Изобретение относится к черной металлургии, в частности к футеровке кислородного конвертера - сталеплавильного агрегата, к огнеупорной футеровке которого предъявляются высокие требования. Изобретение является техническим решением, конструктивная особенность которого позволяет избегать недостатков существующего порядка кладки огнеупорного кирпича. Практический опыт позволяет совершенствовать дизайн кладки для исключения проникновения металла в процессе выплавки стали в стык огнеупорной кладки стенок конвертера и днища за счет оптимизации параметров чередующихся рядов кирпича.
Футеровка конвертера состоит из нескольких слоев, выкладываемых огнеупорными формованными изделиями. От качества огнеупорных материалов, конструкции кладки, технологических параметров ведения плавки зависит производительность кислородного конвертера, определяемая длительностью кампании - стойкостью футеровки. В немалой степени свойства и способность огнеупоров противостоять факторам выплавки стали в конвертере зависит от дизайна кладки футеровки. Известно, что применяемая повсеместно схема огнеупорной кладки конвертера до недавнего времени обеспечивала оптимальную продолжительность кампании по футеровке «от ремонта до ремонта». Огнеупорная футеровка конвертера с отъемным днищем выполняется с разделением операций: стенки выкладываются в собственно конвертере, а отомкнутое днище - отдельно [1]; затем детали кожуха соединяют и осуществляют завершение кладки, используя для окончательного уплотнения набивные огнеупорные массы. Стык кладки стенки конвертера и днища становится уязвимым для жидкого металла из-за гораздо менее плотного шва из огнеупорной массы по сравнению с рядами из формованного кирпича.
Технологи проводят поиски новых технических решений и мероприятий по повышению стойкости огнеупорной футеровки конвертеров, в частности разработка рациональных схем зонной кладки [2]. И техническое решение, защищенное патентом на изобретение 2164953 [3], позволяет частично решать эту задачу за счет дифференцированного выкладывания уступами в районе цапф и применения огнеупоров с повышенной степенью шлакоустойчивости и механической эрозии в районе сталевыпускного отверстия и зоны загрузки металлолома. Цель, преследуемая авторами, - повышение стойкости рабочего слоя футеровки в зонах повышенного износа, при этом нет упоминания о стыке футеровки.
Аналогом решения предлагаемого авторами «Кладки стыка футеровки конвертера» может являться «Футеровка конвертера», защищенная патентом ПМ №24467 [4], в котором осуществляется кладка дополнительного арматурного слоя из периклазохромитовых огнеупоров с дополнительным контрольным кольцом. Авторами не объяснено финальное уплотнение шва после кладки формованных огнеупорных изделий. Один «контрольный» ряд не решает проблему прорыва металла в стык.
Снизить риск прорыва металла из-за конструктивного разрушения стыка кладки позволяет техническое решение, описанное полезной моделью 139671 [5], принятого автором в качестве прототипа. Но данной полезной моделью ограничено использование длинномерных - 400 мм, 500 мм и более - формованных огнеупорных изделий, актуальность применения которых в настоящее время возросла. Это замечание требует уточнения. Для огнеупорного кирпича размером, например, 200-300 мм смещение на величину 0,2-0,3 от длины кирпича реально. В то время как смещение рядов формованных огнеупорных изделий, имеющих длину 400-600 мм по прототипу, должно составить 80-100 мм (пример для кирпича, имеющего длину 400 мм), т.е. значительно больше оптимальных и необходимых уступов.
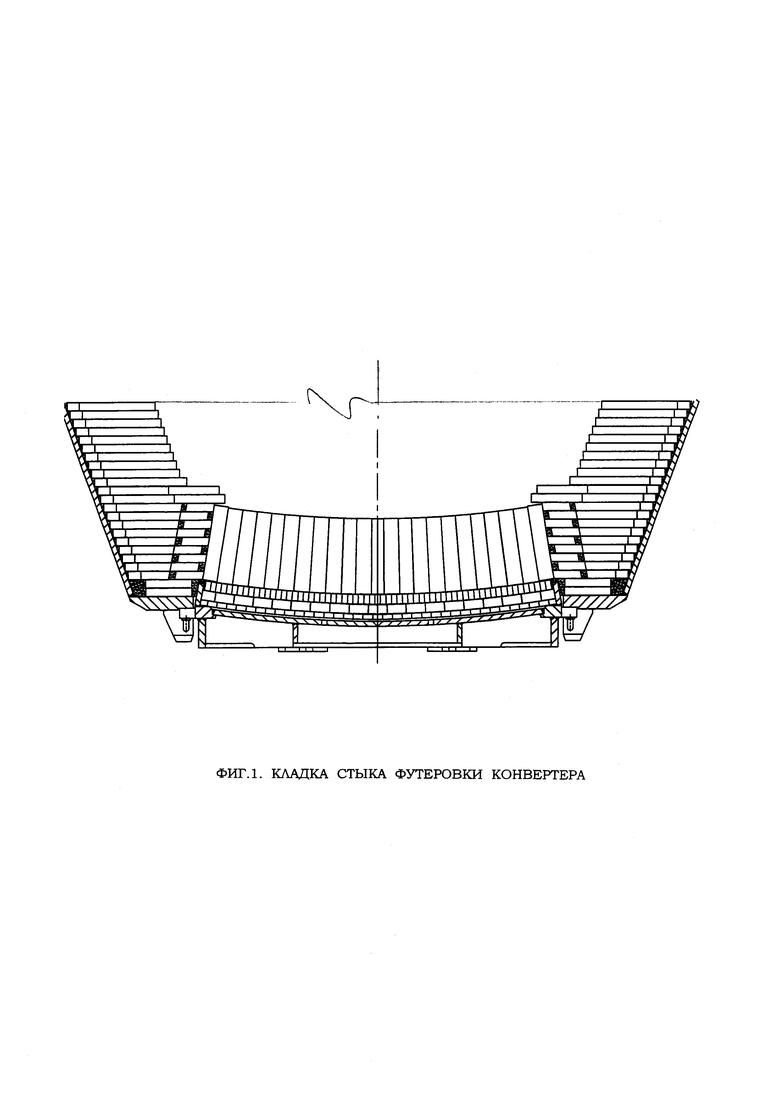
Предлагаемое техническое решение «Кладка стыка футеровки конвертера», Фиг. 1, позволяет устранить технологический риск при продолжительной кампании конвертера по футеровке за счет регламентированного сдвига рядов формованных огнеупорных изделий с сохранением несовпадающих швов между кирпичами разных слоев в сочетании с уплотнением шва огнеупорной набивной массой или мертелем. Применение мертеля или огнеупорной клеевой композицией в качестве клеевой композиции между укладываемыми рядами еще больше повысит надежность кладки стыка.
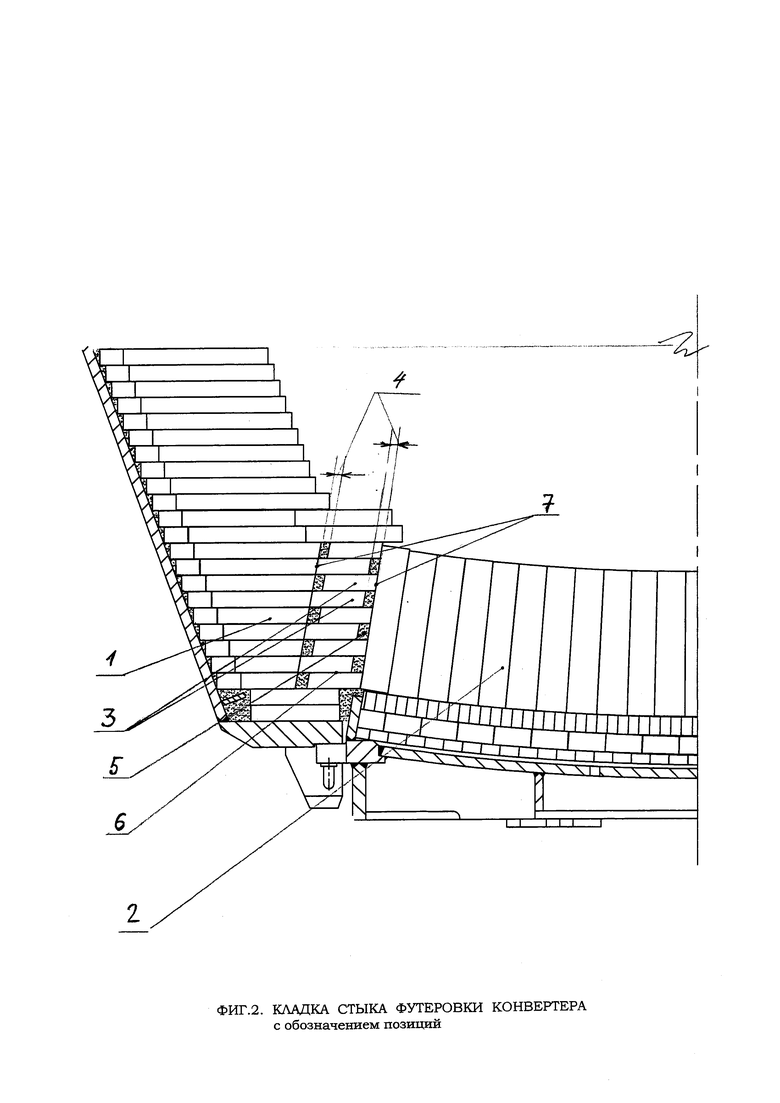
В качестве примера осуществления предлагаемого технического решения «Кладка стыка футеровки конвертера» приведена Фиг. 2. После примыкания футеровки днища поз. 2 к футеровке корпуса конвертера поз. 1 осуществляется кладка формованными огнеупорными изделиями, длиной, например, 400 мм поз. 3 с чередующимся стыком поз. 4 и последующим уплотнением зазоров величиной от 8 мм до 76 мм огнеупорной массой поз. 5. Разброс величины зазора объясняется наложением плюсовых и минусовых допусков поставляемого кирпича и эллиптичностью кожуха конвертера, очертания которого неизбежно повторяет футеровка.
Как вариант, возможно нанесение мертеля или огнеупорной клеевой композиции между слоями поз. 6 в процессе кладки. Формованное огнеупорное изделие - кирпич - может иметь при этом прямоугольные очертания или являться параллелепипедом для более плотного прилегания поз. 7.
Автору заявки на изобретение не известно осуществление кладки стыка футеровки конвертера, совпадающей с заявляемой, промышленное применение которой очевидно.
Источники информации
1. Воскобойников В.Г. и др. Общая металлургия. Учебник для вузов. М., Металлургия, 1985, с. 180-181.
2. Обухов В.М. и др. Проектирование и оборудование сталеплавильных цехов. Екатеринбург, 2010, с. 120.
3. Патент ИЗ №2164953. Способ футеровки кислородного конвертера. Опубл. 10.04.2001.
4. Патент ПМ 24467. Футеровка конвертера. Опубл. 10.08.2002.
5. Патент ПМ 139671. Конструкция стыка огнеупорной футеровки конвертера с отъемным днищем. Опубл. 20.04.2014 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Футеровка нижней части конвертера с отъемным днищем | 2018 |
|
RU2733931C2 |
| Футеровка нижней части конвертера с отъемным днищем | 2020 |
|
RU2730307C1 |
| Футеровка нижней части конвертера с отъемным днищем | 2018 |
|
RU2722949C2 |
| Способ комбинированной продувки расплава в конвертере | 2021 |
|
RU2756679C1 |
| Способ горячего ремонта футеровки конвертера | 2016 |
|
RU2632305C1 |
| Огнеупорная кладка стыка стен и днища конвертера | 2022 |
|
RU2771099C1 |
| СПОСОБ РЕМОНТА СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ КИСЛОРОДНОГО КОНВЕРТЕРА | 2015 |
|
RU2607391C2 |
| СПОСОБ ПРЕССОВАНИЯ ОКСИДОУГЛЕРОДИСТЫХ ИЗДЕЛИЙ И СООТВЕТСТВУЮЩАЯ УКЛАДКА ИЗДЕЛИЙ ПРИ ФУТЕРОВКЕ СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 2020 |
|
RU2758076C1 |
| СПОСОБ ФУТЕРОВКИ КИСЛОРОДНОГО КОНВЕРТЕРА | 2000 |
|
RU2164953C1 |
| ФУТЕРОВКА СТАЛЕПЛАВИЛЬНОГО КОНВЕРТЕРА | 2005 |
|
RU2291902C2 |
Изобретение относится к футеровке кислородного конвертера. Кладка стыка футеровки конвертера состоит из примкнутых друг к другу футеровки нижней части конвертера и прилегающей к ней футеровки днища, огнеупорной набивной массы, выполнена формованными огнеупорными изделиями с чередующимся сдвигом рядов по фронту на величину 0,02-0,19 длины данного кирпича с заполнением зазоров огнеупорной набивной массой, при этом формованные огнеупорные изделия имеют форму параллелепипеда, поочередно обеспечивающие плотное сопряжение футеровки стены и днища, а между рядами предварительно нанесен мертель или огнеупорная клеевая композиция. Обеспечивается исключение проникновения металла в процессе выплавки стали в стык огнеупорной кладки стенок конвертера и днища за счет оптимизации параметров чередующихся рядов кирпича. 2 з.п. ф-лы, 2 ил.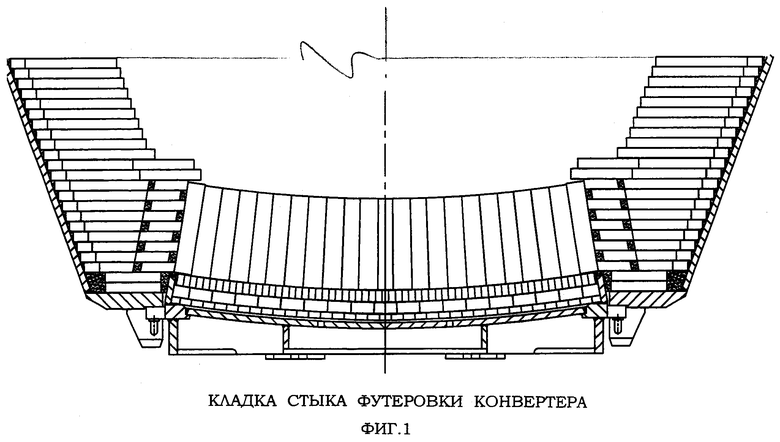
1. Огнеупорная кладка стыка стен и днища конвертера, содержащая кладку из формованных огнеупорных изделий нижней части конвертера и прилегающую к ней кладку из формованных огнеупорных изделий днища, и огнеупорную набивную массу, отличающаяся тем, что она выполнена в виде рядов из упомянутых формованных огнеупорных изделий с чередующимся сдвигом их по фронту на величину 0,02-0,19 длины упомянутого формованного огнеупорного изделия с заполнением образующихся между рядами зазоров огнеупорной набивной массой.
2. Огнеупорная кладка по п. 1, отличающаяся тем, что формованные огнеупорные изделия выполнены в форме параллелепипеда с поочередным обеспечением плотного сопряжения с формованными огнеупорными изделиями кладки нижней части стен и кладки днища конвертера.
3. Огнеупорная кладка по п. 1, отличающаяся тем, что в зазоры между рядами упомянутых формованных огнеупорных изделий предварительно нанесен мертель или огнеупорная клеевая композиция.
| Устройство для автоматического регулирования расхода дутья по фурмам доменной печи | 1960 |
|
SU139671A1 |
| Устройство для радиотелеграфной манипуляции | 1931 |
|
SU24467A1 |
| JPH 09263819 A, 07.10.1997 | |||
| CN 202766559 U, 06.03.2013 | |||
| US 4673167 A, 16.06.1987. | |||

