Изобретение относится к сварке и наплавке и может быть применено для изготовления и восстановления деталей и инструмента, работающих в условиях абразивного и других видов изнашивания, путем формирования на их рабочих поверхностях слоев износостойких сплавов, модифицированных ультрадисперсными частицами тугоплавких химических соединений.
Известен способ электродуговой наплавки под слоем флюса бронзы с дополнительной подачей ленты. (Наплавка бронзы с дополнительной подачей ленты / Б.В. Филимонов, В.В. Степанов, Б.В. Степанов // Сварочное производство. - 1976. - №1. - С. 19-21.) Присадочная стальная лента, подаваемая в зону горения дуги, находится в контакте с наплавляемой поверхностью и располагается между дугой и изделием. Расплавляясь, электродная проволока и лента образуют валик наплавленного металла. Данный способ наплавки позволяет повысить производительность процесса наплавки и уменьшить степень проплавления основного металла. Однако в случае применения порошковой ленты с модификатором ее подача прямо в зону действия дуги приводит к расплавлению тугоплавких частиц, что не позволяет достичь упрочнения наплавленного металла.
Известен способ наплавки (патент РФ №2143962, МПК В23K 9/04, опубл. 10.01.2000 г.) в среде защитных газов плавящимся электродом с введением дополнительной присадочной проволоки, нагретой проходящим через нее током, в кристаллизующуюся часть сварочной ванны. Способ позволяет формировать аустенитный подслой между основным и наплавленным металлом и двухфазную структуру в центре сварного шва, что предотвращает появление горячих трещин и позволяет отказаться от предварительного подогрева изделий.
Данный способ предусматривает подогрев присадочной проволоки, что увеличивает сложность конструкции подающего механизма и энергетические затраты на проведение процесса, а также обусловливает необходимость дополнительной газовой защиты нагретой проволоки. В случае использования порошковой проволоки с наполнителем из ультрадисперсных тугоплавких частиц ее предварительный подогрев, а также подача параллельно электроду и электрической дуге могут привести к перегреву проволоки и плавлению вне сварочной ванны. Это обусловливает капельный массоперенос, повышенную степень диссоциации тугоплавких частиц и низкую эффективность упрочнения наплавленного металла.
Наиболее близким к заявляемому решению является способ восстановления наплавкой поверхностей деталей (патент РФ №2403138, МПК В23Р 6/04, опубл. 10.11.2010, бюл. №31). Способ включает наплавку плавящимся электродом на поверхность восстанавливаемой детали с образованием наплавочной ванны и подачу в нее под острым углом к направлению подачи плавящегося электрода одной или нескольких присадочных проволок сплошного сечения из легированной стали или цветных металлов и сплавов. Причем присадочную проволоку изолируют от тока и подают в ванну на расстоянии от электрода, обеспечивающем сохранение в наплавленном металле легирующих элементов, содержащихся в проволоке. Способ позволяет получать наплавленный металл, различный по химическому составу, а также по физико-механическим и трибологическим свойствам.
Недостатками прототипа является то, что в случае введения в сварочную ванну нескольких (до четырех) порошковых проволок, содержащих модификатор, это приводит к переохлаждению ванны, неполному расплавлению в ней оболочек проволок и неоднородному распределению модификатора по объему наплавленного металла, что снижает его механические и эксплуатационные свойства. Также использование нескольких проволок значительно усложняет конструкцию системы их подачи. Подача проволок под малыми углами к направлению подачи плавящегося электрода не обеспечивает стабильного плавления в ванне их оболочек при повышенных скоростях подачи. При этом возможно приваривание проволок ко дну ванны и возникновение в наплавленном металле структурно-механической неоднородности, что не позволяет обеспечить его высокие эксплуатационные свойства. Введение в ванну присадочной проволоки, содержащей ультрадисперсный порошок тугоплавкого химического соединения (ТХС), на малых расстояниях от плавящегося электрода, выбранных из рекомендуемого диапазона (0,7-2,5)D, где D - диаметр электрода, приводит к интенсивной диссоциации тугоплавких частиц, что снижает свойства наплавленного металла.
Технический результат заключается в повышении механических и эксплуатационных свойств наплавленного металла за счет измельчения его структуры и формирования в ней упрочняющих твердых фаз, кристаллизующихся на недиссоциировавших в процессе наплавки частицах ТХС, введенных в низкотемпературную область сварочной ванны в составе присадочной порошковой проволоки и однородно распределенных по объему металла.
Технический результат достигается тем, что в способе наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну, включающем перемещение электрода относительно поверхности изделия с образованием сварочной ванны, подачу в сварочную ванну изолированной от тока присадочной проволоки, расположенной под острым углом к направлению подачи плавящегося электрода на расстоянии от него, в качестве присадочной проволоки используют порошковую проволоку, содержащую низкоуглеродистую стальную оболочку и наполнитель, представляющий собой модификатор в виде ультрадисперсного порошка тугоплавкого химического соединения, выбранного из группы, включающей карбид, нитрид, оксид, карбонитрид и оксикарбонитрид металла, при этом присадочную проволоку подают в сварочную ванну под углом 55…65° со скоростью, обеспечивающей содержание в наплавленном металле модификатора в количестве 0,2…0,6 масс. %, а расстояние В от плавящегося электрода выбирают равным

где k=0,25…0,15 - эмпирический коэффициент, зависящий от содержания в наплавленном металле модификатора; I - сила сварочного тока, A; U - напряжение на дуге, В; Tпл - температура плавления наплавляемого металла, °С; λ - коэффициент теплопроводности наплавляемого металла, Вт/м⋅°С; η - эффективный КПД процесса нагрева изделия дугой. При этом наплавку осуществляют в среде защитных газов, а также под флюсом.
Введение в сварочную ванну в процессе наплавки модификатора в виде порошка ТХС в составе присадочной порошковой проволоки способствует измельчению структуры наплавленного металла и увеличивает количество упрочняющей фазы, что повышает его механические и эксплуатационные свойства, в частности твердость и износостойкость.
Присадочную проволоку необходимо вводить в сварочную ванну на расстоянии В от электрода, вычисленном по формуле (1), учитывающей энергетические параметры режима наплавки (сварочный ток, напряжение на дуге, эффективный КПД процесса) и теплофизические свойства наплавляемого металла (температуру плавления, коэффициент теплопроводности), которые определяют форму и геометрические размеры сварочной ванны. Коэффициент k определен экспериментально на основании анализа тепловых полей на поверхности сварочной ванны, исследования структуры наплавленного Металла, а также изучения распределения твердости по его сечению. Коэффициент k зависит от скорости подачи в сварочную ванну присадочной проволоки, определяющей массовую долю модификатора в наплавленном металле, причем его величина обратно пропорциональна содержанию модификатора.
Присадочную проволоку подают в сварочную ванну со скоростью, обеспечивающей содержание в наплавленном металле порошка ТХС в количестве 0,2…0,6 масс. %, что соответствует диапазону значений k = 0,25…0,15. При содержании в наплавленном металле частиц ТХС меньше 0,2 масс. % они не оказывают существенного влияния на его структуру и эксплуатационные свойства. При содержании частиц ТХС более 0,6 масс. % увеличивается стоимость наплавленного металла, при этом его эксплуатационные свойства повышаются не так значительно.
Допустимые пределы (±0,03) варьирования величиной k определены экспериментально на основе выявления в сварочной ванне области с оптимальными тепловыми и гидродинамическими условиями, обеспечивающими сохранение ультрадисперсных частиц ТХС от диссоциации и их равномерное распределение в объеме наплавленного металла. При уменьшении коэффициента k на величину более 0,03 скорость плавления оболочки присадочной проволоки под воздействием плазмы дуги будет превышать скорость ее подачи. Это обусловливает оплавление проволоки над сварочной ванной и перегрев образующихся на ее торце капель, что приводит к диссоциации значительной части частиц ТХС. При увеличении k на величину более 0,03 скорость плавления оболочки проволоки в низкотемпературной области сварочной ванны будет недостаточной, что приведет к привариванию проволоки ко дну ванны, вызывая нарушение процесса наплавки.
Угол подачи в сварочную ванну присадочной проволоки должен находиться в диапазоне 55…65° относительно направления подачи плавящегося электрода. Такая величина угла позволяет уменьшить перегрев присадочной проволоки от тепла сварочной дуги и увеличить время ее движения в расплаве сварочной ванны, что обеспечивает полное расплавление в ванне стальной оболочки проволоки в широком диапазоне скоростей подачи и равномерное распределение частиц ТХС по объему наплавленного металла.
Подача проволоки под углом менее 55° приводит к уменьшению времени ее движения в сварочной ванне до момента касания ее донной части. Это снижает допустимую скорость подачи проволоки в ванну, может приводить к неравномерному распределению в ней частиц ТХС, а также привариванию проволоки и нарушению процесса наплавки. Подача проволоки под углом более 65° может приводить к касанию проволокой поверхности валика наплавленного металла, а также затрудняет контроль величины расстояния между присадочной и электродной проволоками.
Сущность изобретения поясняется чертежами.
На фиг. 1 изображена схема процесса дуговой наплавки плавящимся электродом с подачей присадочной проволоки в сварочную ванну.
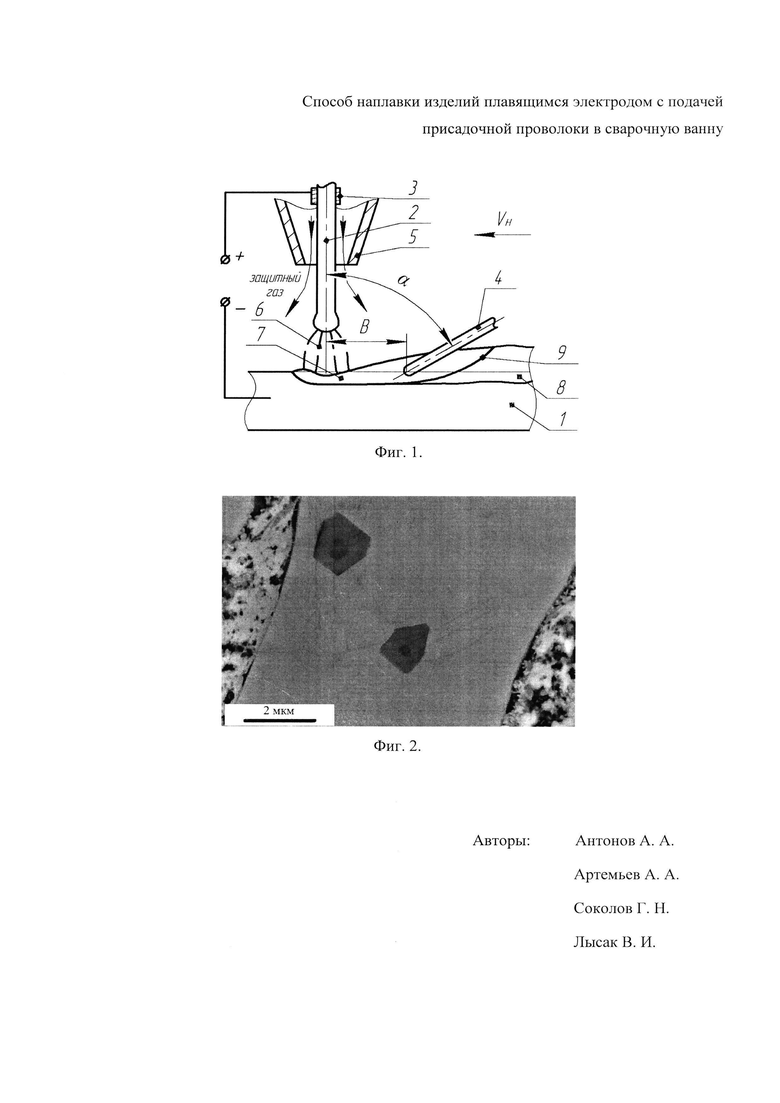
На фиг. 2 показана микроструктура металла 320Х12М2НТР, полученного наплавкой с использованием присадочной проволоки, содержащей модификатор в виде порошка нитрида титана TiN.
Способ осуществляется следующим образом. К поверхности наплавляемого изделия 1 подводятся плавящийся электрод 2, подаваемый через токоподводящий мундштук 3, и присадочная проволока 4, которую располагают после электрода на расстоянии 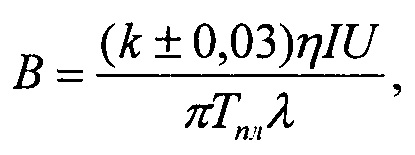 и под углом α=55-65° к нему. Присадочную проволоку 4 электрически изолируют от электрода 2 и элементов конструкции, находящихся под его потенциалом, для исключения возникновения дугового разряда между изделием 1 и присадочной проволокой либо шунтирования через нее электрического тока в процессе наплавки. В случае наплавки в среде защитного газа его подают через сопло 5, при наплавке под слоем флюса его насыпают на изделие 1. Между изделием 1 и электродом 2 подают напряжение, включают подачу электродной проволоки и ее перемещение относительно изделия по направлению Vн, при этом между электродом и изделием зажигается электрическая дуга 6, а на поверхности изделия формируется сварочная ванна 7. Металлический расплав ванны 7 под воздействием дуги 6 оттесняется в сторону, противоположную направлению наплавки, где охлаждается и кристаллизуется в виде валика наплавленного металла 8.
и под углом α=55-65° к нему. Присадочную проволоку 4 электрически изолируют от электрода 2 и элементов конструкции, находящихся под его потенциалом, для исключения возникновения дугового разряда между изделием 1 и присадочной проволокой либо шунтирования через нее электрического тока в процессе наплавки. В случае наплавки в среде защитного газа его подают через сопло 5, при наплавке под слоем флюса его насыпают на изделие 1. Между изделием 1 и электродом 2 подают напряжение, включают подачу электродной проволоки и ее перемещение относительно изделия по направлению Vн, при этом между электродом и изделием зажигается электрическая дуга 6, а на поверхности изделия формируется сварочная ванна 7. Металлический расплав ванны 7 под воздействием дуги 6 оттесняется в сторону, противоположную направлению наплавки, где охлаждается и кристаллизуется в виде валика наплавленного металла 8.
После выхода процесса наплавки на установившийся режим и стабилизации размеров сварочной ванны 7 включают подачу присадочной проволоки 4 со скоростью, обеспечивающей содержание в наплавленном металле порошка ТХС в количестве 0,2…0,6 масс. %, причем меньшее содержание модификатора соответствует большему значению коэффициента k в формуле 1, выбираемому из диапазона 0,25…0,15, и наоборот. При соблюдении данных рекомендаций полное расплавление оболочки присадочной проволоки 4 происходит под действием тепла сварочной ванны. При этом частицы ТХС из наполнителя проволоки под воздействием гидродинамических потоков в ванне, направленных к ее низкотемпературной «хвостовой» части, равномерно распределяется в объеме расплава вблизи фронта кристаллизации 9 металла. Здесь они, подвергаясь незначительному растворению в металлическом расплаве, становятся центрами кристаллизации, на которых формируются упрочняющие металл фазы, что обусловливает измельчение его структуры и повышение механических и эксплуатационных свойств.
Пример.
Выполняли дуговую наплавку в среде аргона на пластины из стали 20 толщиной 8 мм с использованием электродной порошковой проволоки диаметром 3 мм, обеспечивающей получение наплавленного металла типа 320X12М2НТР. Параметры режима наплавки следующие: сварочный ток 290-310 А, напряжение на дуге 26-27 В, скорость наплавки 26 м/ч, расход аргона 18-20 л/мин. Присадочную порошковую проволоку диаметром 1,8 мм с наполнителем в виде ультрадисперсного порошка нитрида титана TiN подавали в сварочную ванну под углом 60° к плавящемуся электроду со скоростью 12,6 м/ч, выбранной исходя из задачи получения в наплавленном металле содержания частиц TiN в количестве 0,4 масс. %. Рассчитанное расстояние между плавящимся электродом и присадочной проволокой составляло B=13 мм, при этом коэффициент k принимали равным 0,2, эффективный КПД процесса нагрева изделия дугой в среде аргона - 0,75, температуру плавления наплавленного металла - 1300°С, коэффициент его теплопроводности - 23 Вт/м⋅град.
Визуальные наблюдения за процессом наплавки подтвердили стабильное расплавление оболочки присадочной проволоки в сварочной ванне, капли над сварочной ванной не образовывались, приваривание проволоки ко дну ванны не происходило. В результате получали качественно сформированный валик наплавленного металла высотой 4 мм. Анализ микроструктуры наплавленного металла, а также распределения твердости по сечению валика показали высокую структурно-механическую однородность металла, модифицированного частицами TiN. Установлено, что частицы TiN глобулярной формы из состава присадочной проволоки становятся центрами кристаллизации в расплаве, на поверхности которых формируются карбиды (Ti, Mo)C1-x (фиг. 2), обладающие высокой твердостью и термостабильностью. Формирование новых упрочняющих фаз наряду со значительным измельчением эвтектической структуры модифицированного наплавленного металла по сравнению с немодифицированным обусловливает повышение его твердости и стойкости к абразивному изнашиванию при температуре 500°С.
Сравнительные данные предлагаемого способа наплавки в сравнении с прототипом приведены в таблице, из которой следует, что заявляемый способ наплавки характеризуется стабильным и качественным процессом плавления в сварочной ванне оболочки присадочной проволоки, сохранением от диссоциации и однородным распределением в наплавленном металле частиц ТХС, что подтверждается высокими значениями его твердости, лежащими в узком диапазоне. Это обеспечивает повышенные эксплуатационные свойства, в частности износостойкость, наплавленного металла.

Примечание: при определении относительной износостойкости в качестве эталона применяли металл типа 320X12М2НТР, наплавленный без использования присадочной проволоки с модификатором.
Использование предлагаемого способа наплавки дает в сравнении с известными способами следующий технический результат: повышение механических и эксплуатационных свойств наплавленного металла за счет минимальной диссоциации и равномерного распределения в прилегающем к фронту кристаллизации объеме сварочной ванны частиц ТХС, служащих центрами кристаллизации в расплаве и способствующих измельчению структуры наплавленного металла, а также формированию в нем упрочняющих твердых фаз.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДИФИКАТОР ДЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2608011C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИКАТОРА ДЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2618041C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТОДОМ НАПЛАВКИ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ С УЛЬТРАМЕЛКОДИСПЕРСНОЙ СТРУКТУРОЙ И УПРОЧНЯЮЩИМИ ЧАСТИЦАМИ В НАНОРАЗМЕРНОМ ДИАПАЗОНЕ | 2007 |
|
RU2350441C2 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| ДИСПЕРСНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2012 |
|
RU2534479C2 |
| СПОСОБ ПЛАЗМЕННОЙ СВАРКИ И НАПЛАВКИ | 2023 |
|
RU2815524C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2024 |
|
RU2837123C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА РЕЖУЩИХ КРОМКАХ ПОЧВООБРАБАТЫВАЮЩЕЙ ТЕХНИКИ | 2012 |
|
RU2497641C1 |
| СПОСОБ ДУГОВОЙ НАПЛАВКИ С ИСПОЛЬЗОВАНИЕМ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2020 |
|
RU2742408C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОЛЕБАНИЯМИ ЭЛЕКТРОДА | 1991 |
|
RU2047435C1 |
Изобретение может быть использовано для изготовления и восстановления деталей и инструмента, работающих в условиях абразивного и других видов изнашивания. Электродуговую наплавку производят плавящимся электродом. В сварочную ванну подают под острым углом к направлению подачи плавящегося электрода электрически изолированную присадочную порошковую проволоку с наполнителем из ультрадисперсного порошка тугоплавкого химического соединения на расстоянии от плавящегося электрода, которое выбирают в зависимости от параметров режима наплавки и теплофизических свойств наплавленного металла. Присадочную проволоку вводят в сварочную ванну со скоростью, обеспечивающей содержание порошка тугоплавкого химического соединения в количестве 0,2…0,6% от массы наплавленного металла. Способ обеспечивает повышение механических и эксплуатационных свойств наплавленного металла за счет измельчения его структуры и формирования в ней упрочняющих твердых фаз. 2 з.п. ф-лы, 2 ил., 1 табл., 1 пр.
1. Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну, включающий перемещение электрода относительно поверхности изделия с образованием сварочной ванны, подачу в сварочную ванну изолированной от тока присадочной проволоки, расположенной под острым углом к направлению подачи плавящегося электрода на расстоянии от него, отличающийся тем, что в качестве присадочной проволоки используют порошковую проволоку, содержащую низкоуглеродистую стальную оболочку и наполнитель, представляющий собой модификатор в виде ультрадисперсного порошка тугоплавкого химического соединения, выбранного из группы, включающей карбид, нитрид, оксид, карбонитрид и оксикарбонитрид металла, при этом присадочную проволоку подают в сварочную ванну под углом 55…65° со скоростью, обеспечивающей содержание в наплавленном металле модификатора в количестве 0,2…0,6 мас.%, а расстояние В от плавящегося электрода выбирают равным

где k=0,25…0,15 - эмпирический коэффициент, зависящий от содержания в наплавленном металле модификатора;
I - сила сварочного тока, А;
U - напряжение на дуге, В;
Тпл - температура плавления наплавляемого металла, °С;
λ - коэффициент теплопроводности наплавляемого металла, Вт/м⋅°С;
η - эффективный КПД процесса нагрева изделия дугой.
2. Способ по п. 1, отличающийся тем, что наплавку осуществляют в среде защитных газов.
3. Способ по п. 1, отличающийся тем, что наплавку осуществляют под флюсом.
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2009 |
|
RU2403138C1 |
| СПОСОБ ДУГОВОЙ ДВУХСЛОЙНОЙ НАПЛАВКИ | 1999 |
|
RU2159171C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАПЛАВКОЙ ПОВЕРХНОСТЕЙ КАТАНИЯ | 1997 |
|
RU2143962C1 |
| Способ износостойкой наплавки | 1981 |
|
SU1016912A1 |
| DE 1233516 B, 02.02.1967. | |||

