Изобретение относится к станкостроению, обработке абразивным инструментом и может быть использовано при скоростном и глубинном шлифовании различных трудношлифуемых материалов, склонных к прижогам.
Известно устройство для закрепления шлифовального круга, которое состоит из переходного и прижимного фланцев, соединенных между собой винтами через сферическое разрезное кольцо [1]. При этом на круге и прижимном фланце сделаны сферические пояски, позволяющие повернуть круг на острый угол относительно плоскости вращения, вызывая тем самым осцилляцию зоны контакта инструмента с заготовкой.
Недостатком устройства является то, что осцилляция зоны резания не вызывает колебаний круга и не оказывает влияния на формообразование рельефа обрабатываемой поверхности, недостаточно снижает микрорельеф обрабатываемой поверхности, не обеспечивает улучшение физико-механических износоустойчивых свойств поверхностного слоя материала заготовки и не предотвращает появление прижогов и микротрещин трудношлифуемых сталей и сплавов.
В качестве прототипа и наиболее близкое к предлагаемому выбрано известное устройство в виде планшайбы для крепления шлифовального круга, состоящее из двух прижимных фланцев, между которыми устанавливается инструмент [2]. Причем в средней части одного из фланцев, выполненной в виде наружной и внутренней поверхностей гиперболоидов вращения, имеются упругие элементы, образованные продольными пазами.
Недостатками известного устройства является невозможность возбуждения циклических колебаний по причине отсутствия переменной по величине силы, циклически воздействующей на упругие элементы. Вследствие физических процессов, происходящих в зоне контакта шлифовального круга с обрабатываемой заготовкой при постоянных режимах резания, действует постоянная сила резания, которая больше крутильной жесткости устройства. Эта постоянная сила за один ход стола шлифовального станка заставляет только один раз совершить крутильное колебание шлифовального станка относительно шпинделя. В итоге данное устройство будет совершать одно колебательное движение при смене направления продольной подачи. Циклические вибрационные колебательные движения с помощью данного устройства можно осуществить, если циклически изменять режимы резания (продольную подачу, глубину резания, частоту вращения и др. факторы), что весьма сложно и приведет к дополнительному проектированию и изготовлению возбудителя колебаний.
Задача изобретения - упрощение конструкции и повышение надежности работы за счет осуществления поворота и осевого перемещения инструмента посредством торсиона в виде втулки, расположенной соосно с шпинделем шлифовального станка.
Это достигается с помощью предлагаемого устройства для крепления шлифовального круга, содержащего корпус и прижимной фланец, при этом оно снабжено переходным фланцем с буртиком, двумя косыми шайбами, предназначенных для установки шлифовального круга под углом к плоскости вращения и торсионом в виде втулки, в средней части которой выполнены пазы, а по торцам - буртики, один из которых жестко соединен с корпусом, а другой - с переходным фланцем, причем торсионная втулка расположена между корпусом и переходным фланцем и соосна им.
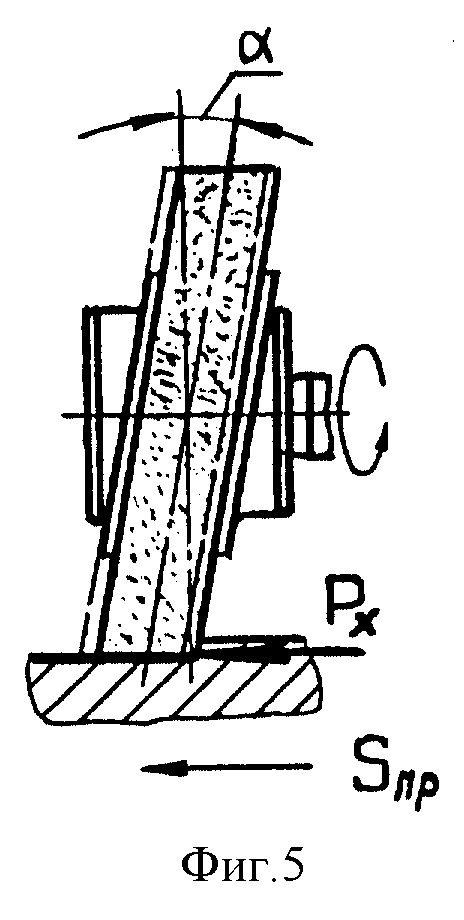
На фиг. 1 изображено предлагаемое устройство для крепления шлифовального круга под углом к плоскости вращения; на фиг. 2 - вид слева и сечение А-А на фиг. 1; на фиг. 3 - отдельно торсионная втулка с продольными пазами; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 и 6 - схемы работы устройства.
Устройство для крепления шлифовального круга 1 содержит корпус 2, который имеет коническое отверстие для установки на шпинделе 3 шлифовального станка; переходной фланец 4 с буртиком, на котором базируется с помощью косых шайб 5 и 6 под углом к плоскости вращения шлифовальный круг 1, прижимной фланец 7, который закрепляет инструмент с помощью винтов 8. Подвижная установка с помощью переходного фланца 4 на корпусе 2 осуществлена через торсионную втулку 9, имеющую по торцам буртики, один из которых жестко соединен с корпусом 2, а другой - с переходным фланцем 4 с помощью винтов 10 и 11, а в средней части - продольные пазы, образующие упругие элементы 12, по форме близкие к прямым стержням. Упругие элементы 12 торсионной втулки 9 (фиг. 3) обеспечивают возможность относительного поворота переходного фланца 4 на корпусе 2. Вследствие физических процессов, происходящих в зоне контакта наклонного под острым углом к плоскости вращения шлифовального круга 1 с обрабатываемой деталью таких как: запаздывание силы шлифования относительно упругих перемещений; циклическое возникновение и продольное действие силы Рх при встречном набегании торца шлифовального круга на обрабатываемый припуск заготовки, движущейся с продольной подачей Sпр (фиг. 5); отсутствие или падение до минимума силы Рх при совпадении силы и продольной подачи заготовки (фиг. 6); убывающая зависимость силы трения от скорости и др., с также вследствие существенно меньшей крутильной жесткости торсионной втулки по сравнению с поперечной (радиальной), шлифовальный круг совершает колебания.
Такая упругая подвеска подвижного фланца 4 с шлифовальным кругом 1 на корпусе 2 обеспечивает преобразование продольных колебаний в продольно-крутильные.
Технология изготовления торсионной втулки с продольными параллельными оси пазами (фиг. 3 и 4) состоит в прорезании или вырубке продольных пазов. Большую амплитуду можно получить, если использовать торсионную втулку с наклонными под острым углом к оси упругими элементами. Наклон можно осуществить путем поворота торцевых буртиков втулки друг относительно друга вокруг оси в специальном приспособлении.
Устройство для крепления шлифовального круга работает следующим образом. Шлифовальный круг, установленный под углом к плоскости вращения, обеспечивает осцилляцию теплового поля, позволяет интенсифицировать процесс обработки вследствие прироста дуги контакта круга с заготовкой и улучшить условия самозатачиваемости инструмента. При этом в процессе работы при перемещении зоны контакта круга с заготовкой навстречу Sпр продольной подачи заготовки (фиг. 5) возникает дополнительная осевая сила Рх резания абразивными зернами, которые находятся на торце и участвуют в обработке. Это обстоятельство вынуждает торсионную втулку закручиваться на больший угол и уменьшаться в длине.
При перемещении зоны контакта круга с заготовкой попутно Sпр продольной подачи заготовки (фиг. 6) сила Рх изменит направление на противоположное и уменьшится по величине. Уменьшение силы Рх обусловлено уменьшением снимаемого припуска, так как шлифовальный круг осуществляет резание уже по предварительно шлифованной (см. выше) поверхности, при этом сила Рх заставляет торсионную втулку раскручиваться.
В результате такого взаимодействия круга с заготовкой возникают крутильно-осевые фрикционные автоколебания с амплитудой, зависящей от жесткости упругих элементов, режимов резания и др.
Вибрации в этих направлениях создают перекрестное движение абразивных зерен относительно скорости подачи заготовки и периодически изменяют скорость резания и силу трения. Благодаря этому облегчается съем материала и стружкообразование, улучшается самозатачивание абразивных зерен, качество обработанной поверхности, в несколько раз повышается производительность обработки и уменьшается расход энергии на резание и трение по сравнению с аналогичными показателями при традиционных способах шлифования.
В предложенном устройстве крутильно-осевые движения шлифовального круга достигаются за счет переменной силы, возникающей в зоне контакта инструмента с заготовкой при использовании кругов, установленных под острым углом к плоскости вращения, т. е. с аксиально - смещенным режущим слоем, и упругих элементов торсионной втулки. Такое вибрационное вращение круга позволяет исключить отдельный вибрационный механизм со специальным приводом, что существенно упрощает конструкцию устройства крепления шлифовального круга для вибрационного шлифования, повышает ее надежность и улучшает массогабаритные показатели.
Источники информации, принятые во внимание
1. Патент РФ N 2082600, кл. В 24 D 18/00, 1997.
2. Авторское свидетельство СССР N961933, кл. В 24 В 45/00, 1982 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188116C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188118C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2163534C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188117C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146586C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146599C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА ДЛЯ ПРЕРЫВИСТОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2147978C1 |
| ШЛИФОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ КРУГА ДЛЯ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 1999 |
|
RU2146995C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2164852C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ | 1997 |
|
RU2129948C1 |




Изобретение может быть использовано при вибрационном шлифовании различных трудношлифуемых материалов, склонных к прижогам. Устройство содержит корпус, прижимной фланец, переходной фланец с буртиком, две косые шайбы. Последние предназначены для установки шлифовального круга под углом к плоскости вращения. Между корпусом и переходным фланцем соосно им установлена торсионная втулка. Использование торсионной втулки и установка шлифовального круга под углом позволяют исключить отдельный вибрационный механизм со специальным приводом. Это упрощает конструкцию, повышает ее надежность и улучшает массогабаритные показатели. 6 ил.
Устройство для крепления шлифовального круга, содержащее корпус и прижимной фланец, отличающееся тем, что оно снабжено переходным фланцем с буртиком, двумя косыми шайбами, предназначенными для установки шлифовального круга под углом к плоскости вращения, и торсионом в виде втулки, в средней части которой выполнены пазы, а по торцам-буртики, один из которых жестко соединен с корпусом, а другой - с переходным фланцем, причем торсионная втулка расположена между корпусом и переходным фланцем и соосна им.
| Устройство для крепления шлифовального круга | 1980 |
|
SU961933A1 |
| Устройство для закрепления шлифовальных кругов | 1974 |
|
SU569441A1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ СТЕНД ДЛЯ ПРОВЕРКИ КАЧЕСТВА И ПРОЧНОСТИ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ И ПОЛЫХИЗДЕЛИЙ | 0 |
|
SU296027A1 |
| Устройство для установки шлифовального круга | 1973 |
|
SU766845A1 |
