Изобретение отноеится к фанерной н мебельной промышленности, в чаетности к процессу унрочиения понеречных кромок листов плюпа.
Из зестно устройство для понеречного проклеивания листов шпона термопластичными нитями, предварительно склеенных продолыпями пвами из отдельных полос, с целью предохранения нродо.льных HIBOB от разрывов и упрочнения торцовых кромок.
Устройство имеет механизмы для транспортировки ниюна, стяжки трещин, нагревания клеевых нитей и их гюследуюнхего нанееения на пгюп 1.
Фрикционный способ подачи шпона в описанном Bi,inie устройстве в силу многих причин (разное усилие прижима шпона к роликам, разная шероховатость поверхности ijjHOHa в зонах подачи и проклейки, суммарный разворачивающий момент между устройствами подачи и стяжки не обеспечивает прямолинейной подачи листа, а нанесение клеевой нити на гнпоп за счет трения ско.льжения нитей сферической части устройства нагрева но его поверхности дает слабый шов, кроме того, обжатие нити на выходе
из устрогетва разогрев, лншает основу нити значитс. части клеевого покр| 1тия, которое в виде расплав,синой смолы накапливается в )авли1О1:;.ем капале устройства, закупоривая его. Тор.можение шпона в зоне устройств д.тя стяжки приводит к возникновепню моме-гга. разворач11ваюп1его лист, а кроме того, способствует образованию гоф;) перед устройством и, как следствие, ведег к увеличению существуюнгих треищн, нар шению продольных швов, нах.честыванию кромок нроклеивае.мых разрывов, а конструктивное реи1енне устройств для обрезания нитей, связанных со вза1.мным перемещением устройств нагрева клеевых нитей и. режунщх ножей, значительно усложняет обш.ую конструкцию устрг)йства.
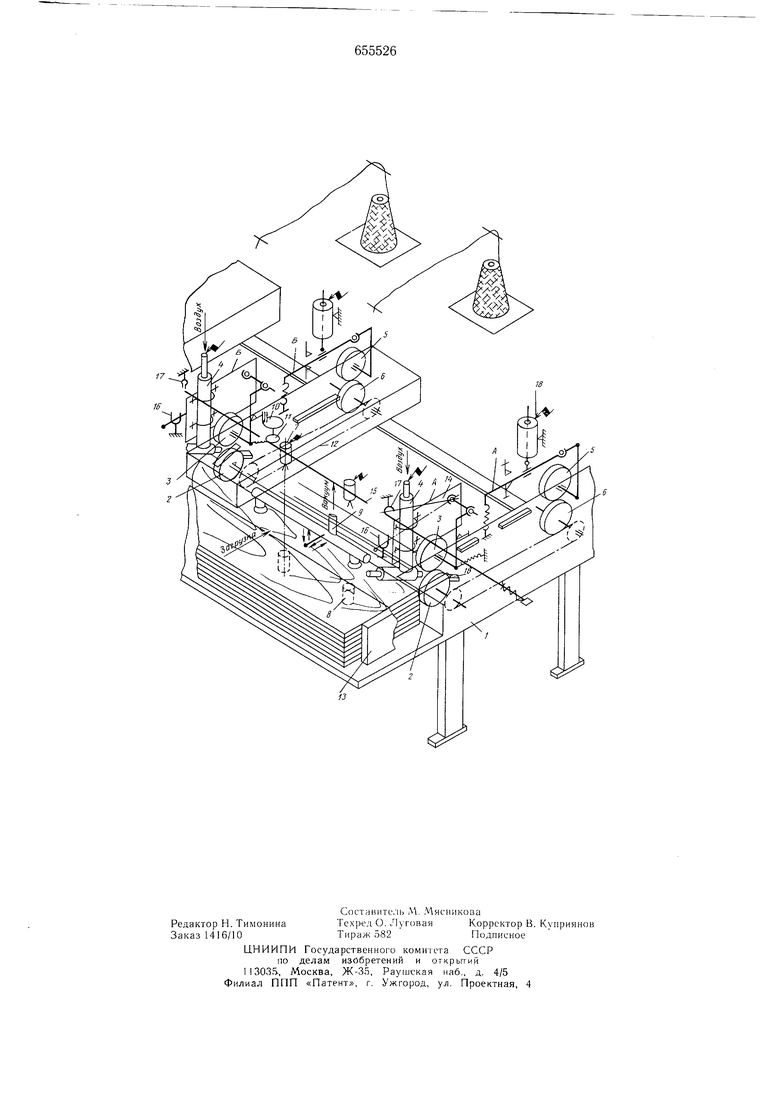
Наиболее близким техническим решен ием к изобретению является устройство .а.1ч нрочнения торцовых кромок шнона, в котором аол.ача шпона осуществляется двумя парами роликов 2. Нижш1С ролики каждой пары, расноложенные в Bi ipe3ax стола - приводные. Захват ншона роликами производится за счет разницы величины зазора между роликами и толщиной пропускаемого шпона. Прикатка нитей к шпону после выхода из уетройств разогрева обеспечивается двумя роликами. Опор)ой поверхностью при этом служит плоскость стола. Отрыв нитей после проклейки шпона на выходе из станка производится механизмами, состоящими из двух пар роликов, нижние из которых приводные, а верхние с помош,ью рычажной системы и пневмоцилиндров в момент, когда задняя кромка листа шпона пересечет линию датчиков фотореле, прижимают шпон к нижним роликам, сообшая ему скорость, превь шаюш,ую скорость подачи. В момент отрыва нить прижимается прикатывающим роликом к плоскости стола. Верхний ролик механизма подачи, прикатывающий ролик, устройство разогрева нити и верхний ролик механизма отрыва с пневмо.цилиндром на обеих головках станка через систему рычагов и кронштейнов подвешены на общей оси, что позволяет с покон1ью рычагов с противовесами поворачивать головки вокруг оси на некоторый угол и облегчает заправку нитей и устройства разогрева. Взаимное расположение элементов головки при повороте не меняется. С целью предупреждения прилипания клеевой нити к прикатывающим роликам предусмотрены устройства для смачивания поверхности ролика специальной жидкостью и скребки, удаляющие следы клеевой смолы после прокатки нити. Станок включается в работу в момент заправкн шпона с помощью вакуумподатчика, когда передняя кромка шпона пересекает лучи датчиков фотореле, установленных на линии роликов механизмов подачи. Одновременно с включением привода механизмов подачи шпона включается подача сжатого воздуха в устройства разогрева нитей. Нагретый в результате теплообмена со спиралями устройств воздух в сопловой части, омывая нить, размягчает ее клеевое покрытие. Заправленный лист шпона захватывается роликами подающих механизмов и проталкивается по плоскости стола под прикатывающие ролики, расположенные в зоне торцовых кромок. Термопластичные нити с размягченным клеевым покрытием накладываются устройствами разогрева, расположенными в створе стола и прикатывающих роликов, на верхнюю- поверхность листа шпона и прикатываются роликами. После того, как задняя кромка проклеиваемого листа шпона пересечет линию датчиков фотореле, срабатывают цилиндры прижимных роликов механизмов отрыва нитей, и лист шпона с проклеенными торцами, зажатый между роликами механизма отрыва, удаляется из станка со скоростью, превышающей скорость подачи, за счет чего нити обрываются. Реле задержки времени после обрыва нитей и удаления листа шпона отключает привод станка. При подаче очередного листа щпона цикл повторяется. Целью изобретения является повышение производительности, надежности и упрошение конструкции станка. Поставленная цель достигается тем, что нодающе-прикатывающие механизмы выполнены в виде двух пар роликов - приводных нижних и шарнирно-вывешенных и подпружиненных верхних, в зоны створа которых подведено приспособление разогрева нити, смонтированное на поворотном основании с фиксированным с помощью клеммных зажимов рабочим положением и положением для заправки нити, причем каждое приспособление разогрева нитей снабжено индивидуальным кнопочным включателем подачи воздуха для продувания отводящих сопел, а верхний прижимной ролик механизма обрыва нити имеет привод от электромагнита, получающего команду от сигнала датчиков фотореле при подаче очередного листа и подающе-прикатывающий механизм. На чертеже изображена схема предлагаемого устройства. Устройство включает станину 1, неподвижную А и подвижную Б головки, состоящее из двух пар роликов - приводных нижних 2 и шарнирно-вывешенных подпружиненных верхних 3 подающе-прикатывающего механизма, приспособления 4 разогрева термопластичной нити, механизма обрыва нити в виде парных расположенных один над другим роликов 5 и 6, датчик 7 и приемник фотореле 8, вакуумподатчик 9, маховик 10, звездочку 11 и цепь 12 для настройки головки Б по формату листа, упорную линейку 13, механизм поворота 14 приспособления 4 разогрева нити 15, клеммный зажим 16 рабочего положения и клеммный зажим 17 для заправки нити в приспособление 4 разогрева нити, кнопочный включатель подачи воздуха для продувания отводящих сопел. Перед началом работы подвижная головка Б поворотом маховика 10 устанавливается на размер пропускаемого шпона. Стопа приготовленного к проклейке шпона укладывается на загрузочный стол с ориентировкой правой торцовой кромки по линейке 13. Последовательность операций при проклейке шпона на предлагаемом устройстве по сравнению с прототипом сохраняется. После предварительного прогрева приспособления 4 термопластичные нити 15 пропускаются через их сопловые части. С помощью вакуумподатчика 9 верхний лист стопы щпона передней кромкой вручную заправляется в створ роликов 2, 3 подающеприкатывающих механизмов, перекрывая при этом лучи датчика 7 фотореле 8, что является командой для включения подачи воздуха в приспособление 4 разогрева, привода нижних роликов 2 подающе-прикатывающих механизмов и нижних роликов 6 механизмов обрыва нитей. Одновременно с этим включается электромагнит 18 прижимных роликов механизмов отрыва нитей. После включения привода поданный лист шпона вместе с термопластичными нитями 15 захватывается роликами 2, 3 и проталкивается по ходу подачи, а верхние ролики 3 одновременно прикатывают разогретые нити к поверхности шпона. Опорной поверхностью для прикатывания нитей при этом служат ролики 2. После того, как задняя кромка листа шпона пересечет линию датчика 7 фотореле 8, привод подачи шпона выключается. При подаче очередного листа шпона операции подачи шпона, прикатки нитей повторяются, а предыдупаий лист после срабатывания электромагнита 18 роликов 5 механизма отрыва нитей удаляется из устройства с предварительным обрывом нитей со скоростью, превышаюшей скорость подачи. Устройство, как показали испытания, позволяет увеличить его производительность на 25% за счет сокраш,ения заломов шпона и времени, используемого на вспомогательные операции по продувке сопел устройств разогрева и пропусканию через них термопластичных нитей. Изъятие автономных механизмов прикатки нити значительно упрошает конструкцию устройства, сокращает объем наладочных работ, повышает его надежность. Экономический эффект от внедрения в народное хозяйство одного устройства составит 2421 руб. в год. 6 Формула изобретения Устройство для упрочнения торцовых кромок шпона термопластичными нитями, включаюш,ее станину с размещенными на ней датчиком фотореле, вакуумподатчиком, подвижной и неподвижной головками, содержащими подающе-прикатывающие механизмы, приспособления разогрева нити с отводяш,ими соплами, механизмы обрыва нити в виде парных расположенных один над другим роликов, верхний из которых прижимной и имеет рычаж-ный механизм с приводом, отличающееся тем, что, с целью повышения производительности, упрощения конструкции и повышения надежности работы, каждый подающе-прикатывающий механизм выпо.тнен в виде двух пар роликов - приводных нижних и щарнирно-вывещенных подпружиненных верхних, в зону створа которых подведено приспособление разогрева нити, причем последнее смонтировано на поворотном основании с фиксированным с помощью клеммных зажимов рабочим положением и положением заправки нити, снабжено индивидуальным кнопочным включателе.м подачи воздуха для продувания отводящих сопел, а привод верхнего прижимного ролика механизма обрыва нити выполнен в виде электромагнита, включающегося от сигнала дачтика фотореле при подаче очередного листа щпона в подающе-прикатывающий механизм. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ № 1628984, кл. 38 с., 1/05. 1967. 2.Устройство модели ЕМ/2 фирмы «Купер, используемой на предприятиях отечественной деревообрабатывающей промышленности, например. Одинцовском комбинате мебельных деталей, 1973.
i3