ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области электрохимического нанесения защитно-декоративных покрытий на вентильных металлах и их сплавах методом микродугового оксидирования и может найти применение в разных отраслях народного хозяйства: для отделки приборов, изготовления панелей, радиаторов, солнечных батарей, в производстве декоративных украшений, строительной индустрии и т.д. Круг объектов, которые можно декорировать с помощью заявленного предлагаемого изобретения, чрезвычайно разнообразен, например, к ним относятся корпуса электронных устройств (телефоны, планшеты, ноутбуки и прочее), корпуса транспортных средств (самолеты, суда, автомобили и т.д.), бижутерия, элементы интерьера, а также металлические облицовочные панели для зданий и различного рода строительных объектов.
УРОВЕНЬ ТЕХНИКИ
Известно изобретение [CN106757267 (A) - 2017-05-31], в частности, раскрывающее способ получения защитной (army) зеленой композитной пленки путем микродугового оксидирования на поверхности литой алюминиевой матрицы. Способ включает этапы, на которых:
а) поверхность заготовки шлифуют и очищают;
б) готовят раствор: на литр деионизированной воды добавляют 2-4 г NaOH, 2-4 г NiSO4, 8-15 г Na2SiO3, 10-15 г (NaPO3)6, 5-10 г Na2WO4 и 3-8 г ЭДТА и перемешивают до достаточного растворения;
в) заготовка помещается в раствор, включается источник питания микродугового оксидирования и устанавливаются параметры источника питания;
г) проведение оксидирования в течение 20-30 мин;
д) заготовку тщательно очищают и сушат.
Получаемые цвета оксидных пленок меняются от светло-зеленого до темно-зеленого и не охватывают другие возможные камуфляжные оттенки (серые, коричневые).
К недостаткам данного способа также можно отнести то, что в изобретении предлагается применение силикатно-щелочных электролитов, которые очень чувствительны к условиям их эксплуатации, так, например, незначительные превышения температуры процесса оксидирования или перерывы (2-4 недели) в работе, приводят к сокращению срока их использования.
Также стоит отметить, что силикатно-щелочные электролиты не являются истинными растворами, кроме гомогенной части они содержат коллоидные частицы, наличие которых снижает рассеивающую способность таких электролитов. Это в свою очередь приводит к снижению скорости формирования покрытия и дополнительным сложностям в случаях нанесения покрытий на изделия, имеющие труднодоступные места для образования покрытия. Кроме того, для таких электролитов имеются сложности с корректированием их состава во время эксплуатации, что затрудняет их непрерывное использование.
В отличие от силикатно-щелочных, электролиты, например, на основе фосфатно-боратных систем являются более стабильными и надежными в эксплуатации.
Известно изобретение [RU2213166 C2, опубл. 27.09.2003], в котором раскрыт способ получения керамического покрытия болотно-зеленого цвета на таком изделии как накладка на подошву утюга, выполненная из сплава алюминия Д16 (Сu 3,8-4,8, Mn 0,3-0,9, Mg 1,2-1,6). Основу электролита составляли бораты, фосфаты и фториды щелочных металлов с добавлением гексацианоферрата (II) калия при следующем соотношении компонентов: Na2HPO4 35 г/л, Н3ВО3 20 г/л, NaF 10 г/л, Na2B4O7 30 г/л, К4[Fе(СN)6]⋅3Н2O 2 г/л. МДО вели в анодно-катодном режиме, длительность анодного и катодного импульсов составляла 200 мкс, пауза между ними 200 мкс, плотности тока составляли iA=300 А/дм2, iK=120 А/дм2 .
Основной характеристикой покрытия рассматривалась его теплостойкость в совокупности с низкой шероховатостью, в связи, с чем покрытие формировали двуслойным из внутреннего слоя толщиной 8 мкм и внешнего слоя толщиной 22 мкм. Пористость покрытия составила 70%, размеры пор менялись в пределах 0,01-10 мкм, шероховатость составляла 0,80 мкм, микротвердость 1000 кг/мм2.
К недостаткам можно отнести следующее:
- наличие высокой плотности тока, обуславливающей значительную энергоемкость процесса;
- изменение цвета покрытия возможно лишь за счет изменения вводимых добавок неорганической природы в электролит или дополнительным окрашиванием в органических красителях;
- в заявленном диапазоне электрических параметров (плотность тока: iА=100-300 А/дм2, iК=50-120 А/дм2, длительность импульса 50-1000 мкс) невозможно манипулировать условиями процесса для получения покрытий широкой гаммы оттенков, например, зеленого цвета в электролите одного состава;
- в описании изобретения отсутствуют сведения и примеры, касающиеся решения проблем, связанных с равномерностью покрытия по толщине и соответственно цвета по поверхности изделия, а также проблем получения широкой цветовой гаммы покрытий зеленого цвета, в том числе для придания поверхности изделия различных оттенков зеленого цвета, пригодных для камуфлирования изделий для различных типов местности.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является разработка способа позволяющего методом микродугового оксидирования (МДО) получать керамические покрытия на поверхности изделий, выполненных из вентильного металла или его сплавов, имеющих камуфлирующую окраску широкой цветовой гаммы, в том числе зеленого цвета различных оттенков.
Технический результат - возможность формирования защитных покрытий в цветовом ассортименте (различных оттенков) камуфляжного цвета для различных типов местности на изделиях, выполненных из вентильного металла или его сплавов в процессе одной технологической операции МДО.
Техническим результатом также является качество защитно-декоративного покрытия, определяемое равномерностью цвета по всей поверхности изделий.
Еще один технический результат заключается в достижении следующего комплекса улучшенных физико-механических характеристик получаемого защитно-декоративного покрытия:
Пористость, %
Износостойкость
Микротвердость, HV
Коррозионная стойкость, ч
Устойчивость к абразивному воздействию пыли (песка)
Прочность сцепления по методу нанесения сетки царапин, ISO класс
Поставленная задача достигается тем, что предлагаемый способ нанесения керамического защитно-декоративного покрытия камуфляжного цвета различных оттенков, в том числе зеленого цвета, на изделие, по меньшей мере одна поверхность которого полностью или частично выполнена из вентильного металла или его сплава включает погружение изделия в ванну с водным раствором электролита основу которого составляют бораты, фосфаты и фториды щелочных металлов и микродуговое оксидирование упомянутой поверхности в импульсном анодно-катодном режиме.
Новым является то, что для получения покрытий камуфляжного цвета широкой цветовой гаммы, в том числе зеленого цвета различных оттенков, устанавливают и регулируют:
- анодное напряжение в диапазоне значений от 250 до 600 В с длительностью импульсов от 50 до 1000 мкс и частотой следования импульсов от 30 до 1000 Гц,
- катодное напряжение в диапазоне значений от 0 до 100 В с длительностью импульсов от 50 до 1000 мкс и частоту следования импульсов от 30 до 1000 Гц и/или для каждого цвета,
- время паузы между анодным и катодным импульсами от 0 до 10 мс,
при этом доля анодных импульсов изменяется от 100% до 10% относительно катодных импульсов, а доля катодных импульсов изменяется от 0% до 90% относительно анодных импульсов,
при том, что водный раствор электролита дополнительно содержит гексацианоферрат (III) калия, при следующем соотношении компонентов, г/л:
При этом, более темные оттенки покрытий преимущественно получают при анодном напряжении в диапазоне значений от 450 до 600 В с длительностью импульсов от 300 до 1000 мкс и частотой следования импульсов от 30 до 1000 Гц, катодное напряжение в диапазоне значений от 50 до 100 В с длительностью импульсов от 250 до 1000 мкс и частоту следования импульсов от 30 до 1000 Гц и время паузы между анодным и катодным импульсами от 0 до 10 мс, при этом доля анодных импульсов изменяется от 100% до 70% относительно катодных импульсов, а доля катодных импульсов изменяется от 0% до 30% относительно анодных импульсов.
Наилучший результат формирования светлых оттенков покрытия достигается при анодном напряжении в диапазоне значений от 250 до 400 В с длительностью импульсов от 50 до 200 мкс и частотой следования импульсов от 30 до 200 Гц, катодное напряжение в диапазоне значений от 0 до 50 В с длительностью импульсов от 50 до 200 мкс и частоту следования импульсов от 30 до 1000 Гц и время паузы между анодным и катодным импульсами от 0 до 10 мс, при этом доля анодных импульсов изменяется от 70% до 10% относительно катодных импульсов, а доля катодных импульсов изменяется от 30% до 90% относительно анодных импульсов.
Предпочтительно, что формирование покрытия осуществляют при температуре от +10 до +40°С.
При низких температурах от +10 до +15°С формируются более светлые оттенки камуфлирующего цвета.
При повышении температуры процесс МДО протекает быстрее, увеличивается содержание иона - модификатора в покрытии, что приводит к формированию более темных оттенков камуфлирующего цвета.
При том, что покрытия упомянутого цвета формируются при плотности анодного тока от 50 до 150 А/дм2 и плотности катодного тока от 10 до 50 А/дм2 .
Кроме того, МДО осуществляют с помощью устройства, где блок заряда имеет в своем составе управляемый импульсный повышающий квазирезонансный преобразователь, позволяющий изменять ток и напряжение по заданному алгоритму.
Поставленная задача достигается также тем, что предлагаемое керамическое защитно-декоративное покрытие камуфлирующей окраски для нанесения на изделие, по меньшей мере одна поверхность которого полностью или частично выполнена из вентильного металла или его сплава содержит оксид упомянутого металла и состоит из двух слоев.
Новым является то, что покрытие сформировано из двух слоев суммарно толщиной от 10 до 70 мкм, при этом верхний слой толщиной от 5 мкм до 65 мкм дополнительно содержит Fe в количестве 0,2-45,0 мас.%.
В данном изобретении применяемым терминам придаются следующие значения:
- «вентильные металлы» - алюминий, магний, титан;
- «сплавы вентильных металлов» - различные сплавы алюминия, магния, титана, например, сплавы алюминия согласно ГОСТ 4784-97 такие как Д16, Д16Т, АМц, Д16АМ, АД31, АМг2, АМг3, АМг6, В-95, АД31, АД33 и др. или сплавы алюминия, согласно ГОСТ 1583-93, такие как АК4, АК5, АК-8, АК-12 и др.; сплавы магния, согласно ГОСТ 14957 - 76, например, МА 2-1, МА5 и др.; и, согласно ГОСТ 2856-79, например, МЛ5 и др.; сплавы титана по ГОСТ 19807-91, например, ВТ1-0, ВТ6, ВТ14, ВТ18, ВТ22, ОП4 и др.
- «защитно-декоративное покрытие» - слой или совокупность слоев, располагающихся на поверхности изделия и придающих ему требуемые характеристики (цвет, пористость, твердость и т.д.);
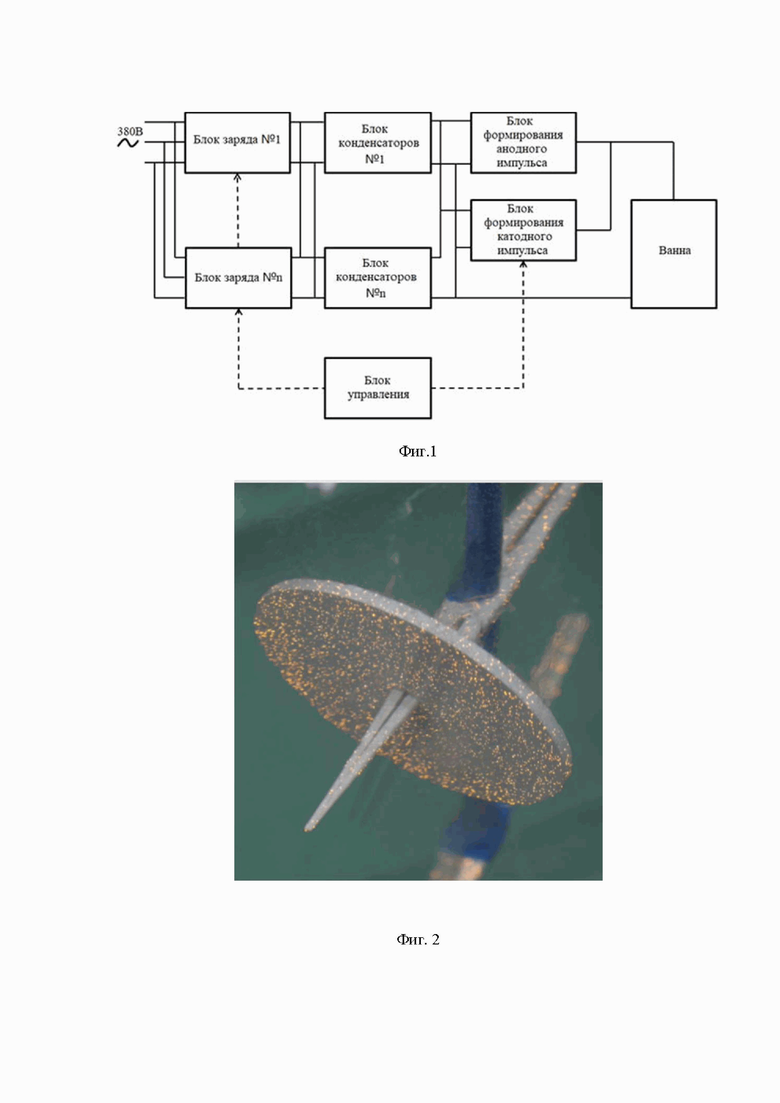
Предлагаемое в настоящем изобретении управление электрическими параметрами МДО (возможность менять напряжение, длительность импульса, частоту, долю анодных и катодных импульсов) и концентрацией компонентов электролита в заявляемых диапазонах в процессе формирования покрытия позволяет в течение всего процесса поддерживать равномерное искрениена поверхности изделия (фиг.2), что, в свою очередь, позволяет формировать покрытия с заданной толщиной и оттенком камуфлирующего цвета, а также улучшенными его физико-механическими характеристиками.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение раскрыто далее по тексту более подробно с привлечением графических материалов, приведенных на фиг.1-2, на которых:
- на фиг. 1 представлено устройство для реализации предлагаемого способа, состоящее из ванны с электролитом и оксидируемым изделием, источника питания, включающего в себя блок управления, блок формирования прямого импульса, блок формирования обратного импульса, блоков конденсаторов, блоков зарядов, имеющих в своем составе управляемый импульсный повышающий квазирезонансный преобразователь с режимом работы по току и напряжению;
- на фиг. 2 представлена фотография, демонстрирующая равномерное распределение микродуговых разрядов по поверхности образца изделия в процессе микродугового оксидирования по примеру 2-9.
Возможность осуществления заявляемого изобретения подтверждается примерами его конкретного осуществления.
Для нанесения покрытия использовали изделия в виде пластин общей площадью 1,0-4,0 дм2 и общей площадью 1,0-2,0 дм2, изготовленные из следующих сплавов:
Изделие № 1 - сплав алюминия Д16 согласно ГОСТ 4784-97,
Изделие № 2 - сплав алюминия АМг2, согласно ГОСТ 4784-97,
Изделие № 3 - сплав титана ВТ1-0, согласно ГОСТ 19807-91,
Изделие № 4 - сплав титана В95, согласно ГОСТ 4784-97,
Изделие №5 - сплав магния МА14 согласно ГОСТ 14957-76
Изделие №6 - сплав алюминия АК12 согласно ГОСТ 4784-97
Соединения, входящие в состав электролита в количестве согласно примеров 1-3 последовательно растворяют в дистиллированной воде при температуре 60°С и постоянном перемешивании. Введение К3[Fе(СN)6] проводят при температуре 20-25°С. После полного растворения всех соединений электролит готов к применению.
Перед нанесением покрытия изделия обезжиривают этиловым спиртом и/ или ацетоном и промывают водой. Допускается не обезжиривать, если деталь отмыта от масел, СОЖ, применяемых при механической обработке металлов.
В емкость, снабженную мешалкой и воздухораспределительными устройствами, помещают электролит и электроды. Изделие подключают к положительному полюсу источника питания. Катод, в качестве которого используют пластину из нержавеющей стали, подключают к отрицательному полюсу источника питания. Процесс проводят при заданных параметрах источника питания в течение 10-90 минут, при температуре 10-40°С.
В таблице 1 приведены условия нанесения покрытия.
В таблице 2 приведены свойства полученных покрытий.
Пример 1. Известный пример (прототип) нанесения покрытия по поверхности изделия из сплава алюминия Д16 (S=0,5 дм2) в водном электролите состава 1: Na2HPO4 - 35 г/л, Н3ВО3 - 20 г/л, NaF - 10 г/л, Na2B4O7 - 30 г/л, К4[Fе(СN)6] - 2 г/л. Режимы формирования покрытия: анодное напряжение 600 В с длительностью импульсов 200 мкс и частотой следования импульсов 50 Гц, катодное напряжение 200 В с длительностью импульсов 200 мкс и частотой следования импульсов 50 Гц. Время паузы между анодным и катодным импульсами 0,2 мс (таблица 1). Толщина полученного покрытия 25 мкм. Цвет покрытия болотно-зеленый: на углах пластины более темный цвет, что говорит о неравномерности покрытия по толщине.
Пример 2. Нанесение покрытия на изделия из сплава алюминия Д16 (S=0,5 дм2) в электролите состава 2: Na2HPO4 - 40 г/л, Н3ВО3 - 20 г/л, NaF - 3 г/л, Na2B4O7 - 50 г/л, К3[Fе(СN)6] - 3 г/л проводили при анодном напряжении 350 В с длительностью импульсов 150 мкс и частотой следования импульсов 50 Гц, катодном напряжении 30 В с длительностью импульсов 100 мкс и частотой следования импульсов 50 Гц. Время паузы между анодным и катодным импульсами 0,5 мс, при этом доля анодных импульсов изменяется от 70% до 10% относительно катодных импульсов, а доля катодных импульсов изменяется от 30% до 90% относительно анодных импульсов (таблица 1). Свойства полученного покрытия представлены в таблице 2. Толщина полученного покрытия 25 мкм. Цвет покрытия – равномерный светлый тростниково-зеленый.
Пример 3. Нанесение покрытия на изделия из сплава алюминия Д16 (S=1,0 дм2) в электролите состава 2: Na2HPO4 - 40 г/л, Н3ВО3 - 20 г/л, NaF - 3 г/л, Na2B4O7 - 50 г/л, К3[Fе(СN)6] - 3 г/л проводили при анодном напряжении 500 В с длительностью импульсов 300 мкс и частотой следования импульсов 100 Гц, катодном напряжении 50 В с длительностью импульсов 250 мкс и частотой следования импульсов 100 Гц. Время паузы между анодным и катодным импульсами 0,5 мс, при этом доля анодных импульсов изменяется от 90% до 70% относительно катодных импульсов, а доля катодных импульсов изменяется от 10% до 30% относительно анодных импульсов (таблица 1). Свойства полученного покрытия представлены в таблице 2. Толщина полученного покрытия 30мкм. Цвет покрытия - равномерный тростниково-зеленый RAL 6013.
Пример 4. Нанесение покрытия на изделия из сплава алюминия АМг2 (S=0,5 дм2) в электролите состава 2 проводили при анодном напряжении 400 В с длительностью импульсов 100 мкс и частотой следования импульсов 70 Гц, катодном напряжении 30 В с длительностью импульсов 50 мкс и частотой следования импульсов 70 Гц. Время паузы между анодным и катодным импульсами 1,0 мс, при этом доля анодных импульсов изменяется от 70% до 40% относительно катодных импульсов, а доля катодных импульсов изменяется от 30% до 60% относительно анодных импульсов (таблица 1). Свойства полученного покрытия представлены в таблице 2. Толщина полученного покрытия 30 мкм. Цвет покрытия – равномерный серый мох RAL 7003.
Таким образом, варьируя различными электрическими параметрами ведения процесса (примеры 2-4) в одном составе электролита, можно получать покрытия камуфляжного цвета различных оттенков. При этом покрытия характеризуются высокой коррозионной стойкостью - более 720 ч ускоренных испытаний в камере солевого тумана. Благодаря высокой микротвердости (500-800 HV) полученных покрытий, последние проявляют устойчивость к абразивному износу.
Пример 5. Нанесение покрытия на изделия из сплава алюминия Д16 (S=0,5 дм2) в электролите состава 3:Na2HPO4 - 35 г/л, Н3ВО3 - 25 г/л, NaF - 3 г/л, Na2B4O7 - 45 г/л, К3[Fе(СN)6] - 5 г/л проводили при анодном напряжении 450 В с длительностью импульсов 300 мкс и частотой следования импульсов 300 Гц, катодном напряжении 50 В с длительностью импульсов 250 мкс и частотой следования импульсов 300 Гц. Время паузы между анодным и катодным импульсами 0,1 мс, при этом доля анодных импульсов изменяется от 80% до 70% относительно катодных импульсов, а доля катодных импульсов изменяется от 20% до 30% относительно анодных импульсов (таблица 1). Свойства полученного покрытия представлены в таблице 2. Толщина полученного покрытия 30 мкм. Цвет покрытия - равномерный папоротниково-зеленый RAL 6025.
В данном примере показано, что увеличение концентрации в растворе К3[Fе(СN)6] в 1,7 раза, увеличение катодной составляющей и уменьшение анодной составляющей приводит как к увеличению содержания железа в верхнем слое до 8,4% (по сравнению с образцом из примера 3 - содержание железа составляет 6,8%), так и изменению цвета с тростниково-зеленого на папоротниково-зеленый цвет покрытия.
Пример 6. Нанесение покрытия на изделия из сплава алюминия АК12 (S=1,8 дм2) в электролите состава 2проводили при анодном напряжении 450 В с длительностью импульсов 400 мкс и частотой следования импульсов 100 Гц, катодном напряжении 100 В с длительностью импульсов 250 мкс и частотой следования импульсов 100 Гц. Время паузы между анодным и катодным импульсами 5,0 мс, при этом доля анодных импульсов изменяется от 80% до 70% относительно катодных импульсов, а доля катодных импульсов изменяется от 20% до 30% относительно анодных импульсов (таблица 1). Свойства полученного покрытия представлены в таблице 2. Толщина полученного покрытия 30 мкм. Цвет покрытия - равномерный оливково-зеленый RAL 6003.
Таким образом, предложенный способ нанесения МДО-покрытия позволяет формировать покрытия камуфляжного цвета и на литейных сплавах алюминия.
Пример 7. Нанесение покрытия на изделия из сплава магния МА14 (S=0,5 дм2) в электролите состава 2 проводили при анодном напряжении 300 В с длительностью импульсов 150 мкс и частотой следования импульсов 60 Гц, катодном напряжении 50 В с длительностью импульсов 150 мкс и частотой следования импульсов 60 Гц. Время паузы между анодным и катодным импульсами 10,0 мс, при этом доля анодных импульсов изменяется от 60% до 30% относительно катодных импульсов, а доля катодных импульсов изменяется от 40% до 70% относительно анодных импульсов (таблица 1). Свойства полученного покрытия представлены в таблице 2. Толщина полученного покрытия 25 мкм. Цвет покрытия - равномерный светлый оливково-серый.
Пример 8. Нанесение покрытия на изделия из сплава титана ВТ1-0 (S=0,5 дм2) в электролите состава 2 проводили при анодном напряжении 450 В с длительностью импульсов 300 мкс и частотой следования импульсов 50 Гц, катодном напряжении 50 В с длительностью импульсов 300 мкс и частотой следования импульсов 50 Гц. Время паузы между анодным и катодным импульсами 1,0 мс, при этом доля анодных импульсов изменяется от 100% до 80% относительно катодных импульсов, а доля катодных импульсов изменяется от 0% до 20% относительно анодных импульсов (таблица 1). Свойства полученного покрытия представлены в таблице 2. Толщина полученного покрытия 60 мкм. Цвет покрытия - равномерный коричнево-оливковый RAL 6022.
Примеры 7-8 показывают, что предложенный способ нанесения МДО-покрытия позволяет формировать покрытия камуфляжного цвета на сплавах магния и титана.
Пример 9. Нанесение покрытия на изделия из сплава алюминия В95 (S=1,5 дм2) в электролите состава 2 проводили при анодном напряжении 500 В с длительностью импульсов 350 мкс и частотой следования импульсов 30 Гц, катодном напряжении 70 В с длительностью импульсов 250 мкс и частотой следования импульсов 30 Гц. Время паузы между анодным и катодным импульсами 1,8 мс, при этом доля анодных импульсов изменяется от 100% до 70% относительно катодных импульсов, а доля катодных импульсов изменяется от 0% до 30% относительно анодных импульсов (таблица 1). Свойства полученного покрытия представлены в таблице 2. Толщина полученного покрытия 40 мкм. Цвет покрытия - равномерный зелено-серый RAL7009.
Пример 10. Нанесение покрытия на изделия из сплава алюминия В95 (S=1,5 дм2) в электролите состава 2 проводили при анодном напряжении 500 В с длительностью импульсов 350 мкс и частотой следования импульсов 30 Гц, катодном напряжении 70 В с длительностью импульсов 250 мкс и частотой следования импульсов 30 Гц. Время паузы между анодным и катодным импульсами 1,8 мс, при этом доля анодных импульсов изменяется от 100% до 70% относительно катодных импульсов, а доля катодных импульсов изменяется от 0% до 30% относительно анодных импульсов (таблица 1). Свойства полученного покрытия представлены в таблице 2. Толщина полученного покрытия 40 мкм. Цвет покрытия – равномерный зелено-серый RAL7009.
Примеры 9-10 показывают влияние температуры на цвет покрытия. При низкой температуре равной 13°С при прочих равных условиях формирования покрытия, последние получаются более светлыми.
Анализ полученных результатов показывает, что предлагаемый способ получения покрытий, включающий использование для МДО источника питания, в котором блок заряда имеет в своем составе управляемый импульсный повышающий квазирезонансный преобразователь, позволяющий изменять ток и напряжение по заданному алгоритму в совокупности с предлагаемыми режимами проведения процесса и составами электролитов позволяет управлять цветом покрытия (в данном изобретении составом электролита для получения камуфляжных оттенков) на изделиях из деформируемых и литейных сплавов алюминия, титана, магния и, получать покрытия равномерные по цвету на всей поверхности изделия.
прототип
прототип
зелено-серый







Изобретение относится к области гальванотехники и может быть использовано в различных отраслях народного хозяйства: для отделки приборов, изготовления панелей, радиаторов, солнечных батарей, в производстве декоративных украшений, строительной индустрии. Способ включает погружение изделия в ванну с водным раствором электролита и микродуговое оксидирование (МДО) в импульсном анодно-катодном режиме, при этом устанавливают и регулируют: анодное напряжение в диапазоне от 250 до 600 В с длительностью импульсов от 50 до 1000 мкс и частотой от 30 до 1000 Гц, катодное напряжение в диапазоне от 0 до 100 В с длительностью импульсов от 50 до 1000 мкс и частотой от 30 до 1000 Гц и время паузы между анодным и катодным импульсами от 0 до 10 мс, при этом доля анодных импульсов изменяется от 100 до 10% относительно катодных импульсов, а доля катодных импульсов изменяется от 0 до 90% относительно анодных импульсов, причем МДО ведут в электролите при следующем соотношении компонентов, г/л: динатрийфосфат 20-50, тетраборат натрия 25-60, борная кислота 15-50, фторид натрия 1-8, гексацианоферрат (III) калия 3-10. Сформировано керамическое защитно-декоративное покрытие камуфляжной окраски различных оттенков, в том числе зеленого цвета, на изделии, по меньшей мере одна поверхность которого полностью или частично выполнена из вентильного металла или его сплава, содержащее оксид упомянутого металла, состоящее по меньшей мере из двух слоев суммарной толщиной от 10 до 70 мкм, при этом верхний слой толщиной от 5 до 65 мкм дополнительно содержит железо 0,2-45,0 мас.%. Технический результат - формирование защитного покрытия камуфляжной равномерной окраски различных оттенков в процессе одной технологической операции МДО, повышение физико-химических характеристик получаемого покрытия. 2 н. и 6 з.п. ф-лы, 2 ил., 2 табл., 10 пр.
1. Способ формирования керамического защитно-декоративного покрытия камуфляжной окраски различных оттенков, в том числе зеленого цвета, на изделии, по меньшей мере одна поверхность которого полностью или частично выполнена из вентильного металла или его сплава, включающий погружение изделия в ванну с водным раствором электролита, основу которого составляют бораты, фосфаты и фториды щелочных металлов, и микродуговое оксидирование (МДО) упомянутой поверхности в импульсном анодно-катодном режиме, отличающийся тем, что для получения упомянутого покрытия устанавливают и регулируют:
- анодное напряжение в диапазоне значений от 250 до 600 В с длительностью импульсов от 50 до 1000 мкс и частотой следования импульсов от 30 до 1000 Гц,
- катодное напряжение в диапазоне значений от 0 до 100 В с длительностью импульсов от 50 до 1000 мкс и частотой следования импульсов от 30 до 1000 Гц и
- время паузы между анодным и катодным импульсами от 0 до 10 мс,
при этом доля анодных импульсов изменяется от 100 до 10% относительно катодных импульсов, а доля катодных импульсов изменяется от 0 до 90% относительно анодных импульсов,
причем процесс МДО ведут в электролите, дополнительно содержащем гексацианоферрат (III) калия, при следующем соотношении компонентов, г/л:
2. Способ по п. 1, отличающийся тем, что темные оттенки упомянутого покрытия получают при анодном напряжении в диапазоне значений от 450 до 600 В с длительностью импульсов от 300 до 1000 мкс и частотой следования импульсов от 30 до 1000 Гц и при катодном напряжении в диапазоне значений от 50 до 100 В с длительностью импульсов от 250 до 1000 мкс и частотой следования импульсов от 30 до 1000 Гц, и времени паузы между анодным и катодным импульсами от 0 до 10 мс, при этом доля анодных импульсов изменяется от 100 до 70% относительно катодных импульсов, а доля катодных импульсов изменяется от 0 до 30% относительно анодных импульсов.
3. Способ по п. 1, отличающийся тем, что светлые оттенки упомянутого покрытия получают при анодном напряжении в диапазоне значений от 250 до 400 В с длительностью импульсов от 50 до 200 мкс и частотой следования импульсов от 30 до 200 Гц и катодном напряжении в диапазоне значений от 0 до 50 В с длительностью импульсов от 50 до 200 мкс и частотой следования импульсов от 30 до 1000 Гц, и времени паузы между анодным и катодным импульсами от 0 до 10 мс, при этом доля анодных импульсов изменяется от 70 до 10% относительно катодных импульсов, а доля катодных импульсов изменяется от 30 до 90% относительно анодных импульсов.
4. Способ по п. 1, отличающийся тем, что формирование покрытия осуществляют при температуре от 10 до 40°С, причем при температуре от 10 до 15°С формируют светлые оттенки упомянутого покрытия, а при температуре от 16 до 40°С формируют более темные оттенки.
5. Способ по п. 1, отличающийся тем, что покрытие формируют при плотности анодного тока от 50 до 150 А/дм2 и плотности катодного тока от 10 до 50 А/дм2 .
6. Способ по п. 1, отличающийся тем, что МДО осуществляют с помощью устройства, где блок заряда имеет в своем составе управляемый импульсный повышающий квазирезонансный преобразователь, позволяющий изменять ток и напряжение по заданному алгоритму.
7. Керамическое защитно-декоративное покрытие камуфляжной окраски различных оттенков, в том числе зеленого цвета, по любому из пп. 1-6 на изделии, по меньшей мере одна поверхность которого полностью или частично выполнена из вентильного металла или его сплава, содержащее оксид упомянутого металла и состоящее по меньшей мере из двух слоев суммарной толщиной от 10 до 70 мкм, при этом верхний слой толщиной от 5 до 65 мкм дополнительно содержит Fe в количестве 0,2-45,0 мас.%.
8. Керамическое защитно-декоративное покрытие по п. 7, отличающееся тем, что оно получено на изделии, по меньшей мере одна поверхность которого полностью или частично выполнена из алюминия, магния, титана или их сплавов.
| КЕРАМИЧЕСКОЕ ПОКРЫТИЕ, ПОДОШВА УТЮГА И СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ АЛЮМИНИЯ ИЛИ ЕГО СПЛАВОВ | 2000 |
|
RU2213166C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЦВЕТНОГО ДЕКОРАТИВНОГО ПОКРЫТИЯ С ПОМОЩЬЮ АНОДИРОВАНИЯ | 2015 |
|
RU2620801C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА СПЛАВАХ МАГНИЯ | 2013 |
|
RU2543580C1 |
| CN 106757267 A, 31.05.2017. | |||

