоединенного внешнего средства 38 для продольного перемещения, которое прикреплено к задней крышке. Это устройство вводит вращающуюся измерительную головку 36 в отверстие и осуществляет ее перемещение вдоль оси отверстия. Этот пример предназначен для сканирования и измерения отверстий диаметром ∅ 150-160. Калибровку выполняют на отдельном калибре.
В другом типовом варианте реализации изобретения средства для вращения и продольного смещения выполнены в виде гидравлической системы с помощью цилиндра и гидравлического двигателя с обратной связью. Преимущество заключается в меньших размерах всего прибора и высокой его устойчивости к ионизирующему излучению. Недостаток представлен более высокой ценой и необходимостью использования гидрогенератора.
В другом типовом варианте реализации изобретения механическая система линейного перемещения измерительной головки выполнена с использованием пневматического поршня с линейной шкалой.
Другой типовой вариант реализации изобретения представляет собой устройство для измерения и обследования круглых отверстий в прозрачной жидкости с источником ионизирующего излучения малой интенсивности или в его отсутствие источником, в котором для отдельных материалов отсутствует требование устойчивости к поглощению радиоактивного излучения.
Все эти варианты могут быть изменены для измерения отверстий, в особенности с диапазоном диаметров от 30 мм до 2000 мм.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Описанный выше способ и устройство согласно настоящему изобретению в основном предназначены для измерения профиля и диаметров дросселирующих отверстий под водой, но их можно использовать для любого измерения профиля отверстия ниже поверхности в соответствии с ограничениями, накладываемыми конкретными размерами устройства, особенно длиной выступающей части измерительной головки. Примером использования может быть точная проверка монтажных и анкерных отверстий в подводных конструкциях или отверстий под болты, штифты и подшипники.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 - Корпус
2 - Задняя крышка
3 - Передняя крышка
4 - Базовая измерительная головка
5 - Цилиндр с меньшим диаметром
6 - Цилиндр с большим диаметром
7 - Встроенный калибр
8 - Уплотнение
9 - Окно
10 - Оптический узел
11 - Рама оптического узла
12 - Лазерный триангуляционный дальномер
13 - Зеркало
14 - Сквозное отверстие
15 - Измеряемая область отверстия
16 - Поверхность скольжения корпуса
17 - Средство вращения измерительной головки
18 - Электродвигатель средства вращения
19 - Средство для продольного перемещения
20 - Электродвигатель средства для продольного перемещения
21 - Передача
22 - Конический соединитель
23 - Подача сжатого газа или газовой смеси
24 - Кабельный канал
25 - Коническая шейка передней крышки
26 - Коническое смещение измеряемого отверстия
27 - Измерительная головка с двойным оптическим узлом
28 - Оптическое окно первого оптического узла из радиационно-стойкого стекла
29 - Оптическое окно второго оптического узла из радиационно-стойкого стекла
30 - Лазерный дальномер первого оптического узла
31 - Лазерный дальномер второго оптического узла
32 - Фронтальное отражающее зеркало первого оптического узла
33 - Фронтальное отражающее зеркало второго оптического узла
34 - Отдельная измерительная головка
35 - Внешнее средство для вращения и продольного перемещения
36 - Вращающаяся измерительная головка
37 - Встроенное средство вращения измерительной головки
38 - Внешнее средство для продольного перемещения
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ НАРУЖНЫХ РАЗМЕРОВ ПОПЕРЕЧНЫХ СЕЧЕНИЙ МЕТАЛЛУРГИЧЕСКОГО СТЕРЖНЕОБРАЗНОГО ИЗДЕЛИЯ И МОДУЛЬНАЯ РАМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2642980C9 |
| СПОСОБ МОНИТОРИНГА ПАРАМЕТРОВ КОЛЕСНОЙ ПАРЫ И ЕЕ ПОЛОЖЕНИЯ ОТНОСИТЕЛЬНО РЕЛЬСОВОГО ПУТИ | 2003 |
|
RU2266226C2 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ВНУТРЕННЕЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2377494C2 |
| Лазерный двумерный триангуляционный датчик для измерения отверстий малого диаметра | 2016 |
|
RU2625001C1 |
| СПОСОБ ИЗМЕРЕНИЯ И КОНТРОЛЯ ЩЕЛЕВЫХ ЗАЗОРОВ ПРОТИВОПЕСОЧНЫХ ФИЛЬТРОВ И ИНСПЕКЦИОННАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2022 |
|
RU2791144C1 |
| СПОСОБ ЭЛЕКТРОННОГО СКАНИРОВАНИЯ ПРОСТРАНСТВА | 2012 |
|
RU2522840C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ РЕЗЬБОВЫХ ТРУБНЫХ ИЗДЕЛИЙ | 2004 |
|
RU2267086C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СТРОИТЕЛЬНОЙ МАШИНОЙ | 1994 |
|
RU2089708C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЭЛЕКТРОСВАРНЫХ ТРУБ РАЗЛИЧНОГО ДИАМЕТРА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2655012C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2006 |
|
RU2311610C1 |

Изобретение относится к области сканирования внутренней области отверстий. Сущность изобретения заключается в том, что способ измерения круглых отверстий в среде с ионизирующим излучением в прозрачной жидкости дополнительно содержит этапы, на которых до проведения калибровки и начала измерений проводят водонепроницаемую герметизацию сканирующего устройства, которое погружают во внешнюю жидкую среду, окружающую отверстие объекта, при этом давление, равное или превышающее давление внешней окружающей среды, поддерживают внутри корпуса с помощью закачиваемого газа или газовой смеси. Технический результат – повышение разрешающей способности и точности сканирования поверхности внутренних областей отверстий. 5 з.п. ф-лы, 6 ил.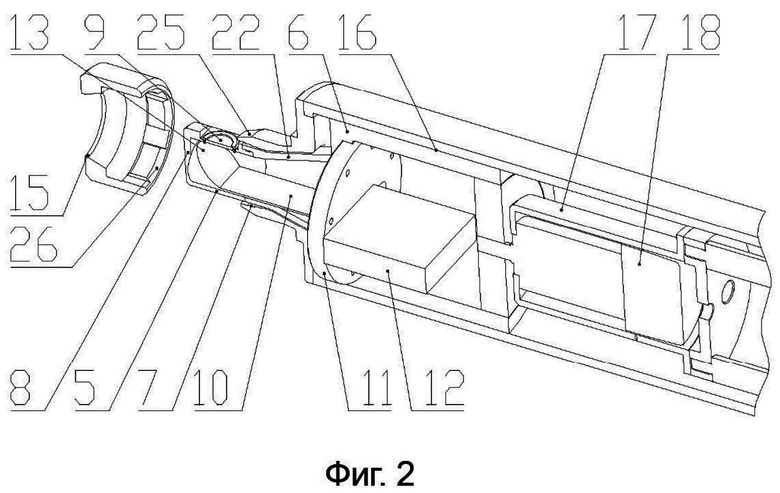
1. Способ измерения круглых отверстий в среде с ионизирующим излучением в прозрачной жидкости, включающий измерение расстояния между сканируемой поверхностью и осью вращения измерительной головки (4, 27, 34, 36) с помощью лазерной триангуляции, причем внутренний профиль отверстия или калибра сканируют по точкам во время вращения указанной измерительной головки с помощью по меньшей мере одного оптического узла (10), вращающегося вокруг своей оси вращения и расположенного в отверстии, причем измерительную головку (4, 27, 34, 36) вставляют в съемный или встроенный калибр (7) и калибруют, при этом по полученным опорным данным рассчитывают уравнения корректировки, затем измерительную головку (4, 27, 34, 36) выдвигают в исходное положение сканирования, при этом реальное измерение происходит путем автоматического точечного сканирования во время вращения указанной измерительной головки с целью перекрытия всей внутренней области отверстия, что в результате приводит к получению сканирования внутреннего профиля отверстия в поперечном сечении; после сканирования измерительную головку (4, 27, 34, 36) вставляют в корпус (1), затем с помощью уравнений коррекции проводят коррекцию данных измерения, из которых рассчитывают расстояния между сканируемой поверхностью и осью вращения измерительной головки, в котором до проведения калибровки и начала измерений проводят водонепроницаемую герметизацию сканирующего устройства, которое погружают во внешнюю жидкую среду, окружающую отверстие объекта, при этом давление, равное или превышающее давление внешней окружающей среды, поддерживают внутри корпуса (1) с помощью закачиваемого газа или газовой смеси.
2. Способ измерения круглых отверстий по п. 1, отличающийся тем, что в течение реального измерения путем автоматического точечного сканирования во время вращения измерительная головка (4, 27, 34, 36) по меньшей мере один раз осуществляет продольное перемещение, при этом проводят сканирование по меньшей мере одного кругового профиля, либо сканирование проводят по спиральной траектории.
3. Способ измерения круглых отверстий по любому из предшествующих пунктов, отличающийся тем, что сканирующее устройство перед калибровкой и началом измерения погружают в радиоактивную окружающую среду с прозрачной жидкостью.
4. Способ измерения круглых отверстий по любому из предшествующих пунктов, отличающийся тем, что непосредственно перед началом измерения и калибровки вокруг измерительной головки (4, 27, 34, 36) выполняют промывку жидкостью из окружающей среды.
5. Способ измерения круглых отверстий по любому из предшествующих пунктов, отличающийся тем, что калибровку выполняют таким образом, что профили всех, предпочтительно трех, измеренных областей калибра с разными диаметрами сканируют посредством вращательного движения измерительной головки (4, 27, 34, 36) при различной глубине введения измерительной головки (4, 27, 34, 36), при этом получают набор измеренных расстояний, соответствующих радиусу отдельного ступенчатого диаметра калибра, и/или для каждого поперечного сечения определяют центр поперечного сечения.
6. Способ измерения круглых отверстий по любому из предшествующих пунктов, отличающийся тем, что в измерительной головке (27) с двойным оптическим узлом каждый оптический узел (10) калибруют и измеряют отдельно, при этом оба оптических узла одновременно сканируют противоположные половины кругового поперечного сечения.
| US 2009180110 A1, 16.07.2009 | |||
| US 6064708 A, 16.05.2000 | |||
| СПОСОБ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ОБЪЕКТОВ, ИМЕЮЩИХ НА ИЗОБРАЖЕНИИ РАСФОКУСИРОВАННЫЕ ГРАНИЦЫ | 2004 |
|
RU2280838C2 |
| 0 |
|
SU277270A1 | |

