Область техники
Настоящее изобретение относится к способу соединения термопластичного полимера с компонентом из термореактивного полимера. Изобретение также относится к способ соединения компонента из термореактивного полимера с другим компонентом из термореактивного полимера. Кроме того, изобретение относится к отвержденному компоненту из термореактивного полимера, включающему имплант из термопластичного полимера по меньшей мере в части соединяемого компонента из термореактивного полимера, и к неотвержденному или частично отвержденному компоненту из термореактивного полимера, имеющему имплант из термопластичного полимера, который формирует способную к соединению поверхность. Изобретение, кроме того, относится к продукту соединения отвержденного компонента из термореактивного полимера с термопластичной поверхностью со сваренным с ним компонентом из термопластичного полимера.
Предпосылки для создания изобретения
Термопластичные (армированные волокном) полимеры, включая олигомеры, все больше используют в качестве строительного материала, поскольку последний можно перерабатывать. Термопластичный полимер может быть нагрет для его размягчения (аморфные термопласты) или для его конечного расплавления (полукристаллические термопласты) и затем охлажден, чтобы вернуть его в твердое состояние. Такие вызываемые температурой физические изменения обычно обратимы, что делает термопластичные полимеры перерабатываемыми. В твердых аморфных термопластах молекулярные цепи полимера расположены неупорядоченно, тогда как в твердых полукристаллических термопластах некоторые части включают молекулярные цепи полимера, расположенные упорядоченно: кристаллические участки. Изобретение не ограничено одним типом термопластичного полимера, даже если использована формулировка "расплавление" или "расплав". Термопластичные полимеры имеют температуру стеклования (Tg), выше которой при дальнейшем нагреве прогрессивно происходит размягчение. При температурах значительно выше температуры стеклования аморфные термопласты ведут себя как жидкость высокой вязкости, тогда как полукристаллические полимеры все еще твердые в этой области температур. Полукристаллические термопласты имеют температуру расплавления (Tm), выше которой материал плавится и ведет себя как жидкость. При дальнейшем повышении температуры вязкость быстро падает.
Термореактивные полимеры обычно являются сшитыми полимерами, которые включают смолы, такие как эпоксид (часто называется "эпоксидная смола"), бисмалеимид, ненасыщенный полиэфир и винилэфирные полимеры. Термореактивный полимер обычно включает перед отверждением смолу (мономер) и отвердитель, которые реагируют между собой, создавая сшитый полимер. Отверждение может происходить при комнатной температуре или при более высоких температурах, которые обычно находятся в диапазоне от 80 до 200°C. Во время отверждения мономер и отвердитель реагируют друг с другом, и вязкость смеси возрастает до тех пор, пока смесь не станет сшитым твердым полимером, причем это состояние необратимо при изменении температуры, если только термореактивный полимер не разрушают при температуре выше температуры его деградации. После отверждения термореактивный полимер также имеет температуру стеклования, выше которой происходит значительное размягчение термореактивного полимера, и он проявляет характеристики резины.
Полимерные композитные материалы включают армирующие волокна или частицы, введенные в матрицу полимера, который может быть термореактивным или термопластическим. Хорошо известные полимерные композиты включают полиэфирную смолу, армированную стекловолокном, и эпоксидную смолу, армированную углеродным волокном. Оба этих композита используют в качестве матрицы термореактивные полимеры, и поэтому их часто называют термореактивными композитами.
Одним крупным недостатком термореактивных (композитных) полимеров является то, что они обычно не поддаются сварке, поскольку термореактивный полимер не может быть расплавлен и повторно отвержден путем подъема и снижения температуры. Термореактивные (композитные) полимеры обычно соединяют с другими компонентами, используя адгезионную связь или болты, причем и то, и другое имеет свои недостатки.
Адгезионная связь требует больших расходов, иногда опасна для окружающей среды, и качество полученной связи обычно чувствительно к изменениям в технологических параметрах. Соединение болтами, с другой стороны, требует отверстий в соединяемых компонентах, что вызывает концентрации напряжений и возможный преждевременный выход из строя.
В документе WO 2007/109855 A1 раскрыт способ приклеивания термопластичной формованной детали с формованной деталью из термореактивного полимера, который снабжен вставкой из термопластичного полимера. Приклеивание осуществляют путем введения термопластичной формованной детали в контакт с соединяемой частью и нагрева до температуры плавления термопластичной формованной детали, при этом термопластичный полимер вставки плавится и сливается с термопластичной формованной деталью. Нагрев осуществляют путем высокочастотной сварки.
В статье Пратта и др. (Pratt et al): "Способ ультразвуковой сварки деталей, полученных способом реакционного инжекционного формования (RIM), с использованием термопластичных вставок", Motorola Technical Developments, vol. 27, 1 May 1996, page 200-201, также описан способ приклеивания термопластичной формованной детали к формованной детали из термореактивного RIM-нейлона путем помещения термопластичной вставки в деталь из Rim-нейлона и применения ультразвуковой сварки.
В документе US 2002/0113066 A1 раскрыт еще один способ приклеивания термопластичной формованной детали к формованной детали из термореактивного полимера. Термореактивную формованную деталь получают путем ее совместного отверждения со слоем термопластичного материала, в который добавлены ферромагнитные частицы. Таким образом создается способная к соединению поверхность для соединения с термопластичной формованной деталью посредством ультразвуковой сварки.
В документе PCT/AU 2007/001296 описан способ соединения термопластичного соединителя, например, с трубкой из термореактивного композита, причем композитная трубка снабжена термопластичной вставкой. Соединение осуществляют путем нагрева и повторного охлаждения термопластов.
Было бы желательно получить более широкую гамму термореактивных полимеров или термореактивных композитных полимеров с возможностью соединять их сваркой с другим термореактивным полимером, или термореактивным композитным полимером, или с термопластичным полимером (композитным).
Настоящее изобретение предлагает способ соединения компонента из термореактивного полимера (композитного) с другим компонентом из термореактивного полимера путем снабжения термореактивного полимера (композитного) термопластичной вставкой, которая обеспечивает поверхность, подходящую для термического соединения.
Изобретение, кроме того, предлагает отвержденный компонент из термореактивного полимера, включающий имплант термопластичного полимера по меньшей мере в части компонента из термореактивного полимера, подлежащего соединению, а также неотвержденный или частично отвержденный компонент из термореактивного полимера, имеющий имплант из термопластичного полимера, который формирует способную к соединению поверхность.
Изобретение также предлагает продукт соединения отвержденного компонента из термореактивного полимера с термопластичной поверхностью и термопластичного полимера.
Настоящее изобретение, кроме того, предлагает неотвержденный или частично отвержденный компонент из термореактивного полимера, имеющий имплант из термопластичного полимера (компонент), который формирует поверхность, подходящую для термического соединения, и продукт соединения отвержденного компонента из термореактивного полимера с термопластичной поверхностью и приваренного к нему термопластичного полимерного компонента.
Раскрытие изобретения
В первом аспекте изобретение предлагает способ соединения термопластичного полимера (компонента) с компонентом из термореактивного полимера, причем термопластичный полимер имеет температуру плавления, которая превышает температуру отверждения термореактивного полимера, при этом способ включает следующие этапы: а) предоставление термопластичного полимера, b) предоставление неотвержденного или частично отвержденного компонента из термореактивного полимера, имеющего температуру отверждения ниже температуры плавления термопластичного полимера и включающего имплант из термопластичного полимера по меньшей мере в части компонента из термореактивного полимера, подлежащего соединению, с) введение термопластичного полимера в контакт по меньшей мере с деталью, подлежащей соединению, d) нагрев термопластичного полимера и компонента из термореактивного полимера до температуры плавления термопластичного полимера, в результате чего термопластичный полимер импланта расплавляется и сливается с термопластичным полимером, и в результате чего неотвержденный компонент из термореактивного полимера и термопластичный полимер импланта по меньшей мере частично проникают друг в друга; и е) охлаждение продукта соединения термопластичного полимера и отвержденного компонента из термореактивного полимера, чтобы термопластичный полимер соединился с отвержденным компонентом из термореактивного полимера, причем термопластичный полимер имеет температуру плавления, которая превышает температуру отверждения термореактивного полимера, и имплант выполнен так, что нагрев сверх максимальной рабочей температуры термореактивного полимера на поверхности раздела импланта с компонентом из термореактивного полимера исключен на этапе d) соединения.
Максимальная рабочая температура полимера (композитного) хорошо известна специалисту в данной области техники и обычно сообщается поставщиком. В способе согласно изобретению имплант из термопластичного полимера действует в качестве теплоотвода для компонента из термореактивного полимера (композитного), в результате чего теплота, прилагаемая для расплавления термопластичного полимера, подлежащего соединению, и импланта из термопластичного полимера, находится по существу на свариваемой поверхности раздела, где эта теплота поглощается при расплавлении импланта из термопластичного полимера. Согласно изобретению температурный градиент поддерживается в термопластичном импланте во время термического соединения сваркой, так что температура на поверхности раздела импланта с компонентом из термореактивного полимера (композитного) достаточно низкая, чтобы существенно не ухудшить свойства термореактивного полимера, даже когда температура нагрева выше температуры деградации. Это исключает чрезмерный нагрев на поверхности раздела между термореактивным полимером (композитным) и имплантом, и поэтому дает возможность соединить термопластичный полимер с компонентом из термореактивного полимера, где термопластичный полимер имеет температуру плавления, которая превышает температуру отверждения термореактивного полимера, посредством сварки.
Вышеописанное преимущество подходит, в частности, для применения в космической и авиационной промышленности, где относительно высокие температуры использования диктуют использование термопластичных полимеров с относительно высокой температурой плавления.
В одном варианте осуществления изобретения предложен способ, в котором теплоемкость импланта на единицу длины в Дж/°K/м больше чем теплота, прилагаемая к продукту соединения на единицу длины во время этапа d). Другими словами, положение и размеры поперечного сечения импланта, а также термопластичный полимер импланта выбирают так, чтобы выполнить вышеуказанные требования. Теплота, прилагаемая к продукту соединения на единицу длины на этапе d), в частности теплота сварки на единицу длины также специфическая для конкретного материала и зависит от ряда факторов, таких как используемый способ сварки, удельная теплоемкость свариваемого материала, его проводимость и время, требующееся для сохранения расплавленного состояния, чтобы получить хорошо затвердевший материал после локального нагрева или сварки. Теплоту сварки на единицу длины специалист в данной области может легко определить экспериментальным путем.
В еще одном варианте осуществления изобретения предложен способ, в котором теплоотводы нанесены на части импланта, более предпочтительно снаружи импланта и наиболее предпочтительно на наружные края импланта. Подходящие теплоотводы включают блоки, полосы, прутки и т.д. из материала, обычно используемого в качестве материала теплоотвода, в частности имеющего относительно высокую удельную теплоемкость. Подходящие материалы включают металлы. Поверхности раздела теплоотводов с имплантом также может быть снабжена, например, теплопоглощающей пастой. Теплоотводы удаляют после соединения.
Импланты компонента из термореактивного полимера предпочтительно включают армирующие волокна. В еще одном варианте осуществления изобретения предложен способ, в котором имплант включает армирующие волокна, которые проходят в термореактивный полимер. Такой вариант осуществления позволяет уменьшить теплоту и/или время сварки, этим исключая деградацию термопластичного и/или термореактивного полимера во время соединения, при этом все же с получением удовлетворительной прочности соединения.
В еще одном аспекте изобретения предложен способ соединения компонента из термореактивного полимера с другим компонентом из термореактивного полимера, причем в этом способе термопластичный полимер представлен в форме отвержденного компонента из термореактивного полимера, включающего имплант из термопластичного полимера.
В еще одном аспекте изобретения предложен отвержденный компонент из термореактивного полимера, включающий имплант из термопластичного полимера по меньшей мере в части компонента из термореактивного полимера, подлежащего соединению.
В одном предпочтительном варианте осуществления первого аспекта изобретения предложен способ, в котором имплант выполнен так, что исключен чрезмерный нагрев на поверхности раздела между имплантом и компонентом из термореактивного полимера.
В еще одном предпочтительном варианте осуществления изобретения предложен способ, в котором компонент из термореактивного полимера включает армированный волокном компонент из термореактивного композитного полимера.
Еще один предпочтительный вариант осуществления способа согласно изобретению отличается тем, что компонент из термореактивного полимера является продуктом соединения уложенных друг на друга и предварительно пропитанных лент из термореактивного композитного полимера и импланта, включающего уложенные друг на друга и предварительно пропитанные ленты из термопластичного композитного полимера. Еще один вариант осуществления способа согласно изобретению относится к способу, в котором термопластичным полимером, подлежащим соединению, является компонент из термопластичного полимера или компонент с поверхностью, совместимой с термопластичным полимером.
Еще один предпочтительный вариант осуществления способа согласно изобретению предлагает использование термопластичного полимера, подлежащего соединению, и/или импланта из термопластичного полимера, который выбирают из класса технических термопластичных полимеров, имеющих температуру плавления по меньшей мере 200°C. В одном даже более предпочтительном способе термопластичный полимер, подлежащий соединению, и/или имплант из термопластичного полимера выбирают из полиэфиримида (PEI), полиэфирэфиркетона (PEEK), полифениленсульфида (PPS), полиэфиркетона (PEK), полиэфиркетонкетона (PEKK) и их сочетаний или эквивалентов.
Еще один вариант осуществления способа в соответствии с изобретением отличается тем, что термопластичный полимер, подлежащий соединению, или имплант из термопластичного полимера включает электропроводящие частицы для локализованного нагрева.
В одном варианте осуществления способа согласно изобретению термореактивный полимер включает эпоксидную смолу и/или смесь бисмалеимидной смолы/отвердителя.
Неотвержденный или частично отвержденный компонент из термореактивного полимера, имеющий имплант из термопластичного полимера, который формирует способную к соединению поверхность, может быть легко изготовлен путем наложения предварительно пропитанных лент из термореактивного композитного полимера друг на друга и наложения предварительно пропитанных лент из термопластичного композитного полимера друг на друга для формирования импланта. Термопластичные импланты могут также быть изготовлены на месте с использованием способов инжекции. Также возможна совместная инжекция термореактивных и термопластичных полимеров.
Компонент из термореактивного полимера, включающий имплант, предпочтительно соединяют с термопластичным полимером (компонентом) или с другим компонентом из термореактивного полимера, включающим имплант, посредством сварки с другим термореактивным полимером, или термореактивным композитным полимером, или с термопластичным полимером (композитным).
Предпочтительные способы сварки включают индукционную сварку, сварку сопротивлением и лазерную сварку, но без ограничения этими способами.
В еще одном аспекте изобретения предложен продукт соединения отвержденного компонента из термореактивного полимера с термопластичной поверхностью и компонента из термопластичного полимера, приваренного к нему, причем термопластичный полимер имеет температуру плавления, которая превышает температуру отверждения термореактивного полимера.
В любом из вышеприведенных вариантов осуществления изобретения имплант из термопластичного полимера и неотвержденный термореактивный полимер или термореактивный композитный полимер, который примыкает к импланту, способны при нагреве по меньшей мере частично проникать друг в друга перед отверждением термореактивного полимера, этим соединяя имплант из термопластичного полимера с термореактивным полимером или термореактивным композитным полимером. Это гарантирует, что термопластичная поверхность импланта, соединяемая с термореактивным полимером (композитным), не может быть легко удалена с термореактивного полимера или термореактивного композитного полимера.
Отвержденный или неотвержденный термореактивный полимер или термореактивный композитный полимер с термопластичным имплантом может быть соединен с другим термопластичным полимером в соответствии со способом изобретения или может быть соединен с вторым термореактивным полимером или термореактивным композитным полимером, снабженным термопластичным имплантом.
Еще одно преимущество способа изобретения заключается в том, что расплавленный термопластичный полимер, подлежащий соединению, и имплант из термопластичного полимера обеспечивают сильный поток термопластичного полимера при введении в контакт друг с другом, в результате этого заполняя любые неровности или изъяны в контактируемых поверхностях, подлежащих соединению. На термопластичный поток можно влиять путем изменения температуры и/или путем приложения повышенного давления контакта к компонентам, подлежащим соединению, во время нагрева или путем отведения дополнительного времени для соединения.
Преимущество способа изобретения, кроме того, относится к тому факту, что компоненты, которые ранее были соединены друг с другом, могут быть разобраны и повторно собраны снова при необходимости просто путем повторного нагрева, по меньшей мере частичного, сваренных термопластичного компонента и термопластичного импланта. По желанию, дополнительный термопластичный полимер может быть добавлен между поверхностями, подлежащими соединению, для получения улучшенного соединения. Повторный нагрев также можно использовать для улучшения качества получаемого сварного шва, при необходимости в выбранных областях.
Говоря в общем, способ согласно изобретению будет осуществляться при температуре выше температуры стеклования отвержденного термореактивного полимера или компонента из композитного полимера, по меньшей мере на поверхности раздела между имплантом из термопластичного полимера и термореактивным полимером. Однако соединение может быть осуществлено при температуре, которая только немного выше, чем эта температура, или даже может быть близкой к температуре деградации термореактивного полимера.
Компонент из термореактивного полимера (композитного) может включать другие компоненты, такие как металлические вставки, вспененную или сотовую сердцевину, термопластичные или термореактивные компоненты или пленки, соединенные с ним другими способами, чем способ согласно изобретению, или любой другой материал, который может быть включен как неотъемлемая часть в компонент из термореактивного композита.
Краткое описание чертежей
Теперь изобретение будет описано более подробно на примере, но без ограничения им, и со ссылками на прилагаемые чертежи, на которых:
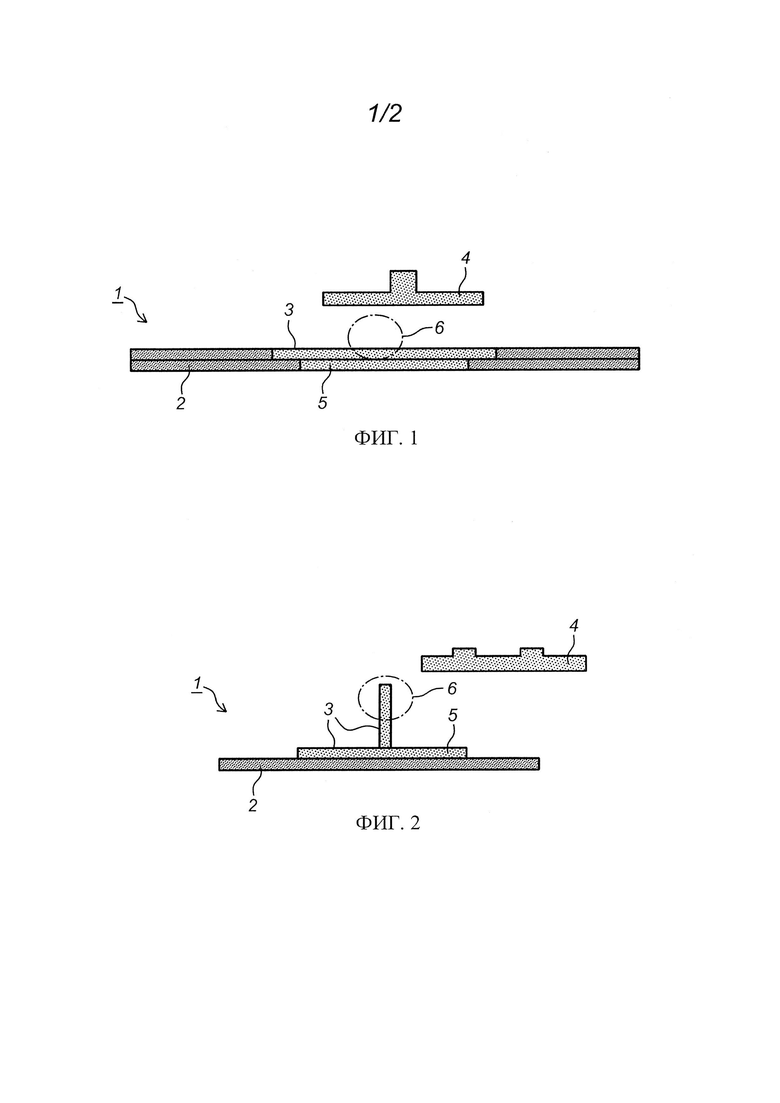
Фиг. 1 - первый вариант осуществления отвержденного компонента из термореактивного полимера с термопластичной поверхностью и компонента из термопластичного полимера, который сваривают с ним согласно изобретению;
Фиг. 2 - второй вариант осуществления отвержденного компонента из термореактивного полимера с термопластичной поверхностью и компонента из термопластичного полимера, который сваривают с ним согласно изобретению;
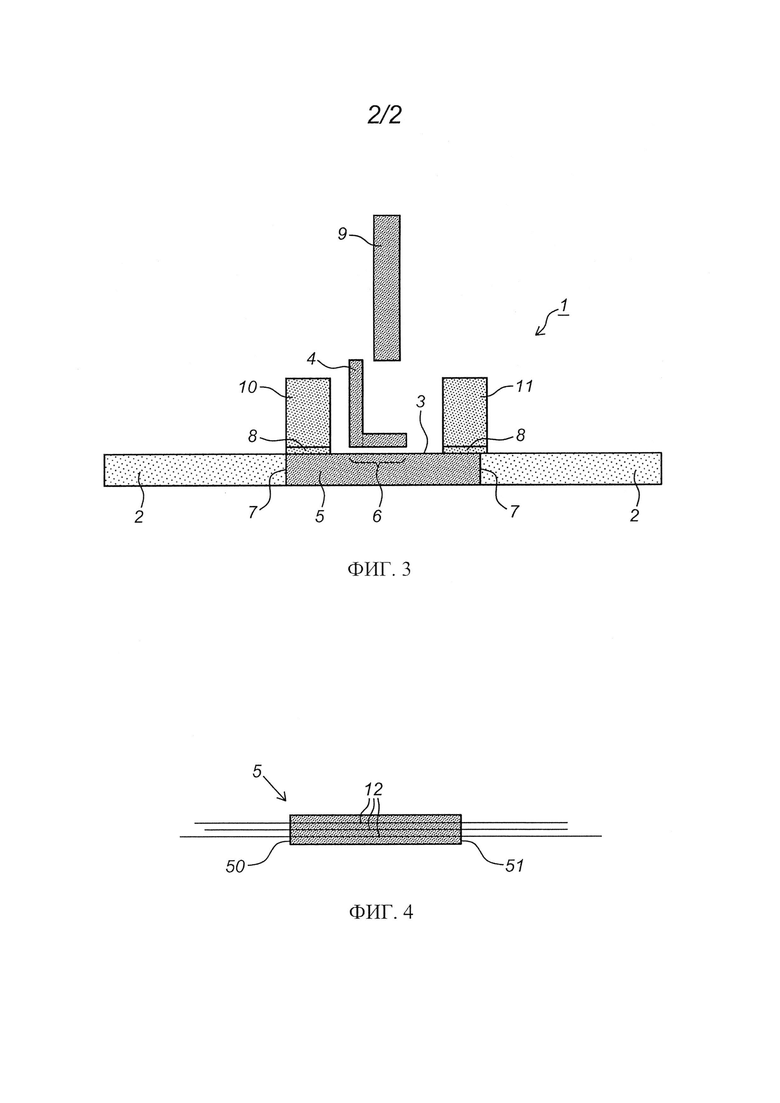
Фиг. 3 - еще один вариант осуществления отвержденного компонента из термореактивного полимера с термопластичной поверхностью и компонента из термопластичного полимера, который сваривают с ним согласно изобретению;
Фиг. 4 - схематическое изображение варианта осуществления термопластичного импланта для использования в способе изобретения.
Описание предпочтительных вариантов осуществления
Со ссылкой на Фиг. 1, на которой показан вариант осуществления продукта 1 соединения отвержденного компонента 2 из термореактивного полимера с термопластичной поверхностью 3, к которой компонент из термопластичного полимера 4 может быть приварен в соответствии со способом изобретения. Термопластичный полимер компонента 4 из термопластичного полимера имеет температуру плавления от 250°C до 400°C, которая превышает температуру отверждения термореактивного полимера, использованного в компоненте 2 из термореактивного полимера, температура отверждения которого обычно находится в диапазоне от комнатной температуры до 200°C. Продукт 1 соединения получен способом, который включает предоставление неотвержденного или частично отвержденного термореактивного полимера (прекурсора отвержденного компонента 2) с имплантом 5 из термопластичного полимера по меньшей мере на части компонента из термореактивного полимера, подлежащего соединению, который представляет собой поверхность 3 в данном случае, и отверждение термореактивного полимера, в результате чего неотвержденный компонент 2 из термореактивного полимера и имплант 5 из термопластичного полимера по меньшей мере частично проникают друг в друга. В ходе этого процесса образуется соединение между имплантом 5 из термопластичного полимера и отвержденным термореактивным полимером 2. Из-за повышенной температуры отверждения термореактивные мономеры могут фактически быстрее мигрировать через имплант 5 из термопластичного полимера, в частности через его кристаллические домены. Таким образом между ними формируется прочное соединение. Очевидно, что температура отверждения и время цикла предпочтительно выбирать так, чтобы термореактивные мономеры (и отвердитель) были способны мигрировать достаточно глубоко в расплавленный полимер импланта 5. Оснащение термореактивного полимера 2 термопластичным имплантом 5 может быть выполнено без изменения рекомендованного изготовителем цикла отверждения термореактивного полимера 2. Однако может потребоваться небольшое изменение, в частности, когда совместимость между термореактивным полимером 2 и термопластичным полимером импланта 5 не оптимальная.
Согласно изобретению, термопластичный полимер (компонент) 4 вводят в контакт по меньшей мере с поверхностью 3 продукта 1 соединения и термопластичный полимер и компонент из термореактивного полимера нагревают до температуры плавления термопластичного полимера 4, в результате чего имплант 5 из термопластичного полимера плавится и сливается с термопластичным полимером (компонентом) 4, другими словами, формирует соединение между имплантом 5 из термопластичного полимера и термопластичным полимером (компонентом) 4, которое затвердевает после охлаждения продукта 1 соединения термопластичного полимера 5 и отвержденного компонента 2 из термореактивного полимера.
Для того чтобы избежать чрезмерного нагрева термореактивного полимера в процессе выполнения соединения, зона сварки должна быть выбрана в соответствии с геометрией термопластичного импланта 5. На Фиг. 1 область сварки схематически показана как область 6. Нагрев в этой области 6 может быть выполнен при температуре плавления одного или обоих термопластичных полимеров 4 и 5. Эти полимеры 4 и 5 предпочтительно имеют температуру плавления, которая отличается только на 20°C, более предпочтительно на 15°C и наиболее предпочтительно только на 10°C. Предпочтительно, термопластичные полимеры 4 и 5 по существу являются одним и тем же полимером. Имплант 5 из термопластичного полимера соединяют с внутренней поверхностью (как в Примере, показанном на Фиг. 1) или с наружной поверхностью (как в Примере, показанном на Фиг.2) термореактивного полимера 2 во время отверждения термореактивного полимера 2, предпочтительно путем формирования сети полувзаимопроникающих полимеров. В этой связи, термопластичный полимер 5 предпочтительно совместим с выбранными термореактивными мономерами термореактивного полимера 2. Специалист в области полимеров имеет в своем распоряжении достаточно средств, таких как хорошо известные критерии термодинамики и растворимости.
Обычно прочность соединения, получаемого с использованием способа согласно изобретению, превышает 30 МПа, более предпочтительно превышает 35 МПа и наиболее предпочтительно превышает 40 МПа (проверка прочности шва внахлестку).
Типичные давления сварки составляют от 50 кПа до 1 МПа, при предпочтительном диапазоне от 100 кПа до 350 кПа. Однако способ согласно изобретению также может давать хорошие соединения без приложения давления, но также можно использовать давления, превышающие 1 МПа, хотя такие давления могут привести к некоторому выдавливанию расплавленного термопласта.
Еще один вариант осуществления продукта 1 соединения отвержденного компонента 2 из термореактивного полимера с термопластичной поверхностью 3, к которому может быть приварен компонент 4 из термопластичного полимера 4 в соответствии со способом изобретения, показан на Фиг. 2. В этом случае имплант 5 из термопластичного полимера 5 фактически соединен с наружной поверхностью компонента 2 из термореактивного полимера. Все же его функция также соответствует изобретению, поскольку имплант 5 имеет такие размеры, что при ограничении области сварки областью 6 чрезмерный нагрев термореактивного полимера на поверхности раздела с имплантом 5 исключен.
Термореактивный полимер 2, снабженный имплантом 5 из термопластичного полимера 5, может быть соединен с термопластичным компонентом 4 посредством приложения внешней теплоты и давления, например, нагретой пластины. Альтернативно можно использовать локальный нагревательный элемент или даже нагреваемые материалы, включенные в компоненты, подлежащие соединению, позволяющие фокусировать теплоту в области 6 сварки.
Поскольку в способе согласно изобретению нагрев осуществляют до температуры выше температуры плавления термопластичных полимеров 4 и 5, эти термопласты будут создавать значительный поток во время сварки даже при относительно низких давлениях сварки. Этот поток позволяет термопластам 4 и 5 заполнять небольшие неровности в их поверхностях или даже относительно небольшие зазоры между свариваемыми компонентами 2 и 4.
Еще один вариант осуществления продукта 1 соединения отвержденного компонента 2 из термореактивного полимера с термопластичной поверхностью 3, к которому может быть приварен компонент 4 из термопластичного полимера 4 в соответствии со способом изобретения, показан на Фиг. 3. В этом случае имплант 5 из термопластичного полимера 5 снабжен двумя теплоотводами 10 и 11, расположенными на его наружных краях. Имплант 5 имеет такие размеры, что при ограничении области сварки областью 6 нагрев термореактивного полимера 2 на поверхности раздела 7 с имплантом 5 ограничен так, что максимальная рабочая температура термореактивного полимера не может быть превышена. Теплоотводы 10 и 11 поглощают часть теплоты сварки. Теплоотводы 10 и 11 созданы на импланте 5 путем использования слоев теплопоглощающей пасты 8. Термореактивный полимер 2, снабженный имплантом 5 из термопластичного полимера 5, соединяют с термопластичным компонентом 4, используя сварочную горелку 9, которую вводят в контакт со свариваемой частью 4 в области 6 контакта.
В заключение, на Фиг. 4 схематически показан вид сбоку предпочтительного импланта для использования в способе изобретения. В показанном варианте осуществления использован имплант из термопластичного полимера, включающий непрерывные армирующие волокна 12, которые проходят дальше границ (50, 51) импланта 5. При затвердевании такого импланта вместе с компонентом из термореактивного полимера свободные (сухие) части волокон 12 будут заходить в термореактивный полимер, где эти части волокон будут смочены термореактивным полимером и станут одним целым с компонентом из термореактивного полимера после отверждения. Оказалось так, что имплант согласно этому варианту осуществления особенно подходит для использования в способе изобретения, поскольку он позволяет получать удовлетворительную прочность соединений, при этом ограничивая теплоту, прилагаемую во время выполнения соединения.
Способ согласно изобретению, кроме того, позволяет удалять сварной шов и разделять ранее сваренные компоненты 2 и 4. Для этого компоненты (2, 4) нагревают до температуры выше температуры плавления термопластичных полимеров (4, 5) и оба компонента (2, 4) разделяют по меньшей мере частично, что требует ограниченного усилия. Поскольку каждый компонент (2, 4) в сущности сохраняет большинство из своих свойств поверхности, разделенные компоненты могут впоследствии быть снова сварены в соответствии со способом изобретения. По желанию, между соединяемыми термопластичными поверхностями можно добавить дополнительный термопластичный материал, если для хорошего соединения термопластичного материала будет недостаточно.
Продукт 1 соединения 1 согласно изобретению может обладать и другими преимуществами, такими как повышенная химическая стойкость, повышенная стойкость к износу и эрозии, повышенная биосовместимость, улучшенные свойства трения и т.д.
При этом понимается, что изобретение, раскрытое в подробном описании, приведено только для примера, и что специалист в данной области может предусмотреть многие изменения в рамках объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИМЕНЕНИЕ ТЕРМОРЕАКТИВНОЙ ПОЛИМЕРНОЙ ПОРОШКОВОЙ КОМПОЗИЦИИ | 2016 |
|
RU2695168C1 |
| СКЛЕИВАНИЕ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2618055C2 |
| КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ ИЗ ТЕРМОРЕАКТИВНОЙ СМОЛЫ, СОДЕРЖАЩИЕ МЕЖСЛОЙНЫЕ ПОВЫШАЮЩИЕ УДАРОПРОЧНОСТЬ ЧАСТИЦЫ | 2013 |
|
RU2641004C2 |
| СТРУКТУРИРОВАННЫЙ ТЕРМОПЛАСТ В МЕЖЛИСТОВЫХ ЗОНАХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2602159C2 |
| КОМПОЗИЦИИ ТЕРМОРЕАКТИВНЫХ СМОЛ С УВЕЛИЧЕННОЙ УДАРНОЙ ВЯЗКОСТЬЮ | 2012 |
|
RU2611628C2 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ, СОДЕРЖАЩИЕ ПРОВОДЯЩИЕ НАНОНАПОЛНИТЕЛИ | 2012 |
|
RU2611512C2 |
| СКРЕПЛЕННЫЙ СМОЛОЙ ЭЛЕМЕНТ КОНСТРУКЦИИ ТРАНСПОРТНОГО СРЕДСТВА, СПОСОБ ПРОИЗВОДСТВА СКРЕПЛЕННОГО СМОЛОЙ ЭЛЕМЕНТА КОНСТРУКЦИИ ТРАНСПОРТНОГО СРЕДСТВА И ЭЛЕМЕНТ КОНСТРУКЦИИ ТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2635223C2 |
| ПОЛИМЕР С УЛУЧШЕННЫМИ ХАРАКТЕРИСТИКАМИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2692367C2 |
| ИЗДЕЛИЯ С ПОВЫШЕННОЙ ТЕМПЕРАТУРНОЙ ЭЛАСТИЧНОСТЬЮ, ИЗГОТОВЛЕННЫЕ ИЗ ОБЛУЧЕННЫХ И СШИТЫХ ЭТИЛЕНОВЫХ ПОЛИМЕРОВ | 1999 |
|
RU2229487C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ФОРМОВАННЫХ ДЕТАЛЕЙ ЭЛЕКТРОМАГНИТНОЙ СВАРКОЙ | 2019 |
|
RU2779726C2 |
Настоящее изобретение относится к способу соединения термопластичного полимера с компонентом из термореактивного полимера. Компонент из термореактивного полимера включает имплант из термопластичного полимера. Термопластичный полимер имеет температуру плавления, которая превышает температуру отверждения термореактивного полимера. Теплоту прилагают для расплавления термопластичного полимера, подлежащего соединению. Термопластичный полимер импланта расположен на свариваемой поверхности раздела. Имплант выполнен так, что нагрев выше максимальной рабочей температуры термореактивного полимера на поверхности раздела импланта с компонентом из термореактивного полимера исключен на этапе соединения. Температурный градиент поддерживают за счет использования теплоотводов на частях импланта, которые удаляют после выполнения соединения. Обеспечивается расширение гаммы термореактивных полимеров, которые возможно соединять сваркой с другими термореактивными полимерами или с термопластичными полимерами. 2 н. и 12 з.п. ф-лы, 4 ил.
1. Способ соединения термопластичного полимера с компонентом из термореактивного полимера, причем способ включает следующие этапы:
a) предоставление термопластичного полимера,
b) предоставление отвержденного компонента из термореактивного полимера, включающего имплант из термопластичного полимера по меньшей мере на части компонента из термореактивного полимера, подлежащего соединению,
c) введение термопластичного полимера в контакт по меньшей мере с частью, подлежащей соединению,
d) нагрев термопластичного полимера и компонента из термореактивного полимера, по меньшей мере в области контакта, до температуры плавления термопластичного полимера, в результате чего термопластичный полимер импланта плавится и сливается с термопластичным полимером; и
e) охлаждение продукта соединения термопластичного полимера и отвержденного компонента из термореактивного полимера таким образом, чтобы соединить термопластичный полимер с отвержденным компонентом из термореактивного полимера,
отличающийся тем, что термопластичный полимер имеет температуру плавления, которая превышает температуру отверждения термореактивного полимера, что теплоту прилагают для расплавления термопластичного полимера, подлежащего соединению, и термопластичный полимер импланта расположен по существу на свариваемой поверхности раздела и что имплант выполнен так, что нагрев выше максимальной рабочей температуры термореактивного полимера на поверхности раздела импланта с компонентом из термореактивного полимера исключен на этапе d) соединения, поскольку температурный градиент поддерживают в термопластичном импланте во время термического соединения посредством сварки, так что температура на поверхности раздела между имплантом и компонентом из термореактивного полимера достаточно низкая, чтобы термореактивный полимер существенно не деградировал даже при нагреве до температуры выше температуры такой деградации, и поскольку на частях импланта используют теплоотводы, которые удаляют после выполнения соединения.
2. Способ по п. 1, отличающийся тем, что теплоотводы устанавливают снаружи импланта.
3. Способ по п. 1, отличающийся тем, что теплоотводы устанавливают на наружные края импланта.
4. Способ по п. 1, отличающийся тем, что имплант включает армирующие волокна, которые заходят в термореактивный полимер.
5. Способ по п. 1, отличающийся тем, что термопластичный полимер представлен в форме отвержденного компонента из термореактивного полимера, включающего имплант из термопластичного полимера.
6. Способ по п. 5, отличающийся тем, что отвержденный компонент из термореактивного полимера, включающий термопластичный имплант, получен путем предоставления неотвержденного или частично отвержденного компонента из термореактивного полимера, имеющего температуру отверждения ниже температуры плавления термопластичного полимера, и нагрева термопластичного полимера и компонента из термореактивного полимера до температуры отверждения термореактивного полимера, в результате чего неотвержденный или частично отвержденный компонент из термореактивного полимера и имплант из термопластичного полимера по меньшей мере частично проникают друг в друга.
7. Способ по п. 1, отличающийся тем, что компонент из термореактивного полимера включает компонент из армированного волокном термореактивного композитного полимера.
8. Способ по п. 1, отличающийся тем, что термопластичным полимером, подлежащим соединению, является компонент из термопластичного полимера или компонент с поверхностью, совместимой с термопластичным полимером.
9. Способ по любому одному из пп. 1, 4 и 8, отличающийся тем, что термопластичный полимер, подлежащий соединению, и/или имплант из термопластичного полимера выбирают из класса технических термопластичных полимеров, имеющих температуру плавления по меньшей мере 200°С.
10. Способ по п. 9, отличающийся тем, что термопластичный полимер, подлежащий соединению, и/или имплант из термопластичного полимера выбирают из полиэфиримида (PEI), полиэфирэфиркетона (PEEK), полифениленсульфида (PPS), полиэфиркетона (PEK), полиэфиркетонкетона (PEKK) и их сочетаний или эквивалентов.
11. Способ по любому одному из пп. 1, 4 и 10, отличающийся тем, что термопластичный полимер, подлежащий соединению, или имплант из термопластичного полимера включает электропроводящие частицы для локализованного нагрева.
12. Способ по п. 9, отличающийся тем, что термопластичный полимер, подлежащий соединению, или имплант из термопластичного полимера включает электропроводящие частицы для локализованного нагрева.
13. Способ по любому одному из пп. 1, 6 и 7, отличающийся тем, что термореактивный полимер включает эпоксидную смолу и/или смесь из бисмалеимидной смолы/отвердителя.
14. Продукт соединения отвержденного компонента из термореактивного полимера с термопластичной поверхностью и компонента из термопластичного полимера, приваренного к нему, отличающийся тем, что термопластичный полимер имеет температуру плавления, которая превышает температуру отверждения термореактивного полимера.
| WO 2007109855 A1, 04.10.2007 | |||
| US 20020113066 A1, 22.08.2002 | |||
| WO 2008028224 A1, 13.03.2008 | |||
| RU 2008116590 A, 10.11.2009. |

