Изобретение относится к промышленному машиностроению и может быть использовано в схемах шлифовальных станков для повышения стойкости шлифовального круга и производительности обработки поверхностей.
Известен способ шлифования, согласно которому изделию или шлифовальному шпинделю с инструментом сообщают колебания вдоль оси шпинделя либо в нормальном направлении к поверхности шлифования [патент US 3579927, 1971].
Недостатком известного способа является малая виброустойчивость процесса шлифования. Возможно, возникновение вредных колебаний, из-за которых абразивный круг быстро теряет свои режущие свойства, появляется шероховатость и образуются прижоги на обработанной поверхности.
Известен способ шлифования [Патент RU 2204470, 2003], при котором абразивному инструменту задают крутильные колебания вокруг его оси, причем шлифование производят с адаптивным изменением частоты крутильных колебаний абразивного инструмента относительно шпинделя в соответствии с выражением  ,
,
где ω - частота крутильных колебаний абразивного инструмента относительно шпинделя;
ωк - частота вращения шпинделя с абразивным инструментом;
n - целое число (1, 2, 3, …).
Частоты вращения шпинделя при шлифовании обычно велики (например, для плоскошлифовального станка 3Г71 частота вращения шпинделя составляет 2740 об/мин), а значит и частота колебаний будет велика (от 22,83 Гц), что негативно скажется на стойкости узлов станка.
Наиболее близким к предлагаемому является способ шлифования, согласно которому системе шлифовальный шпиндель - инструмент задают крутильные колебания вокруг их оси [АС СССР 553090, В24В 1/00, 1977]. Данный способ шлифования позволяет существенно повысить виброустойчивость упругой системы станка за счет частичного подавления вредных самовозбуждающихся колебаний (автоколебаний), свойственных процессу шлифования.
Недостатком известного способа является то, что при обработке различные участки заготовки обрабатываются абразивными зернами с различными средними скоростями, а значит и коэффициентами трения, что приведет к значительному разбросу фактических глубин резания [Мальцев П.Н. Кинетические особенности резания абразивными зернами с переменной скоростью / П.Н. Мальцев, И.П Никифоров // Молодежная мысль в науке - инновационный потенциал будущего: Материалы XI областной научно-практической конференции молодых ученых. - Псков. - Издательство ППИ. - 2010. - С. 121-125.]. Вследствие этого на обработанной поверхности может образоваться волнистость и неравномерная шероховатость.
Однако, ввиду того что обработка заготовок шлифованием зачастую выполняется за несколько проходов (причем часто считают именно двойные ходы), можно подобрать частоту изменения частоты вращения шпинделя таким образом, чтобы при разных прохождениях шлифовальным кругом одного участка обрабатываемой заготовки, частоты вращения шпинделя в разные моменты времени отличались бы от среднего значения на одинаковую величину.
Задачей настоящего изобретения является улучшение качества обрабатываемой поверхности за счет непрерывного устранения наростов с поверхности абразивных зерен со значительным уменьшением волнистости.
Известно, что крутильные колебания возникают в результате неравномерности периодического момента как движущих сил, так и сил сопротивления. Неравномерность крутящего момента вызывает неравномерность изменения угловой скорости шпинделя, т.е. то ускорение, то замедление вращения.
Поставленная задача достигается тем, что шлифование производят с адаптивным изменением частоты вращения шпинделя с абразивным кругом в соответствии с выражением:
n=n0⋅(1+a⋅sinωt),
где n - фактическая частота вращения шпинделя, об/мин;
n0 - номинальная частота вращения шпинделя, об/мин;
а - амплитуда колебаний частоты вращения шпинделя;
ω - частота колебаний частоты вращения шпинделя, мин;
t – время обработки, мин.
В свою очередь ω определяется из условия совершения не менее одного полного периода изменения частоты вращения за время прохождения абразивного круга вдоль обрабатываемой поверхности (с учетом врезания и перебега):
где i - число двойных ходов обработки;
Lp - длина рабочего хода, м;
Sпр - скорость продольной подачи детали, м/мин;
p - целое число, определяемое по формуле:
p≥2⋅i.
Физический смысл числа p - это число колебаний, совершенных за время обработки.
Номинальная частота вращения шпинделя определяется по паспорту станка. Длина рабочего хода складывается из длины обрабатываемой поверхности, величин врезания и перебега, задаваемых по технологическому процессу. Под двойным ходом понимается двойной ход стола станка, с закрепленной на нем деталью (например, на магнитной плите, установленной на столе станка). Под временем понимается время обработки, прошедшее с начала адаптивного изменения частоты вращения шпинделя.
Такая частота колебаний частоты вращения шпинделя ω позволит каждому абразивному зерну, осуществляющему резание, находиться в контакте с заготовкой с разной скоростью в разные моменты времени, что обеспечит эффективное устранение налипания металла на его поверхности и значительное уменьшение засаливания шлифовального круга. Кроме того, за счет зависимости ω от длины рабочего хода Lp, скорости продольной подачи детали Sпр и числа двойных ходов i, обеспечивается обработка каждого участка заготовки со скоростями, которые соответствуют частотам вращения шпинделя, равноудаленным от среднего значения, следовательно, обработка каждого участка заготовки будет осуществляться с постоянной средней частотой вращения шпинделя.
Величина амплитуды колебаний частоты вращения шпинделя а определяется исходя из сравнения результатов расчета изменения крутящего момента и предельного значения такого изменения, характерного для конкретного станка. Так, по данным работы [Мальцев П.Н. Кинематический анализ кривошипно-коромыслового механизма изменения скорости резания / Мальцев П.Н., Никифоров И.П. // Вестник СГТУ №2 за 2013. - Саратов. - Издательство СГТУ. - 2013] величина а (для конкретных условий обработки, рассматриваемых в статье) не должна превышать значения 0,2085.
Для использования более щадящих режимов изменения частоты вращения шпинделя может быть предложен следующий закон:
n=n0⋅(b+a⋅sinωt),
причем b=1-а.
Такой закон позволит изменять частоту вращения шпинделя в пределах, не превышающих установленные заводом изготовителем.
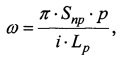
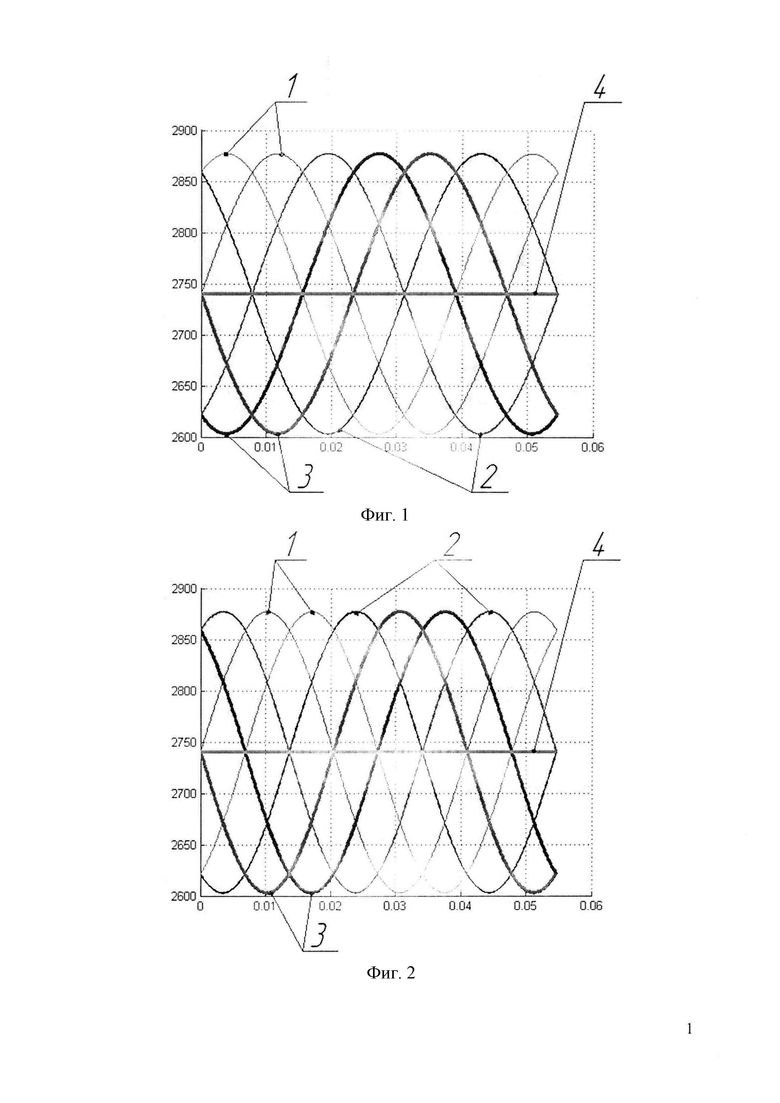
На фиг. 1-4 представлены графики зависимости частоты вращения шпинделя от времени по закону n=n0⋅(1+а⋅sinωt).
На фиг. 1 представлен график зависимости частоты вращения шпинделя от времени при n0=2740 об/мин; а=0,05; i=3; Lр=0,71 м; Sпр=13 м/мин; р=7.
На фиг. 2 представлен график зависимости частоты вращения шпинделя от времени при n0=2740 об/мин; а=0,05; i=3; Lp=0,71 м; Sпр=13 м/мин; p=8.
На фиг. 3 представлен график зависимости частоты вращения шпинделя от времени при n0=2740 об/мин; а=0,05; i=3; Lp=0,71 м; Sпр=13 м/мин; p=11.
На фиг. 4 представлен график зависимости частоты вращения шпинделя от времени при n0=2740 об/мин; а=0,05; i=3; Lр=0,71 м; Sпр=13 м/мин; р=6.
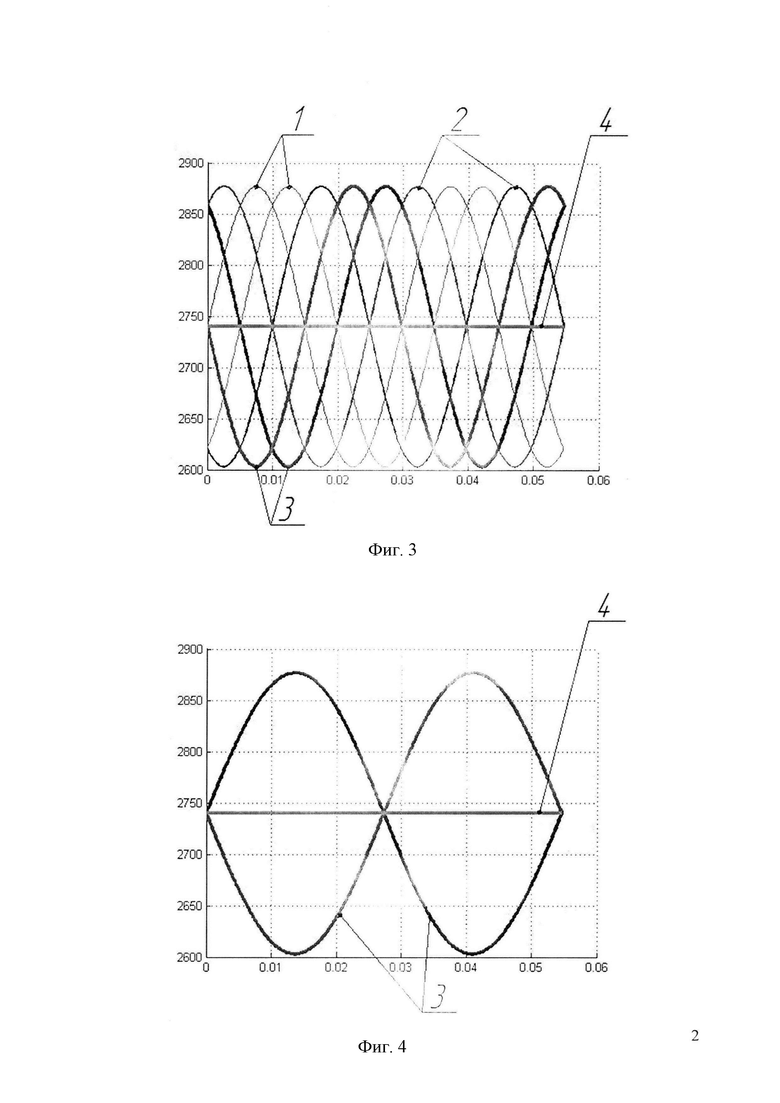
На фиг. 5 представлен график зависимости частоты вращения шпинделя от времени по закону n=n0⋅(b+a⋅sinωt) при n0=2877 об/мин; а=0,05; i=3; Lp=0,71 м; Sпр=13 м/мин; р=11.
В соответствии с фиг. 1-3 линия 1 соответствует частоте вращения шпинделя при первом двойном ходе, линия 2 - частоте вращения шпинделя при втором двойном ходе, линия 3 - частоте вращения шпинделя при третьем двойном ходе, а линия 4 - средней частоте вращения шпинделя.
В соответствии с фиг. 4 линии 1, 2 и 3 совпадают.
В соответствии с фиг. 5 линия 5 соответствует номинальной частоте вращения шпинделя.
Предлагаемые законы изменения частоты вращения шпинделя могут реализовываться при обработке либо постоянно, либо не постоянно, например, только при совершении режущих ходов, в то время как при выхаживающих ходах частота вращения может оставаться постоянной.
Реализовать предлагаемый способ можно за счет использования частотного преобразователя, установленного в электрической цепи станка перед двигателем. В станках с прямым приводом, частотный преобразователь должен непрерывно изменять частоту вращения двигателя в соответствии с указанным выше законом. В станках с ременной передачей закон изменения частоты вращения двигателя может незначительно отличаться от указанного выше для компенсации проскальзывания ремня.
Техническим результатом предлагаемого способа является улучшение качества обрабатываемой поверхности и снижение вибраций станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ | 2001 |
|
RU2204470C2 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449873C1 |
| СПОСОБ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449875C1 |
| УСТРОЙСТВО ДЛЯ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449874C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
| СПОСОБ ИМПУЛЬСНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2302329C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146600C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188116C1 |
| Планшайба для крепления шлифовального круга | 1981 |
|
SU1020216A1 |
Изобретение относится к машиностроению и может быть использовано при плоском шлифовании деталей. Шпиндель с абразивным кругом вращают с обеспечением крутильных колебаний вокруг его оси. Шлифование ведут с адаптивным изменением частоты вращения шпинделя. Частота изменения определяется из условия совершения не менее одного полного периода изменения частоты вращения за время прохождения абразивного круга вдоль обрабатываемой поверхности с учетом врезания и перебега. Приведены математические зависимости для определения фактической частоты вращения шпинделя. В результате улучшается качество обрабатываемой поверхности, повышаются стойкость абразивного круга и производительность обработки за счет непрерывного устранения наростов с поверхности абразивных зерен. 2 н.п. ф-лы, 5 ил.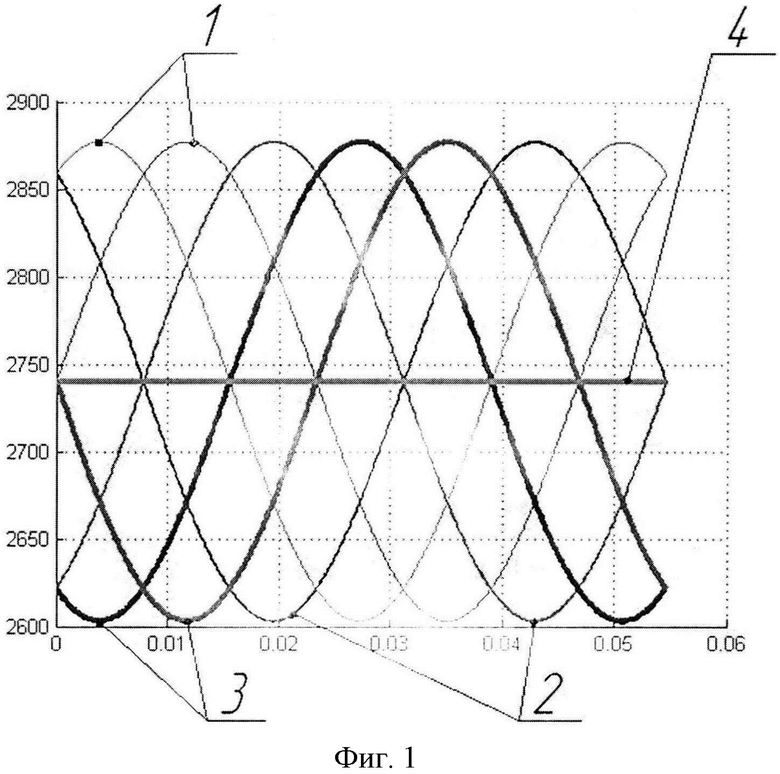
1. Способ плоского шлифования деталей, включающий вращение шпинделя с абразивным кругом с обеспечением крутильных колебаний вокруг его оси, отличающийся тем, что шлифование ведут с адаптивным изменением частоты вращения шпинделя, при этом фактическую частоту вращения шпинделя определяют в соответствии с выражением:
n=n0⋅(1+a⋅sinωt),
где n - фактическая частота вращения шпинделя, об/мин;
n0 - номинальная частота вращения шпинделя, об/мин;
а - амплитуда колебаний частоты вращения шпинделя;
t – время обработки, мин;
 - частота колебаний частоты вращения шпинделя, мин;
- частота колебаний частоты вращения шпинделя, мин;
i - число двойных ходов обработки;
Lp - длина рабочего хода, м;
Sпр - скорость продольной подачи детали, м/мин;
p≥2⋅i - целое число.
2. Способ плоского шлифования деталей, включающий вращение шпинделя с абразивным кругом с обеспечением крутильных колебаний вокруг его оси, отличающийся тем, что шлифование ведут с адаптивным изменением частоты вращения шпинделя, при этом фактическую частоту вращения шпинделя определяют в соответствии с выражением:
n=n0⋅(b+a⋅sinωt),
где n - фактическая частота вращения шпинделя, об/мин;
n0 - номинальная частота вращения шпинделя, об/мин;
а - амплитуда колебаний частоты вращения шпинделя;
b=1-a;
t – время обработки, мин;
 - частота колебаний частоты вращения шпинделя, мин;
- частота колебаний частоты вращения шпинделя, мин;
i - число двойных ходов обработки;
Lp - длина рабочего хода, м;
Sпр - скорость продольной подачи детали, м/мин;
p≥2⋅i - целое число.
| Способ шлифования | 1975 |
|
SU553090A1 |
| СПОСОБ ШЛИФОВАНИЯ | 2001 |
|
RU2204470C2 |
| Способ шлифования дисковым абразивным кругом | 1976 |
|
SU861011A1 |
| Устройство управления динамическим торможением привода горной машины | 1981 |
|
SU972082A1 |
| US 3579927 A, 25.05.1971. | |||

