Изобретение относится к области металлургии, в частности к сталеплавильному производству и может быть использовано для ремонта сталевыпускного отверстия кислородного конвертера.
Известен способ торкретирования огнеупорного изделия для ремонта кислородного конвертера [1] (Патент РФ № 2214459 «Способ торкретирования сталевыпускного отверстия металлургического агрегата», МПК С21С 5/44, опубл. 20.10.2003), при котором в сталевыпускное отверстие устанавливают и закрепляют приспособление, выполненное в виде двух металлических труб разного диаметра, расположенных на одной оси и последовательно соединенных между собой сваренными металлическими пластинами, количество которых не менее трех. Соотношение диаметров меньшей и большей труб устанавливают равным 1:(1,4-2,2). Длина большей по диаметру трубы составляет не менее высоты двух леточных блоков. Приспособление устанавливают в сталевыпускное отверстие трубой меньшего диаметра, а труба большего диаметра является шаблоном для сваривания торкрет-массы. Торкрет-массу наносят на поврежденное место послойно, желательно с выдержкой в течение 2-5 мин. после каждого слоя. Толщина одного слоя составляет не более 150 мм, а количество наваренных слоев составляет не более трех.
Недостатком данного устройства является низкая стойкость сталевыпускного отверстия конвертера после ремонта.
Наиболее близким по техническому решению и достигаемым результатам является способ ремонта сталевыпускного отверстия кислородного конвертера [2] (Патент РФ № 2607391 «Способ ремонта сталевыпускного отверстия кислородного конвертера», МПК С21С 5/44, опубл. 10.01.2017, бюл. № 1.), включающий установку в летку нанизанного на металлическую трубу огнеупорного блока, выполненного в виде единого изделия из плоской шайбы и усеченного конуса, высотой 1,5-2,0 диаметра летки, и торкретирование огнеупорного блока торкрет-массой, при этом огнеупорный блок устанавливают в летку с обеспечением расположения верхнего края металлической трубы над леткой, а плоскую шайбу выполняют с наружным диаметром, равным 2-3 диаметра летки, и высотой - 0,5-1,0 диаметра летки. На наружной поверхности плоской шайбы равномерно выполняют 3-4 вертикальных прорези, глубина которых составляет 1/3 радиуса.
Недостатком данного устройства является недостаточная стойкость сталевыпускного отверстия конвертера в связи с тем, что конструкция устройства не позволяет плотно установить его в изнашиваемый канал сталевыпускного отверстия конвертера.
Техническим результатом настоящего изобретения является увеличение срока службы сменной летки, а также снижение трудозатрат при горячем ремонте сталевыпускного отверстия кислородного конвертера.
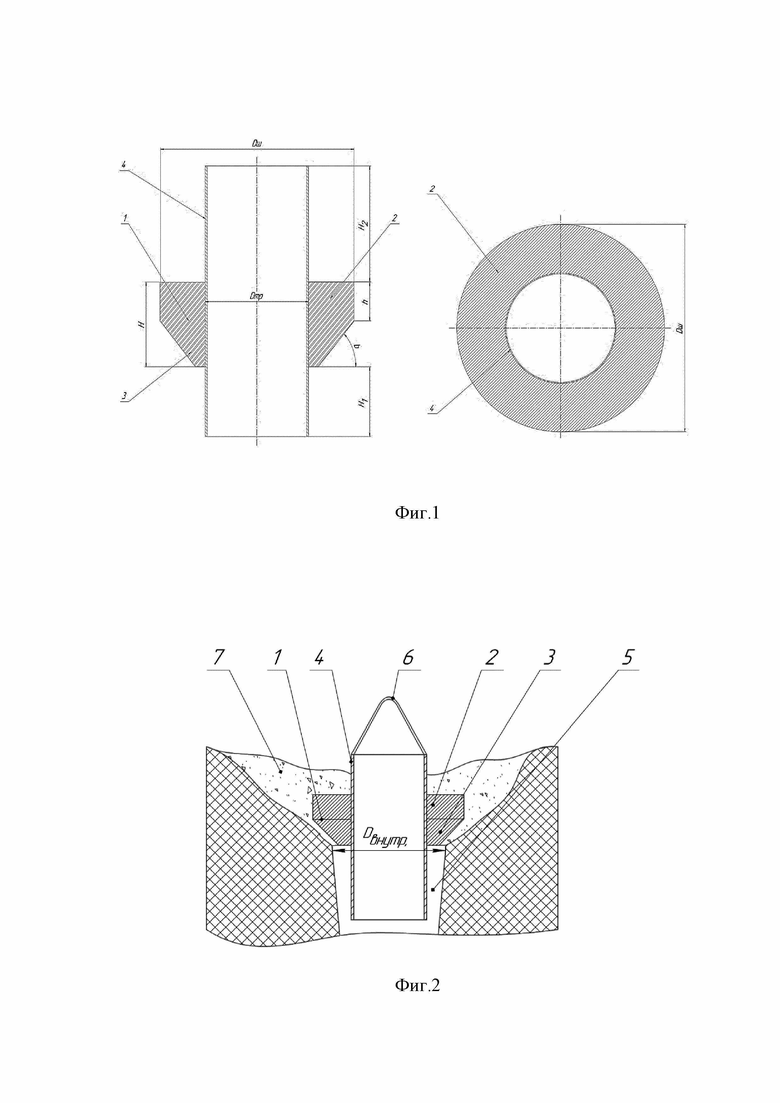
Указанный технический результат достигается тем, что в конструкции огнеупорного изделия для ремонта сталевыпускного отверстия кислородного конвертера, состоящем из огнеупорного блока 1, выполненного в виде единого изделия из плоской огнеупорной шайбы 2 и усеченного конуса 3, нанизанного на металлическую трубу 4, предусмотрены следующие отличия: огнеупорный блок 1 имеет высоту (Н), составляющую 0,2-1,4 (Dвнутр.) внутреннего диаметра канала сменной летки с внутренней стороны конвертера 5 (Н=(0,2-1,4)Dвнутр), а плоская огнеупорная шайба 2 выполнена диаметром (Dш), равным от 1,1 до 2,0 (Dш=(1,1-2,0)Dвнутр), и высотой (h), равной от 0,1 до 0,4 внутреннего диаметра канала сменной летки с внутренней стороны конвертера 5 (Dвнутр.) (h = (0,1-0,4) Dвнутр,), при этом внешний диаметр (Dтр.) металлической трубы 4 меньше внутреннего диаметра канала сменной летки с внутренней стороны конвертера (Dвнутр.), угол наклона боковой поверхности усеченного конуса (b) составляет до 85°.
Кроме того, в заявляемой конструкции огнеупорного изделия для ремонта сталевыпускного отверстия кислородного конвертера плоская огнеупорная шайба 2 выполнена в виде многогранника.
Изобретение предусматривает, то, что на наружной поверхности плоской огнеупорной шайбы 2 выполнены сквозные отверстия с диаметром Dо≤0,2Dш диаметра плоской огнеупорной шайбы 2, в количестве преимущественно 50 штук.
Согласно изобретению, торцевая поверхность плоской огнеупорной шайбы 2 в поперечном сечении выполнена с отклонением от горизонтали плоской огнеупорной шайбы 2 на угол α от 90° до 160°.
Кроме этого, на наружной поверхности плоской огнеупорной шайбы 2 выполнены несквозные отверстия с диаметром Dо до 0,2Dш диаметра плоской огнеупорной шайбы 2, в количестве преимущественно 50 штук, глубиной h1 ≤ 0,2 диаметра шайбы Dш.
Кроме этого, нижняя часть огнеупорного блока 1, расположенная под плоской огнеупорной шайбой 2 выполнена в виде нескольких усеченных огнеупорных конусов 8 и 9, которые расположены соосно относительно оси огнеупорного блока 1 и выполнены в виде ступеней, образующиеся за счет применения разных по размерам усеченных огнеупорных конусов, при этом верхний диаметр первого усеченного огнеупорного конуса 8 равен диаметру Dш нижней части плоской огнеупорной шайбы 2, а верхний диаметр D1 второго усеченного огнеупорного конуса 9 равен диаметру нижней части первого усеченного огнеупорного конуса 8.
Кроме этого, нижняя часть огнеупорного блока 1, расположенная под плоской огнеупорной шайбой 2 выполнена в виде усеченного огнеупорного конуса 3, боковая поверхность которого имеет дугообразную форму с радиусом скругления Rк, равным (0,1-0,3) Dш.
Кроме этого, на боковой поверхности усеченного огнеупорного конуса 3 выполнены пазы 10 шириной (0,2-0,3) h высоты плоской огнеупорной шайбы, в количестве преимущественно от 1 до 200 штук в зависимости от диаметра Dш плоской огнеупорной шайбы 2.
Сущность изобретения поясняется чертежами, на которых изображены:
Фиг. 1 Огнеупорный блок для ремонта сталевыпускного отверстия конвертера в сборе;
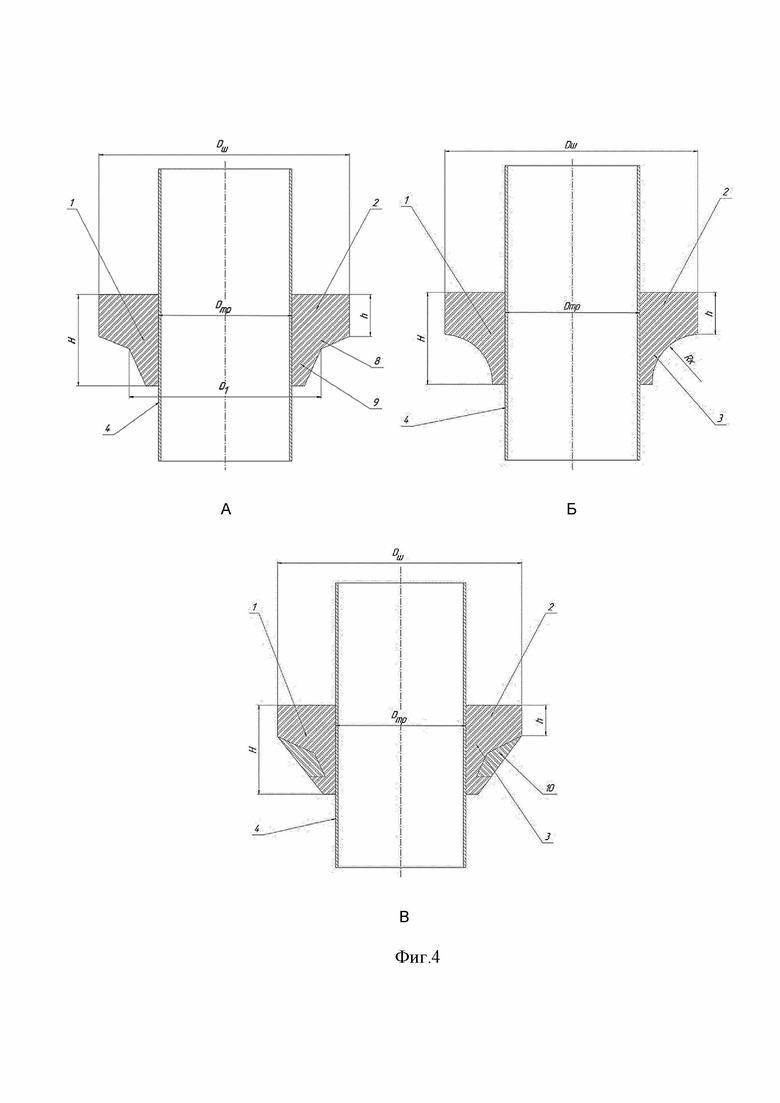
Фиг. 2 Общая схема футеровки летки кислородного конвертера и огнеупорного блока (разрез);
Фиг. 3 Шайба огнеупорного блока для ремонта сталевыпускного отверстия (вариант);
Фиг. 4 Огнеупорный блок для ремонта сталевыпускного отверстия конвертера (вариант).
Описание ссылочных позиционных номеров:
1. Огнеупорный блок
2. Плоская огнеупорная шайба
3. Усеченный огнеупорный конус
4. Металлическая труба
5. Канал сменной летки с внутренней стороны конвертера
6. Металлическая скоба
7. Торкрет масса
8. Нижняя часть огнеупорного блока под шайбой в виде нескольких усеченных конусов
9. Второй усеченный огнеупорный конус усеченного конуса 3
10. Паз
Н - высота огнеупорного блока, мм
h - высота плоской огнеупорной шайбы, мм
b - угол наклона боковой поверхности усеченного конуса, о
Dвнутр. - внутренний диаметр канала сменной летки, мм
Dш - диаметр плоской огнеупорной шайбы, мм
Dтр - внешний диаметр металлической трубы, мм
α - угол отклонения от горизонтали плоской огнеупорной шайбы,
Rк - радиус скругления, мм
Dо - диаметр сквозных отверстий на поверхности шайбы, мм
D1 - верхний диаметр второго усеченного конуса равный нижнему диаметру первого усеченного конуса, мм
h1 - высота несквозных отверстий на поверхности шайбы, мм.
Конструкция огнеупорного изделия для ремонта сталевыпускного
отверстия кислородного конвертера, содержит огнеупорный блок 1, выполненный в виде единого изделия из плоской огнеупорной шайбы 2 и усеченного конуса 3, нанизанного на металлическую трубу 4.
Геометрические размеры огнеупорного блока 1 (Фиг.1) получены опытно-экспериментальным и расчетным путем, т.к. именно при таких размерах были получены наилучшие показатели по повышению стойкости всей конструкции.
Н = (0,2-1,4) Dвнутр.,
где: Н - высота огнеупорного блока 1, мм;
Dвнутр. - внутренний диаметр канала сменной летки 5 с внутренней стороны конвертера, мм;
Dш = (1,1-2,0) Dвнутр,
где: Dш. - диаметр плоской огнеупорной шайбы 2, мм;
h = (0,1-0,4) Dвнутр,
где: h - высота плоской огнеупорной шайбы 2, мм;
Dтр. < Dвнутр.
где: Dтр. - внешний диаметр металлической трубы 4, мм.
Данные зависимости основываются на результатах ряда испытаний, проводимых в конвертерном цехе АО «ЕВРАЗ НТМК». В ходе испытаний было выявлено, что:
- величина высоты Н огнеупорного блока 1 менее 0,2Dвнутр внутреннего диаметра канала сменной летки 5 с внутренней стороны конвертера, не достаточно для надежной фиксации (установки) огнеупорного блока 1 в канал сменной летки 5 с внутренней стороны конвертера, это приводит к выпадыванию огнеупорного блока 1 из канала сменной летки 5 с внутренней стороны конвертера в процессе эксплуатации.
- при величине высоты Н огнеупорного блока 1 более 1,4Dвнутр внутреннего диаметра канала сменной летки 5 с внутренней стороны конвертера, приводит к увеличению массы изделия с увеличением расхода торкрет-массы 7 для надежной фиксации изделия в канал сменной летки 5 с внутренней стороны конвертера, что сказывается на трудоемкости выполнения операции горячего ремонта.
- при величине диаметра Dш плоской огнеупорной шайбы 2 менее 1,1Dвнутр. внутреннего диаметра канала сменной летки 5 с внутренней стороны конвертера, приводит к невозможности надежной фиксации (установки) изделия в канал сменной летки 5 с внутренней стороны конвертера.
- при величине диаметра Dш плоской огнеупорной шайбы 2 более 2,0Dвнутр. внутреннего диаметра канала сменной летки 5 с внутренней стороны конвертера, приводит к увеличению массы изделия с увеличением расхода торкрет-массы 7 для надежной фиксации изделия в канал сменной летки 5 с внутренней стороны конвертера, что сказывается на трудоемкости выполнения операции горячего ремонта.
- при величине высоты h плоской огнеупорной шайбы 2 менее 0,1Dвнутр внутреннего диаметра канала сменной летки 5 с внутренней стороны конвертера, приводит к недостаточно надежной фиксации (установки) огнеупорного блока 1 в канал сменной летки 5 с внутренней стороны конвертера.
- при величине высоты h плоской огнеупорной шайбы 2 более 0,4Dвнутр внутреннего диаметра канала сменной летки 5 с внутренней стороны конвертера, приводит к увеличению массы изделия и выпадыванию огнеупорного блока 1 из канала сменной летки 5 с внутренней стороны конвертера в процессе эксплуатации.
- величина внешнего диаметра Dтр металлической трубы 4 меньше внутреннего диаметра Dвнутр канала сменной летки 5 с внутренней стороны конвертера, для обеспечения беспрепятственного монтажа.
На ФИГ.3 приведены различные конфигурации плоской огнеупорной
шайбы 2, которая контактирует с торкрет-массой 7 (Фиг. 2), например, в виде многогранника (Фиг.3А), с выполнением на наружной поверхности сквозных отверстий со следующим соотношением размеров Dо ≤ 0,2 Dш (Фиг. 3Б), с выполнением на наружной поверхности несквозных отверстий со следующим соотношением размеров Dо ≤ 0,2 Dш (Фиг. 3Г), с выполнением торцевой части плоской огнеупорной шайба в поперечном сечении с отклонением от вертикали на угол α от 90° до 160°, угол отклонения α для более надежной фиксации (установки) огнеупорного блока 1 в канале сменной летки 5 при послойном нанесении торкрет-массы 7.
Количество сквозных (Фиг. 3Б) и несквозных (Фиг. 3Г) отверстий составляет преимущественно 50 штук.
Предпочтительно выполнение плоской огнеупорной шайбы со сквозными отверстиями (Фиг 3.Б) и несквозными отверстиями (Фиг. 3Г) для более надежной фиксации (установки) изделия в канал сменной летки 5 с внутренней стороны конвертера с увеличением площади контакта огнеупорного тела изделия и наносимой торкрет-массой 7.
Нижняя часть огнеупорного блока 1, расположенная под плоской огнеупорной шайбой 2 может иметь различную конечную реализацию (Фиг.4), выбор которой определяется совокупностью таких конструктивных параметров как диаметр внутреннего канала сменной летки 5 с внутренней стороны конвертера, высота огнеупорного блока 1 (H), а также физико-химические параметры используемой торкрет-массы 7.
Предпочтительно выполнение нижней части огнеупорного блока 1 в виде нескольких усеченных огнеупорных конусов 8 и 9, так как данная конструкция максимально близко повторяет контур износа канала сменной летки 5 с внутренней стороны конвертера.
На Фиг.4 приведены различные варианты выполнения нижней
части огнеупорного блока 1, расположенной под плоской огнеупорной шайбой 2: в виде нескольких усеченных огнеупорных конусов 8 и 9 (Фиг. 4А), с выполнением боковой поверхности усеченного огнеупорного конуса 3 в виде дугообразной формы (Фиг. 4Б); с выполнением на боковой поверхности усеченного огнеупорного конуса 3 пазов 10 (Фиг. 4В).
На (Фиг. 4А) усеченные огнеупорные конуса 8 и 9 расположены соосно относительно оси огнеупорного блока 1 и выполнены в виде ступеней, которые образуются за счет применения разных по размерам усеченных огнеупорных конусов 3, при этом верхний диаметр первого усеченного огнеупорного конуса 8 равен диаметру Dш нижней части плоской огнеупорной шайбы 2, а верхний диаметр D1 второго усеченного огнеупорного конуса 9 равен диаметру нижней части первого усеченного огнеупорного конуса 8.
На (Фиг. 4Б) боковая поверхность усеченного огнеупорного конуса 3 имеет дугообразную форму с радиусом скругления Rк = (0,1-0,3) Dш
где: Rк - радиус скругления;
Dш. - диаметр плоской огнеупорной шайбы 2
Данные зависимости радиуса скругления Rк боковой поверхности усеченного огнеупорного конуса 3 и диаметра Dш плоской огнеупорной шайбы 2 основываются на результатах ряда испытаний на производстве. В ходе испытаний было выявлено, что:
- величина Rк скругления боковой поверхности усеченного огнеупорного конуса 3 менее 0,1Dш диаметра Dш плоской огнеупорной шайбы 2 приводит к невозможности установки устройства в канал сменной летки 5 с внутренней стороны конвертера в связи с увеличением толщины огнеупорного тела усеченного конуса 3.
- величина Rк скругления боковой поверхности усеченного огнеупорного конуса 3 более 0,3Dш диаметра Dш плоской огнеупорной шайбы 2 приводит к минимальной толщине стенки усеченного конуса 3 с уменьшением прочности огнеупорного тела.
На боковой поверхности усеченного огнеупорного конуса 3 (Фиг. 4В) выполнены пазы 10 шириной равной (0,2-0,3) h:
где: h - высота плоской огнеупорной шайбы 2.
Величина ширины паза 10 боковой поверхности усеченного огнеупорного конуса 3 менее 0,2h высоты плоской огнеупорной шайбы 2 приводит к недостаточному контакту поверхности огнеупорного тела изделия и наносимой торкрет-массой 7.
Величина ширины паза 10 боковой поверхности усеченного огнеупорного конуса 3 более 0,3h высоты плоской огнеупорной шайбы 2 приводит к минимальной толщине стенки между пазами 10 с уменьшением прочности огнеупорного тела изделия.
Количество пазов 10 составляет преимущественно от 1 до 200 штук в зависимости от диаметра Dш плоской огнеупорной шайбы 2. (Фиг. 4В).
Конструкция огнеупорного изделия для ремонта сталевыпускного отверстия кислородного конвертера используют следующим образом.
Огнеупорный блок 1 изготавливают методом прессования из периклазоуглеродистого материала по химическому составу, близкому к футеровке сталеразливочного отверстия, подвергают термической обработке для получения эксплуатационных характеристик изделия.
По вертикальной оси в центре огнеупорного блока 1 предусмотрено сквозное отверстие для установки и жесткого закрепления металлической трубы 4.
Подготовленное таким образом огнеупорное изделие устанавливается в изношенную летку при помощи металлической скобы 6, вокруг которой для уплотнения заливается торкрет массой 7 в несколько слоев. Толщина слоя торкрет массы составляет 200 мм. Металлическая труба 4 формирует канал сталевыпускного отверстия из торкрет-массы 7 над уровнем поверхности огнеупорного блока 1. Размеры металлической трубы 4 и огнеупорного блока 1 подбирается дифференцированно в зависимости от внутреннего диаметра канала эксплуатируемой летки, причем нижняя часть металлической трубы 4 (Фиг. 1) Н1 имеет высоту до 2,0 высоты H огнеупорного блока 1, а верхняя часть металлической трубы 4 имеет высоту Н2 до 2,0 высоты H огнеупорного блока 1.
Испытания опытного образца заявляемой конструкции огнеупорного изделия для ремонта сталевыпускного отверстия подтвердили:
- увеличение срока службы сменной летки;
- распределение объема торкрет массы 7 вокруг и внутри применяемого огнеупорного изделия;
- увеличение площади контакта огнеупорного блока изделия и торкрет-массы 7.
Таким образом, заявляемое техническое решение полностью выполняет технический результат.
Проведенный анализ уровня техники, включающий поиск по патентам и научно-технической информации и выявление источников, содержащих сведения об аналогах заявляемого технического решения, позволил установить, что заявитель не обнаружил источников, характеризующихся признаками, тождественными всем существенным признакам заявляемого изобретения.
Следовательно, заявляемое изобретение соответствует критерию "новизна" и «изобретательский уровень».
Источники информации:
[1] Патент РФ №2214459 «Способ торкретирования сталевыпускного отверстия металлургического агрегата», МПК С21С 5/44, опубл. 20.10.2003;
[2] Патент РФ №2607391 «Способ ремонта сталевыпускного отверстия кислородного конвертера», МПК С21С 5/44, опубл. 10.01.2017, бюл. № 1.)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ КИСЛОРОДНОГО КОНВЕРТЕРА | 2015 |
|
RU2607391C2 |
| СПОСОБ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА | 2021 |
|
RU2758600C1 |
| Способ горячего восстановления рабочего слоя футеровки выпускного отверстия конвертера | 1990 |
|
SU1786095A1 |
| СПОСОБ ВЫПЛАВКИ МЕТАЛЛА В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2021 |
|
RU2768084C1 |
| ДРОТИК ДЛЯ ОТСЕЧКИ КОНЕЧНОГО КОНВЕРТЕРНОГО ШЛАКА ОТ МЕТАЛЛА, СПОСОБ ЕГО СБОРКИ И СИСТЕМА ОТСЕЧКИ КОНЕЧНОГО КОНВЕРТЕРНОГО ШЛАКА | 2023 |
|
RU2818063C1 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2002 |
|
RU2214459C1 |
| Устройство для отсечки первичного конвертерного шлака при выпуске плавки через летку конвертера | 2018 |
|
RU2739471C2 |
| Способ нанесения шлакового гарнисажа на огнеупорную футеровку кислородного конвертера | 2024 |
|
RU2826359C1 |
| Способ горячего ремонта футеровки конвертера | 2016 |
|
RU2632305C1 |
| СПОСОБ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА | 2000 |
|
RU2164953C1 |

Изобретение относится к области металлургии и может быть использовано для ремонта сталевыпускного отверстия кислородного конвертера. Огнеупорное изделие состоит из огнеупорного блока 1, выполненного в виде единого изделия из плоской огнеупорной шайбы 2 и усеченного конуса 3, нанизанного на металлическую трубу 4.Огнеупорный блок 1 имеет высоту Н, составляющую (0,2-1,4)Dвнутр.- внутреннего диаметра канала сменной летки с внутренней стороны конвертера, а плоская огнеупорная шайба 2 выполнена диаметром Dш , равным (1,1-2,0)Dвнутр и высотой h, равной (0,1-0,4) Dвнутр., при этом внешний диаметр Dтр. металлической трубы 4 меньше Dвнутр., а угол наклона боковой поверхности усеченного конуса b составляет до 85°. Изобретение позволяет увеличить срок службы сменной летки и снизить трудозатраты при горячем ремонте сталевыпускного отверстия кислородного конвертера. 7 з.п. ф-лы, 4 ил.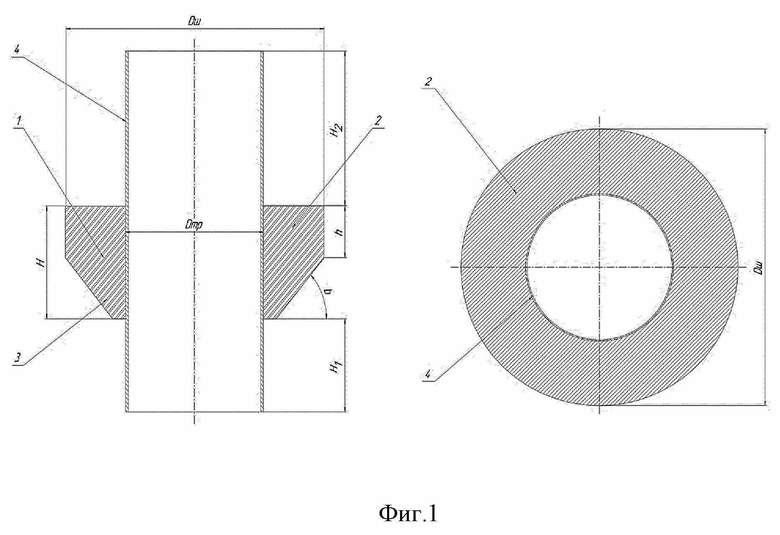
1. Конструкция огнеупорного изделия для ремонта сталевыпускного отверстия кислородного конвертера, состоящая из огнеупорного блока 1, выполненного в виде единого изделия из плоской огнеупорной шайбы 2 и усеченного конуса 3, нанизанного на металлическую трубу 4, отличающаяся тем, что высота Н огнеупорного блока 1, внутренний диаметр Dвнутр. канала сменной летки 5 с внутренней стороны конвертера, диаметр Dш и высота h плоской огнеупорной шайбы 2, внешний диаметр Dтр. металлической трубы 4 соответствуют следующим соотношениям размеров:
Н = (0,2-1,4)Dвнутр.
Dш = (1,1-2,0)Dвнутр
h = (0,1-0,4) Dвнутр
Dтр. < Dвнутр., где
Н - высота огнеупорного блока 1, мм;
Dвнутр. - внутренний диаметр канала сменной летки с внутренней стороны конвертера, мм;
Dш. - диаметр плоской огнеупорной шайбы , мм;
h - высота плоской огнеупорной шайбы , мм;
Dтр. - внешний диаметр металлической трубы, мм, при этом угол наклона b боковой поверхности усеченного конуса составляет до 85°.
2. Конструкция огнеупорного изделия по п.1, отличающаяся тем, что плоская огнеупорная шайба 2 выполнена в виде многогранника.
3. Конструкция огнеупорного изделия по п.1, отличающаяся тем, что на наружной поверхности плоской огнеупорной шайбы 2 выполнены сквозные отверстия со следующим соотношением размеров:
Dо ≤ 0,2 (Dш) , где
Dо диаметра сквозного отверстия, мм, при этом количество сквозных отверстий составляет преимущественно 50 штук.
4. Конструкция огнеупорного изделия по п.1, отличающаяся тем, что торцевая поверхность плоской огнеупорной шайбы 2 в поперечном сечении выполнена с отклонением от горизонтали плоской огнеупорной шайбы 2 на угол α от 90° до 160°.
5. Конструкция огнеупорного изделия по п.1, отличающаяся тем, что на наружной поверхности плоской огнеупорной шайбы 2 выполнены несквозные отверстия со следующим соотношением размеров: Dо ≤ 0,2 (Dш) , при этом количество сквозных отверстий составляет преимущественно 50 штук.
6. Конструкция огнеупорного изделия по п.1, отличающаяся тем, что нижняя часть огнеупорного блока 1, расположенная под плоской огнеупорной шайбой 2, выполнена в виде усеченных огнеупорных конусов 8 и 9, которые расположены соосно относительно оси огнеупорного блока 1 и выполнены в виде ступеней, образующиеся за счет применения разных по размерам усеченных огнеупорных конусов, при этом верхний диаметр первого усеченного огнеупорного конуса 8 равен диаметру Dш нижней части плоской огнеупорной шайбы 2, а верхний диаметр D1 второго усеченного огнеупорного конуса 9 равен диаметру нижней части первого усеченного огнеупорного конуса 8.
7. Конструкция огнеупорного изделия по п.1, отличающаяся тем, что нижняя часть огнеупорного блока 1, расположенная под плоской огнеупорной шайбой 2, выполнена в виде усеченного огнеупорного конуса 3, боковая поверхность которого имеет дугообразную форму с радиусом скругления Rк, равным (0,1-0,3) Dш..
8. Конструкция огнеупорного изделия по п.1, отличающаяся тем, что на боковой поверхности усеченного огнеупорного конуса 3 выполнены пазы 10, шириной (0,2-0,3)h, при этом количество пазов составляет преимущественно от 1 до 200 штук в зависимости от диаметра Dш плоской огнеупорной шайбы 2.
| СПОСОБ РЕМОНТА СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ КИСЛОРОДНОГО КОНВЕРТЕРА | 2015 |
|
RU2607391C2 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2002 |
|
RU2214459C1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| US 4385749 A,31.05.1983. | |||

