Область техники, к которой относится изобретение
Изобретение относится к способу соединения формованных деталей электромагнитной сваркой. Изобретение также относится к устройству для электромагнитной сварки, выполненному с возможностью выполнения указанного способа.
Уровень техники
Существует ряд технологий соединения формованных деталей, например, армированных волокном термопластов или термореактивных композитных деталей. Механическое крепление и клеевое соединение традиционно используются для соединения двух контактных поверхностей формованных деталей. Однако как механическое крепление, так и клеевое соединение являются дорогостоящими и требуют много времени. Например, механическое крепление требует дорогостоящих операций разметки, сверления, центровки отверстий, а также установки крепежных деталей, в то время как клеевое соединение требует сложной предварительной обработки поверхности, которая может включать в себя использование химических веществ.
Электромагнитная сварка позволяет исключить использование отдельных крепежных деталей и потенциально предоставляет возможность соединения контактных поверхностей формованных композитных деталей с относительно высокими скоростями и при необходимости с небольшой предварительной обработкой. При электромагнитной сварке вырабатывается электромагнитное поле в восприимчивом к индукции компоненте одной или нескольких формованных деталей для нагрева термически активируемых соединительных средств формованных деталей до температуры, превышающей температуру плавления соединительных средств. Контактные поверхности формованных деталей соединяются друг с другом с помощью расплавленного соединительного средства. Соединительное средство может быть, например, термопластичной смолой для одной или нескольких деталей, подлежащих соединению, или может быть отдельно нанесенной термопластичной смолой. Для сварки термопластичных и термореактивных формованных деталей вместе термопластичная смола, которую расплавляет восприимчивый к индукции компонент, может действовать, например, как термоплавкий клей.
Существует ряд способов сварки для создания сварного соединения между формованными деталями, такими как формованные детали из армированного волокном композитного материала. В случае вибрационной сварки армирующие волокна могут повреждаться при перемещении, и ультразвуковая сварка подходит в меньшей степени, например, для непрерывной сварки. Известные способы электромагнитной сварки не позволяют выполнить соединенные изделия надлежащего качества, особенно в приложениях, требующих высококачественного соединения, в которых желательны относительно высокая механическая прочность и несущая способность сварного соединения, например, в авиационной промышленности.
Известные способы основаны, в частности, на определении значений параметров сварки, таких как напряженность электромагнитного поля, подходящая для соединения, и мощность, необходимая для создания такой напряженности поля, и применении этих значений параметров сварки для соединения формованных деталей, или ряда таких формованных деталей. Этот подход основан на убеждении, что в данном случае достигается постоянное качество сварки. Понятие качества сварки известно специалисту в данной области техники и может, например, относиться к прочности полученного сварного соединения или соединения между контактными поверхностями формованных деталей.
Известный подход работает только в том случае, если формованные композитные детали демонстрируют одинаковую реакцию на приложенное поле электромагнитной индукции. Оказывается, что для многих формованных деталей это может быть не так. Например, было обнаружено, что формованные композитные детали на основе полукристаллических полимеров и армирующих волокон, таких как углеродные волокна, демонстрируют относительно большой разброс в ответ на приложенное поле электромагнитной индукции. Это изменение может быть вызвано такими факторами, как строение армирующего волокна. Это строение композитной детали, выполненной из однонаправленных волоконных лент, предполагает наличие менее четко определенных путей, вдоль которых могут вырабатываться вихревые токи, чем, например, в строении тканой ткани. Это означает, что реакция, по-видимому, связана с такими факторами, как объемное содержание волокна, ориентация волокна, локальное распределение смолы и волокон и в том числе качество уплотнения. Более того, полукристаллические полимеры могут демонстрировать изменение температуры плавления с изменением степени кристалличности. Таким образом, температура плавления может варьироваться в зависимости от температурного режима формованных деталей. Армирующие волокна также могут различаться, например, по жесткости, что также влияет на их свойства электропроводности. Применение перепадов по толщине локальным образом или, например, использование ребер жесткости, может также повлиять на индукционную реакцию по всей формованной детали. Формование деталей перед соединением также может влиять на реакцию электромагнитной индукции, например, из-за локальных изменений объемного содержания волокон или из-за индуцированного предварительного механического напряжения в армирующих волокнах.
Вышеупомянутые изменения в формованных композитных деталях могут приводить к реакции на приложенное поле электромагнитной индукции, которое будет нестабильным на всем протяжении соединяемых контактных поверхностей. Это напрямую влияет на качество получаемого сварного соединения, и изменение качества сварного соединения может быть нежелательным.
Сущность изобретения
Одна задача настоящего изобретения состоит в том, чтобы выполнить улучшенный способ соединения формованных деталей электромагнитной сваркой, в частности, способа, который позволяет обеспечить сварное соединение между формованными деталями с более высоким качеством и надежностью. Другая задача состоит в том, чтобы выполнить устройство, с помощью которого может быть реализован способ.
Изобретение предусматривает для этой цели способ соединения формованных деталей электромагнитной сваркой в соответствии с п. 1 формулы изобретения. Способ содержит перемещение соединительного индуктора вдоль контактных поверхностей формованных деталей, создание электромагнитного поля в восприимчивом к индукции компоненте формованной(ых) детали(ей) для нагрева термически активируемого соединительного средства формованной(ых) детали(ей) до температуры, превышающей температуру плавления соединительного средства, и соединение формованных деталей друг с другом на контактных поверхностях посредством расплавленного соединительного средства, при этом для определения напряженности электромагнитного поля, подходящего для соединения, предварительно перемещают измерительный индуктор вдоль плоскости контакта, создают относительно слабое электромагнитное поле, измеряют напряженность индуцированного поля в формованной(ых) детали(ях), созданного измерительным индуктором, определяют расхождение между измеренной напряженностью поля измерительного индуктора и напряженностью поля, подходящей для соединения, и регулируют напряженность поля, подходящего для соединения, чтобы устранить расхождение.
Относительно слабое электромагнитное поле может незначительно нагревать термически активируемое соединительное средство до температуры измерения.
В варианте осуществления, в котором термически активируемое соединительное средство содержит термопластичную смолу, температура измерения может быть значительно ниже температуры Tg стеклования и/или температуры рекристаллизации смолы. Измеренная напряженность поля, созданного измерительным индуктором, позволяет прогнозировать наиболее подходящие параметры сварки, подходящие для соединения формованных деталей, и способствует получению стабильного качества сварного соединения.
Вариант осуществления способа согласно изобретению содержит непрерывное определение расхождения вдоль контактных поверхностей. Напряженность поля, подходящая для соединения, может поддерживаться постоянной вдоль сварного соединения или при необходимости может регулироваться на месте. Когда расхождение (значение расхождения) равно нулю или приблизительно равно нулю в определенной позиции, напряженность поля в этой позиции может совсем не регулироваться или незначительно регулироваться.
В эффективном варианте осуществления способа согласно изобретению регулировка напряженности поля, подходящей для соединения, с целью минимизации расхождения, выполняется непрерывно вдоль контактных поверхностей и более предпочтительно в нескольких позициях перемещения вдоль контактных поверхностей, на которых величина расхождения была определена как ненулевая.
Другой вариант осуществления изобретения относится к способу, в котором измерительный индуктор перемещают вдоль контактных поверхностей перед соединительным индуктором. В данном варианте измерительный индуктор и соединительный индуктор являются отдельными индукторами, и информация, полученная от измерительного индуктора, используется для управления соединительным индуктором, в частности, напряжением электромагнитного поля, подходящего для соединения.
В другом варианте осуществления способа согласно изобретению измерительный индуктор и соединительный индуктор являются одним и тем же индуктором. В таком варианте индуктор сначала используется в качестве измерительного индуктора для «восприятия» соединяемых контактных поверхностей формованных деталей, после чего его перемещают вдоль траектории в пределах контактных поверхностей. Этот же индуктор затем используется для фактической сварки в качестве соединительного индуктора, при этом напряженность поля адаптируется в зависимости от расхождений, определенных измерительным индуктором.
Другой вариант осуществления изобретения относится к способу, в котором измерительный индуктор и соединительный индуктор являются отдельными индукторами и их одновременно перемещают вдоль контактных поверхностей. Данный вариант осуществления позволяет регулировать напряженность поля, подходящую для мгновенного соединения, что означает прямую реакцию на расхождение, измеренное измерительным индуктором.
Расстояние между измерительным и соединяющим индукторами вдоль траектории сварки может быть выбрано в зависимости от обстоятельств. В случае, если соединительный и измерительный индукторы расположены относительно близко друг к другу, электромагнитные поля, создаваемые обоими индукторами, могут влиять друг на друга. В предпочтительном варианте влияние соединительного индуктора на сигнал измерительного индуктора корректируется путем количественной оценки эффекта путем измерения ненагруженной базовой линии, после чего значение смещения, полученное при измерении базовой линии, вычитается из результата измерения реакции во время фактической сварки при соединении. Это позволяет выполнить количественную оценку реакции на индукцию в любой позиции, после чего можно определить оптимальные настройки сварки с помощью заданного соотношения.
Вариант осуществления изобретения предусматривает способ, в котором измерительный индуктор содержит излучающий индуктор, создающий электромагнитное поле, и приемный индуктор, измеряющий напряженность поля, созданного измерительным индуктором в формованной(ых) детали(ях). Излучающий индуктор создает относительно слабое электромагнитное поле, которое вызывает возникновение вихревых токов в формованных деталях. С другой стороны, приемный индуктор измеряет вихревые токи, возникающие в формованных деталях. Излучающий и приемный индукторы могут размещаться по отдельности или могут быть размещены в одном и том же корпусе. В случае, если излучающий и приемный индукторы расположены относительно близко друг к другу, электромагнитное поле, создаваемое излучающим индуктором, может влиять на измерение приемным индуктором. В предпочтительном варианте влияние излучающего индуктора на сигнал, принятый приемным индуктором, корректируется путем количественной оценки эффекта с помощью измерения ненагруженной базовой линии, после чего значение смещения, полученное при измерении базовой линии, вычитается из результата измерения реакции приемного излучателя во время зондирования.
Способ согласно изобретению содержит количественную оценку реакции на вихревые токи до фактической электромагнитной сварки формованных деталей для их соединения вдоль контактных поверхностей с использованием относительно слабых индукционных полей. С помощью этой реакции можно прогнозировать то, какие параметры сварки для любой формованной (композитной) детали являются правильными, чтобы получить потенциально хорошее качество сварки. Способ выполняется путем запуска измерительного индуктора, такого как измерительная катушка, перед запуском фактической сварочной катушки для соединения, в результате чего измерительная катушка количественно определяет величину реакции.
Напряженность поля, созданного измерительным индуктором, можно измерить напрямую или можно измерить с помощью другого параметра. Например, можно измерить повышение температуры, вызванное приложенным электромагнитным полем. Выработанная температура может быть определена напрямую в сварном шве и/или косвенно на внешней стороне свариваемых деталей. Этот подход может нуждаться в улучшении, так как возникающее повышение температуры по определению отстает от изменений параметров сварки.
Другой вариант осуществления способа согласно изобретению содержит измерение напряженности поля, создаваемого измерительным индуктором в формованной(ых) детали(ях), путем измерения электрических токов, вызванных коротким замыканием на краях формованной(ых) детали(ей). Этот так называемый краевой эффект известен как таковой, и во время сварки генерируемые вихревые токи можно было бы напрямую количественно определить путем измерения этого краевого эффекта. Краевой эффект можно свести к минимуму, обеспечив электропроводный материал вокруг или вдоль зоны сварки, при необходимости в сочетании с токоприемниками, известными как таковые.
Измерение напряженности создаваемого электромагнитного поля в виде вихревых токов выполняется измерительным индуктором. Однако другой вариант содержит дополнительное измерение напряженности поля, создаваемого соединительным индуктором в формованной(ых) детали(ях), и определение расхождения между измеренной напряженностью поля соединительного индуктора и напряженностью поля, подходящей для соединения. Данный вариант позволяет осуществлять контроль качества в том смысле, что отбраковываются соединенные детали, для которых расхождение между измеренной напряженностью поля соединительного индуктора и напряженностью поля, подходящей для соединения, превышает определенное заданное пороговое значение, или допускается регулировка напряженности поля на технологической линии, чтобы гарантировать, что напряженность поля, подходящая для соединения, всегда является гарантированной.
Все измерения генерированной напряженности поля предпочтительно также относятся к мощности, необходимой для генерирования такой напряженности поля.
Электромагнитная сварка формованных деталей в соответствии с изобретением может содержать предоставление пресс-формы, размещение по меньшей мере двух формованных деталей для соединения в пресс-форме, при этом контактные поверхности между формованными деталями содержат термически активируемое соединительное средство и восприимчивый к индукции компонент, активацию соединительного средства путем нагрева восприимчивого к индукции компонента с помощью индуктора, при этом индуктор может быть расположен за пределами пресс-формы, и сжатия формованных деталей вместе в конфигурации, определяемой пресс-формой, при этом формованные детали соединяются посредством термически активируемого соединительного средства.
Индуктор типично содержит электрический проводник, который при подаче на него переменного напряжения создает электромагнитное поле. Электромагнитное поле может иметь любую известную форму, например, спиральную форму или по существу цилиндрическую форму в направлении сварки. Использование по существу цилиндрического электромагнитного поля в направлении сварки обеспечивает очень управляемый, равномерный и целенаправленный нагрев, поэтому перегрев предотвращается настолько, насколько это возможно. Перегрев может привести к ухудшению качества материала и тем самым вызвать нежелательное ослабление конструкции. Другие индукторы содержат множество обмоток, которые создают электромагнитное поле в форме тора. При использовании такого известного индуктора с направлением, перпендикулярным к индуктору, в качестве направления индукции, создается профиль распределения температур, в котором в центре возникает относительно холодная зона. С другой стороны, цилиндрическое электромагнитное поле создает гораздо более благоприятный профиль нагрева, который обеспечивает равномерный нагрев. Кроме того, цилиндрическое электромагнитное поле можно сделать очень узким, шириной до 10-20 мм. В полях в форме тора такая ширина не может быть реализована в сочетании с необходимыми тепловыделением и проникновением.
Электромагнитное поле индуктора может достигать контактных поверхностей между формованными деталями напрямую, через секции формованной(ых) детали(ей) и/или через стенку пресс-формы. Заявленный способ позволяет быстро и эффективно реализовать высококачественное сварное соединение или шов между формованными деталями, причем полученное соединенное изделие имеет особенно хорошую механическую несущую способность.
Одна или несколько формованных деталей предпочтительно выполнены из термопластичного материала, который можно сваривать путем плавления, хотя также можно предусмотреть размещение термопластичного материала или термически активируемого клея только на контактной поверхности между формованными деталями в качестве термического соединительного средства.
Восприимчивые к индукции компоненты обычно содержат электропроводный компонент, такой как металл и/или углеродное волокно. Пресс-форма и другие компоненты, которые расположены в непосредственной близости от индуктора и не должны нагреваться, предпочтительно по существу свободны от восприимчивых к индукции компонентов или экранированы от индукционного поля подходящим экранирующим материалом, при этом электрически изолирующие, но теплопроводящие компоненты, такие как керамический материал, рекомендуется использовать для отвода тепла от контактной поверхности прилегающей формованной детали во время сварки. В такой пресс-форме электромагнитное поле может быть в дальнейшем приложено в желаемом месте через стенку пресс-формы.
В данном способе предпочтительно формованные детали из термопластика обычно снабжены электропроводным компонентом, например, металлической сеткой, или этот компонент расположен между формованными деталями. Токи Фуко или вихревые токи индуцируются в электропроводном компоненте с помощью флуктуирующего электромагнитного поля, которое генерируется индуктором, питаемым переменным током от генератора. Благодаря нескольким механизмам нагрева, таким как эффект Джоуля, нагрев на стыке волокна и диэлектрический гистерезис, эти токи Фуко генерируют тепло, необходимое для плавления термопластичного материала и/или активации соединительных средств. При перемещении индуктора вдоль контактных поверхностей формованные детали из термопластика взаимно соединяются поверх их контактной поверхности. Индуктор можно направлять по контактной поверхности, например, посредством руки робота или линейной направляющей для того, чтобы осуществить соединение.
Для целей нагрева восприимчивый к индукции компонент должен находиться в тепловом контакте с термически активируемым соединительным средством. Это можно выполнить, например, путем смешивания восприимчивого к индукции компонента и соединительного средства.
Вариант, в котором соединительный индуктор расположен за пределами пресс-формы, и электромагнитное поле индуктора достигает контактной поверхности между формованными деталями через стенку формы, позволяет во время сварки соединять формованные детали вместе под давлением с помощью пресс-формы. В других вариантах давление можно прикладывать после индукционного нагрева формованных деталей для соединения.
Сжатие формованных деталей может происходить с использованием средств, известных из уровня техники, таких как пневматические или гидравлические прессы и ролики. Давление предпочтительно прикладывают к пресс-форме на стороне формы, не являющейся индуктором, другими словами, на той стороне пресс-формы, где не расположен индуктор. Стенка пресс-формы предпочтительно снабжена углублением в позиции контактной поверхности, другими словами над позицией сварки. Такое углубление позволяет перемещать индуктор ближе к контактной поверхности, благодаря чему нагрев может происходить с большей точностью, и при этом также требуется меньшая мощность. Чтобы давление на формованные детали для соединения было как можно большим в месте позиции сварки, предпочтительно делать ширину углубления как можно меньшей и предпочтительно такой, чтобы она почти не превышала ширину индуктора. Чтобы получить максимально возможное давление, стенка в месте углубления изготавливается из материала с высокой жесткостью.
В зависимости от используемых материалов, в частности, от чувствительного к индукции компонента и расстояния индуктора от этого компонента, подходящую мощность и частоту можно определить в результате реакции измерительного индуктора. Частота определяет, среди прочего, проникающую способность электромагнитного поля; электрическая мощность индуктора определяет напряженность флуктуирующего электромагнитного поля и, следовательно, степень тепла, выделяемого в восприимчивом к индукции компоненте.
Предпочтительно, если термически активируемое соединительное средство содержит термопластичный пластик. Термопластичные пластики можно легко соединить путем плавления. Кроме того, термопластичный пластик легко смешать с чувствительным к индукции компонентом, таким как металлическая сетка или углеродные волокна. Примерами особенно подходящих термопластов являются полипропилен, полиамид, полиэфиримид, полиэфиркетонекетон, полиэфирэфиркетон и полифениленсульфид, хотя этот способ в принципе подходит для любого термопластика.
Компонент, нагреваемый за счет индукции, предпочтительно содержит углеродные волокна и/или металл. Эти материалы можно легко нагреть за счет индукции, а также они, помимо электропроводности, обладают хорошей теплопроводностью, благодаря чему выделяемое тепло хорошо распределяется. Рекомендуются углеродные волокна, включенные в термопластичный пластик, так как углеродные волокна также улучшают прочность материала. В другом предпочтительном варианте осуществления способа компонент, нагреваемый за счет индукции, содержит ферромагнитные или углеродные наночастицы.
В способе согласно изобретению, как пресс-форма, так и индуктор могут быть неподвижными. Это может быть подходящим, например, для соединения относительно небольшой части контактных поверхностей формованных деталей. В предпочтительном варианте индуктор перемещают вдоль траектории относительно контактных поверхностей, поэтому соединительное средство активируется в заданной части контактных поверхностей. Кроме того, можно также удерживать индуктор неподвижным и перемещать пресс-форму с формованными деталями.
Для применения в способе согласно изобретению индуктор подключен к генератору переменного тока, при этом генератор переменного тока электрически соединен с электрическим соединительным средством индуктора. Используемые частоты обычно лежат в диапазоне от 0,1 до 10 МГц.
В другом предпочтительном варианте индукционная часть снабжена по меньшей мере одним подающим каналом, приспособленным для прохождения охлаждающей среды. Таким образом, температура индукционной части может поддерживаться постоянной во время использования, что также благоприятно для электрического сопротивления индуктора. Охлаждающая среда предпочтительно представляет собой жидкость, такую как вода, с высокой теплоемкостью. Индукционная часть может представлять собой, например, изогнутую металлическую трубу желаемой формы, через которую перекачивается охлаждающая среда, в то время как электромагнитное поле наводится через металл самой трубки с помощью переменного напряжения.
Изобретение также предусматривает устройство для соединения формованных деталей электромагнитной сваркой. Устройство согласно изобретению содержит средство для перемещения соединительного индуктора вдоль контактных поверхностей формованных деталей, средство для создания электромагнитного поля в восприимчивом к индукции компоненте формованной(ых) детали(ей) для нагрева термически активируемого соединительного средства формованной(ых) детали(ей) до температуры выше температуры плавления соединительного средства и средство для соединения формованных деталей друг с другом на контактных поверхностях с помощью расплавленного соединительного средства, дополнительно устройство содержит измерительный индуктор, выполненный с возможностью определения напряженности электромагнитного поля, подходящего для соединения, и содержащего средство для создания относительно слабого электромагнитного поля для незначительного нагрева термически активируемого соединительного средства до температуры измерения, средство для измерения напряженности поля, создаваемого измерительным индуктором в формованной(ых) детали(ях), средство для определения расхождения между измеренной напряженностью поля измерительного индуктора и напряженностью поля, подходящей для соединения, и средство для регулировки напряженности поля, подходящей для соединения, чтобы устранить расхождение. Способ согласно изобретению может быть успешно реализован с помощью такого устройства.
Варианты осуществления изобретения, описанные в данной патентной заявке, могут быть объединены в любую возможную комбинацию этих вариантов осуществления, и каждый вариант осуществления может по отдельности образовывать предмет изобретения выделенной патентной заявки.
Краткое описание чертежей
Теперь изобретение будет объяснено со ссылкой на приведенные ниже фигуры, но не ограничиваясь ими. На чертежах:
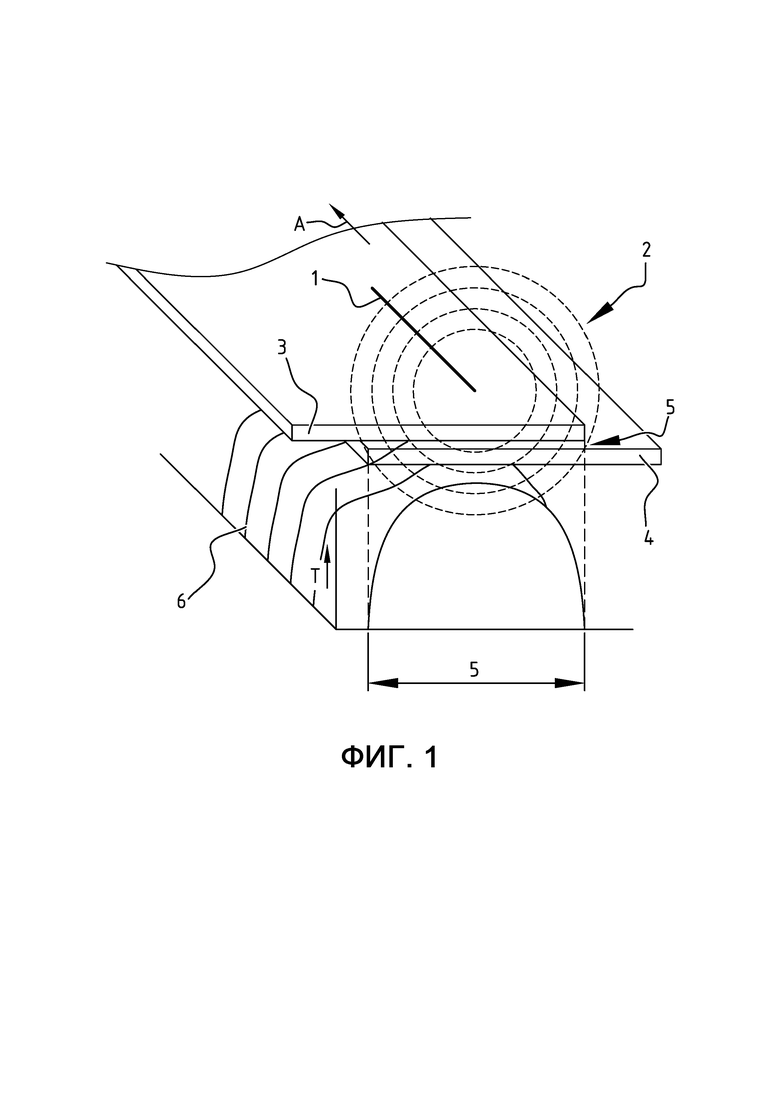
на фиг. 1 схематично показан способ соединения двух формованных деталей электромагнитной сваркой согласно уровню техники;
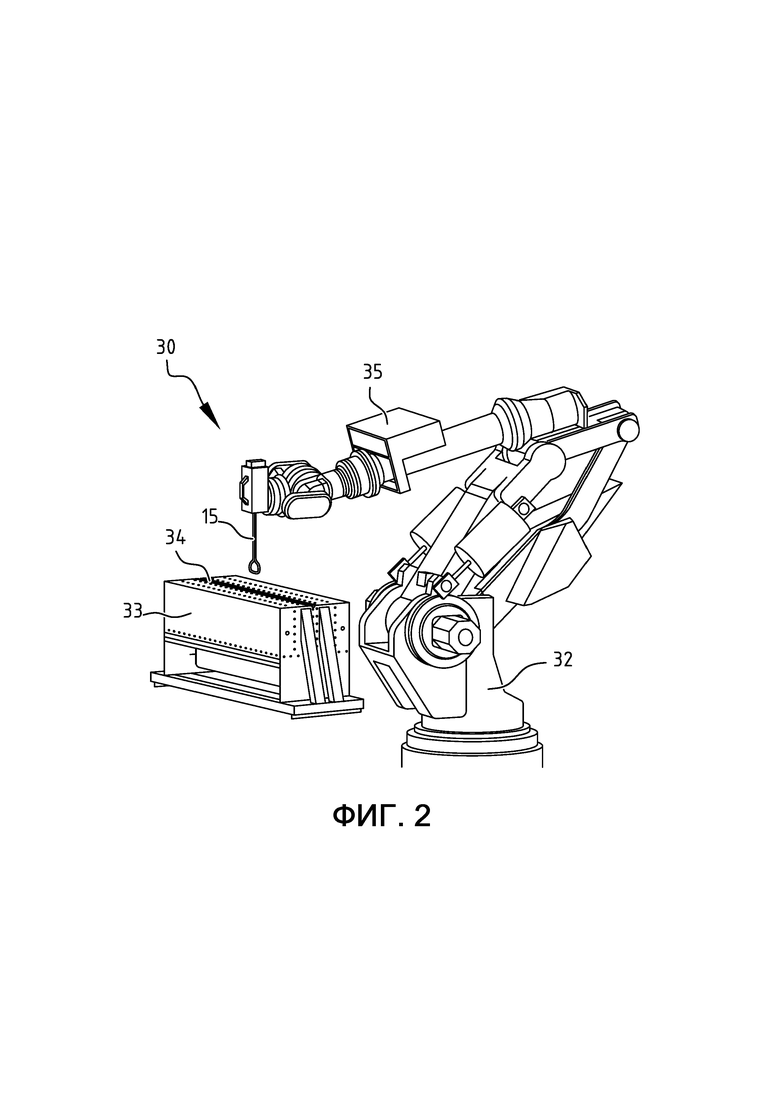
на фиг. 2 схематично показано сварочное устройство согласно одному варианту осуществления изобретения;
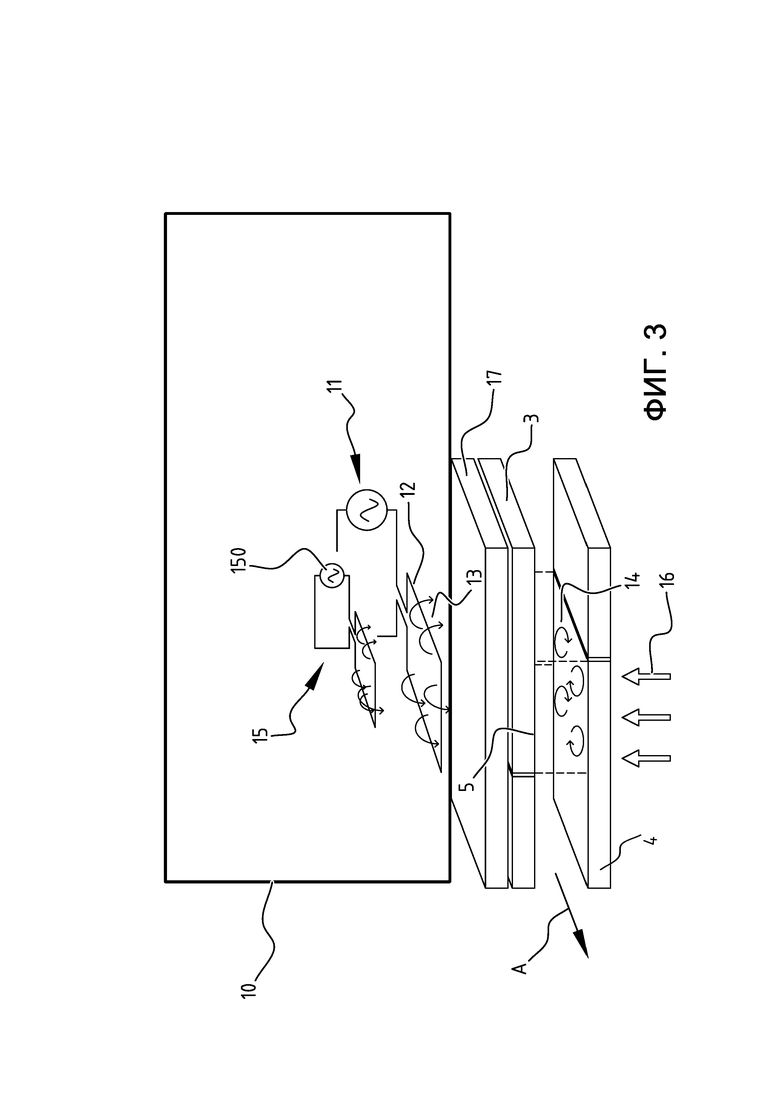
на фиг. 3 схематично показан способ соединения двух формованных деталей электромагнитной сваркой согласно варианту осуществления изобретения;
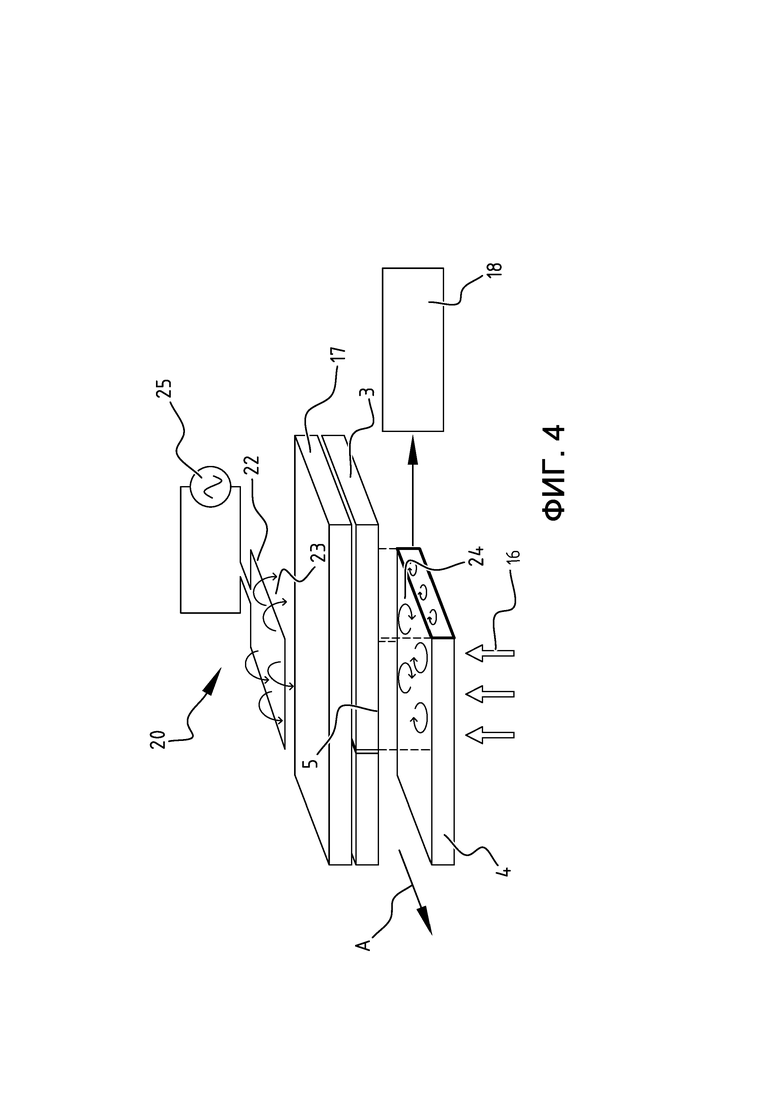
на фиг. 4 схематично показан способ соединения двух формованных деталей электромагнитной сваркой согласно другому варианту осуществления настоящего изобретения; и
на фиг. 5 и 6 схематично показан способ соединения двух формованных деталей электромагнитной сваркой согласно другим вариантам осуществления изобретения.
Подробное описание вариантов осуществления изобретения
На фиг. 1 показан линейный индуктор 1, который создает круговое электромагнитное поле 2 посредством приложения переменного тока с частотой, подходящей для электромагнитной сварки с подходящей мощностью. Первая формованная деталь 3 и вторая формованная деталь 4 приведены во взаимный контакт вдоль контактных поверхностей в этом электромагнитном поле 2. Формованные детали выполнены из термопластичной смолы, армированной углеродными волокнами. Под действием электромагнитного поля 2 локально в углеродных волокнах выделяется тепло, в результате чего термопластичная смола нагревается до температуры, превышающей ее температуру плавления. Путем сдавливания с помощью средств прессования (не показаны) можно соединить таким образом термически активируемые термопластичные формованные детали 3, 4 на контактной поверхности 5, при этом соединение на контактной поверхности 5 становится неразъемным после охлаждения формованных деталей 3, 4. Кроме того, на фигуре показана температурная диаграмма на контактной поверхности во время нагрева, на которой изображена зависимость относительной температуры T от позиции на контактной поверхности 5. Третье направление 6 определяет направление, в котором индукционная катушка 1 перемещается во время сварки. Температурная диаграмма показывает, что электромагнитное поле 2 с постоянной напряженностью может вызывать неравномерный нагрев на контактной поверхности 5, при этом на контактной поверхности 5 наблюдается более или менее параболическое изменение температуры. Показанное изменение может быть также вызвано изменением свойств в формованных деталях (3, 4). Более того, температурная диаграмма также показывает изменение в направлении 6, которое соответствует направлению перемещения индукционной катушки 1, то есть направлению сварки A. Из-за этого относительно неравномерного нагрева формованных деталей (3, 4) степень соединения двух деталей также может быть неравномерной, что может означать снижение механической несущей способности сваренной или соединенной сборки из деталей 3 и 4. Неравномерность нагрева может привести к появлению участков формованных деталей, которые термически разрушены из-за локального перегрева и/или локальной неполной взаимной адгезии формованных деталей (3, 4). Обычно это нежелательно, и способ согласно изобретению обеспечивает решение этой проблемы.
На фиг. 3 показан вариант в соответствии с изобретенным способом. С помощью этого способа формованные детали (3, 4) можно соединить электромагнитной сваркой. В варианте, показанном на фиг. 3, измерительный индуктор 10 перемещается вдоль контактной поверхности между двумя формованными деталями (3, 4), которые прижимают друг к другу давлением 16. Следует отметить, что на фигурах показан покомпонентный вид. Радиатор 17 может быть предусмотрен во избежание перегрева. Измерительный индуктор 10 содержит излучающий индуктор 11, индукционная катушка 12 которого создает относительно слабое электромагнитное поле 13. Это поле 13 вызывает возникновение вихревых токов 14 в формованных деталях (3, 4), в частности, на их контактной поверхности 5. Приемный индуктор 15 измерительного индуктора 10 измеряет напряженность поля, создаваемого излучающим индуктором 11 в формованных деталях (3, 4), в виде показания 150 ненулевого напряжения. Для каждой позиции вдоль направления или линии сварки A определяется расхождение между напряженностью поля, измеренной приемным индуктором 15 измерительного индуктора 10, и напряженностью поля, подходящей для соединения. Напряженность поля, подходящая для соединения, представляет собой напряженность поля, которая создает оптимальный температурный профиль на контактной поверхности 5 соединяемых формованных деталей (3, 4). Оптимальный температурный профиль представляет собой профиль с минимальным отклонением от заданной постоянной температуры сварки. Желаемая постоянная температура сварки зависит от ряда изменяемых величин, которые относятся к свойствам материалов формованных деталей.
На фиг. 4 показан вариант, в котором фактическая сварка для соединения выполняется по отдельности, то есть после того, как измерительный индуктор выполнит свое соответствующее действие. Показанный способ включает в себя перемещение соединительного индуктора 20 вдоль контактной поверхности 5 формованных деталей (3, 4) и вдоль той же самой траектории в направлении сварки A, по которой ранее перемещался измерительный индуктор 10. Формованные детали (3, 4) прижимают друг к другу давлением 16. Соединительный индуктор 20 имеет индукционную катушку 22, которая генерирует электромагнитное поле 23. Это поле 23 вызывает возникновение вихревых токов 24 в формованных деталях (3, 4), в частности, на их контактной поверхности 5. Вихревые токи 24 вызывают нагрев термопластичной смолы, присутствующей в формованных деталях (3, 4), по меньшей мере внутри и вокруг контактной поверхности 5. Этот нагрев вызывает повышение температуры внутри формованных деталей (3, 4), по меньшей мере внутри и вокруг контактной поверхности 5, до температуры соединения, которая выше температуры плавления термопластичной смолы формованной детали или деталей. Для каждой позиции вдоль направления или линии сварки A напряженность поля, подходящая для соединения, регулируется таким образом, чтобы устранить ранее определенное расхождение между напряженностью поля, измеренной приемным индуктором 15 измерительного индуктора 10, и напряженностью поля, подходящей для соединения. Это может быть сделано путем изменения мощности или напряжения 25, подаваемого на катушку 22 соединительного индуктора 20. Эта постоянная регулировка напряженности поля электромагнитных волн, создаваемых соединительным индуктором 20 вдоль траектории сварки, приводит к более постоянному уровню повышения температуры в формованных деталях (3, 4) по меньшей мере внутри и вокруг их контактной поверхности 5. Это приводит к сварке с лучшим и более стабильным качеством.
Вариант осуществления изобретения, показанный на фиг. 4, дополнительно содержит измерение краевого эффекта во время сварки формованных деталей (3, 4). Измерение краевого эффекта может выполняться датчиком 18, который измеряет электрические токи на краях формованной детали 4. Это позволяет точно регулировать напряженность электромагнитного поля, генерированного соединительным индуктором 20 при перемещении вдоль линии сварки A, для того чтобы в дальнейшем устранить расхождение и избежать колебаний напряженности поля и температуры.
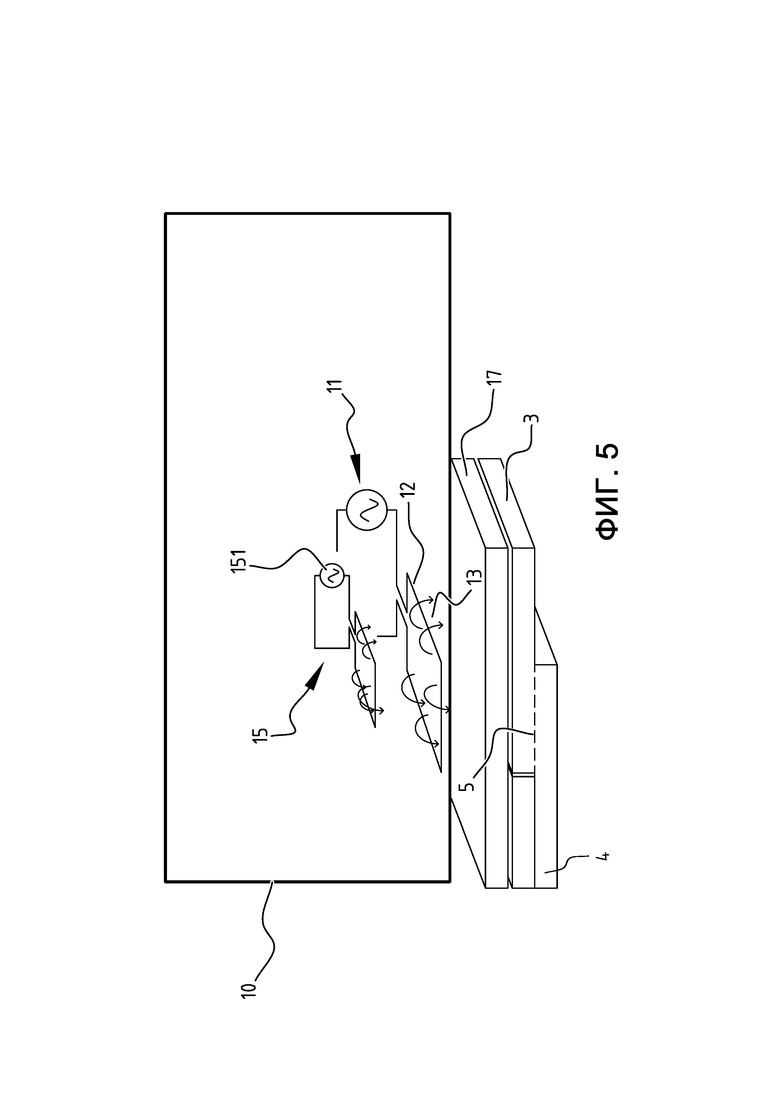
На фиг. 5 показан другой вариант осуществления способа согласно изобретению, в котором измерительный индуктор 10 снова перемещается поверх формованных деталей (3, 4), которые были соединены электромагнитной сваркой, например, как описано выше. Измерительный индуктор 10 предпочтительно перемещается вдоль траектории сварки, то есть вдоль линии сварки A. Приемный индуктор 15 измерительного индуктора 10 снова измеряет напряженность поля, создаваемую излучающим индуктором 11 в сборке из соединенных формованных деталей (3, 4), в виде показания 151 ненулевого напряжения. Это показание 151, вероятно, будет отличаться от показания 150, полученного для несоединенных формованных деталей (3, 4). Ряд показаний 151 может использоваться как средство для дополнительного контроля качества.
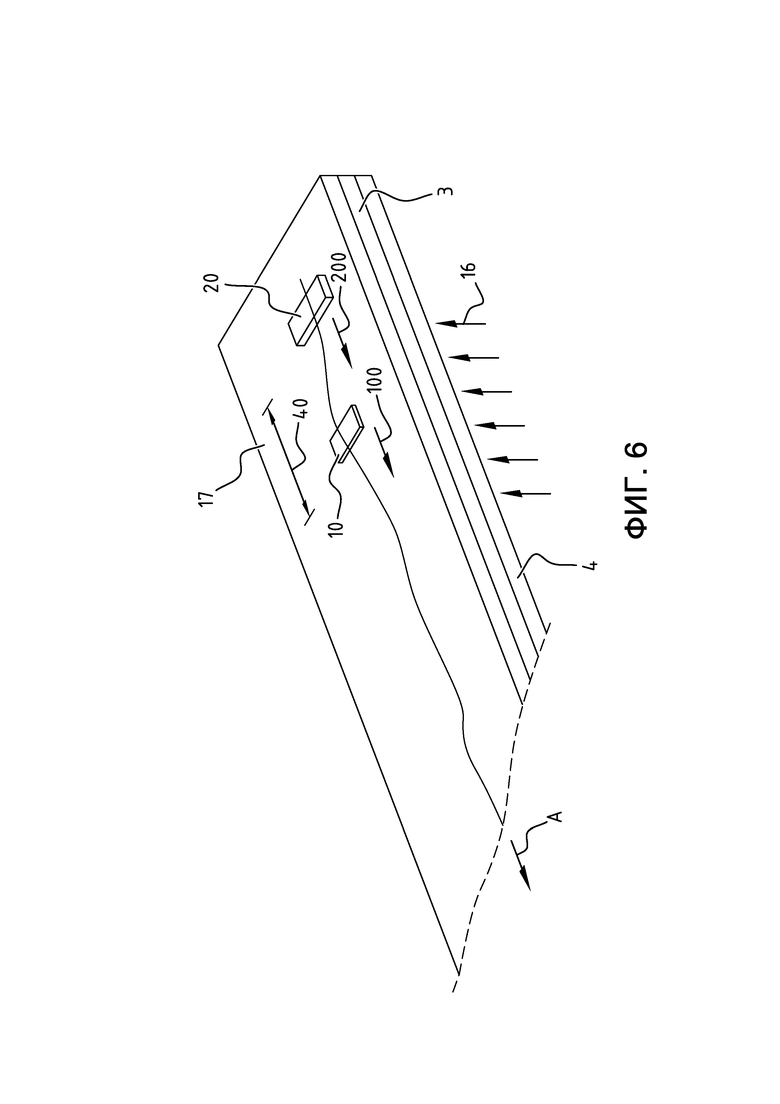
Как показано на фиг. 6, другой вариант предусматривает перемещение измерительного индуктора 10 одновременно с соединительным индуктором 20, но немного впереди него, вдоль линии сварки A. Оба индуктора (10, 20) перемещаются по стрелкам (100, 200) вдоль линии сварки А, но на расстоянии 40 друг от друга. Следует отметить, что линия сварки A не ограничена прямой линией, и линия сварки может иметь любую траекторию, даже извилистую или прерывистую.
Наконец, на фиг. 2 показано сварочное устройство 30, снабженное соединительным индуктором 15. Индуктор 15 может направляться промышленным шестиосевым роботом 32 вдоль линии сварки, которая может быть заранее запрограммированной траекторией, чтобы добиться желаемого сварного соединения. В этом случае формованные детали для сварки (как показано на фиг. 3-6) могут быть закреплены и сжаты в пресс-форме 33, изготовленной для этой цели. Пресс-форма 33 может быть снабжена углублением 34, через которое индуктор 15 может перемещаться близко к формованным деталям для сварки. Индуктор 15 может быть подключен к генератору 35 переменного тока, установленному на роботе 32, с целью генерирования электромагнитного поля. Напряженность электромагнитного поля изменяется вдоль линии сварки для того, чтобы по меньшей мере частично компенсировать колебания температуры, которые могут возникнуть в плоскости контакта формованных деталей вдоль линии сварки и которые определены с помощью измерительного индуктора в соответствии с любым из вариантов осуществления изобретения, раскрытых в настоящей заявке.
Предложен способ соединения формованных деталей электромагнитной сваркой. Соединительный индуктор перемещают вдоль контактных поверхностей формованных деталей, создают электромагнитное поле в восприимчивом к индукции компоненте формованной(ых) детали(ей) для нагрева термически активируемого соединительного средства формованной(ых) детали(ей) до температуры выше температуры плавления соединительного средства. Напряженность электромагнитного поля, подходящего для соединения, определяют путем предварительного перемещения измерительного индуктора вдоль плоскости контакта, создания относительно слабого электромагнитного поля для незначительного нагрева термически активируемого соединительного средства до температуры измерения, измерения напряженности поля, создаваемой измерительным индуктором в формованной(ых) детали(ях), определения расхождения между измеренной напряженностью поля измерительного индуктора и напряженностью поля, подходящей для соединения, и регулировки напряженности поля, подходящей для соединения, чтобы устранить расхождение. Кроме того, предложено также устройство для осуществления способа. Группа изобретений обеспечивает повышение качества получаемых изделий. 2 н. и 11 з.п. ф-лы, 6 ил.
1. Способ соединения формованных деталей электромагнитной сваркой, включающий перемещение соединительного индуктора вдоль контактных поверхностей формованных деталей, создание электромагнитного поля в компоненте формованной(ых) детали(ей), восприимчивом к индукции, для нагрева термически активируемого соединительного средства формованной(ых) детали(ей) до температуры, превышающей температуру плавления соединительного средства, и соединение формованных деталей друг с другом на контактных поверхностях с помощью расплавленного соединительного средства, при этом для определения напряженности электромагнитного поля, подходящего для соединения, предварительно перемещают измерительный индуктор вдоль плоскости контакта, создают относительно слабое электромагнитное поле, измеряют напряженность поля, создаваемого измерительным индуктором в формованной(ых) детали(ях), определяют расхождение между измеренной напряженностью поля измерительного индуктора и напряженностью поля, подходящей для соединения, и регулируют напряженность поля, подходящую для соединения, чтобы устранить указанное расхождение.
2. Способ по п. 1, в котором указанное расхождение определяют в нескольких позициях перемещения вдоль контактных поверхностей.
3. Способ по п. 2, в котором указанную регулировку напряженности поля, подходящей для соединения, чтобы устранить указанное расхождение, выполняют непрерывно вдоль контактных поверхностей.
4. Способ по любому из пп. 1-3, в котором измерительный индуктор перемещают вдоль контактных поверхностей перед соединительным индуктором.
5. Способ по п. 4, в котором измерительный индуктор и соединительный индуктор являются одним и тем же индуктором.
6. Способ по п. 4, в котором измерительный индуктор и соединительный индуктор разделены и их одновременно перемещают вдоль контактных поверхностей.
7. Способ по любому из пп. 1-6, в котором измерительный индуктор содержит излучающий индуктор, создающий электромагнитное поле, и приемный индуктор, измеряющий напряженность поля, созданного измерительным индуктором в формованной(ых) детали(ях).
8. Способ по п. 7, в котором учитывают влияние излучающего индуктора на измеренную приемным индуктором напряженность поля, созданного измерительным индуктором в формованной(ых) детали(ях).
9. Способ по любому из пп. 1-8, в котором измеряют напряженность поля, создаваемого измерительным индуктором в формованной(ых) детали(ях), путем измерения электрических токов, вызванных коротким замыканием на краях формованной(ых) детали(ей).
10. Способ по любому из пп. 1-9, в котором указанный индуктор содержит линейный индукционный сегмент, который создает по существу цилиндрическое электромагнитное поле.
11. Способ по любому из пп. 1-10, в котором указанное термически активируемое соединительное средство содержит термопластичный пластик.
12. Способ по любому из пп. 1-11, в котором указанный восприимчивый к индукции компонент выбирают из группы, включающей углеродные волокна, металлические частицы, ферромагнитные частицы и их комбинации.
13. Устройство для соединения формованных деталей электромагнитной сваркой, содержащее средство для перемещения соединительного индуктора вдоль контактных поверхностей формованных деталей, средство для создания электромагнитного поля в восприимчивом к индукции компоненте формованной(ых) детали(ей) для нагрева термически активируемого соединительного средства формованной(ых) детали(ей) до температуры, превышающей температуру плавления соединительного средства, и средство для соединения формованных деталей друг с другом на контактных поверхностях с помощью расплавленного соединительного средства, при этом указанное устройство также содержит измерительный индуктор, выполненный с возможностью определения напряженности электромагнитного поля, подходящего для соединения, и содержит средство для создания относительно слабого электромагнитного поля для незначительного нагрева указанного термически активируемого соединительного средства до температуры измерения, средство для измерения напряженности поля, создаваемого измерительным индуктором в формованной(ых) детали(ях), средство для определения расхождения между измеренной напряженностью поля измерительного индуктора и напряженностью поля, подходящей для соединения, и средство для регулировки напряженности поля, подходящей для соединения, чтобы устранить указанное расхождение.
| US 5573613 A, 12.11.1996 | |||
| ЛИТЕЙНАЯ МАШИНА ДЛЯ ПОЛУЧЕНИЯ ВЕРТИКАЛЬНОЙ НЕПРЕРЫВНОЙ ЗАГОТОВКИ В МАГНИТНОМ ПОЛЕ И СПОСОБ ОХЛАЖДЕНИЯ ЗАГОТОВКИ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 1993 |
|
RU2113931C1 |
| ПЛАСТМАССОВОЕ МНОГОСЛОЙНОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ПУТЕМ СВАРКИ В ЭЛЕКТРОМАГНИТНОМ ПЕРЕМЕННОМ ПОЛЕ | 2006 |
|
RU2428312C2 |
| US 5786576 A, 28.07.1998 | |||
| US 2014110054 A1, 24.04.2014. | |||

