Изобретение относится к сварочным материалам, в частности к керамическим флюсам для механизированной наплавки и сварки низкоуглеродистых и низколегированных сталей.
Известен керамический флюс для механизированной сварки закаливающихся сталей (авторское свидетельство СССР №899312, В23К 35/362, опуб. 23.01.1982 г., бюл. №3), содержащий следующие компоненты, мас.%:
Легирующий порошок из стали аустенитного класса вводится в состав флюса для увеличения количества центров кристаллизации в сварочной ванне и измельчения структуры металла шва, что повышает его пластические характеристики.
Недостатком данного флюса является то, что легирующий порошок, имея низкую (менее 1500°С) температуру плавления, интенсивно расплавляется в дуге и растворяется в сварочной ванне, обусловливая низкую модифицирующую способность флюса.
Известен керамический флюс (авторское свидетельство №606700, В23К 35/362, опуб. 15.05.1978 г., бюл. №18), содержащий следующие компоненты, мас.%:
Высокие физико-механические свойства металла шва достигаются в результате его рафинирования и модифицирования посредством введения в состав флюса комплексной лигатуры, которая содержит, мас.%:
Использование комплексной лигатуры не позволяет существенно увеличить механические свойства металла сварного шва. Ограничение модифицирующего влияния церия и иттрия на металл шва связано с нерациональностью увеличения их количества свыше определенного предела (обычно более 0,5%). Это обусловлено тем, что эти элементы имеют малую растворимость в стали и их избыток вследствие образования интерметаллических соединений с железом и легирующими элементами приводит к снижению механических свойств сталей.
Наиболее близким к заявляемому является керамический флюс (авторское свидетельство №268143, В23К, опуб. 02.04.1970 г., бюл. №13), содержащий следующие компоненты, мас.%:
С целью повышения пластичности металла шва при отрицательных температурах в состав флюса дополнительно введены следующие компоненты, мас.%:
В состав данного флюса дополнительно введено большое количество минерала волластонита, который позволяет снизить содержание мрамора и вместе с тем кислорода в реакционной зоне сварки, однако в химической формуле волластанита (Ca2Si3O9) содержится очень много кислорода, что еще более повышает окислительный потенциал шлака. Кроме того, содержащийся в нем кремний отрицательно влияет на хладостойкость металла шва, так как он способствует формированию силикатных прослоек по границам зерен металла, вызывая его охрупчивание.
Так же дополнительно введенный гематит (Fe2O3) легко диссоциирует в условиях сварки с образованием нерастворимой в металле закиси железа FeO и кислорода, ухудшающих свойства сварного шва, особенно при низких температурах. Марганцевая руда в зависимости от месторождения содержит преимущественно следующие, загрязняющие металл вредными примесями (Н2O, ОН, SO2) минералы: пиролюзит, магнезит, браунит, родохрозит.
Повышенная окисленность шлака при введение предложенных авторами компонентов нежелательна, так как снижается его основность необходимая для полного перехода в металл легирующих элементов, а для связывания серы вполне достаточно имеющихся соединений кальция.
Техническим результатом предлагаемого изобретения является повышение пластических свойств и ударной вязкости наплавленного металла и металла сварных швов при сварке низкоуглеродистых и низколегированных сталей.
Технический результат достигается тем, что керамический флюс, содержащий карбонат кальция, плавиковый шпат, глинозем, магнезит, ферромарганец, дополнительно содержит карбонат кальция, полевой шпат, и комплексную лигатуру, содержащую никель 50-70 мас.% и тугоплавкие компоненты в виде наноразмерных частиц 30-50 мас.%, при следующем соотношение компонентов, мас.%:
При этом в качестве тугоплавких компонентов лигатура содержит компоненты, выбранные из группы: элементы переходных металлов IV, V и VI групп, их тугоплавкие химические соединения с углеродом или азотом или бором.
Введение в состав комплексной лигатуры предлагаемого керамического флюса наноразмерных тугоплавких компонентов является эффективным средством повышения механических свойств металла сварных соединений и наплавленного металла. В качестве тугоплавких компонентов используют элементы переходных металлов IV, V и VI групп, а так же их химические соединения с углеродом или азотом или бором, обладающие высокой температурой плавления и стойкостью в расплавах сталей и шлаков.
Эти компоненты, обладающие высокой термодинамической устойчивостью, подвергаясь незначительному растворению, переходят из флюса в расплав сварочной ванны и являются готовыми центрами кристаллизации, что обеспечивает модифицирование металла сварного шва. Высокая дисперсность порошка тугоплавких частиц многократно усиливает модифицирующий эффект. В результате структура металла значительно измельчается (номер зерна увеличивается с 8 до 13), что повышает его пластичность, ударную вязкость и трещиностойкость. Количество неметаллических включений в металле шва сокращается на величину до 20%. При этом включения приобретают глобулярную форму и более равномерно распределяются в объеме металла, что также улучшает его пластические свойства.
Частицы порошка никеля служат материалом, транспортирующим наноразмерные тугоплавкие компоненты, способствуя равномерному их распределению по объему керамического флюса, тем самым повышая однородность распределения модификатора по длине сварного шва. Рационально использовать композиционные микрогранулы никеля, в которые при совместной обработке в планетарной мельнице механически внедряются наноразмерные тугоплавкие компоненты. Никель, имеющий сравнительно низкую температуру плавления, расплавляется в дуге и растворяется в сварочной ванне, легируя наплавленный металл, что повышает его пластичность и стойкость сварного соединения к разрушению в условиях низких температур. При этом высокий коэффициент перехода никеля в металл при дуговом процессе гарантирует минимальные потери этого легирующего элемента.
Содержание во флюсе комплексной лигатуры менее 3 мас.% при указанном соотношении никеля и тугоплавких компонентов не позволяет модифицировать металл и обеспечить существенное повышение его механических свойств. При увеличении содержания комплексной лигатуры свыше 15 мас.% увеличивается количество легирующих элементов в наплавленном металле, которые выделяются вследствие частичной диссоциации тугоплавких соединений, что может привести к снижению его пластических свойств.
При соблюдении указанного диапазона содержания комплексной лигатуры при сварке низколегированных сталей обеспечивается получение структуры металла сварного шва, обладающей оптимальным комплексом механических свойств для работы в условиях низких температур.
Указанные диапазоны содержания никеля (50-70 мас.%) и тугоплавких компонентов (30-50 мас.%) обусловлены особенностями получения порошка из композиционных микрогранул, содержащих равномерно распределенные по их поверхности наноразмерные частицы. При увеличении содержания тугоплавких составляющих выше указанного предела порошок получается неоднородным, а при меньшем содержании - количество модификатора недостаточное, что требует существенного увеличения количества вводимой во флюс комплексной лигатуры.
Введение в состав флюса 3-6 мас.% полевого шпата, основным компонентом которого является оксид кремния, способствует уменьшению содержания в металле сварного шва водорода, что снижает его склонность к холодным трещинам. Оксид кремния вступает во взаимодействие с другим компонентом шлаковой системы - фторидом кальция (основным компонентом плавикового шпата) с сопутствующим образованием газа фтороводорода, выделяющегося из сварочной ванны. При содержании полевого шпата менее 3 мас.% снижение содержания водорода незначительно, а при увеличении свыше 6 вес.% повышается степень загрязнения металла шва неметаллическими силикатными включениями.
Небольшая (1-3 мас.%) добавка магнезита, влияя на вязкость шлакового расплава, в совокупности с остальными шлакообразующими компонентами флюса обеспечивает его высокие сварочно-технологические свойства.
Введение в состав флюса небольшого (до 1 мас.%) количества ферромарганца способствует раскислению металла сварочной ванны и снижению содержания в ней кислорода, снижающего хладостойкость металла сварного шва.
Сущность изобретения пояснена рисунками.
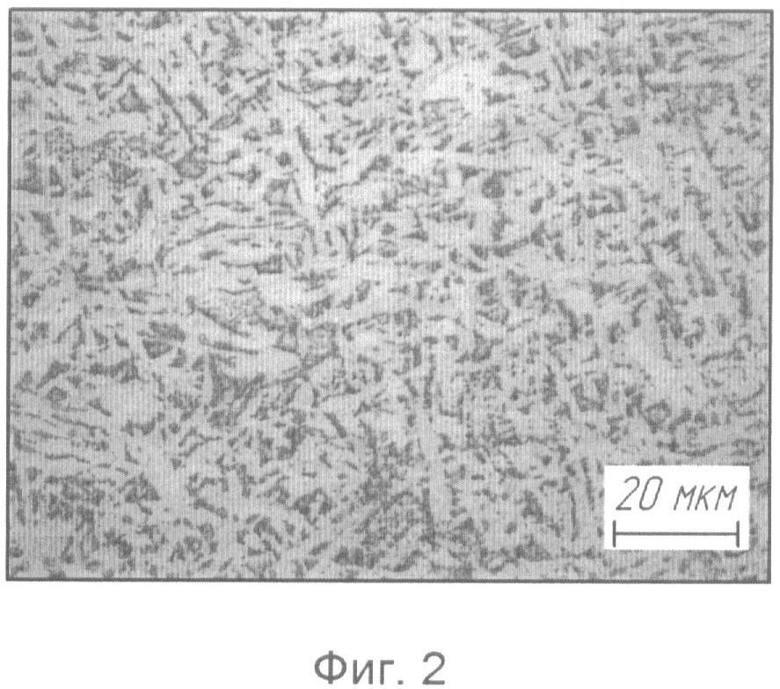
На фиг.1 изображена микроструктура металла, наплавленного под флюсом без комплексной лигатуры, а на фиг.2-с добавкой комплексной лигатуры.
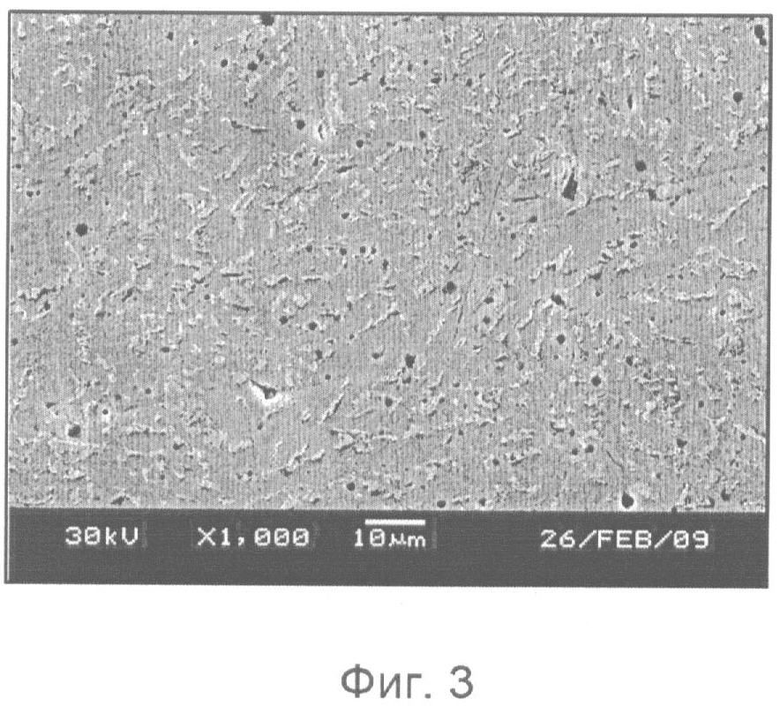
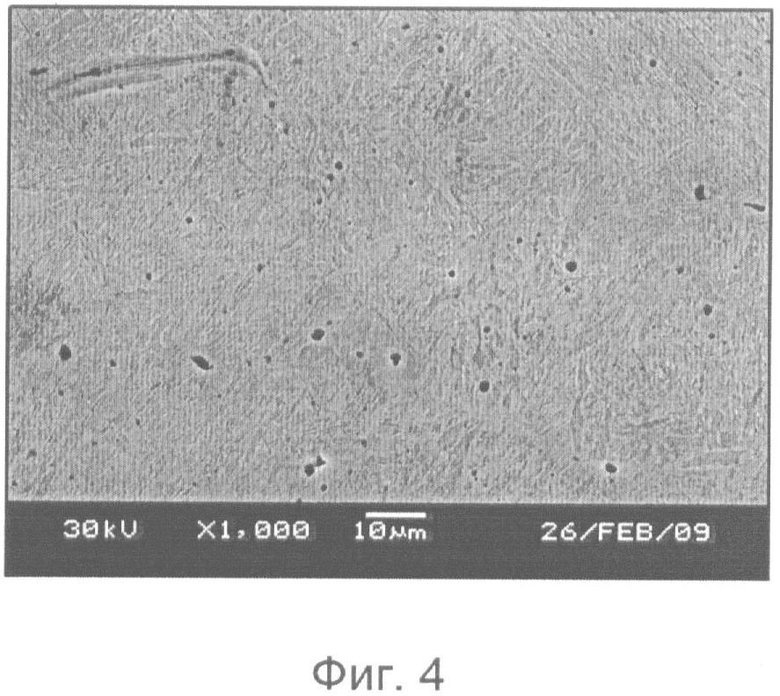
На фиг.3 изображено распределение неметаллических включений в металле, наплавленном под флюсом без комплексной лигатуры, а на фиг.4 - с добавкой комплексной лигатуры.
Использование предлагаемого керамического флюса с комплексной лигатурой, содержащей наноразмерные тугоплавкие компоненты, при сварке сталей позволяет существенно измельчить структуру металла сварного шва (фиг.1, фиг.2), что значительно повышает его пластические свойства. При этом в металле шва снижается количество неметаллических включений и наблюдается их глобуляризация (фиг.3, фиг.4), что также способствует повышению пластичности.
Пример
Изготавливали керамический флюс, содержащий следующие компоненты, мас.%: карбонат кальция - 23, плавиковый шпат - 55, глинозем - 15, полевой шпат - 5, магнезит - 3, ферромарганец - 1, комплексная лигатура - 10. Комплексная лигатура представляла собой композиционный порошок из микрочастиц никеля размером до 50 мкм с внедренными в них наноразмерными (менее 100 нм) частицами карбида вольфрама, полученного методом плазмохимического синтеза, при следующем содержании компонентов, мас.%: никель - 70, карбид вольфрама - 30.
Осуществляли механизированную сварку пластин из стали 20 проволокой Св-08А под предлагаемым керамическим флюсом при следующих параметрах режима: ток 230-240 А, напряжение 24-26 В. Из металла сварного шва вырезали образцы для испытаний на ударную вязкость при отрицательных температурах (-60 С°) по ГОСТ 9454-78 (тип надреза U-образный). Среднее значение ударной вязкости составило 49 Дж/см2. Металлографические исследования показали, что металл имеет мелкозернистую структуру и представляет однородный раствор с равномерно распределенными в нем наноразмерными частицами WC.
Аналогично проводили эксперименты с различным содержанием комплексной лигатуры. Результаты испытаний приведены в таблице 1. Использование в качестве тугоплавких компонентов комплексной лигатуры карбидов, нитридов, боридов, карбоборидов и карбонитридов других тугоплавких металлов при условии их высокой температуры плавления и термодинамической стабильности дает аналогичный эффект.
Использование предлагаемого керамического флюса для сварки низкоуглеродистых и низколегированных сталей в сравнении с известными флюсами дает следующий положительный эффект:
1. Повышение пластических свойств наплавленного металла и металла сварного шва за счет одновременного его легирования никелем и модифицирования тугоплавкими компонентами через керамический флюс.
2. Возможность введения большого количества наноразмерных тугоплавких компонентов в расплав сварочной ванны, что приводит к значительному измельчению структуры металла при его кристаллизации, снижению количества неметаллических включений и их глобуляризации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Керамический флюс для сварки низколегированных сталей | 1983 |
|
SU1088904A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 2012 |
|
RU2504465C1 |
| МОДИФИКАТОР ДЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2608011C1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ СВАРКИ ТРУБ КАТЕГОРИИ ПРОЧНОСТИ Х90 | 2008 |
|
RU2387527C1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 1999 |
|
RU2166419C2 |
| ПОКРЫТИЕ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2010 |
|
RU2433027C1 |
| Керамический флюс для механизированной сварки сталей | 1980 |
|
SU899312A1 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 1993 |
|
RU2102208C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ ТРУБ КАТЕГОРИИ ПРОЧНОСТИ Х70-Х80 | 2008 |
|
RU2387526C2 |
| ПОКРЫТИЕ ЭЛЕКТРОДА ДЛЯ СВАРКИ | 2002 |
|
RU2230643C2 |

Изобретение может быть использовано при механизированной наплавке и сварке низкоуглеродистых и низколегированных сталей с использованием керамических флюсов. Флюс содержит компоненты в следующем соотношении, мас.%: карбонат кальция 20-25, плавиковый шпат 50-60, глинозем 10-20, полевой шпат 3-6, магнезит 1-3, ферромарганец до 1, комплексная лигатура 3-15. Комплексная лигатура состоит из никеля 50-70 мас.% и внедренных в его поверхность нанодисперсных тугоплавких компонентов 30-50 мас.%. В качестве тугоплавких компонентов используют элементы переходных металлов IV, V и VI групп или их тугоплавкие химические соединения с углеродом или азотом, или бором. Применение данного состава флюса при сварке низкоуглеродистых и низколегированных сталей обеспечивает повышение пластичности и ударной вязкости наплавленного металла и металла сварных швов. 1 з.п. ф-лы, 4 ил., 1 табл.
1. Керамический флюс, содержащий карбонат кальция, плавиковый шпат, глинозем, магнезит, ферромарганец, отличающийся тем, что он дополнительно содержит полевой шпат и комплексную лигатуру, содержащую никель 50-70 мас.% и тугоплавкие компоненты в виде наноразмерных частиц 30-50 мас.%, при следующем соотношении компонентов флюса, мас.%:
2. Флюс по п.1, отличающийся тем, что в качестве тугоплавких компонентов лигатура содержит компоненты, выбранные из группы: элементы переходных металлов IV, V и VI групп, их тугоплавкие химические соединения с углеродом, или азотом, или бором.
| КЕРАМИЧЕСКИЙ ФЛЮС | 0 |
|
SU268143A1 |
| Керамический флюс для сварки низколегированных сталей | 1983 |
|
SU1088904A1 |
| КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2006 |
|
RU2313435C1 |
| КЕРАМИЧЕСКИЙ ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2002 |
|
RU2228828C2 |
| US 3480487 А, 25.11.1969. | |||

