Область техники, к которой относится изобретение
Настоящее изобретение относится к препрегам, включающим волокна и термореактивную смолу, которые собирают в листовой пакет с получением ламината, а затем вулканизуют с получением композиционного материала. В частности, настоящее изобретение предусматривает использование термопластичного покровного материала или другого легкого структурированного термопластичного материала в межлистовых зонах ламината.
Известный уровень техники
Композиционные материалы обладают хорошо подтвержденными преимуществами по сравнению с традиционными конструкционными материалами, особенно в обеспечении отличных механических свойств при очень низкой плотности материала. Как результат, применение данных материалов повсеместно увеличивается, а их области применения охватывают от «промышленных» и «товаров для спорта и отдыха» до высокотехнологичных компонентов аэрокосмического назначения.
В производстве данных композиционных материалов широко применяются препреги, включающие слой волокна, пропитанного смолой, такой как эпоксидная смола. Обычно ряд слоев данных препрегов «укладывают» желательным образом и полученный ламинат отверждают, обычно под воздействием повышенных температур, с получением отвержденного композитного ламината.
Однако хотя данные отвержденные материалы обладают рядом очевидных преимуществ, уже давно известно, что у них может быть низкая ударная прочность и они склонны к расслаиванию. Это особенно характерно для тех случаев, когда используют системы эпоксидных смол, которые, как известно, образуют отвержденные системы с низкой прочностью.
Широко используемый метод повышения прочности таких структур предназначен для ламината из множества слоев волокнистого препрега, чередующихся со слоями смолы. Обычно данные промежуточные слои из смолы также включают распределенные частицы термопластичного агента повышения прочности. Показано, что такое расположение способствует увеличению прочности ламината без ухудшения других свойств ламината.
Ламинаты, которые имеют чередующиеся слои, прочность которых повышена частицами термопласта, обычно отверждают в условиях автоклава, где обычно действуют высокие температуры и, что более важно, высокие давления, чтобы обеспечить получение отвержденных ламинатов, отвечающих конкретным техническим требованиям к механическим свойствам, необходимых для конструкционных целей.
Широко применяемой альтернативой автоклавному отверждению является так называемый эластичный мешок для вакуумного формования или отверждение вне автоклава. Данный метод предусматривает использование вакуума и основан на атмосферном давлении для прессования ламината в ходе отверждения. Будучи значительно более экономичным, чем автоклавное отверждение, отверждение вне автоклава протекает при максимальном давлении, которое равно атмосферному давлению. Ламинаты, которые имеют промежуточные слои, упрочненные частицами термопласта, обычно не отверждают вне автоклава, так как при отверждении при атмосферном давлении или ниже наблюдается тенденция к образованию ламинатов, которые имеют неприемлемый для многих конструкционных целей уровень физико-механических свойств, включая конструкции аэрокосмического назначения.
Поэтому было бы желательно разработать препрег, который можно было бы использовать для получения ламинатов, которые можно отверждать либо в автоклаве, либо вне его, с получением композитных деталей, обладающих достаточной прочностью, обеспечивающей возможность использования их для конструкционных целей, включая конструкции авиакосмического назначения.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением, предложены неотвержденные ламинаты, в которых неотвержденная термореактивная смола и множество волокнистых слоев объединены таким образом, что волокнистые слои отделены межлистовой зоной, расположенной между соседними волокнистыми слоями. Как отличительный признак настоящего изобретения, один или более слоев структурированного термопластичного полимера, такого как вуаль из термопластичных волокон или другой аналогичный лист с открытой структурой, расположены внутри одной или более межлистовых зон. Слои структурированного термопластичного полимера имеют толщину от 0,5 до 50 микрон и вес на единицу площади от 1 до 20 граммов на квадратный метр.
Применение одного или более слоев структурированного термопластичного полимера в межлистовой зоне не только увеличивает прочность отвержденного ламината, но также обеспечивает ряд преимуществ по сравнению с традиционным применением частиц термопласта в качестве агента увеличения прочности в межлистовой зоне. Например, было установлено, что применение одного или более слоев структурированного термопластичного полимера в качестве агента увеличения прочности в межлистовой зоне позволяет отверждать ламинат при относительно низких давлениях без снижения прочности, как в случае дискретных агентов повышения прочности в межлистовой зоне. Кроме того, два слоя различных структурированных термопластичных полимеров могут быть расположены внутри одной межлистовой зоны и обеспечивать структурную ориентацию различных термопластичных полимеров, что невозможно для смеси статистически ориентированных разнородных частиц. Кроме того, применение структурированных термопластичных полимеров в межлистовой зоне исключает проблемы, связанные с дискретными агентами повышения прочности, которые могут включать некоторые частицы, мигрирующие в ходе отверждения в места как внутри, так и вне межлистовой зоны, где их эффективность может быть снижена.
Изобретение относится к препрегу, который используется для получения неотвержденных ламинатов, где один или более слоев структурированного термопласта расположены внутри межлистовых зон ламината. Данный препрег включает те, в которых волокнистый слой состоит из перемежающихся слоев и находится между слоями структурированного термопласта, и те, в которых один или более слоев структурированного термопластичного полимера расположены с одной стороны от волокнистого слоя.
Изобретение относится к способу получения препрега и методам использования препрега для получения ламината. Кроме того, способы получения отвержденных деталей из препрега и ламинаты, а также конечные отвержденные детали также относятся к данному изобретению.
В одном из аспектов изобретение относится к препрегу, включающему структурный слой из волокон и лист с открытый структурой, препрег импрегнирован отверждаемой смолой, включающей термореактивную смолу.
Данный препрег, взятый отдельно или уложенный вместе с множеством аналогичных препрегов и отвержденный, образует композитный ламинат, имеющий отличные показатели прочности, даже когда использован удобный цикл отверждения вне автоклава, и может также достигать высоких объемов наполнения волокном, требуемых для конструкционных целей.
Усовершенствованные препреги по настоящему изобретению могут быть использованы в различных областях применения, где необходимы легкие, но структурно жесткие ламинаты. Однако они особенно пригодны для применения в аэрокосмической технике, где технические требования являются особенно жесткими.
Рассмотренные выше и многие другие признаки и характерные преимущества настоящего изобретения будут более понятны при рассмотрении следующего подробного описания изобретения в сочетании с прилагаемыми чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
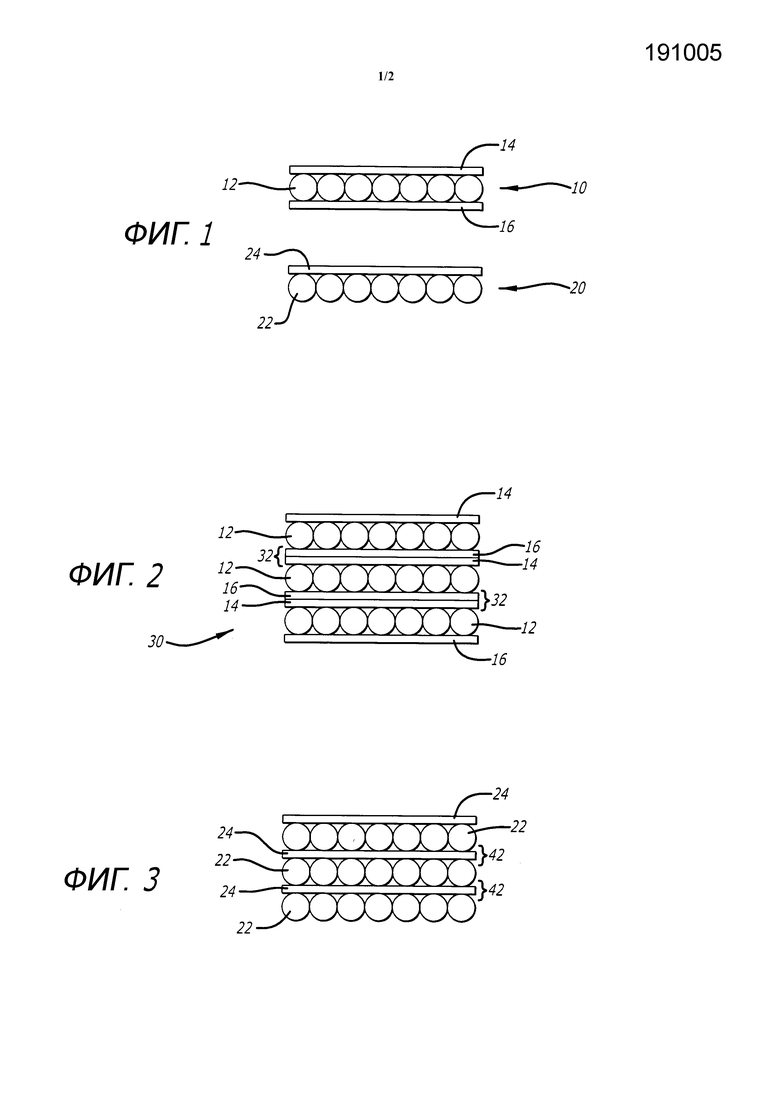
На фиг.1 представлен упрощенный вид в поперечном разрезе двух примеров препрега в соответствии с настоящим изобретением.
На фиг.2 представлен упрощенный вид в поперечном разрезе примера ламината, полученного из одного из препрегов, изображенных на фиг.1.
На фиг.3 представлен упрощенный вид в поперечном разрезе примера ламината, полученного из одного из препрегов, изображенных на фиг.1.
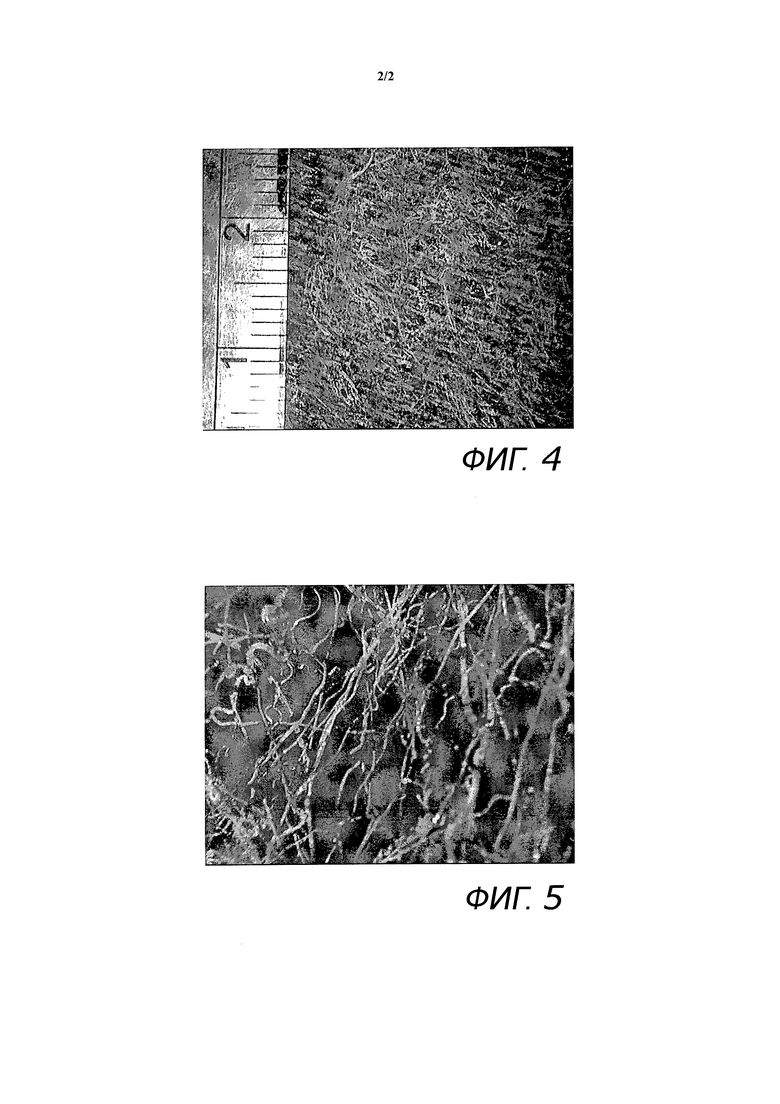
На фиг.4 представлен вид сверху предпочтительного примера термопластичной вуали для использования в межлистовой зоне ламината в соответствии с настоящим изобретением (масштаб = см).
На фиг.5 представлен увеличенный (80Х) вид сверху предпочтительной типичной термопластичной вуали, показанной на фиг.4.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Препрег и ламинаты по настоящему изобретению могут быть использованы вместо существующих препрегов и ламинатов, где частицы термопласта, которые нерастворимы в полимерной матрице, расположены в межлистовой зоне между слоями волокон для повышения сопротивления повреждениям детали из отвержденного композитного материала. Данные препреги и ламинаты используются для получения изделий из композитного материала с повышенной прочностью в межлистовой зоне для конструкционных целей в аэрокосмической отрасли промышленности и для любых иных целей, где требуется высокая структурная прочность и сопротивление повреждениям. Настоящее изобретение включает замену одним или более слоями структурированного термопластичного полимера или листом с открытой структурой в межлистовой зоне ламината частиц термопласта с достижением ряда преимуществ, которые невозможны при использовании частиц термопласта. Соответственно, настоящее изобретение может быть применимо к любому известному способу производства и отверждения, где частицы термопласта расположены в межлистовой зоне ламината в качестве агента повышения прочности.
Структурированные слои термопластичного полимера предпочтительно используют в качестве замены по существу всех (95 процентов по весу или больше) частиц термопласта, которые в противном случае будут помещены в межлистовые зоны ламината. Однако возможны смешанные системы, когда частицы термопласта и слои структурированного термопласта объединены в межлистовой зоне. Предпочтительно основная часть (50 весовых процентов или больше) нерастворимого термопласта в межлистовой зоне будет находиться в форме одного или нескольких структурированных слоев термопластичного полимера.
Упрощенный вид поперечного сечения предпочтительного типичного препрега показан ссылочной позицией 10 на фиг.1. Препрег 10 включает один слой однонаправленных волокон 12, который расположен между двумя слоями структурированного термопластичного полимера, такого как полиамидные вуали 14 и 16. Препрег 10 включает термореактивную смолу, которая может быть заключена как один или более слоев (не показано), или она может быть влита или ей может быть пропитан (импрегнирован) весь или часть препрега 10.
Упрощенный вид поперечного сечения второго предпочтительного примера препрега показан ссылочной позицией 20 на фиг.1. Препрег 20 включает один слой однонаправленных волокон 22 и один слой структурированного термопластичного полимера, такого как полиамидная вуаль 24. Препрег 20 включает термореактивную смолу, которая может быть включена как один или более слоев (не показано), или она может быть влита или ей может быть пропитан весь или часть препрега 20.
Типичный ламинат показан ссылочной позицией 30 на фиг.2, где три слоя препрега 10 сложены с образованием 3-слойного ламината, где существует два структурированных термопластичных полимерных слоя 14 и 16, расположенных в межлистовых зонах 32, расположенных между каждым волокнистым слоем 12. Другой типичный ламинат показан как 40 на фиг.2, где три слоя препрега 20 сложены с образованием 3-слойного ламината, где существует один слой 24 структурированного термопластичного полимера, расположенный в межлистовых зонах 42, расположенных между каждым волокнистым слоем 22. Показано только три слоя на фигурах в демонстрационных целях. Ламинат может включать значительно больше слоев в зависимости от конструкционных параметров конкретной изготавливаемой детали из композитного материала. Кроме того, два или более слоев структурированного термопластичного полимера может быть использовано вместо одиночных структурированных слоев, показанных как 14, 16 и 24. Типичные ламинаты включают от 4 до 200 слоев структурных волокон, где большинство или все слои разделены межлистовым слоем из отверждаемой термореактивной смолы. Подходящие расположения межлистовых зон раскрыты в Европейском патенте ЕР0274899.
Материал, который используется для получения слоев 14, 16 и 24 структурированного термопластичного полимера, должен отвечать ряду критериев, чтобы слои действовали соответствующим образом в качестве замены частиц нерастворимого термопласта, который ранее использовали в межлистовых зонах. Структурированные полимерные слои могут быть сделаны из тех же термопластических полимеров, что использованы для получения повышающих прочность частиц термопласта. В целом, термопласт должен быть нерастворимым в полимерной матрице (обычно эпоксидной) при комнатной температуре и при повышенных температурах, используемых для отверждения смолы. В зависимости от температуры плавления термопластичного полимера он может плавиться или размягчаться в различных степенях в ходе отверждения при повышенных температурах и повторного затвердевания при охлаждении отвержденного ламината. Подходящие термопласты для использования при получении структурированного слоя не должны растворяться в смоле, как это имеет место в случае растворимых в эпоксидах термопластов, такие как полиэфирсульфон (PES) и полиэфиримид (PEI).
Подходящими примерами термопластичных полимеров, которые могут быть использованы для получения структурированных полимерных слоев, являются полиамиды (РА), сополиамиды (СоРА), простые и сложные эфирные блок-полиамиды (PEBAX, PEBA), полифтальамид (РРА), сложные полиэфиры, такие как полиэтилентерефталат (РЕТ) и полибутилентерефталат (РВТ), сложные сополиэфиры (СоРЕ), термопластичные полиуретаны (TPU), полиацетали, полиолефины, полифениленсульфоны, полиэфирэфиркетоны (РЕЕК), полиэфиркетонкетоны (РЕКК), поли(фениленсульфат) (PPS), термопластичные полиимиды (PI), полиамидимид, жидкокристаллические полимеры (LCP), блок-сополимеры, такие как сополимеры стирол-бутадиен-метилметакрилат (SBM), сополимеры метилметакрилат-акрилат бутил-метилметакрилата (МАМ).
Полиамиды и сополиамиды являются предпочтительными термопластичными материалами для структурированных термопластичных слоев. Частицы, полученные из полиамидов и сополиамидов, использовали в прошлом в качестве частиц, повышающих прочность в межлистовой зоне (смотри патент США № 7754322 и опубликованную патентную заявку США № 2010/0178487 А1). Полиамиды могут быть различных типов, такие как капролактам (РА6), лауролактам (РА12), сополимеры РА6 и РА12, а также РА10 и 11. Любой из полиамидов, который подходит для получения частиц, используемых для повышения прочности ламината в межлистовых зонах, также является подходящим для использования при получении слоев структурированного термопластичного полимера в соответствии с настоящим изобретением.
Слои из структурированного полиамида будут иметь различные температуры плавления в зависимости от конкретных полиамидов, используемых для получения слоя, степени сополимеризации полиамида и степени кристалличности. Например, полиамидные слои, которые содержат в основном полиамид 6, будут обычно иметь температуру плавления приблизительно 190°С. Полиамидные слои, полученные только из одного РА6, будут обычно иметь температуры плавления порядка 213°С, тогда как структурированные слои, полученные из сополимера, состоящего из 80 весовых процентов РА6 и 20 весовых процентов РА12, будут иметь температуры плавления порядка 194°С. Когда полиамидный сополимер содержит 20 весовых процентов РА6 и 80 весовых процентов РА12, температура плавления падает до приблизительно 160°С. Слои структурированного полиамида, полученные только из одного РА12, обычно имеют даже более низкие температуры плавления.
Как преимущество настоящего изобретения слои 14 и 16 или 24 из структурированного термопласта могут быть получены из различных типов полиамидов. Это позволяет смешивать и подбирать слои полиамида или другого подходящего термопластичного полимера внутри межлистовых зон ламината. Поскольку термопластичные слои являются структурированными, размещение каждого конкретного типа полиамида можно тщательно контролировать. Данный тип направленного размещения полиамида не возможен с частицами полиамида, где смесь частиц различного типа приводит к образованию гомогенной смеси внутри межлистовой зоны.
Как пример, слой 14 термопластичного полимера будет представлять вуаль из волокон сополимеров РА6/РА12, а слой 16 термопластичного полимера будет представлять вуаль из волокон РА12. Образующийся ламинат 30 будет включать межлистовые зоны 32, в которых располагаются отдельные слои из РА6/РА12 и РА12. Существует много других возможных комбинаций в зависимости от желательного числа различных термопластичных полимеров, количества слоев, размещенных в каждой межлистовой зоне, ориентации и порядка сложения препрега с получением ламината и ориентации термопластичных слоев в препреге.
Слои из структурированного термопластичного полимера должны быть в физической форме, которая позволяет использовать их вместо частиц в межлистовой зоне. В частности, слои должны быть достаточно тонкими, чтобы их можно было расположить внутри межлистовой зоны, а плотность слоя должна быть такой, чтобы соответствующее количество или концентрация термопластичного материала находилась в межлистовой зоне и обеспечивала желательную величину сопротивления повреждениям. Межлистовые зоны в высокопрочных конструкционных ламинатах обычно имеют толщину в интервале от 10 до 100 микрон. Предпочтительные межлистовые зоны имеют среднюю толщину в интервале от 15 микрон до 50 микрон.
Структурированный термопластичный слой должен иметь толщину, которая позволяет уложить его внутри вышеупомянутых межлистовых зон, наряду с термореактивной смолой. Когда необходимо уложить внутри межлистовой зоны более одного структурированного термопластичного слоя, как в случае ламината, показанного на фиг.2, объединенная толщина слоев должна быть меньше желательной толщины межлистовой зоны отвержденного ламината. Толщина структурированного(ых) слоя(ев) должна быть не больше 95 процентов от желательной толщины межлистовой зоны. Предпочтительно толщина структурированного(ых) слоя(ев) будет составлять не более 75 процентов от желательной толщины межлистовой зоны.
Толщина структурированных термопластичных слоев должна составлять от 0,5 микрон до 50 микрон. Реальная толщина каждого слоя будет определяться предполагаемой толщиной межлистовой зоны в отвержденном ламинате, числом слоев, желательным в каждой межлистовой зоне, плотностью структурированного термопластичного слоя и количеством (концентрацией) термопластичного полимера, которое желательно внутри каждой межлистовой зоны. Предпочтительный интервал толщин для структурированных термопластичных слоев составляет от 2 микрон до 35 микрон и наиболее предпочтительно от 3 микрон до 20 микрон.
Плотность структурированного термопластичного слоя должна быть такой, чтобы она обеспечивала желательное количество (концентрацию) термопластичного агента повышения прочности в межлистовой зоне. Необходимая плотность слоя прямо зависит от толщины используемого слоя. Чем тоньше слой, тем более плотным должен быть слой, чтобы обеспечить такую же концентрацию термопластичного агента повышения прочности в межлистовой зоне. Плотность структурированного термопластичного слоя должна быть такой, чтобы она обеспечивала структурный слой с весом на единицу площади от 1 до 20 граммов на квадратный метр (г/кв.м) для слоев, лежащих в интервале толщин от 0,5 до 50 микрон. Для предпочтительных термопластичных слоев, которые имеют толщину от 2 до 35 микрон, предпочтительно, чтобы плотность термопластичного слоя была такова, чтобы вес на единицу площади слоя составлял от 2 г/кв.м до 10 г/кв.м. Для слоев, которые имеют толщину от 3 до 20 микрон, плотность слоя должна быть такой, чтобы вес слоя на единицу площади составлял от 2 г/кв.м до 8 г/кв.м.
Слои структурированного термопластичного полимера, имеющие требуемую комбинацию толщины и веса на единицу площади, являются коммерчески доступными в виде гидросплетенных и статистических волокнистых вуалей. Текстильная ткань или холст обычно не подходят из-за того, что от структурного термопластичного слоя требуется относительная легкость и тонкая конструкция. Тонкое твердое вещество или пористые пленки также не являются предпочтительными. Типичный (4 г/кв.м) вес волокнистой вуали показан на фиг.4 и фиг.5 (80Х-кратное увеличение). Вуаль изготовлена из статистически ориентированных волокон РА12 и доступна как вуаль из нейлона 128D04 от Protechnic (Cernay, France). Другой подходящей нейлоновой вуалью является нейлоновая вуаль 128D06, которая представляет собой вуаль из волокна РА12 плотностью 6 г/кв.м, которая также доступна от Protechnic.
Волокнистую вуаль типа, показанного на фиг.4 и 5, обычно классифицируют по процентному содержанию пористости. Например, волокнистая вуаль из нейлона 128D04 имеет пористость 70 процентов. Более тяжелая волокнистая вуаль из нейлона 128D06 имеет пористость 50 процентов. Слой из структурированного термопластичного полимера должен иметь пористость между 30 процентами и 98 процентами, предпочтительно от 50 процентов до 95 процентов и более предпочтительно от 60 процентов до 90 процентов. Данный процент пористости требуется для того, чтобы обеспечить свободное прохождение смолы через структурированный термопласт с обеспечением полного смешения смолы с термопластичным волокном. Это особенно важно, поскольку термопластичные волокна не растворяются в смоле в ходе отверждения.
Структурированный термопластичный слой также можно рассматривать как лист с открытой структурой, который представляет объединенный лист, соединенный вместе соединительными и/или переплетающимися волокнами. Такие волокна могут быть прядеными, трикотажными, также могут быть статистическими, например гидропереплетенными или уложенными в холст, хотя и неткаными, например, статистические волокна являются предпочтительными. Данный лист часто называют в данной области вуалью.
Лист с открытой структурой может быть охарактеризован степенью пористости листа, т.е. процентом средней площади поверхности листа, состоящей из открытых отверстий в листе, определенных на площади методом анализа изображений на микрофотографиях. Листы с открытой структурой по настоящему изобретению обычно имеют степень пористости от 30% до 98%, предпочтительно от 50% до 96%, более предпочтительно от 60% до 90%. Это помогает сохранять облегченный лист, а также обеспечивает свободный проход смолы.
Структурные волокна 12 или 22 могут быть в виде статистических, трикотажных, нетканых, многоосевых или любых других подходящих схем. Для конструкционных целей обычно предпочтительно, чтобы волокна были однонаправленными и ориентированы, как показано на фигурах 103. Ламинаты на фиг.2 и 3 показывают различные слои однонаправленных волокон, ориентированных в одном направлении. Это только одна из многих возможных ориентаций для пакета однонаправленных волокнистых слоев. Например, однонаправленные волокна в соседних слоях могут быть расположены перпендикулярно друг другу в так называемом расположении 0/90, что означает углы между соседними волокнистыми слоями. Другие схемы расположения, такие как 0/+45/-45/90, также, безусловно, возможны среди многих других схем расположения. Ламинаты, показанные на фиг.2 и 3, являются ориентированными по схеме 0/0/0. Когда используют однонаправленные волокнистые слои, ориентация волокна будет обычно меняться в листовом пакете.
Структурные слои 12 или 22 могут включать расщепленное (т.е. разрушенное при растяжении), селективно непрерывное волокно или волокно конечной длины. Структурные слои могут быть получены из различных материалов, таких как углерод, графит, стекло, металлизированные полимеры, арамид и их смеси. Предпочтительным является углеродное волокно. Обычно волокна в структурном слое будут иметь круглое или почти круглое поперечное сечение с диаметром в интервале от 3 до 20 мкм, предпочтительно от 5 до 12 мкм.
Типичные слои однонаправленных волокон получают из углеродных волокон HexTow®, которые доступны от Hexcel Corporation (Dublin, CA). Подходящие углеродные волокна HexTow® для использования при получении однонаправленных волокнистых слоев включают следующие: углеродные волокна 1М7, которые доступны в виде волокон, которые содержат 6000 или 12000 филаментарных нитей и имеют вес 0,223 г/м и 0,446 г/м соответственно; углеродные волокна 1М8-1М10, которые доступны в виде волокон, которые содержат 12000 филаментарных нитей и имеют вес от 0,446 г/м до 0,324 г/м; и углеродные волокна AS7, которые доступны в виде волокон, которые содержат 12000 филаментарных нитей и имеют вес 0,800 г/м.
Дополнительное преимущество изобретения заключается в том, что структурированный термопласт может быть использован для удерживания сухого однонаправленного волокна вместе, так что оно может быть переработано при использовании относительно простого оборудования для производства препрега, такого, которое применяется для изготовления текстильного препрега путем переноса пленки, где операция транспортировки волокна машиной значительно проще, чем типичными машинами для препрега из однонаправленного волокна.
Как отличительный признак настоящего изобретения, было обнаружено, что облегченные волокнистые вуали и другие аналогичные слои из структурированного термопласта, которые могут быть использованы в качестве замены термопластичных частиц, увеличивающих прочность в межлистовой зоне, также обеспечивают эффективное средство для удерживания вместе слоев из однонаправленных волокон в ходе транспортировки перед получением препрега или вливания другой смолы. Волокнистые вуали действуют и как временная система удерживания для однонаправленных волокон, и как термопластичный агент увеличения прочности для отвержденного ламината.
Предпочтительно, чтобы волокнистая вуаль и аналогичный структурированный термопластичный слой были выбраны так, чтобы обеспечить желательный уровень стабильности слоев из однонаправленных волокон в ходе начальных технологических операций с сухими однонаправленными волокнами и чтобы также обеспечить желательный уровень повышения прочности ламината в межлистовой зоне. Установлено, что конфигурация сэндвича 10, показанная на фиг.1, является предпочтительной ориентацией для достижения данных двух целей. Установлено, что размещение одной облегченной волокнистой вуали на любой из сторон сухих однонаправленных волокон обеспечивает достаточную силу удерживания, чтобы сухие однонаправленные волокна оставались вместе в ходе транспортировки. Когда ламинат сформирован (фиг.2), отдельные слои волокнистой вуали, расположенные на противоположных сторонах слоя из однонаправленного волокна, объединяются в межлистовой зоне 32 с образованием двойного слоя волокнистого термопластичного материала. Установлено, что данный двойной слой волокнистого термопластичного материала обеспечивает достаточное количество термопласта в межлистовой зоне для достижения желательного уровня повышения прочности ламината.
Два слоя волокнистой вуали получены из статистически ориентированных термопластичных волокон. Соответственно, они предпочтительно присоединены к сухим однонаправленным слоям путем частичного плавления или размягчения вуалей и одновременного прессования вуалей с однонаправленными волокнами. Частично расплавленные/размягченные волокна крепятся к слою однонаправленного волокна и обеспечивают стабилизацию слоя, когда вуали вновь охлаждаются ниже температур их плавления. Стабилизированный сухой слой или лента из однонаправленного волокна затем готова для транспортировки или хранения перед добавлением смолы с образованием препрега 10. Данный тип слоистой структуры используется в тех случаях, когда добавление смолы с получением препрега происходит позднее или в другом месте.
Волокнистые вуали из термопластичного материала, который имеет свойства, указанные выше, уникальным образом подходят и являются предпочтительными для использования в соответствии с настоящим изобретением. При правильном размещении они способны действовать и как заместители традиционных систем стабилизации для сухих однонаправленных волокон, и как заместители термопластичных частиц, используемых для увеличения прочности межлистовых зон ламината. Правильное размещение требуется, чтобы достичь вышерассмотренной функции удерживания. Например, было установлено, что один слой волокнистой вуали типа, подходящего для использования в качестве агента повышения прочности в межлистовой зоне, соединенный только с одной стороны сухих однонаправленных волокон, не достаточен для удерживания сухих волокон вместе в ходе последующей транспортировки сухих волокон. Соответственно, необходимо обеспечить дополнительную подложку для сухих однонаправленных волокон или использовать способ, в котором смолу и волокнистую вуаль одновременно наносят на однонаправленные волокна с получением препрега типа, показанного цифрой 20.
Обычно волокна 12 и 22 препрегов 10 и 20, соответственно, будут по существу импрегнированны термореактивной смолой (не показано). Например, препреги с содержанием смолы от 30 до 45% вес. от полного веса препрега являются предпочтительными. Препреги по настоящему изобретению в основном состоят из смолы и структурных волокон. Обычно препрег включает от 25 до 50% вес. отверждаемой смолы. Кроме того, препреги обычно включают от 45 до 75% вес. структурных волокон.
Смолы в препреге также предпочтительно присутствуют в количестве, которое образует обогащенную смолой область на поверхности препрега, то есть, по существу, не содержащий волокна слой рядом со структурным волокнистым слоем. Когда множество данных препрегов укладывают вместе, не содержащие волокна полимерные слои образуют промежуточные слои между структурными волокнистыми слоями.
Как рассмотрено выше, препреги по настоящему изобретению предназначены для укладки с другими препрегами с получением отверждаемых пакетированных препрегов. Таким образом, в одном аспекте изобретение относится к отверждаемому пакетированному препрегу; пакетированный препрег включает множество слоев структурных волокон и множество отверждаемых промежуточных слоев из термореактивной смолы, по существу не содержащих структурных волокон, причем, по меньшей мере, один промежуточный слой включает, по меньшей мере, один слой структурированного термопласта. Обычно большинство промежуточных слоев будет включать слой структурированного термопласта или лист открытой структуры. В предпочтительном варианте осуществления изобретения, по меньшей мере, половина промежуточных слоев включает лист с открытой структурой. Может быть даже желательным, чтобы, по меньшей мере, 75% промежуточных слоев включало такой лист или даже по существу все промежуточные слои, как показано на фиг.2 и 3.
Обычно волокна в пакете препрегов будут по существу импрегнированны смолой. Например, пакеты препрегов с содержанием смолы от 30 до 45% от общего веса пакета препрега или ламината являются предпочтительными.
Как рассмотрено выше, в конечном отвержденном композитном ламинате полимерный лист с открытой структурой расположен на или в промежуточном слое. Однако в ходе стадии нагревания перед отверждением термореактивная смола имеет пониженную вязкость, что способствует перемещению листа с открытой структурой в промежуточный слой. Таким образом, необходимо только, чтобы в препреге или пакете препрегов лист с открытой структурой контактировал со слоем смолы, а необязательно был погружен в него.
Установлено, что улучшение прочности может быть достигнуто даже за счет слоя из структурированного термопластичного полимера или листа с открытой структурой, который является облегченным. Это особенно важно для авиационных конструкционных целей. Таким образом, листы с открытой структурой, имеющие вес на единицу площади в соответствии с настоящим изобретением, как указано выше, являются особенно подходящими для аэрокосмических конструкционных целей.
В предпочтительном варианте осуществления изобретения, показанном цифрой 10, препрег включает два листа с открытой структурой, расположенных на любой из сторон структурного слоя из волокон. Это может облегчить транспортировку препрега, особенно перед импрегнированием смолой, и может обеспечить дополнительное увеличение прочности. Предпочтительно два листа являются по существу одинаковыми. Однако они также могут быть получены из различных термопластичных полимеров для обеспечения конкретного позиционирования различных агентов увеличения прочности внутри межлистовой зоны.
Препрег и пакет препрегов по настоящему изобретению обычно включает очень небольшое количество захваченного газа, так что степень импрегнирования смолой в промежутках между структурными волокнами является высокой. Таким образом, они предпочтительно имеют величину водопоглощения меньше 9%, более предпочтительно менее 6%, наиболее предпочтительно менее 3%. Тест на поглощение воды хорошо известен в данной области и включает погружение кромки небольшого куска однонаправленного препрега в воду.
Препрег предназначен для укладки с другими композиционными материалами (например, другими препрегами по изобретению или иными) с получением отверждаемого ламината или пакета препрега по настоящему изобретению.
Препрег обычно получают в виде рулона препрега и, учитывая присущую таким материалам липкость, обычно используют прокладочный лист, чтобы обеспечить разматывание рулона в момент использования. Таким образом, предпочтительно, чтобы препрег по изобретению включал прокладочный лист с наружной поверхности.
Отверждаемая смола может быть выбрана из эпоксидной, изоцианатной, бензоксазиновой, бисмалеиимидной и на основе ангидрида кислоты, например. Предпочтительной отверждаемой смолой является эпоксидная смола.
Подходящая эпоксидная смола может включать монофункциональную, дифункциональную, трифункциональную и/или тетрафункциональную эпоксидную смолу.
Подходящие дифункциональные эпоксидные смолы, например, включают те, которые основаны на простом диглицидиловом эфире бисфенола А, простом диглицидиловом эфире бисфенола А (необязательно бромированном), фенольные и крезольные эпоксидные новолаки, простые глицидиловые эфиры аддуктов фенол-альдегид, простые глицидиловые эфиры алифатических диолов, простой диглицидиловый эфир, простой диглицидиловый эфир диэтиленгликоля, ароматические эпоксидные смолы, простые алифатические полиглицидиловые эфиры, эпоксидированные олефины, бромированные смолы, ароматические глицидиловые амины, гетероциклические глицидиловые имидины и амиды, простые глицидиловые эфиры, фторированные эпоксидные смолы, простые глицидиловые эфиры или любые их комбинации.
Дифункциональные эпоксидные смолы могут быть предпочтительно выбраны из простого диглицидилового эфира бисфенола F, простого диглицидилового эфира бисфенола А, диглицидилдигидроксинафталина или любой их комбинации.
Подходящие трифункциональные эпоксидные смолы, например, могут включать смолы на основе фенольных и крезольных эпоксидных новолаков, простой глицидиловый эфир аддуктов фенол-альдегид, ароматические эпоксидные смолы, алифатические простые триглицидиловые эфиры, диалифатические триглицидиловые эфиры, алифатические простые полиглицидиловые эфиры, эпоксидированные олефины, бромированные смолы, триглицидиловые аминофенолы, ароматические глицидиловые амины, гетероциклические глицидиловые имидины и амиды, простые глицидиловые эфиры, фторированные эпоксидные смолы или любые их комбинации. Подходящие трифункциональные эпоксидные смолы доступны от Hustsman Advanced Materials (Monthey, Switzerland) под торговой маркой MY0500 и MY0510 (триглицидиловый пара-аминофенол) и MY0600 и MY0610 (триглицидиловый мета-аминофенол). Триглицидиловый мета-аминофенол также доступен от Sumitomo Chemicals Co. (Osaka, Japan) под торговой маркой FLM-120.
Подходящие тетрафункциональные эпоксидные смолы включают N,N,N',N'-тетраглицидил-м-ксилендиамин (доступный коммерчески от Mitsubishi Gas Chemical Company, под торговой маркой Tetrad-X и как Erisys GA-240 от CVC Chemicals) и N,N,N',N'-тетраглицидилметилендианилин (например, MY0720 и MY0721 от Huntsman Advanced Materials). Другие подходящие мультифункциональные эпоксидные смолы включают DEN 438 (от Dow Chemicals, Midland, MI), DEN 439 (от Dow Chemicals), Araldite ECN 1273 (от Huntsman Advanced Materials) и Araldite ECN 1299 (от Huntsman Advanced Materials).
Отверждаемая смола может также включать один или более структурирующих агентов. Подходящие структурирующие агенты включают ангидриды, особенно ангидриды поликарбоновых кислот; амины, особенно ароматические амины, например 1,3-диаминобензол, 4,4'-диаминодифенилметан, и особенно сульфоны и метиленбисанилины, например 4,4'-диаминодифенилсульфон (4,4'-DDS) и 3,3'-диаминодифенилсульфон (3,3'-DDS), 4,4'-метиленбис(2-метил-6-изопропиланилин (M-MIPA), 4,4'-метиленбис(3-хлор-2,6-диэтиленанилин (M-CDEA), 4,4'-метиленбис(2,6-диэтиленанилин) (M-DEA) и фенолформальдегидные смолы. Предпочтительными структурирующими агентами являются метиленбисанилины и аминосульфоны, особенно 4,4'-DDS и 3,3'-DDS.
Препреги по настоящему изобретению могут быть получены различными путями. Например, структурные волокна могут быть приведены в контакт со структурированным термопластичным полимерным слоем или листом с открытой структурой, а затем, находясь в контакте, вместе проходят на стадию импрегнирования, где, по меньшей мере, один слой смолы входит в контакт с сочетанием наружной поверхности волокна и листа с открытой структурой (структурированным термопластичным полимерным слоем), а затем подвергаются воздействию давления, обеспечивающего импрегнирование смолой. В альтернативном случае лист с открытой структурой (структурированный термопластичный полимерный слой) может быть нанесен на полимерный слой, а затем слой структурного волокна приводят в контакт с комбинацией смолы и листа с открытой структурой (структурированным термопластичным полимерным слоем) до осуществления индуцированного давлением импрегнирования смолой. В качестве другой альтернативы структурированный слой может быть импрегнирован смолой без листа с открытой структурой (структурированного термопластичного полимерного слоя), который впоследствии откладывается на наружной поверхности импрегнированного смолой структурного слоя.
Однако вследствие их облегченной и деликатной структуры структурированные термопластичные полимерные слои или листы с открытой структурой, использованные в настоящем изобретении, могут быть трудны в обращении, особенно если их укладывают на липкую поверхность смолы. Таким образом, было установлено предпочтительным укладывать структурированный термопластичный полимерный слой на поверхность, не содержащую смолы.
Таким образом, в другом аспекте изобретение относится к способу получения препрега; способ включает приведение структурного слоя волокон в контакт с соседним структурированным термопластичным полимерным слоем или листом с открытой структурой и осуществление контакта с наружной поверхностью структурного слоя и/или структурированным термопластичным полимерным слоем (листом с открытой структурой), слоем отверждаемой смолы, включающим термореактивную смолу, и прессование смолы, волокон и листа вместе, достаточным для индуцирования, по меньшей мере, частичного импрегнирования смолой промежутков между структурными волокнами.
Как упомянуто ранее, является преимущественным, чтобы структурный слой волокон был расположен между двумя соседними листами с открытой структурой (структурированный термопластичный полимерный слой) перед импрегнированием смолой, так как это помогает сохранить целостность волокон, особенно когда структурные волокна являются однонаправленными. В предпочтительном способе волокна листа с открытой структурой соединены с волокнами путем их частичного плавления.
Чтобы увеличить скорость импрегнирования, способ предпочтительно осуществляют при повышенной температуре, так что вязкость смолы снижают. Однако она не должна быть такой горячей, чтобы началось преждевременное структурирование смолы. Таким образом, способ предпочтительно осуществляют при температурах от 40°С до 100°С.
Смолу обычно распределяют по наружной поверхности рулона и наносят на бумагу или другой материал подложки с получением слоя отверждаемой смолы. Затем смолу можно привести в контакт и необязательно импрегнировать ею, пропуская структурный слой, лист с открытой структурой (структурированный термопластичный полимерный слой) и покрытую смолой бумагу через вальцы. Смола может находиться на одном или двух листах материала подложки, которые приводят в контакт со структурным слоем и листом с открытой структурой (структурированным термопластичным полимером), пропуская их через нагретые уплотнительные вальцы с испрегнированием.
Если должен быть нанесен лист подложки, то это можно осуществить либо до, либо после импрегнирования смолой. Однако его обычно наносят перед или в ходе импрегнирования, так как это может обеспечить нелипкую поверхность, на которую прикладывают давление, требуемое для импрегнирования смолой. Обычно лист подложки представляет собой лист, на который крепится смола, хотя при желании он может быть удален и заменен другим листом.
Сразу после получения препрег обычно сворачивают в рулон, и в этой форме его можно хранить в течение какого-то промежутка времени. Затем он может быть развернут и необязательно уложен с другими препрегами с получением пакета препрега, как рассмотрено в настоящем документе.
Сразу после получения препрег или пакет препрега отверждают под действием повышенной температуры и необязательно повышенном давлении с получением отвержденного ламината. Как рассмотрено выше, препреги по настоящему изобретению могут обеспечить отличную прочность без необходимости приложения высоких давлений, встречающихся в автоклавном процессе.
Таким образом, в другом аспекте изобретение относится к способу отверждения препрега или пакета препрегов, как рассмотрено в настоящем документе; способ включает воздействие на препрег температуры, достаточной для индуцирования структурирования, и проведение при абсолютном давлении менее 3,0 бар.
Процесс отверждения может быть осуществлен при давлении менее 2,0 бар абсолютных. В особенно предпочтительном варианте осуществления изобретения давление равно давлению меньше атмосферного. Процесс отверждения можно проводить при одной или нескольких температурах в интервале от 80 до 200°С в течение времени, достаточного для начала процесса отверждения до желательной степени.
Отверждение при давлении, близком к атмосферному давлению, может быть достигнуто методом так называемого вакуумного формования. Он включает размещение препрега или пакета препрегов в воздухонепроницаемый мешок и создание вакуума внутри мешка. Это создает эффект воздействия на пакет препрегов давления уплотнения вплоть до атмосферного давления, в зависимости от степени прилагаемого вакуума.
После отверждения препрег или пакет препрегов становится отвержденным композитным ламинатом, подходящим для использования в конструкционных целях, например в аэрокосмических конструкциях.
Данные композиционные ламинаты могут включать структурные волокна на уровне от 55% до 70% по объему, предпочтительно от 58% до 65% по объему.
Настоящее изобретение имеет конкретную область использования в качестве альтернативы препрегу на основе эпоксидной смолы, где нерастворимый агент повышения межлистовой прочности используется в виде нерастворимых в смоле частиц термопласта. Например, патент США № 7754322 В2 и WO 2008/040963. Данные типы эпоксидных смол, которые используются для получения межлистовых зон повышенной прочности, обычно включают растворимый термопластичный агент повышения прочности, такой как простой полиэфирсульфон или простой полиэфиримид. Данные растворимые агенты повышения прочности включены в количества, которые лежат в интервале от 5 до 25 весовых процентов от общего веса полимерной композиции. Растворимые агенты повышения прочности обычно добавляют к смеси эпоксидной смолы перед введением отверждающего агента и нагревают до повышенной температуры, чтобы растворить термопластичный отверждающий агент, а затем охлаждают нерастворимые частицы термопласта, к полученной смеси добавляют отверждающий агент и другие добавки, а затем используют в комбинации с волокнистым слоем с получением препрега. Нерастворимые частицы термопласта обычно добавляют в количествах между 1 и 15 процентами по весу от общего веса всей полимерной композиции.
В ходе получения препрега и ламината, а также отверждения ламината нерастворимые частицы, которые обычно имеют средний размер частиц между 5 и 60 микрон, становятся плотными в межлистовых зонах и других областях за пределами структурных волокнистых слоев. Это обусловлено тем, что основная часть нерастворимых частиц является слишком большой, чтобы войти в промежуточные отверстия в волокнистом слое. Учитывая технологические и другие производственные аспекты, порошки из частиц, которые предназначены для использования в качестве нерастворимых термопластичных агентов повышения прочности, могут содержать небольшое количество частиц, которые значительно меньше или больше, чем заданный интервал размеров. Более мелкие частицы создают проблему, связанную с тем, что они мигрируют в волокнистые слои в ходе формирования ламината и отверждения, когда их эффективность как агента повышения прочности в межлистовой зоне снижена. Более крупные частицы создают проблему в отношении возможного разрушения межлистовой зоны в ходе отверждения ламината вследствие их относительно большого размера.
Настоящее изобретение включает получение структурированных термопластичных полимерных слоев, которые являются равномерно толстыми и содержат нерастворимые волокна, которые, скорее всего, не могут войти в структурные волокнистые слои. Толщина и плотность слоев выбираются таким образом, что количество нерастворимого термопластичного агента повышения прочности, расположенного внутри межлистовой зоны, попадает в тот же интервал, что и обеспечиваемый использованием вышерассмотренных смол, которые содержат нерастворимые термопластичные частицы. Настоящее изобретение обеспечивает двойное преимущество, заключающееся в том, что гарантирует, что весь нерастворимый термопластичный агент повышения прочности, который содержится в препреге, остается в межлистовых зонах ламинатов, и в то же время обеспечивает, что межлистовая зона не разрушается вследствие разброса термопластичного материала по размерам и форме.
Уникальные свойства легких вуалей из термопластичных волокон и других аналогичных структурированных термопластичных полимерных слоев позволяют отверждать ламинаты, используя данные вуали и в неавтоклавных процессах. Данное относительно низкое давление и низкая стоимость процесса отверждения могут быть использованы, так как допуск на повреждение (например, сжатие после удара - СА1) отвержденного ламината незначительно меньше, чем допуск на повреждение, достигаемый при использовании более высокого давления и более высоких затрат на автоклав. В отличие от этого неавтоклавное отверждение ламинатов, которые имеют межлистовые зоны, прочность в которых увеличена нерастворимыми термопластичными частицами, обеспечивает получение отвержденных ламинатов, которые имеют значительно более низкие допуски на повреждения.
Для конструкционных целей в аэрокосмической технике и других областях применения с высоким допуском предпочтительно, чтобы ламинаты по настоящему изобретению, включающие препрег из 32 слоев из волокна с весом на единицу площади 145 г/кв.м в квазиизотропном расположении пакетов, имели величину CIA при 30 кДж (согласно AITM 1.0010 или EN6038) более 250 МПа, предпочтительно более 300 МПа.
Далее изобретение будет рассматриваться со ссылкой на следующие примеры.
Пример 1 (Препрег А)
Получали лист весом 145 г/кв.м из волокна IM7-12K UD, окруженный с обеих сторон листом с открытой структурой (4 г/кв.м (12D04 от Protecnic, France)). Препрег готовили из данного листа с открытой структурой и волокна UD путем нанесения на любую из сторон пленки из смолы на эпоксидной основе М56 (смесь эпоксидной смолы MY721 (доступной от Huntsman) с растворенным простым полиэфирсульфоном и метиленбисанилиновым отвердителем) весом 36 г/кв.м и пропускания через уплотнительные вальцы с получением препрега. Полученный препрег имел содержание смолы 32%.
Сравнительный пример 2 (Препрег В)
Сравнительный препрег получали так же, как в примере 1, с использованием волокна UD, но без вуали, с получением того же веса на единицу площади и содержанием смолы 35%.
Пример 3 (Препрег С)
Препрег получали нанесением пленок из смолы M156 весом 36 г/кв.м на любую из сторон волокна ГВ AS7-12K весом 134 г/кв.м и пропусканием через уплотнительные вальцы. Затем на одну сторону препрега наносили вуаль 128D04 перед пропусканием через другой ряд уплотнительных вальцов. Полученный препрег по изобретению имел содержание смолы 35%.
Сравнительный пример 4 (Препрег D)
Сравнительный препрег получали так же, как в примере 3, но без листа с открытой структурой и содержанием смолы 35%.
Сравнительный пример 5 (Препрег E)
Модифицированную M156 смолу получали добавлением в ходе смешения 10% частиц Organosol 1002 DNAT1 (20 микрон РА6), доступных от Arkema. Препрег получали из данной модифицированной M156 смолы путем нанесения пленки весом 39 г/кв.м на любую из сторон волокон UD IM7-12K весом 145г/кв.м и пропусканием через уплотнительные вальцы с получением препрега. Полученный препрег имел содержание смолы 35%.
Сравнительный пример 6 (Препрег F)
Модифицированную M156 смолу получали добавлением в ходе смешения 10% частиц Micropan 777 (7 микрон РА6), доступных от Chemopharma, Czech Republic. Получали препрег с содержанием смолы 35% и волокнами IM7-12K весом 145г/кв.м таким же образом, что и в примере 5.
Изготовление композитных ламинатов
Препреги A-F использовали для изготовления 32-слойных квазиизотропных ламинатов размером 400×400 мм. Вес слоев сокращали через каждые четыре слоя. Ламинаты отверждали методом вакуумного формования внутри термостата с воздушной циркуляцией по следующему циклу отверждения:
Повышение температуры до 110°С со скоростью 1°С/мин
Выдержка при 110°С в течение 60 минут
Повышение температуры до 180°С со скоростью 1°С/мин
Выдержка при 180°С в течение 120 минут.
Величину вакуума снижали наполовину (-0,5 бар) по окончании выдержки при 110°С. До этого момента величина вакуума превышала -0,9 бар.
Полученные ламинаты обозначали как ламинаты A-F в соответствии с препрегами для них.
Толщина ламинатов
Толщины ламинатов и толщины отвержденных слоев показаны ниже в таблице 1. Сравнение ламинатов A, В и С показывает, что использованием структурированного термопласта не увеличивает толщину ламината даже при отверждении только под давлением вакуума.
Измерения CAI
Ламинаты A-FR испытывали на прочность при сжатии после удара согласно методу испытания AITM 1.0010 (EN6038). Можно видеть, что ламинаты по изобретению (А и С) имеют значительно лучшую прочность CAI по сравнению с ламинатами без (В и D). Ламинат А, в котором использованы те же волокна IM7-12K, что и в ламинатах E и F, имеют значительно более высокую величину CAI. Это показывает преимущество использования слоев из структурированного термопластичного полимера в соответствии с изобретением вместо термопластичных частиц при отверждении в автоклаве.
Другие механические свойства
Другие композитные препреги для материалов С и D испытывали в соответствии с представленной ниже таблицей. Результаты показывают, что вуаль не оказывает отрицательного влияния на данные другие свойства.
Описав типичные варианты осуществления настоящего изобретения, следует обратить внимание специалистов в данной области, что в пределах существа они являются только пояснительными и что могут быть реализованы различные другие варианты, адаптации и модификации в пределах объема притязаний настоящего изобретения. Соответственно, настоящее изобретение не ограничивается вышеописанными вариантами его осуществления, но ограничено только следующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБРИДНАЯ ВУАЛЬ В КАЧЕСТВЕ ПРОМЕЖУТОЧНОГО СЛОЯ В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ | 2016 |
|
RU2713325C2 |
| ПАНЕЛЬ ТИПА СЭНДВИЧА | 2011 |
|
RU2545370C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНАТНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2556658C2 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ С ВЫСОКОЙ УДЕЛЬНОЙ ЭЛЕКТРИЧЕСКОЙ ПРОВОДИМОСТЬЮ В Z-НАПРАВЛЕНИИ | 2015 |
|
RU2702556C2 |
| КОМПОЗИТНЫЕ МАТЕРИАЛЫ | 2013 |
|
RU2631299C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2541068C2 |
| УЛУЧШЕНИЯ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2632454C2 |
| СОХРАНЕНИЕ КОМПРЕССИОННОЙ ПРОЧНОСТИ УПРОЧНЕННЫХ ТЕРМОПЛАСТИКОМ ЭПОКСИДНЫХ КОМПОЗИТОВ В ГОРЯЧИХ И ВЛАЖНЫХ УСЛОВИЯХ | 2018 |
|
RU2720793C1 |
| ПРОВОДЯЩАЯ КОМПОЗИТНАЯ СТРУКТУРА ИЛИ ЛАМИНАТ | 2012 |
|
RU2621760C2 |
| Полимерный биндер, биндерная лента и изделия из ПКМ на их основе | 2021 |
|
RU2779663C1 |
Группа изобретений относится к препрегу для использования в производстве неотвержденного ламината, композиционной детали, сформированной отверждением неотвержденного ламината и к способу получения ламината. Препрег содержит множество волокнистых слоев и неотвержденную термореактивную смолу. Волокнистые слои разделены межлистовой зоной, расположенной между соседними волокнистыми слоями. Препрег содержит также по меньшей мере один слой структурированного термопластичного полимера, упомянутый термопластичный полимер не растворим в упомянутой термореактивной смоле, имеет толщину от 2 до 35 микрон и вес на единицу площади от 2 до 10 г/м2. Толщина по меньшей мере одного слоя структурированного термопластичного полимера не больше 95% от толщины межлистовой зоны. Один или более слоев структурированного термопластичного полимера, такого как легкая вуаль из термопластичных полимерных волокон, расположены внутри межлистовой зоны ламинатов, которые состоят из волокнистых слоев и термореактивной смолы. Термопластичные вуали применяют в межлистовых зонах взамен термопластичных частиц агента увеличения прочности. Технический результат - возможность достижения высоких объемов наполнения волокном, требуемых для конструкционных деталей, возможность использования удобного цикла отверждения вне автоклава, возможность получения легких, но структурно жестких ламинатов. 4 н. и 10 з.п. ф-лы, 5 ил., 3 табл., 6 пр.
1. Препрег для использования в производстве неотвержденного ламината, содержащий множество волокнистых слоев и неотвержденную термореактивную смолу, причем упомянутую термореактивную смолу выбирают из эпоксидной смолы, изоцианатной смолы, бензоксазиновой смолы, бисмалеиимидной смолы и смолы ангидрида кислоты, причем упомянутые волокнистые слои разделены межлистовой зоной, расположенной между соседними волокнистыми слоями, причем препрег содержит
волокнистый слой,
по меньшей мере, один слой структурированного термопластичного полимера, упомянутый структурированный термопластичный полимер не растворим в упомянутой термореактивной смоле, имеет толщину от 2 до 35 микрон и вес на единицу площади от 2 до 10 граммов на квадратный метр, упомянутый термопластичный полимер выбирают из: полиамидов, сополиамидов, простых или сложных эфирных блок-полиамидов, полифтальамида, сложных полиэфиров, сложных сополиэфиров, полиуретанов, полиацеталей, полиолефинов, полифениленсульфонов, полиэфирэфиркетонов, полиэфиркетонкетонов, поли(фениленсульфатов), полиимидов, полиамидимидов, жидкокристаллических полимеров, блок-сополимеров; причем толщина, по меньшей мере одного слоя структурированного термопластичного полимера не больше 95% от толщины межлистовой зоны, и
неотвержденную термореактивную смолу.
2. Препрег по п. 1, в котором слой структурированного термопластичного полимера расположен на каждой стороне упомянутого волокнистого слоя.
3. Препрег по п. 1, в котором упомянутый структурированный термопластичный полимер находится в виде нетканой вуали из волокон термопластичного полимера.
4. Препрег по п. 1, в котором упомянутая неотвержденная термореактивная смола включает, по меньшей мере, одну эпоксидную смолу и термопластичный агент увеличения прочности.
5. Препрег по п. 4, в котором упомянутый термопластичный агент увеличения прочности выбран из группы, состоящей из полиэфирсульфона и полиэфиримида.
6. Препрег по п. 5, в котором упомянутый структурированный термопластичный полимер включает полиамид.
7. Неотвержденный ламинат, содержащий препрег по п. 1, в котором два слоя структурированного термопластичного полимера расположены внутри одной межлистовой зоны.
8. Композиционная деталь, которая сформирована отверждением неотвержденного ламината по п. 7.
9. Способ получения ламината, содержащего множество волокнистых слоев и неотвержденную термореактивную смолу, причем упомянутую термореактивную смолу выбирают из эпоксидной смолы, изоцианатной смолы, бензоксазиновой смолы, бисмалеиимидной смолы и смолы ангидрида кислоты, причем упомянутые волокнистые слои разделены межлистовой зоной, расположенной между соседними волокнистыми слоями, причем способ включает стадию, на которой
располагают, по меньшей мере, один слой структурированного термопластичного полимера внутри, по меньшей мере, одной из упомянутых межлистовых зон, причем толщина, по меньшей мере, одного слоя структурированного термопластичного полимера не больше 95% от толщины межлистовой зоны, упомянутый структурированный термопластичный полимер не растворим в упомянутой термореактивной смоле и имеет толщину от 2 до 35 микрон и вес на единицу площади от 2 до 10 граммов на квадратный метр, упомянутый термопластичный полимер выбирают из: полиамидов, сополиамидов, простых или сложных эфирных блок-полиамидов, полифтальамида, сложных полиэфиров, сложных сополиэфиров, полиуретанов, полиацеталей, полиолефинов, полифениленсульфонов, полиэфирэфиркетонов, полиэфиркетонкетонов, поли(фениленсульфатов), полиимидов, полиамидимидов, жидкокристаллических полимеров, блок-сополимеров.
10. Способ получения ламината по п. 9, в котором упомянутый структурированный термопластичный полимер находится в виде нетканой вуали из термопластичных полимерных волокон.
11. Способ получения ламината по п. 9, в котором упомянутая неотвержденная термореактивная смола содержит, по меньшей мере, одну эпоксидную смолу и термопластичный агент увеличения прочности.
12. Способ получения ламината по п. 9, в котором упомянутый термопластичный агент увеличения прочности выбран из группы, состоящей из полиэфирсульфона и полиэфиримида.
13. Способ получения ламината по п. 9, в котором упомянутый структурированный термопластичный полимер содержит полиамид.
14. Способ получения ламината по п. 9, дополнительно содержащий стадию отверждения ламината, причем давление величиной от приблизительно 1 атмосферы или меньше прикладывают к упомянутому неотвержденному ламинату в ходе упомянутой стадии отверждения ламината.
| СПОСОБ ВЫДЕЛЕНИЯ БУТАДИЕН-( α -МЕТИЛ)-СТИРОЛЬНОГО КАУЧУКА | 1994 |
|
RU2067592C1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| СПОСОБ ЗАГОТОВКИ ДЕТАЛЕЙ ПОКРЫШЕК | 0 |
|
SU366979A1 |
| ИЗДЕЛИЕ, УСТОЙЧИВОЕ К БАЛЛИСТИЧЕСКОМУ ВОЗДЕЙСТВИЮ | 2004 |
|
RU2337827C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО ПЛАСТИКА | 2004 |
|
RU2271935C1 |
| ТЕРМОПЛАСТИЧНЫЕ АРМИРОВАННЫЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ И СПОСОБЫ ИХ ПРИГОТОВЛЕНИЯ | 2006 |
|
RU2315784C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2003 |
|
RU2247754C1 |

