Изобретение относится к области нефтепереработки и нефтехимии, а именно к способу синтеза высокооктановых кислородсодержащих компонентов моторного топлива. Цель изобретения - расширение сырьевой базы для производства высокооктановых бензинов и ассортимента высокооктановых добавок. Для достижения поставленной цели предлагается три варианта способа получения высокооктанового кислородсодержащего компонента моторного топлива (далее ВОК), представляющего собой смесь карбонильных соединений (кетонов, альдегидов, гидроксикетонов, гидроксиальдегидов) C2-C9 и/или разветвленных углеводородов C5-C9 и/или спиртов в разных соотношениях. Отличительной особенностью изобретения является то, что в качестве исходного сырья для получения кислородсодержащего ВОК вышеуказанного состава используют олефинсодержащие продукты, получаемые при каталитическом крекинге нефтяного сырья, например бутан-бутиленовую фракцию, или пропан-пропиленовую фракцию, или легкий бензин каталитического крекинга с температурой кипения до 70°C. Второй особенностью предлагаемого способа получения ВОК является использование окислительных превращений этих олефинсодержащих продуктов с помощью закиси азота (N2O).
Применение оксигенатов в составе товарных бензинов - известный и общепризнанный прием увеличения антидетонационной устойчивости и улучшения экологических показателей топлива. Стандарты на автомобильные бензины предполагают содержание в них оксигенатов в количестве до 2,7 мас. % в пересчете на кислород. В настоящее время в качестве высокооктановых добавок в жидкое топливо (бензин) наибольшее распространение получили алкил-трет-бутиловые эфиры, которые получают путем взаимодействия изобутена с соответствующим спиртом (метанолом для МТВЭ, этанолом для ЕТВЭ и т.п.) в жидкой фазе над подходящим катализатором под давлением 15-40 атм. и при 60-100°C (DE 1224294 B, US 4329516, 4465870, 4504688 Пат. РФ №2091442, SU 1444333А1, RU 1325840 C). Алкил-трет-бутиловые эфиры обладают высоким октановым числом до 116 ОЧИ [Емельянов В.Е., Скворцов В.Н.. Моторные топлива. Антидетонационные свойства и воспламеняемость. - СПб: Техника, ТУМА ГРУПП. - 2006. - С. 16]. Тем не менее существенным недостатком, например, МТВЭ является его хорошая растворимость в воде и низкая температура кипения (высокое давление насыщенных паров), а рост его производства ограничивается дефицитом изобутилена. Желательная температура кипения оксигенатов - не менее 70-90°C. Этим требованиям удовлетворяет, например, МТАЭ (метилтретамиловый эфир), ОЧИ 105 ед. Известны также спиртсодержащие (C1-C5 спирты в смеси со сложными эфирами) добавки, содержащие третичный атом углерода и повышающие октановое число топлив [Емельянов В.Е., Скворцов В.Н. Моторные топлива. Антидетонационные свойства и воспламеняемость. - СПб: Техника, ТУМА ГРУПП. - 2006. - С. 16-17]. Ограниченность ресурсной базы алифатических спиртов, их высокая гигроскопичность и высокая себестоимость их производства не позволяет широко использовать подобные добавки. Производство МТБЭ и других кислородсодержащих присадок в России составляет ориентировочно 1 млн тонн в год при потенциальной потребности около 3 млн тонн в год. В последнее время ассортимент предлагаемых кислородсодержащих высокооктановых добавок расширяется. Отчасти это обусловлено запретом на использование метилтретбутилового эфира в США и ограничением на его использование в странах Западной Европы. Все большую роль в качестве топлива играют биоэтанол и компоненты топлива растительного происхождения [EP 2298851 A1, US 20060199970 A1, CA 2530219 A1]. В качестве новых высокооктановых компонентов бензинов предлагаются, в том числе, и карбонильные соединения [Тарабанько В.Е. и др. Новые высокооктановые компоненты бензинов из растительного сырья. // Journal of Siberian Federal University. Chemistry. - 2014. - Vol. 1. - № 7. - p. 31-35]. Метилзамещенные карбонильные соединения разветвленного строения характеризуются высокими антидетонационными свойствами. Большинство карбонильных соединений с числом атомов углерода от 3 до 9 имеют октановое число выше 100 ИОЧ. Как и в случае третичных алифатических спиртов, их применение в качестве ВОК ограничивает их высокая себестоимость.
Настоящее изобретение предлагает новый представленный в 3-х вариантах способ получения высокооктановых оксигенатных добавок на основе карбонильных соединений и/или их смесей со спиртами и/или разветвленными углеводородами.
Заявлен способ получения высокооктанового компонента моторных топлив из олефинсодержащих смесей, в котором олефинсодержащую смесь подвергают окислению закисью азота с последующим выделением смеси продуктов в качестве высокооктанового компонента, в качестве олефинсодержащей смеси используют газообразные продукты каталитического крекинга, либо фракции бензина каталитического крекинга, способ осуществляют при температуре 300-550°C и поддерживают давление 1-100 атм, поддерживают объемное соотношение олефинсодержащей смеси к закиси азота от 2 до 10 (1 вариант).
Заявлен способ получения высокооктанового компонента моторных топлив из олефинсодержащих смесей, в котором на первой стадии олефинсодержащую смесь подвергают окислению закисью азота в газовой фазе, а на второй стадии проводят конденсацию продуктов, полученных на первой стадии, с последующим выделением смеси продуктов в качестве высокооктанового компонента. Вторую стадию проводят при температуре 30-400°C и давлении 1-10 атм. Продукты окисления олефиновой фракции либо используют для конденсации без разделения на компоненты, либо перед использованием в качестве исходного сырья на второй стадии, подвергают разделению на альдегидную и кетонную фракции, либо подвергают разделению на отдельные компоненты. Отдельные кетонную и альдегидную фракции подвергают процессу конденсации раздельно, либо кетонную фракцию непосредственно используют в качестве высокооктанового компонента, а альдегидную фракцию подвергают процессу конденсации, либо продукты окисления олефиновой фракции, перед использованием в качестве исходного сырья на второй стадии подвергают разделению на отдельные компоненты с последующей их реализацией в качестве целевого продукта и/или использования в качестве сырья для процесса конденсации. Вторую стадию проводят в жидкой фазе путем альдольной или альдольно-кротоновой конденсации в присутствии любого известного катализатора, или путем конденсации с метанолом в газовой фазе в присутствии медьсодержащего катализатора при объемном соотношении смеси продуктов, полученной на первой стадии, к метанолу от 1 до 10. На второй стадии конденсацию с метанолом продуктов, полученных на первой стадии, проводят в присутствии не менее 0,1 об. % водорода. На второй стадии конденсацию с метанолом продуктов, полученных на первой стадии, проводят в присутствии катализатора, содержащего от 5 до 40 мас. % меди на носителе. В качестве носителя в катализаторах на второй стадии используют Al2O3, и/или SiO2, и/или TiO2, и/или алюмосиликат, и/или силикатное или алюмосиликатное стекловолокно.(2 вариант)
Заявлен способ получения высокооктанового компонента моторных топлив из олефинсодержащих смесей, в котором на первой стадии олефинсодержащую смесь подвергают окислению закисью азота в газовой фазе, на второй стадии проводят конденсацию продуктов, полученных на первой стадии, а на третьей стадии проводят превращение смеси конденсированных оксигенатов, полученной на второй стадии, или смеси карбонильных соединений, полученной на первой стадии, с водородом в присутствии катализатора гидрирования с последующим выделением смеси гидрированных продуктов в качестве высокооктанового компонента. Третью стадию проводят при температуре 100-400°C и давлении 1-100 атм. На третьей стадии поддерживают объемное соотношение смеси конденсированных продуктов, полученных на второй стадии, к водороду от 1 до 10. Третью стадию проводят в присутствии катализатора гидрирования, содержащего от 5 до 40 мас. % никеля, и/или 5 до 40 мас. % меди, и/или 5 до 40 мас. % кобальта, и/или от 0,3 до 2 мас. % палладия, и/или 0,3 до 2 мас. % платины, и/или 0,3 до 2 мас. % золота на носителе. В качестве носителя в катализаторах используют Al2O3, и/или SiO2, и/или TiO2, и/или алюмосиликат, и/или силикатное или алюмосиликатное стекловолокно. Третью стадию проводят в присутствии механической смеси катализатора гидрирования и кислотного катализатора, в качестве которого используют цеолит в H-форме, выбранный из набора цеолитов со структурой FAU, FER, MFI, MEL, BEA, MTT, TON (3 вариант)
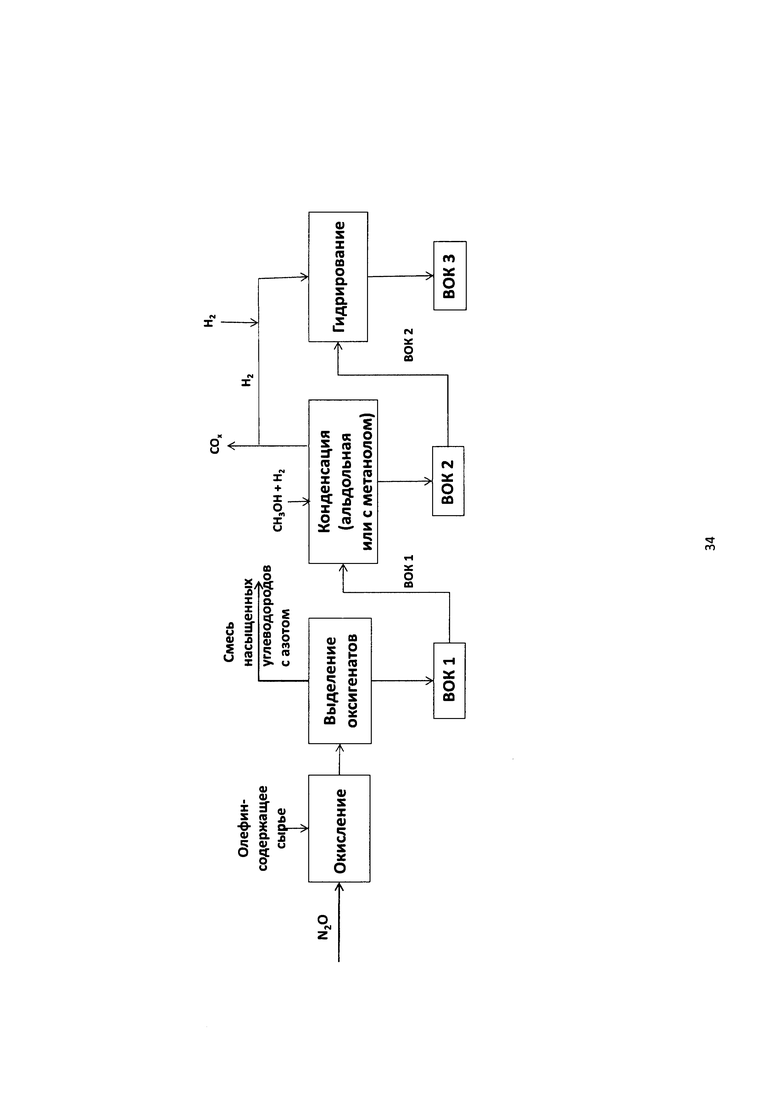
Сырьевой базой получения ВОК по новому способу являются олефинсодержащие смеси, образующиеся при каталитическом крекинге нефтяного сырья различного происхождения. Варианты способа включают одну или две, или три последовательные стадии переработки олефинсодержащего сырья: окисление закисью азота, конденсацию и гидрирование. Смеси оксигенатов, получаемые на каждой из стадий, могут быть использованы в качестве высокооктановой добавки в жидкое топливо.
Вариант 1 предполагает выделение ВОК уже после осуществления первой стадии общего трехстадийного процесса. Сущность первой стадии состоит в окислении газообразных олефинсодержащих смесей C2-C5 закисью азота при температурах 300-550°C. В результате олефины в составе смесей присоединяют кислород из N2O с образованием карбонильных соединений (альдегидов и кетонов) C2-C5, а продуктом превращения N2O является молекулярный азот. Вода в ходе реакции не образуется. Полученная смесь карбонильных соединений может непосредственно использоваться в качестве ВОК моторного топлива. В отличие от других методов синтеза карбонильных соединений из олефинов (оксосинтез, гидратация с последующим дегидрированием спиртов, окисление кислородом в жидкой и газовой фазах), предложенный метод приводит к селективному образованию карбонильных соединений в отсутствие катализатора, с минимумом побочных продуктов и без образования кислот, спиртов и гликолей.
Известен ряд патентов, описывающих использование закиси азота для превращения олефинов в карбонильные соединения. В патенте GB 649680 реакцию закиси азота с олефинами ведут в статическом реакторе-автоклаве при температуре 250-500°C и давлении до 1000 атм. Недостатком этого способа является низкая селективность по карбонильным соединениям, жесткие условия проведения процесса, включающие подачу в реактор жидкой закиси азота. В патенте РФ 2227133 описан способ получения смеси карбонильных соединений (ацетона, пропионового альдегида и ацетальдегида в мольном отношении 1:0.4:0.15) путем жидкофазного окисления пропилена закисью азота в растворе мезитилена в присутствии инертного газа-разбавителя при температуре до 350°C и давлении N2O до 100 атм. Описанные способы получения карбонильных соединений путем жидкофазного окисления олефинов закисью азота имеют ряд общих недостатков: проведение процесса окисления в очень жестких условиях, низкая скорость процесса даже в условиях высоких температур и давлений, периодический режим, необходимость использования растворителя, а также применимость для окисления только индивидуальных олефинов.
Настоящий патент раскрывает способ получения смеси карбонильных соединений (альдегидов и кетонов C2-C5) из олефинсодержащего сырья, который не имеет перечисленных выше недостатков. При этом продукт реакции может быть использован в качестве ВОК бензина. Этот способ осуществляется путем газофазного окисления закисью азота (N2O) при 300-550°C в проточном режиме алкан-олефиновых смесей C2-C5, например углеводородных газов процесса термического и/или каталитического крекинга, без их предварительного разделения на отдельные компоненты. В качестве исходного сырья, в частности, используют продукты фракционирования реакционной смеси процесса термического и/или каталитического крекинга, например пропан-пропиленовую фракцию, или/и бутан-бутиленовую фракцию, и/или легкий бензин каталитического крекинга с температурой кипения до 70°C (амиленовая фракция). В качестве исходного сырья можно также использовать бутан-бутиленовую фракцию, либо амиленовую фракцию после извлечения из нее продукта этерификации изобутена и/или амилена метанолом и/или этанолом для синтеза МТБЭ, ЭТБЭ и амиловых эфиров (в этом случае олефинсодержащая смесь для окисления закисью азота может использоваться и без удаления непрореагировавших метанола и/или этанола). Использование для синтеза ВОК в качестве исходного сырья бутан-бутиленовой смеси вместо индивидуальных бутенов позволяет существенно снизить материальные затраты, поскольку исключается весьма энергоемкий процесс выделения индивидуальных компонентов.
Закись азота может быть использована как в чистом виде, так и с примесями, присутствие которых обусловлено методом ее получения. Содержание олефинов в алкан-олефиновой смеси C2-C5 может варьироваться в широких пределах. Нижняя граница содержания олефинов в смеси определяется только экономической целесообразностью и соблюдением взрывобезопасных условий проведения процесса.
Осуществление процесса в газовой фазе в проточном режиме дает возможность легко регулировать скорость реакции путем подбора температуры и давления, которые в отличие от жидкофазных статических процессов в автоклавах, не связаны условиями фазового равновесия и могут изменяться независимо. В случае синтеза ВОК из газообразных C2-C5 олефинсодержащих смесей в окисленном продукте отсутствуют смолы.
При окислении смесей, содержащих терминальные олефины (этилен, пропилен, 1-бутен, изобутен) дополнительными ценными продуктами превращения C2-C5 олефинов являются производные циклопропана. Например, при окислении пропан-пропиленовых смесей образуется метилциклопропан (C4 углеводород), а при окислении бутан-бутеновых смесей - диметилциклопропаны и этилциклопропан (C5 углеводороды). Замещенные циклопропаны обладают октановым числом (ОЧИ) на уровне 103-104 ед. и являются ценными соединениями, которые также могут использоваться для компаундирования автомобильных бензинов.
Согласно заявляемому способу, исходную алкан-олефиновую смесь углеводородов C2-C5 смешивают с закисью азота в соотношении, исключающем образование взрывоопасных смесей. Обогащенные углеводородами смеси с закисью азота при нормальных условиях являются взрывобезопасными. Поскольку с повышением температуры и давления концентрационные пределы расширяются, процесс окисления в газовой фазе рекомендуется вести при концентрации закиси азота в смеси с углеводородами C2-C4 не более 30 об. %.
Таким образом, в соответствии с настоящим изобретением для получения ВОК по варианту 1 газофазное окисление смесей C2-C5 олефинов и алканов в альдегиды и кетоны закисью азота осуществляют без участия катализатора в проточном реакторе при температурах от 300 до 550°C, давлении от 1 до 100 атм и времени контакта (времени пребывания реакционной смеси в реакторе) от 0.01 мин до 60 мин (в расчете на нормальные условия). Процесс предпочтительнее вести при температурах от 350 до 450°C, давлении от 10 до 50 атм и времени контакта от 0.2 до 20 мин (при н.у.). Процесс может осуществляться в изотермическом или адиабатическом режиме.
Поскольку в используемых условиях закись азота реагирует только с олефинами и не реагирует с алканами и продуктами реакции (альдегидами, кетонами, производными циклопропана), окисление может быть проведено до высоких степеней превращения (конверсий) олефинов без значительного снижения селективности по карбонильным соединениям и замещенным циклопропанам.
Выходящую из реактора реакционную смесь охлаждают. Газообразный азот сдувают, а конденсированные продукты, представляющие собой преимущественно смесь карбонильных соединений C2-C5, используют в качестве ВОК. Состав ВОК определяется составом исходной олефинсодержащей смеси и степенью превращения олефинов при окислении закисью азота. Олефинсодержащие газы C2-C5 дают смесь альдегидов и кетонов следующего качественного состава: ацетальдегид, пропаналь, бутаналь, ацетон, метилэтилкетон, пентаналь, диэтилкетон, метилпропилкетон и т.п. Выделение отдельных карбонильных соединений или обогащение смеси высококипящими компонентами возможно любым из известных методов: ректификацией, экстрактивной дистилляцией, перекристаллизацией и т.п. Преимуществом предлагаемого метода окисления олефинов закисью азота является отсутствие воды в продуктах реакции. Это облегчает выделение индивидуальных карбонильных соединений методом ректификации, поскольку вода с большинством из них образует азеотропные смеси. Углеводородная смесь с остатками непрореагировавших олефинов и продуктами побочного превращения может быть использована в качестве компонентов топлив на основе сжиженного газа.
Вариант 2 предлагаемого способа получения ВОК включает две стадии. Первая стадия аналогична стадии окисления C2-C5 олефинсодержащей смеси закисью азота по варианту 1. Она осуществляется при таких же условиях и приводит к образованию смеси карбонильных соединений C2-C5. На второй стадии проводят конденсацию смеси карбонильных соединений C2-C5, полученной на первой стадии, с целью 1) увеличения молекулярной массы карбонильных соединений, т.е. числа углеродных атомов в молекуле, и как следствие, повышения температуры кипения веществ, а также и 2) увеличения степени разветвления углеродной цепи присутствующих в смеси карбонильных соединений. При этом одновременно решается задача увеличения стабильности ВОК за счет замещения активного в отношении реакций конденсации атома водорода при α-атоме углерода в карбонильном соединении. Это сильно замедляет процессы дальнейшей конденсации карбонильных соединений и образования смол. Стабильность ВОК увеличивается и за счет полного удаления из ВОК самого низкокипящего продукта - ацетальдегида (температура кипения - 20.8°C), который ввиду высокой реакционной способности конденсируется в первую очередь с образованием кротонового альдегида и паральдегида, имеющих высокое октановое число.
Возможны два способа проведения второй стадии, т.е. процесса конденсации согласно варианту 2 способа получения ВОК. Первый способ (способ 2-1) предполагает проведение альдольной или альдольно-кротоновой конденсации в жидкой фазе в присутствии любого известного щелочного катализатора (щелочи, соли щелочных или щелочноземельных металлов, щелочноземельные оксиды, гидротальциты, амины и т.д.) или кислотного катализатора (неорганические кислоты, цеолиты, ионнообменные смолы). Конденсацию в этом случае проводят в реакторе с обратным холодильником и дефлегматором или в экстракторе типа Сокслета с накоплением более высококипящих продуктов реакции в основном реакторе.
Температура в реакторе составляет от 5 до 100°C в зависимости от состава исходной смеси карбонильных соединений, направляемой на конденсацию. Так, в случае преимущественного содержания в смеси С2-С4 альдегидов температура в реакторе конденсации не должна превышать 40-50°C. И, наоборот, в случае конденсации кетонов целесообразно повысить температуру в реакторе до 70-80°C. В результате образуется смесь оксигенатов, преимущественно состоящая из C3-C8 разветвленных непредельных альдегидов и кетонов, гидроксиальдегидов и гидроксикетонов, паральдегида и его производных.
Известно, что альдегиды легче подвергаются реакциям конденсации, чем кетоны. Это способствуют преимущественному по сравнению с кетонами превращению легких альдегидов в более высококипящие альдегиды и циклические эфиры. Поэтому в результате конденсации уменьшается содержание альдегидных групп в смеси, как абсолютное, так и относительное, по сравнению с кетонными группами. Это способствует увеличению химической стабильности получаемого ВОК. По мере роста углеводородной цепи карбонильных соединений снижается также и их растворимость в воде, что благоприятно для использования их в качестве компонентов ВОК. Низкая растворимость в воде - благоприятное условие для использования вещества в качестве высокооктановой добавки в топливо.
Второй способ проведения стадии конденсации по варианту 2 способа получения ВОК (способ 2-2) настоящего изобретения предполагает проведение процесса конденсации смеси карбонильных соединений, полученной на первой стадии, с метанолом. Подобные реакции конденсации основаны на реакции α-метилирования карбонильных соединений метанолом. Целью этой стадии является 1) увеличение молекулярной массы карбонильных соединений, 2) повышение температуры кипения, 3) увеличение степени разветвления углеродной цепи карбонильного соединения и 4) дезактивация атома водорода при α-атоме карбонильного соединения с целью повышения химической стабильности ВОК. Способ синтеза высших кетонов из низших, основанный на реакции альфа-метилирования кетонов метанолом, известен, хотя и не реализован в промышленности [Б.А. Болотов, В.Л. Клюев Парофазная конденсация метанола и ацетона на медно-титановых катализаторах // Журнал Прикладной Химии. - 1971 - Т. 44. - В. 10 - С. 2280-2283 US 3932518, C07C 37/20, 1976; US 4618725, B01J 23/00, 1986]. Химическая сущность этого способа заключается в дегидроконденсации кетона и метанола, то есть в алкилировании (метилировании) кетонов в α-положение к карбонильной группе. Такой процесс осуществляли в парогазовой фазе в относительно мягких условиях (атмосферное давление, температуры до 300°C) в присутствии катализатора CuO/TiO2, содержащего от 15 до 80 мас. % оксида меди, нанесенного на оксид титана. Согласно этому способу, наряду с метилэтилкетоном (первичный и основной продукт конденсации ацетона) образуются примеси разветвленных кетонов (метилизопропил-, этилизопропил-, диизопропил-кетоны). Для достижения приемлемой конверсии ацетона процесс осуществляли при большом времени контакта - до 23 с. На катализаторе CuO/TiO2 суммарный выход кетонов не превышал 50%, а метилирование протекало преимущественно по одной метальной группе ацетона с образованием в основном метилэтилкетона и метилизопропилкетона. Дальнейшего развития работа не получила, что может быть связано с низкой активностью катализатора.
В патенте Hoechst Aktiengesellschaft [US 3932518, C07C 45/00, 13.01.1976] заявлена принципиальная возможность метилирования циклогексанона в газовой фазе при 250-500°C в присутствии медь- и/или серебросодержащих катализаторов. Фирма BASF AG (Германия) опубликовала патент [US 4618725, С07С 45/71, 21.10.1986], в котором синтез альфа-метил-замещенных кетонов вели при относительно высоких температурах 350-500°C, давлениях от 1 до 20 атмосфер при временах контакта от 6 до 20 сек с добавками паров воды. В качестве катализаторов использовали массивные оксиды металлов (Ce, Cr, Fe, Mg, Mn) без носителя. Во всех отмеченных патентах реакцию кетонов с метанолом ведут на оксидных гетерогенных катализаторах, при температурах от 250 до 500°C. В результате реакции получают смесь линейных и разветвленных алифатических или непредельных или циклических или ароматических кетонов. Полученные высшие кетоны могут быть отделены от низкокипящих продуктов, которые возвращают в реакцию. Основным недостатком известного способа является необходимость проведения процесса при высоких временах контакта и в присутствии кислородсодержащего газа.
Ни в одном из патентов нет данных о продолжительности опытов и отсутствуют сведения о дезактивации катализаторов. Это не позволяет оценить стабильность работы катализаторов, т.е. время их межрегенерационного пробега, и потенциал этой реакции для практического использования. Также в патентах не рассматривается возможность метилирования альдегидов или смесей кетонов с альдегидами. Учитывая высокую активность альдегидов в реакциях самоконденсации, заранее невозможно предсказать эффективность и глубину метилирования смесей альдегидов и кетонов. Тем самым невозможно заранее предвидеть направления реакции при конденсировании с метанолом смесей различных карбонильных соединения с целью получения ВОК.
Согласно предлагаемому изобретению конденсация кетонов с метанолом для наращивания их углеродной цепи по способу 2-2 получения ВОК осуществляется в присутствии водорода, что обеспечивает большую эффективность процесса по сравнению с известными описанными выше способами. Для этого исходную смесь карбонильных соединений, полученную на первой стадии окисления олефинсодержащих смесей закисью азота, смешивают с метанолом в соотношении от 1:1 до 1:10, водородом и газом-разбавителем и затем пропускают через слой медьсодержащего гетерогенного катализатора при 150-400°C. В качестве газа-разбавителя используют один из нижеперечисленных газов или их смесь: азот и/или любой инертный газ и/или углекислый газ. В газ-разбавитель может быть разбавлен водородом в любых соотношениях.
Оптимальная температура в реакторе должна обеспечивать проведение процесса в газовой фазе. Она зависит от состава исходной смеси карбонильных соединений и температуры кипения исходных соединений и продуктов реакции. В случае использования такого подхода для синтеза индивидуальных карбонильных соединений с наращенной углеродной цепью необходимо строго регулировать содержание водорода в смеси во избежание гидрирования карбонильных соединений до спиртов и углеводородов. При получении ВОК подобное ограничение снимается, поскольку присутствие спиртов и углеводородов разветвленного строения в продуктах реакции может приводить к повышению октанового числа и химической стабильности получаемого ВОК.
Кроме этого, важное преимущество предлагаемого способа заключается в том, что даже небольшое содержание водорода в исходной реакционной смеси на уровне 0,1 об. % существенно снижает степень дезактивации катализатора и увеличивает его межрегенерационный пробег в несколько раз. Стабильность катализатора также может быть значительно увеличена за счет увеличения давления в реакционной смеси до 50 атм.
Важное значение имеет и выбор времени контакта реакционной смеси с катализатором. Этот параметр варьируется от 0.1 до 20 с, предпочтительно от 1 до 5 с. Если необходимо получать продукты с большой степенью разветвления, время контакта увеличивается до 6-20 с. Таким образом, для получения ВОК реакция может быть проведена с разной глубиной метилирования исходных карбонильных соединений, что достигается варьированием температуры, времени контакта и соотношением количеств карбонильных соединений и метанола. Более высокая степень метилирования также может быть достигнута путем рецикла низкокипящих малоразветвленных карбонильных соединений в реактор с целью их повторного метилирования.
Предлагаемый способ позволяет применять любой из известных катализаторов, содержащих медь или оксид меди, как массивных, так и нанесенных. Такие катализаторы могут быть получены с использованием любой неорганической или органической соли меди и любого из известных носителей: оксид алюминия, оксиды щелочноземельных металлов, металлосиликаты аморфные, металлосиликаты кристаллические, силикалит, мезопористые силикаты и металлосиликаты, силикагель, стеклотканные материалы, углеродные и полимерные носители. Катализаторы могут иметь в своем составе промоторы из ряда щелочных, щелочноземельных и ряда переходных металлов в количествах от 0.1 до 5.0 мас. % от количества меди. Содержание меди в катализаторе может лежать в пределах от 1 до 50 мас. %, предпочтительно в пределах 5-30 мас. % от массы катализатора. Большое количество меди в катализаторе, с одной стороны, увеличивает его активность, но, с другой стороны, приводит к нежелательному расходованию метанола на побочную реакцию паровой конверсии, приводящую к образованию оксидов углерода.
Таким образом, согласно предлагаемому изобретению второй способ проведения стадии конденсации по варианту 2 способа получения ВОК (способ 2-2) включает наращивание и разветвление углеродной цепи карбонильных соединений путем реакции их метилирования с метанолом с тем существенным и основным отличием, что реакцию проводят в присутствии водорода и при повышенном давлении. Добавка водорода в исходную реакционную смесь позволяет увеличить время межрегенерационного пробега катализатора в несколько раз, а следовательно, и количество ВОК, получаемого с единицы объема реактора. Кроме этого дополнительно к карбонильным соединениям в составе ВОК, получаемого по данному способу, образуются новые соединения с высоким значением ОЧИ: спирты и разветвленные углеводороды. Введение водорода в реакционную смесь поддерживает катализатор в восстановленном состоянии. Положительный эффект добавки водорода наиболее ярко проявляется при проведении процесса на катализаторе с низким содержанием меди. Поэтому дополнительным положительным эффектом добавки водорода в реакционную смесь является возможность уменьшения содержания меди в катализаторе и уменьшения загрузки катализатора в реактор, а также повышение селективности процесса относительно превращения метанола.
Вариант 3 способа получения ВОК состоит из трех стадий. Первая стадия аналогична стадии окисления олефинсодержащей смеси закисью азота по варианту 1, вторая стадия аналогична стадии конденсации по варианту 2 (способы 2-1 и 2-2). Обе стадии осуществляются при таких же условиях, как в вариантах 1 и 2, а результатом их проведения является образование ВОК. В данном случае ВОК представляет собой смесь карбонильных соединений, оксикарбонильных соединений, паральдегида и его производных в случае проведения на стадии 2 альдольной конденсации (способ 2-1) или смесь карбонильных соединений, спиртов и разветвленных углеводородов в случае конденсации с метанолом (способ 2-2). На третьей стадии проводят гидрирование ВОК, полученного на второй стадии, с целью повышения его стабильности и регулирования содержания в нем кислорода. ВОК, полученный по варианту 3, содержит смесь алифатических карбонильных соединений и/или смесь алифатических спиртов и/или смесь предельных углеводородов разветвленного строения. На стадию гидрирования также может подаваться ВОК, полученный по варианту 1 из олефинсодержащей газовой смеси.
Как уже отмечалось, большинство карбонильных соединений с числом атомов углерода от 3 до 9 имеют октановое число выше 100 ИОЧ. ВОК, полученный по варианту 2, как раз представляет собой смесь преимущественно карбонильных соединений. Однако недостатком карбонильных соединений, особенно альдегидов, ограничивающим их использование в качестве ВОК, является их высокая реакционная способность. Так, ряд карбонильных соединений, прежде всего альдегиды, проявляют высокую активность в реакциях альдольной конденсации, способствуя образованию смол. Поэтому перевод карбонильных соединений в более стабильные спирты в составе ВОК способствует повышению химической стабильности бензинов. Кроме этого согласно Техническому регламенту таможенного союза содержание кислорода в бензине не должно превышать 2.7 мас. %. Поэтому гидрирование метилзамещенных карбонильных соединений в соответствующие разветвленные углеводороды позволяет решить задачу снижения содержания кислорода в ВОК при сохранении его антидетонационных свойств. Проведение стадии гидрирования по варианту 3 одновременно позволяет плавно регулировать содержание кислорода в ВОК и повысить его химическую стабильность.
Известен ряд катализаторов, осуществляющих процесс гидрирования карбонильных соединений преимущественно в спирты. Однако эти катализаторы обладают рядом серьезных недостатков. Так, катализатор Ni/Al2O3 и Ni-Cu/Al2O3 (Tetrahedron Lett., 22, 4227 (1981), Journal of Catalysis 85, 25-30 (1984)) имеет пониженную активность по отношению к разветвленным и пространственно затрудненным для гидрирования кетонам. Другие широко используемые катализаторы на основе сульфидов металлов на носителе требуют жестких условий проведения реакции (T≥300°C, P≥100 атм) (Journal of Catalysis 90, 147-149 (1984)).
Большое число патентов посвящено синтезу высокоактивных катализаторов на основе хромита меди и оксида меди на различных носителях (RU 2050198 C1, RU 2050197 C1, RU 2050195 C1, RU 2052446 C1, RU 2183210 C2, WO 2006053735 A1, US 2008 103333, US 2008 064883, US 2004082821, US 6448457), модифицированного переходными и щелочноземельными металлами из широкого ряда этих соединений. Недостатки таких катализаторов - сложный состав, делающий мало технологичным метод его синтеза и эксплуатацию, сложность регулирования соотношения спирта и алкана - основных продуктов гидрирования карбонильных соединений. Для синтеза ВОК оптимального состава необходима каталитическая система, позволяющая четко регулировать это соотношение.
Для увеличения селективности по соответствующему углеводороду используют бифункциональные катализаторы, содержащие металлы с гидрирующей функцией, введенные в носитель, обладающий дегидратирующим действием. Известны примеры использования платиновых катализаторов, основу которых составляют модифицированные гетерополикислоты или цеолиты со структурой MFI, ВЕА и Y [М.A. Alotaibi, E.F. Kozhevnikova, I.V. Kozhevnikova. Hydrogenation of methyl isobutyl ketone over bifunctional Pt-zeolite catalyst // J. Catal, 2012, v. 293, p. 141; K. Alharbi, E.F. Kozhevnikova, I.V. Kozhevnikov. Hydrogenation of ketones over bifunctional Pt-heteropoly acid catalyst in the gas phase // Applied Catalysis A: Gen., 2015, v. 504, p. 457]. Необходимость сохранения дегидратирующей функции носителя, особенно это касается цеолитов, требует введения очень небольшого количества металла. Известно, что только благородные металлы могут обеспечить высокую активность катализатора гидрирования при их содержании на уровне 0.5-2 мас. %. В патенте RU 2050190 C1 предлагается метод синтеза низкопроцентного никелевого катализатора, модифицированного гетерополисоединениями разного состава для процессов гидрирования, в том числе и карбонильных соединений. К недостаткам катализатора можно отнести сложность синтеза гетерополисоединений и низкая устойчивость их солей.
Согласно предлагаемому изобретению третью стадию гидрирования для получения ВОК по варианту 3 проводят в избытке водорода в газофазном режиме при 100-400°C, давлении от 1 до 100 атм, с загрузкой в реактор любого из известных катализаторов гидрирования, предпочтительно катализатора, содержащий от 5 до 40 мас. % никеля, и/или меди, и/или кобальта, и/или от 0,3 до 2 мас. % палладия, и/или платины, и/или золота на носителе. Для этого используют любой из известных носителей, предпочтительно Al2O3, и/или SiO2, и/или TiO2, и/или алюмосиликат и/или силикатное или алюмосиликатное стекловолокно.
Основное и существенное отличие третьей стадии гидрирования для получения ВОК по варианту 3 предлагаемого изобретения от традиционных процессов гидрирования карбонильных соединений состоит в том, что дополнительно к катализатору гидрирования в реактор загружают катализатор дегидратации. Использование механической смеси катализатора гидрирования карбонильного соединения и катализатора дегидратации получаемого спирта позволяет увеличить химическую стабильность ВОК, полученного на второй стадии, и регулировать содержание в нем кислорода. Кроме этого, использование механической смеси катализаторов позволяет разделить гидрирующую и дегидратирующую функцию катализатора и дает возможность использовать относительно дешевые оксидные катализаторы гидрирования на основе меди и никеля с высоким содержанием активного металла от 10 до 50 мас. %. При попытке совмещения этих двух функций в одном катализаторе (закрепление соответствующих каталитически активных металлов на одном носителе) можно ожидать, что высокая концентрация гидрирующего активного компонента за счет блокирования или нейтрализации кислотных центров неизбежно будет отрицательно влиять на дегидратирующую функцию катализатора и наоборот.
Согласно предлагаемому способу в качестве носителя для катализатора гидрирования может быть использован целый ряд из известных оксидов-носителей. В качестве дегидратирующего компонента смешанного катализатора может быть использован любой гетерогенный катализатор кислотной природы, предпочтительно цеолиты. Лучший результат достигается при использовании цеолита в Н-форме любой структуры, выбранной из ряда: MFI, Y, BEA, FER, МТТ, TON. Использование цеолитов, немодифицированных гидрирующим металлом, позволяет легко регулировать соотношение спирта и углеводорода в ВОК. Для этого изменяют содержание цеолита в композите или варьируют его кислотность путем использования цеолитов разного химического состава и структуры.
Наиболее близкой к предлагаемому изобретению можно считать заявку US 2009014354 A1, описывающую процесс получения базового масла из ненефтяного сырья. Одной из стадий этого процесса является реакция гидродефункционализации с одновременной изомеризацией кислородсодержащего сырья с целью получения разветвленных углеводородов. Реакцию проводят на бифункциональных катализаторах, основу которых составляет молекулярное сито, выбранное из цеолитов или силикоалюмофосфатов, с введенным металлом с гидрирующей функцией, выбранным из металлов 8-10 групп Периодической системы. Авторы специально отмечают, что наряду с гидрированием карбонильных соединений данный катализатор ведет процессы изомеризации и крекинга получаемых углеводородов с образованием до 30 мас. % легких углеводородов C1-C4.
Основное отличие предлагаемого в настоящем изобретении подхода заключается в возможности минимизации процессов изомеризации и крекинга метилзамещенных разветвленных алканов путем простого варьирования соотношения загрузок катализатора гидрирования с известной гидрирующей активностью (свойствами) и немодифицированного цеолита в H-форме с известной дегидратирующей активностью (свойствами). В результате удается повысить активность, селективность и стабильность работы катализаторов гидрирования разветвленных кетонов до соответствующих разветвленных алканов, и/или спиртов, и/или их смесей. Дополнительным преимуществом заявленного способа по варианту 3 является возможность регулирования качественного и количественного состава конечного продукта, а именно ВОК.
Сущность изобретения иллюстрируется следующими примерами, таблицами и иллюстрацией.
На Фиг. представлена принципиальная схема получения высокооктанового компонента, где:
BOK1 - высокооктановый компонент по варианту 1
BOK2 - высокооктановый компонент по варианту 2
BOK3-высокооктановый компонент по варианту 3
Вариант 1
Пример 1
Бутан-бутеновая фракция процесса каталитического крекинга с содержанием бутенов 87.4 об. % и бутанов 12.1% смешивают с закисью азота в соотношении 9:1. Реакционную смесь при давлении 1 атм пропускают через реактор из нержавеющей стали объемом 25 см3, в котором поддерживают температуру 400°C. Скорость подачи смеси 25 см3/мин (при н.у.). Результаты опыта приведены в таблице 1. Здесь представлены температура реакции (T), конверсия закиси азота (XN2O), суммарная конверсия олефинов (XR,), суммарная производительность по кетонам и альдегидам (Pr) и суммарная селективность по карбонильным продуктам (SΣ), которая близка к 100%. Основным продуктом реакции является метилэтилкетон (МЭК), который образуется с селективностью 44.8%. Наряду с МЭК образуются ацетон (А) с селективностью 17.5%, пропаналь (ПА) - 17.5%, ацетальдегид (АА) - 11.3%, изобутаналь (и-БА) - 4.6%, бутиральдегид (БА) - 4.3%, диметил- и этил-циклопропаны.
После отделения непрореагировавших газов полученную смесь карбонильных соединений и замещенных циклопропанов используют в качестве высокооктановой добавки. Октановое число полученной смеси 5 мас. % ВОК с бензином АИ-92 (92,1 ОЧИ и 83,7 МОЧ) составляет 93,6 ОЧИ и 85,2 МОЧ при содержании кислорода 1,1 мас. %. Содержание фактических смол 1,8 мг/100 см3. Таким образом, октановое число смешения полученного по этому примеру ВОК составляет 122.1 ОЧИ и 113.5 МОЧ.
Пример 2
Реакцию ведут аналогично примеру 1 с тем отличием, что температуру реакции устанавливают 500°C. В таблице 1 (пример 2) представлены результаты. Видно, что производительность единицы объема реактора увеличивается до 1,4 г/л в час, а суммарная селективность по карбонильным составляет 93,8%. Октановое число полученной смеси 10 мас. % ВОК с бензином АИ-92 (92,1 ОЧИ и 83,7 МОЧ) составляет 93,5 ОЧИ и 85,2 МОЧ при содержании кислорода 2,2 мас. %. Содержание фактических смол 2,0 мг/100 см3. Таким образом, октановое число смешения полученного по этому примеру ВОК составляет 120,1 ОЧИ и 109,7 МОЧ.
Пример 3
Опыт ведут аналогично примеру 1 с тем отличием, что температуру реакции устанавливают до 500°C. В таблице 1 (пример 3) представлены результаты. Видно, что производительность единицы объема реактора увеличивается до 1,4 г/л в час, а суммарная селективность по карбонильным составляет 77,1%. Октановое число полученной смеси 10 мас. % ВОК с бензином АИ-92 (92,1 ОЧИ и 83,7 МОЧ) составляет 93,2 ОЧИ и 84,7 МОЧ при содержании кислорода 2,2 мас. %. Содержание фактических смол 2,7 мг/100 см3. Таким образом, октановое число смешения полученного по этому примеру ВОК составляет 114,1 ОЧИ и 103,7 МОЧ.
Пример 4
Опыт ведут аналогично примеру 1 с тем отличием, что температуру в реакторе поддерживают на уровне 400°C, а давление реакционной смеси - 10 атм. В таблице 1 (пример 4) представлены результаты. Видно, что повышение давления в реакторе приводит к увеличению производительности реактора по карбонильным соединениям. Октановое число полученной смеси 10 мас. % ВОК с бензином АИ-92 (92,1 ОЧИ и 83,7 МОЧ) составляет 93,7 ОЧИ и 85,0 МОЧ при содержании кислорода 2,2 мас. %. Содержание фактических смол 0,8 мг/100 см3. Таким образом, октановое число смешения полученного по этому примеру ВОК составляет 124,1 ОЧИ и 109,7 МОЧ.
Пример 5
Опыт ведут аналогично примеру 1 с тем отличием, что температуру в реакторе поддерживают на уровне 400°C, а давление реакционной смеси - 70 атм. В таблице 1 (пример 5) представлены результаты. Видно, что повышение давления в реакторе приводит к существенному росту производительности реактора по карбонильным соединениям. Октановое число полученной смеси 10 мас. % ВОК с бензином АИ-92 (92,1 ОЧИ и 83,7 МОЧ) составляет 93,7 ОЧИ и 85,2 МОЧ при содержании кислорода 2,2 мас. %. Содержание фактических смол 0,9 мг/100 см3. Таким образом, октановое число смешения полученного по этому примеру ВОК составляет 124,1 ОЧИ и 113,7 МОЧ.
Пример 6
Опыт ведут аналогично примеру 4 с тем отличием, что бутан-бутеновую фракцию процесса каталитического крекинга смешивают с закисью азота в соотношении 7:3. Увеличение содержания закиси азота в реакционной смеси с 10 мол. % до 30 мол. % сопровождается увеличением производительности единицы реакционного объема более чем в 2 раза при незначительном снижении суммарной селективности по карбонильным соединениям (менее 2%). Октановое число полученной смеси 10 мас. % ВОК с бензином АИ-92 (92,1 ОЧИ и 83,7 МОЧ) составляет 93,6 ОЧИ и 85,0 МОЧ при содержании кислорода 2,2 мас. %. Содержание фактических смол 1,2 мг/100 см3. Таким образом, октановое число смешения полученного по этому примеру ВОК составляет 122,1 ОЧИ и 109,7 МОЧ.
Примеры 7
Пример 7 описывает окисление пропан-пропиленовой фракции процесса каталитического крекинга. Условия проведения опытов и результаты представлены в таблице 1. Основными продуктами окисления являются карбонильные соединения: ацетон (А); ацетальдегид (АА); пропаналь (ПА). Суммарная селективность по карбонильным соединениям в зависимости от условий проведения реакции составляет 86.7% при 350°C и 4 атм и 74.6% при производительности 0,3 г/л ч. Октановое число 10 мас. % ВОК с бензином АИ-92 (92,1 ОЧИ и 83,7 МОЧ) составляет 94,3 ОЧИ и 85,5 МОЧ при содержании кислорода 2,7 мас. %. Содержание фактических смол 0,8 мг/100 см3. Таким образом, октановое число смешения полученного ВОК составляет 136,1 ОЧИ и 119,7 МОЧ.
Пример 8
Опыт ведут аналогично примеру 7 с тем отличием, что температуру в реакторе поддерживают на уровне 450°C, а давление реакционной смеси - 7 атм. В таблице 1 (пример 8) представлены результаты. Видно, что повышение температуры и давления в реакторе приводит к увеличению производительности реактора по карбонильным соединениям, но сопровождается снижением селективности. Октановое число 10 мас. % полученного ВОК с бензином АИ-92 (92,1 ОЧИ и 83,7 МОЧ) составляет 94,0 ОЧИ и 85,2 МОЧ при содержании кислорода 2,2 мас. %. Содержание фактических смол 1,0 мг/100 см3. Таким образом, октановое число смешения полученного ВОК составляет 130,1 ОЧИ и 113,7 МОЧ.
Вариант 2
Пример 9
70 мл/мин смеси карбонильных соединений, полученной по варианту 1 (пример 2) (20 об. %), метанола (60 об. %) и аргона (20 об. %), пропускают через слой 2.0 см3 катализатора при температуре 250°C в течение 10 ч. Катализатор имеет состав 28 мас. % CuO и 72 мас. % SiO2. Состав реакционной смеси определяют путем отбора проб непосредственно из парогазового потока с последующим анализом органических компонентов на пламенно-ионизационном детекторе, неорганических компонентов на двух детекторах по теплопроводности. Органические компоненты реакционной смеси разделяют на капиллярной колонке DB-1701. Полученная смесь содержит кетоны и альдегиды, а именно метилэтилкетон, диэтилкетон, метилизопропилкетон, этилизопропилкетон, метилизобутилкетон, пропаналь, 2-метилпропаналь, 2,2-диметилпропаналь, 2-метилбутаналь, 2,2-диметилбутаналь.
В качестве характеристики активности использовали производительность (Pr) по метилированным кетонам и альдегидам:
Pr (г метилированного кетона или альдегида/г катализатора в ч)=(Σ(NMKi⋅MMKi))⋅60/m; где: NMK - общий поток реакционной смеси на выходе из реактора, моль/мин;
MMKi - молекулярная масса метилированного кетона или альдегида, г/моль;
m - масса загруженного в реактор катализатора, г.
Селективность (S) образования суммы метилированных кетонов или альдегидов из исходного карбонильного соединения вычисляют по формуле:
S(%)=100⋅(ΣNMKi)/(NK0-NK);
где: NMKi - поток метилированных кетонов или альдегидов, моль/мин;
NK0 - входящий поток смеси карбонильных соединений, моль/мин;
NK - выходящий поток смеси карбонильных соединений, моль/мин.
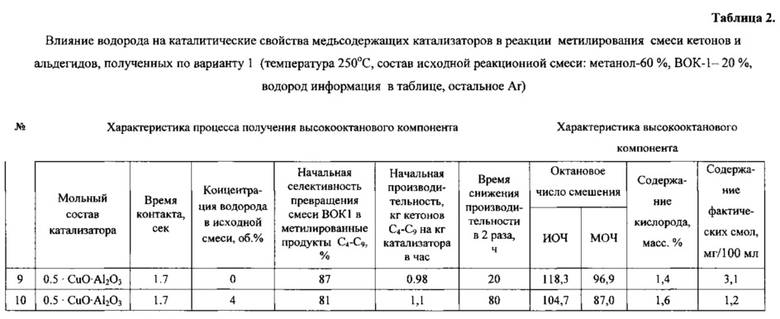
В качестве параметра, характеризующего стабильность работы катализатора, используют время, необходимое для снижения производительности по сумме метилированных карбонильных соединений в 2 раза. После окончания реакции полученную смесь карбонильных соединений, воды и метанола конденсируют, из смеси отгоняют непрореагировавшие метанол и ацетон и после осушки используют в качестве ВОК. Октановое число 3,9 мас. % полученного ВОК с бензином АИ-92 (92,6 ОЧИ и 84,0 МОЧ) составляет 93,6 ОЧИ и 84,5 МОЧ при содержании кислорода 1,4 мас. %. Содержание фактических смол 3,1 мг/100 см3. Таким образом, октановое число смешения полученного ВОК составляет 118,3 ОЧИ и 96,9 МОЧ.
Пример 10
Реакцию ведут аналогично примеру 9 с тем отличием, что часть аргона замещают водородом. В целом исходная реакционная смесь содержит 4 об. % водорода. Результаты тестирования катализатора представлены в таблице 2. Видно, что по сравнению с примером 9 продолжительность работы катализатора до снижения активности в 2 раза увеличилась почти в 4 раза. Полученная смесь карбонильных соединений имеет близкий состав, но при этом увеличивается содержание спиртовых примесей. Октановое число 6,6 мас. % полученного ВОК с бензином АИ-92 (92,6 ОЧИ и 84,0 МОЧ) составляет 93,4 ОЧИ и 84,2 МОЧ при содержании кислорода 1,6 мас. %. Содержание фактических смол 1,2 мг/100 см3. Таким образом, октановое число смешения полученного ВОК составляет 104,7 ОЧИ и 87,0 МОЧ.
Пример 11
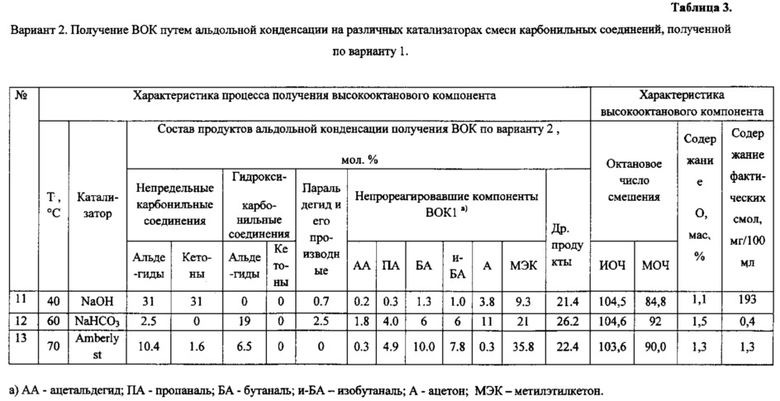
100 мл смеси карбонильных соединений, полученной по варианту 1 состава: метилэтилкетон - 50 мол. %, ацетон - 12,8 мол. %, н-бутаналь - 3,4 мол %, и-бутаналь - 3,6 мол %, пропаналь - 14,5 мол %, ацетальдегид - 15,7 мол % выдерживают в колбе с обратным холодильником при температуре 5 град. С при перемешивании в присутствии 1 г NaOH и 1 мл Н2О в течение 10 ч. Затем поднимают температуру ступенчато до 22 град. С и до 40°С и выдерживают с целью проведения реакций альдольной конденсации 1 ч и 3 ч соответственно при каждой температуре. После отделения водной фазы, органическую часть высушивают путем выдержки с сухим хлористым кальцием при комнатной температуре в течение 10 ч с последующим фильтрованием и выделением смеси конденсированных карбонильных соединений. Групповой состав полученного продукта определяли по данным хромато-масс-спектрометирического анализа, приведен в таблице 3. Октановое число 10 мас. % полученного ВОК с бензином АИ-92 (92,5 ОЧИ и 83,9 МОЧ) составляет 93,7 ОЧИ и 84,7 МОЧ при содержании кислорода 1,1 мас. %. Содержание фактических смол 193 мг/100 см3. Таким образом, октановое число смешения полученного ВОК составляет 104,5 ОЧИ и 84,8 МОЧ.
Пример 12
100 мл смеси карбонильных соединений, полученной по варианту 1 (пример 2) состава: метилэтилкетон - 50 мол. %, ацетон - 12,8 мол. %, н-бутаналь - 3,4 мол %, и-бутаналь - 3,6 мол %, пропаналь - 14,5 мол %, ацетальдегид - 15,7 мол % выдерживают в колбе с обратным холодильником при температуре 20°С при перемешивании в присутствии 3 г NaHCO3 и 5 мл Н2О в течение 10 ч. Затем поднимают температуру до 60° и выдерживают с целью проведения реакций альдольной конденсации 3 ч. После отделения водной фазы, органическую часть высушивают путем выдержки с сухим хлористым кальцием при комнатной температуре в течение 10 ч с последующим фильтрованием и выделением смеси конденсированных карбонильных соединений. Групповой состав полученного продукта определяли по данным хроматомассспектрометрического анализа и приведен в таблице 3. Октановое число 10 мас. % полученного ВОК с бензином АИ-92 (92,6 ОЧИ и 84,0 МОЧ) составляет 93,8 ОЧИ и 84,8 МОЧ при содержании кислорода 1,5 мас. %. Содержание фактических смол 0,4 мг/100 см3. Таким образом, октановое число смешения полученного ВОК составляет 104,6 ОЧИ и 92,0 МОЧ.
Пример 13
100 мл смеси карбонильных соединений, полученной по варианту 1 (пример 4) состава: метилэтилкетон - 45.6 мол. %, ацетон - 11,7 мол. %, н-бутаналь - 3,1 мол %, и-бутаналь - 4,3 мол %, пропаналь - 14,0 мол %, ацетальдегид - 15,1 мол %, диметилциклопропан - 3,2 мол %, другие продукты 3,0 мол %, выдерживают в колбе с обратным холодильником при температуре 5 град. С при перемешивании в присутствии 0.5 г ионнообменной смолы Amberlyst 36 и 1 мл Н2О в течение 5 часов. Затем поднимают температуру ступенчато до 22 град. С, 50 град. С и 70 град. С и выдерживают, с целью проведения реакций альдольной конденсации, по 1 часу при каждой температуре. После отделения водной фазы путем вымораживания, органическую часть сушат над хлористым кальцием при комнатной температуре в течение 10 часов с последующим фильтрованием и выделением смеси конденсированных карбонильных соединений. Групповой состав полученного продукта определяли по данным хроматомассспектрометирического анализа и приведен в таблице 3. Октановое число 6,6 мас. % полученного ВОК с бензином АИ-92 (92,6 ОЧИ и 84,0 МОЧ) составляет 93,7 ОЧИ и 84,6 МОЧ при содержании кислорода 1,3 мас. %. Содержание фактических смол 1,3 мг/100 см3. Таким образом, октановое число смешения полученного ВОК составляет 103,6 ОЧИ и 90,0 МОЧ.
Вариант 3
Пример 14
70 мл/мин смеси карбонильных соединений, полученных на второй стадии синтеза ВОК по второму варианту (10 об. %) и водорода (80 об. %) в аргоне (10 об. %), пропускают через слой катализатора (1 грамм) при температуре 160°C в течение 10 ч. В качестве катализатора используют катализатор 15 мас. % Ni на γ-Al2O3. Определение состава реакционной смеси осуществляют путем отбора проб непосредственно из парогазового потока с последующим анализом органических компонентов на пламенно-ионизационном детекторе, неорганических компонентов на двух детекторах по теплопроводности. Органические компоненты реакционной смеси разделяли на капиллярной колонке DB 1701. Полученная смесь содержит непрореагировавшие водород и карбонильные соединения, третичные, вторичные и первичные алифатические спирты, предельные углеводороды нормального и изо-строения.
Конверсию (XK) карбонильных соединений в процентах с учетом изменения объема реакционной смеси вычисляют по формуле:
 ,
,
где:  и CK - мольные доли карбонильных соединений в исходной и конечной реакционной смеси соответственно, β - коэффициент изменения объема в ходе протекания реакции, который рассчитывается по формуле:
и CK - мольные доли карбонильных соединений в исходной и конечной реакционной смеси соответственно, β - коэффициент изменения объема в ходе протекания реакции, который рассчитывается по формуле:
где:  - мольная доля аргона в исходной реакционной смеси, %; CAr - мольная доля аргона в конечной реакционной смеси, отн.ед.
- мольная доля аргона в исходной реакционной смеси, %; CAr - мольная доля аргона в конечной реакционной смеси, отн.ед.

Производительность (Pr) катализатора по алканам либо спиртам в кг(продукта)/кг(кат.)ч вычисляют по формуле:
 ,
,
где: β - коэффициент изменения объема в ходе протекания реакции, рассчитываемый по формуле (2.3);
Cпродукт - мольная доля продукта (углеводородов, либо спирта) в конечной реакционной смеси, %;
F - объемный расход реакционной смеси, см3/с;
m - навеска катализатора, г.
Селективность (S) образования алканов либо спиртов из смеси карбонильных соединений в процентах вычисляют по формуле:
 ,
,
где: β - коэффициент изменения объема в результате протекания реакции, рассчитываемый по формуле (2.3), отн.ед.;
Cпродукт и Cкетон - мольные доли продуктов и исходных карбонильных соединений соответственно в реакционной смеси на выходе из реактора, %.
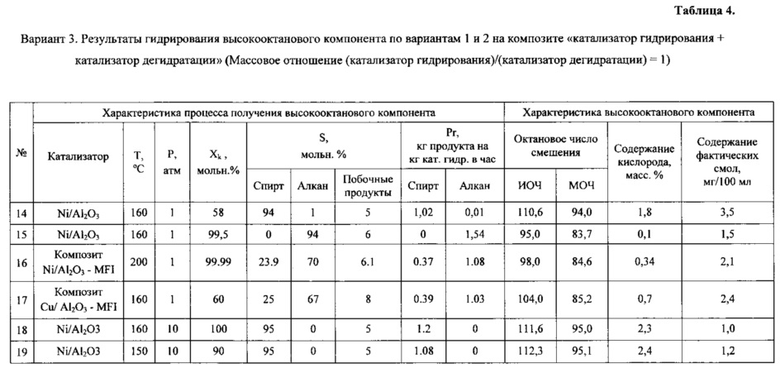
Результаты представлены в таблице 4. Здесь приведены состав композита, условия превращения, конверсия карбонильных соединений, селективность превращения карбонильных соединений в соответствующие спирты и алканы, а также в побочные продукты изомеризации, деметилирования, крекинга, конденсации. Видно, что конверсия карбонильных соединений на никелевом катализаторе составляет 58%. Основной продукт превращения на никелевом катализаторе спирт, который образуется с селективностью 94 мол. %, далее следуют побочные продукты, которые представлены главным образом, продуктами крекинга и конденсации. Алканы образуются с селективностью всего 1 мол. %. Октановое число смеси 10 мас. % ВОК с бензином АИ-92 (92,6 ОЧИ и 84,0 МОЧ) составляет 93,5 ОЧИ и 85,5 МОЧ при содержании кислорода 1,8 мас. %. Содержание фактических смол 3,5 мг/100 см3. Таким образом, октановое число смешения полученного ВОК составляет 110,6 ОЧИ и 94,0 МОЧ.
Пример 15
Реакцию ведут аналогично примеру 14 с тем отличием, что вместо никелевого катализатора в реактор загружают композит - механическую смесь никелевого катализатора (1 грамм) с цеолитом со структурой (1 грамм). Видно, что замена никелевого катализатора на композит приводит к увеличению конверсии исходных карбонильных соединений, причем в качестве основных продуктов образуется смесь углеводородов нормального и изо-строения. Октановое число смеси 10 мас. % ВОК с бензином АИ-92 (92,0 ОЧИ и 83,9 МОЧ) составляет 92,1 ОЧИ и 83,7 МОЧ при содержании кислорода 0,1 мас. %. Содержание фактических смол 1,5 мг/100 см3. Таким образом, октановое число смешения полученного ВОК составляет 95,0 ОЧИ и 83,7 МОЧ.
Пример 16
Реакцию ведут аналогично примеру 15 с тем отличием, что процесс ведут при температуре 200 град. С. Видно, что увеличение температуры приводит к небольшому росту конверсии, и при этом наблюдается значительное увеличение образования спиртов. Так, селективность превращения смеси карбонильных соединений в спирты увеличивается до 24%, а в углеводороды снижается с 94% до 70%. Октановое число смеси 10 мас. % ВОК с бензином АИ-92 (92,0 ОЧИ и 83,9 МОЧ) составляет 92,6 ОЧИ и 84,5 МОЧ при содержании кислорода 0,34 мас. %. Содержание фактических смол 2,1 мг/100 см3. Таким образом, октановое число смешения полученного ВОК составляет 98,0 ОЧИ и 84,6 МОЧ.
Пример 17
Реакцию ведут аналогично примеру 15 с тем отличием, что в качестве катализатора берут Cu/Al2O3. Видно, что медный катализатор менее активен, по сравнению с никелевым, в отношении гидрирования до углеводородов. Продукт представляет собой смесь спиртов, углеводородов и исходных карбонильных соединений. Октановое число смеси 10 мас. % ВОК с бензином АИ-92 (92,0 ОЧИ и 83,9 МОЧ) составляет 93,2 ОЧИ и 85,0 МОЧ при содержании кислорода 0,7 мас. %. Содержание фактических смол 2,4 мг/100 см3. Таким образом, октановое число смешения полученного ВОК составляет 104,0 ОЧИ и 85,2 МОЧ.
Пример 18
Процесс ведут аналогично примеру 14 с тем отличием, что в качестве исходной смеси карбонильных соединений берут продукт ВОК, полученный по варианту 1, т.е. продукт окисления бутан-бутиленовой фракции (ББФ) каталитического крекинга состава: метилэтилкетон - 50 мол. %, ацетон - 12,8 мол. %, н-бутаналь - 3,4 мол %, и-бутаналь - 3,6 мол %, пропаналь - 14,5 мол %, ацетальдегид - 15,7 мол %, а в реактор подают смесь 10 об. % карбонильных соединений с 90 об. % водорода. В реакторе поддерживают давление 10 атм. В результате гидрирования конверсия карбонильных соединений составила 100%, а селективность по спиртам - 95%, углеводороды - не образуются. Результаты приведены в таблице 4. Октановое число смеси 10 мас. % ВОК с бензином АИ-92 (92,6 ОЧИ и 84,0 МОЧ) составляет 94,5 ОЧИ и 85,1 МОЧ при содержании кислорода 2,3 мас. %. Содержание фактических смол 1,0 мг/100 см3. Таким образом, октановое число смешения полученного ВОК составляет 111,6 ОЧИ и 95,0 МОЧ.
Пример 19
Процесс ведут аналогично примеру 18 с тем отличием, что температуру в реакторе поддерживают 150°C. В результате гидрирования суммарная конверсия карбонильных соединений составила 90%, а селективность по спиртам - 95%, углеводороды - не образуются. Конверсия альдегидов и низших кетонов составила 100%, конверсия метилэтилкетона составила 80%. Результаты приведены в таблице 4. Октановое число смеси 10 мас. % ВОК с бензиновой фракцией каталитического крекинга (92,3 ОЧИ и 84,1 МОЧ) составляет 94,6 ОЧИ и 85,2 МОЧ при содержании кислорода 2,4 мас. %. Содержание фактических смол 1,2 мг/100 см3. Таким образом, октановое число смешения полученного ВОК составляет 112,3 ОЧИ и 95,1 МОЧ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ОКТАНОВОГО ЧИСЛА | 2015 |
|
RU2594484C1 |
| Способ повышения стабильности кислородсодержащих компонентов моторного топлива и регулирования содержания в них кислорода | 2015 |
|
RU2607902C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАРБОНИЛЬНЫХ СОЕДИНЕНИЙ С-С | 2015 |
|
RU2570818C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗИНОВ С РАСПРЕДЕЛЕНИЕМ ПОТОКОВ ОКСИГЕНАТА И ДВУХ ОЛЕФИНСОДЕРЖАЩИХ ФРАКЦИЙ | 2020 |
|
RU2747866C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАЗВЕТВЛЕННЫХ КЕТОНОВ | 2015 |
|
RU2605427C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОНЕНТОВ МОТОРНЫХ ТОПЛИВ | 2006 |
|
RU2388794C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗИНОВ ИЛИ КОНЦЕНТРАТОВ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ С РАЗЛИЧНЫМ РАСПРЕДЕЛЕНИЕМ ПОТОКОВ ОКСИГЕНАТА И ОЛЕФИНСОДЕРЖАЩЕЙ ФРАКЦИИ | 2020 |
|
RU2747869C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАРБОНИЛЬНЫХ СОЕДИНЕНИЙ | 2004 |
|
RU2270185C1 |
| СПОСОБ УВЕЛИЧЕНИЯ ВЫХОДА ЖИДКОГО УГЛЕВОДОРОДНОГО ПРОДУКТА | 2020 |
|
RU2747931C1 |
| СПОСОБ УВЕЛИЧЕНИЯ ВЫХОДА ЖИДКОГО УГЛЕВОДОРОДНОГО ПРОДУКТА | 2020 |
|
RU2747864C1 |
Настоящее изобретение относится к вариантам способа получения высокооктанового компонента моторных топлив из олефинсодержащих смесей. Один из вариантов способа заключается в том, что олефинсодержащую смесь подвергают окислению закисью азота с последующим выделением смеси продуктов в качестве высокооктанового компонента. Другой вариант способа заключается в том, что на первой стадии олефинсодержащую смесь подвергают окислению закисью азота в газовой фазе, а на второй стадии проводят конденсацию продуктов, полученных на первой стадии, с последующим выделением смеси продуктов в качестве высокооктанового компонента. Третий вариант заключается в том, что на первой стадии олефинсодержащую смесь подвергают окислению закисью азота в газовой фазе, на второй стадии проводят конденсацию продуктов, полученных на первой стадии, а на третьей стадии проводят реакцию смеси конденсированных оксигенатов, полученной на второй стадии, или смеси карбонильных соединений, полученной на первой стадии, с водородом в присутствии катализатора гидрирования с последующим выделением смеси гидрированных продуктов в качестве высокооктанового компонента. Предлагаемый способ позволяет получить экологически чистые высокооктановые добавки с октановым числом смешения от 100 до 130. 3 н. и 29 з.п. ф-лы, 1 ил., 4 табл., 19 пр.
1. Способ получения высокооктанового компонента моторных топлив из олефинсодержащих смесей, отличающийся тем, что олефинсодержащую смесь подвергают окислению закисью азота с последующим выделением смеси продуктов в качестве высокооктанового компонента.
2. Способ по п. 1, отличающийся тем, что в качестве олефинсодержащей смеси используют газообразные продукты каталитического крекинга.
3. Способ по п. 1, отличающийся тем, что способ осуществляют при температуре 300-550°С и поддерживают давление 1-100 атм.
4. Способ по п. 1, отличающийся тем, что поддерживают объемное соотношение олефинсодержащей смеси к закиси азота от 2 до 10.
5. Способ получения высокооктанового компонента моторных топлив из олефинсодержащих смесей, отличающийся тем, что на первой стадии олефинсодержащую смесь подвергают окислению закисью азота в газовой фазе, а на второй стадии проводят конденсацию продуктов, полученных на первой стадии, с последующим выделением смеси продуктов в качестве высокооктанового компонента.
6. Способ по п. 5, отличающийся тем, что в качестве олефинсодержащей смеси используют газообразные продукты каталитического крекинга.
7. Способ по п. 5, отличающийся тем, что первую стадию проводят при температуре 300-550°С, а вторую стадию при температуре 30-400°С, на первой стадии поддерживают давление 1-100 атм, а на второй стадии 1-10 атм.
8. Способ по п. 5, отличающийся тем, что на первой стадии поддерживают объемное соотношение олефинсодержащей смеси к закиси азота от 2 до 10.
9. Способ по п. 5, отличающийся тем, что продукты окисления олефиновой фракции перед использованием в качестве исходного сырья на второй стадии подвергают разделению на альдегидную и кетонную фракции.
10. Способ по п. 9, отличающийся тем, что кетонную и альдегидную фракции подвергают процессу конденсации раздельно.
11. Способ по п. 9, отличающийся тем, что кетонную фракцию непосредственно используют в качестве высокооктанового компонента, а альдегидную фракцию подвергают процессу конденсации.
12. Способ по п. 5, отличающийся тем, что продукты окисления олефиновой фракции перед использованием в качестве исходного сырья на второй стадии подвергают разделению на отдельные компоненты с последующей их реализацией в качестве целевого продукта и/или использования в качестве сырья для процесса конденсации.
13. Способ по п. 5, отличающийся тем, что вторую стадию проводят в жидкой фазе путем альдольной или альдольно-кротоновой конденсации в присутствии любого известного катализатора.
14. Способ по п. 5, отличающийся тем, что вторую стадию проводят путем конденсации с метанолом в газовой фазе в присутствии медьсодержащего катализатора при объемном соотношении смеси продуктов, полученной на первой стадии, к метанолу от 1 до 10.
15. Способ по п. 14, отличающийся тем, что на второй стадии конденсацию с метанолом продуктов, полученных на первой стадии, проводят в присутствии не менее 0,1 об. % водорода.
16. Способ по п. 14, отличающийся тем, что на второй стадии конденсацию с метанолом продуктов, полученных на первой стадии, проводят в присутствии катализатора, содержащего от 5 до 40 мас. % меди на носителе.
17. Способ по п. 16, отличающийся тем, что в качестве носителя в катализаторах на второй стадии используют Al2O3, и/или SiO2, и/или TiO2, и/или алюмосиликат, и/или силикатное или алюмосиликатное стекловолокно.
18. Способ получения высокооктанового компонента моторных топлив из олефинсодержащих смесей, отличающийся тем, что на первой стадии олефинсодержащую смесь подвергают окислению закисью азота в газовой фазе, на второй стадии проводят конденсацию продуктов, полученных на первой стадии, а на третьей стадии проводят реакцию смеси конденсированных оксигенатов, полученной на второй стадии, или смеси карбонильных соединений, полученной на первой стадии, с водородом в присутствии катализатора гидрирования с последующим выделением смеси гидрированных продуктов в качестве высокооктанового компонента.
19. Способ по п. 18, отличающийся тем, что в качестве олефинсодержащей смеси используют газообразные продукты каталитического крекинга.
20. Способ по п. 18, отличающийся тем, что первую стадию проводят при температуре 300-550°С, вторую стадию при температуре 30-400°С, а третью стадию при температуре 100-400°С.
21. Способ по п. 18, отличающийся тем, что на первой стадии поддерживают давление 1-100 атм, на второй стадии 1-10 атм, на третьей стадии 1-100 атм.
22. Способ по п. 18, отличающийся тем, что на первой стадии поддерживают объемное соотношение олефинсодержащей смеси к закиси азота 2-10.
23. Способ по п. 18, отличающийся тем, что продукты окисления олефиновой фракции перед использованием в качестве исходного сырья на второй стадии подвергают разделению на альдегидную и кетонную фракции.
24. Способ по п. 23, отличающийся тем, что кетонную и альдегидную фракции подвергают процессу конденсации раздельно.
25. Способ по п. 23, отличающийся тем, что кетонную фракцию непосредственно используют в качестве высокооктанового компонента, а альдегидную фракцию подвергают процессу конденсации.
26. Способ по п. 18, отличающийся тем, что продукты окисления олефиновой фракции, перед использованием в качестве исходного сырья на второй стадии подвергают разделению на отдельные компоненты с последующей их реализацией в качестве целевого продукта и/или использования в качестве сырья для процесса конденсации.
27. Способ по п. 18, отличающийся тем, что вторую стадию проводят в жидкой фазе путем альдольной или альдольно-кротоновой конденсации в присутствии любого известного катализатора.
28. Способ по п. 18, отличающийся тем, что вторую стадию проводят путем конденсации с метанолом в газовой фазе в присутствии медьсодержащего катализатора при объемном соотношении смеси продуктов, полученной на первой стадии, к метанолу от 1 до 10.
29. Способ по п. 18, отличающийся тем, что на третьей стадии поддерживают объемное соотношение смеси конденсированных продуктов, полученных на второй стадии, к водороду от 1 до 10.
30. Способ по п. 18, отличающийся тем, что вторую стадию проводят в присутствии катализатора, содержащего от 5 до 40 мас. % меди на носителе, а третью стадию проводят в присутствии катализатора гидрирования, содержащего от 5 до 40 мас. % никеля, и/или 5 до 40 мас. % меди, и/или 5 до 40 мас. % кобальта, и/или от 0,3 до 2 мас. % палладия, и/или 0,3 до 2 мас. % платины, и/или 0,3 до 2 мас. % золота на носителе.
31. Способ по п. 30, отличающийся тем, что в качестве носителя в катализаторах на второй и третьей стадиях используют Al2O3, и/или SiO2, и/или TiO2, и/или алюмосиликат, и/или силикатное или алюмосиликатное стекловолокно.
32. Способ по п. 30, отличающийся тем, что третью стадию проводят в присутствии механической смеси катализатора гидрирования и кислотного катализатора, в качестве которого используют цеолит в Н-форме, выбранный из набора цеолитов со структурой FAU, FER, MFI, MEL, ВЕА, МТТ, TON.
| US 20090014354 A1, 15.01.2009 | |||
| СПОСОБ ПОЛУЧЕНИЯ КАРБОНИЛЬНЫХ СОЕДИНЕНИЙ | 2004 |
|
RU2270185C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАРБОНИЛЬНЫХ СОЕДИНЕНИЙ | 2002 |
|
RU2227133C2 |
| Newman, S | |||
| G., Lee, K., Cai, J., Yang, L., Green, W | |||
| H., & Jensen, K | |||
| F | |||
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Continuous thermal oxidation of alkenes with nitrous oxide in a packed bed reactor | |||
| Industrial & Engineering Chemistry Research, 54(16), 4166-4173. | |||

