Изобретение относится к области нефтеперерабатывающей и нефтехимической промышленности. Более конкретно, изобретение относится к способу производства бензинов или концентратов ароматических соединений путем совместной переработки углеводородных фракций, оксигенатов и олефинсодержащих фракций.
В описании используются следующие термины:
Бензин - товарный бензин или основной компонент (основа) для производства бензинов. В частности, бензин, получаемый по предлагаемому методу, может использоваться для получения автомобильных бензинов методами компаундирования (смешения бензиновых фракций, получаемых различными процессами переработки нефти). К примеру, по предлагаемому методу может производиться основа для производства автомобильного бензина экологического класса К5 марки АИ-92 по ГОСТ 32513-2013. В ряде случаев получаемый по предлагаемому методу бензин может не соответствовать всем требованиям, предъявляемым к товарным бензинам тем или иным регионом или организацией. К примеру, содержание бензола в произведенном бензине может превышать 1.0 об. %. В качестве другого примера, содержание ароматики в произведенном бензине может превышать 35 об. %. В качестве бензина может рассматриваться жидкий углеводородный продукт, произведенный по предлагаемому способу.
Углеводородная фракция - фракция бензинового диапазона кипения (температура начала кипения не нормируется, температура конец кипения не более 215°С). В частности, конец кипения может составлять 200°С, 180°С, 160°С или 85°С. Предпочтительно температура конца кипения не выше 180°С. Начало кипения может составлять, например, 62°С, 85°С, 140°С. Предпочтительно температура начала кипения не ниже 62°С.
Оксигенат - алифатический спирт или простой эфир. Может быть выбран из группы, включающей: метанол, метанол-сырец, метанол технический, этанол, диметиловый эфир, другие алифатические спирты, другие простые эфиры, а также их смеси, в т.ч. с водой. Может содержать примеси, к примеру альдегиды, карбоновые кислоты, сложные эфиры, ароматические спирты. Способ не предполагает использования непредельных (ненасыщенных) спиртов, к примеру, аллилового спирта, однако их присутствие возможно в качестве примесей.
Олефинсодержащая фракция - фракция, включающая 10-50 мас. % олефинов С2-С4 (этилен, пропилен, нормальные бутилены, изобутилен).
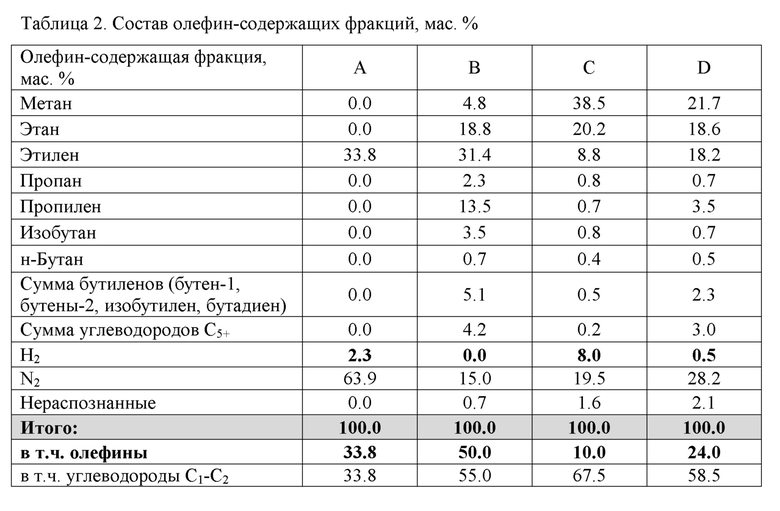
Олефинсодержащая фракция может содержать инертные или слабо-реакционноспособные компоненты, отличные от олефинов, к примеру: метан, этан, пропан, бутан, водород, азот. К примеру, олефинсодержащая фракция может содержать от 0.5 до 8 мас. % водорода, предпочтительно от 2.3 до 8.0 мас. % водорода. Предпочтительно массовая доля углеводородов С5+ в олефинсодержащей фракции не более 5.0 мас. %. Предпочтительно объемная доля сероводорода в олефинсодержащей фракции не более 0.005 %.
Реакционная зона - обособленный объем в реакторе, содержащий катализатор. Несколько последовательных реакционных зон могут быть расположены в одном реакторе. Например, реакционными зонами могут являться полки в полочном реакторе. Также каждая реакционная зона может находится в отдельном реакторе. В качестве реакционной зоны может выступать отдельный реактор.
ОЧИ - октановое число, определенное по исследовательскому методу. Может быть определено, к примеру, согласно ASTM D2699 или согласно ГОСТ 8226.
Cn - углеводороды с количеством атомов углерода n.
Cn+ - углеводороды с количеством атомов углерода равном или более n.
РЗЭ - редкоземельные элементы.
ДМЭ - диметиловый эфир.
СГКК - сухой газ каталитического крекинга.
ФАУ - фракция ароматических углеводородов.
Массовая скорость подачи сырья, ч-1 - количество сырья, пропускаемого в единицу времени через единицу массы катализатора. К примеру, массовая скорость подачи i-го компонента:

где - массовый поток i-го компонента на входе, г/ч.
 - масса катализатора, г.
- масса катализатора, г.
Конверсия - отношение количества сырья, вступившего в реакцию, к количеству сырья, поданного в реакцию. К примеру, конверсия i-го компонента:

где - массовый поток i-го компонента на входе, г/ч.
- массовый поток i-го компонента на выходе, г/ч.
Селективность - отношение количества целевого компонента к общему количеству углеводородов, полученных в данном процессе. К примеру, селективность i-го компонента продукта:

где - массовый поток i-го компонента на выходе, г/ч,
- суммарный массовый поток всех произведенных углеводородов, г/ч.
Процент замещения оксигената на олефинсодержащую фракцию (% замещения) рассчитывается следующим образом:

где - мольный поток i-го подаваемого оксигената, моль/ч,
ki - коэффициент советующий i-му подаваемому оксигенату. Коэффициент ki равняется 0.5 для метанола, 1 для других оксигенатов (например, этанол, пропанол, ДМЭ).
- мольный поток j-го подаваемого олефина, моль/ч.
К примеру, при необходимости заместить метанол на сухой газ каталитического крекинга, содержащий этилен, процент замещения рассчитывается следующим образом:

где  - мольный поток подаваемого метанола, моль/ч,
- мольный поток подаваемого метанола, моль/ч,
 - мольный поток подаваемого этилена, моль/ч,
- мольный поток подаваемого этилена, моль/ч,
0.5 - коэффициент, соответствующий метанолу.
Аналогично, если в качестве оксигената используется этанол, а в олефинсодержащей фракции содержатся этилен, пропилен и бутилены, процент замещения рассчитывается следующим образом.

где  - мольный поток подаваемого метанола, моль/ч,
- мольный поток подаваемого метанола, моль/ч,
 - мольный поток подаваемого этилена, моль/ч,
- мольный поток подаваемого этилена, моль/ч,
 - мольный поток подаваемого пропилена, моль/ч,
- мольный поток подаваемого пропилена, моль/ч,
 - общий мольный поток подаваемых бутиленов (включая изобутилен), моль/ч,
- общий мольный поток подаваемых бутиленов (включая изобутилен), моль/ч,
1 - коэффициент для этанола.
УРОВЕНЬ ТЕХНИКИ
Известно несколько примеров совместной переработки углеводородных фракций, оксигенатов и олефинсодержащих фракций в бензины или концентраты ароматических соединений.
Патент RU 2671568 от 27.09.2016 относится к комплексной установке для переработки смеси углеводородов C1-С10 различного состава (низкооктановые бензиновые фракции н.к.-180°С, 90-160°С или более узкие фракции, пентан-гептановые (гексановые) фракции, пропан-бутановые фракции, ШФЛУ и/или низшие олефины C2-C10 и/или их смеси друг с другом, и/или с парафинами C1-C10, и/или с водородом) в присутствии кислородсодержащих соединений, включающей один или более параллельно расположенных секционированных адиабатических реакторов, состоящих из одного и более стационарных слоев (секций) цеолитсодержащего катализатора с подводом или отводом тепла между слоями (секциями) катализатора. Предлагаемая установка позволяет получить высокооктановые бензины, дизельные фракции или ароматические углеводороды.
Недостатком изобретения является необходимость добавления к сырью существенных количеств изобутана с целью контроля температуры реакционных зон. Изобутан - востребованный продукт нефтеперерабатывающего производства с высокой стоимостью. Его перенаправление на переработку углеводородной фракции приведет к увеличению затрат на производство бензина или концентрата ароматических углеводородов.
Недостатком изобретения также является циркуляция части газообразного продукта непосредственно через слой катализатора. Рецикл газообразного продукта усложняет необходимое оборудование и его обслуживание. Также данный подход не позволяет работать с серосодержащим сырьем без привлечения дополнительных способов очистки. В частности, установка содержит блок удаления соединений серы с использованием полученного в процессе водородсодержащего газа из хотя бы части углеводородного сырья. Неполное очищение сырья от серы может приводить к производству газообразного продукта, загрязненного соединениями серы. Рецикл подобного газообразного продукта приведет к ускоренному отравлению катализатора газообразными серосодержащими соединениями (сероводород, меркаптаны).
Заявка на изобретение WO 2017155431 (PCT/RU 2017/050009) описывает способ получения бензинов из сырьевых углеводородных фракций, фракций газообразных олефинов и оксигенатов. В качестве реактора используют реактор, содержащий, по меньшей мере, две реакционные зоны с цеолитосодержащим катализатором, между которыми дополнительно расположено средство для смешивания продуктов реакции предыдущей реакционной зоны и подаваемого метанола или других оксигенатов и олефиносодержащего сырья, а посредством узла подачи потоков подают:
• в первую реакционную зону реактора: поток метанола или других оксигенатов и олефиносодержащего сырья и поток сырьевых углеводородных фракций,
• во вторую реакционную зону реактора - поток метанола или других оксигенатов и олефиносодержащего сырья.
В качестве недостатка способа может рассматриваться то, что при получении бензинов температура концевого слоя катализатора на 40-70°С ниже максимальной температуры катализаторного слоя. Подобное падение температуры в концевом слое катализатора может привести к неравномерному закоксовыванию катализатора и к протеканию побочных реакций (к примеру, олигомеризация олефинов вместо вовлечения их в процессы алкилирования ароматики и образования ароматики).
В качестве недостатка способа также может рассматриваться необходимость дополнительного подвода тепла к реакционным зонам то при малых расходах метанола (менее 20% от массы конвертируемого сырья), в том числе за счет дополнительного перегрева сырьевого потока, подаваемого в последнюю и/или предпоследнюю реакционные зоны (максимум до 500°С), либо за счет использования в качестве одной или двух последних реакционных зон реактора изотермических реакционных зон.
Данный способ является наиболее близким к настоящему изобретению и взят за прототип.
Однако не один из описанных документов не исследует, каким образом варианты распределения сырья между реакционными зонами влияют на параметры процесса. Не учитываются проблемы, возникающие при замене чистых олефинов на дешевые источники олефинов С2-С4. Не раскрываются условия, позволяющие получать высокооктановый продукт в условиях, когда сырье включает метан, этан, водород, азот. Также не раскрывается то, что использование сырья определенного состава с соответствующим распределением между реакционными зонами позволит исключить рецикл газообразных продуктов.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В качестве технических результатов настоящего изобретения рассматриваются:
1. снижение потребления оксигенатов за счет частичной замены оксигената на олефинсодержащие фракции;
2. возможность использовать в качестве сырья маловостребованные углеводородные фракции с высоким содержанием углеводородов С6 и изопарафинов С7;
3. вовлечение в производство высокооктановых продуктов олефинсодержащих фракций, включающих водород, без дополнительного его отделения;
4. возможность использовать в качестве сырья олефинсодержание фракции с содержанием олефинов менее 50 мас. % без предварительной концентрации олефинов;
5. отсутствие оксигенатов в жидком углеводородном продукте;
6. возможность исключить рецикл газообразных продуктов;
7. снижение доли бензола в продукте;
8. увеличение конверсии н-гексана и н-гептана;
9. снижение содержание нафталинов и алкилнафталинов во фракции С5+ продукта;
10. возможность производства низкобензольных концентратов ароматики;
11. возможность производства концентрата ароматики с высоким содержанием алкилбензолов С8.
Задача изобретения заключается в снижении потребления оксигенатов в ходе совместной переработки углеводородных фракций и оксигенатов в бензины или концентраты ароматических соединений при сохранении выхода и качества продукта. Задача решается, в частности, за счет частичной замены оксигенатов на олефинсодержащие фракции низкой стоимости.
Предлагаемый метод также решает задачу переработки в бензины или концентраты ароматических соединений маловостребованных углеводородных фракций. Это углеводородные фракции, которые не могут служить предпочтительным сырьем для каталитического риформинга или классической изомеризации из-за высокого содержания углеводородов С6 и изопарафинов С7. В частности, предлагаемый метод позволяет использовать углеводородные фракции с содержанием углеводородов С6 более 36 мас. % и содержанием изопарафинов С7 более 26 мас. %. При этом при производстве бензинов удается достичь содержания бензола во фракции С5+ произведенного бензина менее 2 мас. %, выхода более 70 % и ОЧИ продукта не менее 90 ед.
Предлагаемый способ также может работать с углеводородными фракциями без ограничения по содержанию углеводородов С6 и/или изопарафинов С7. Низкое содержание подобных компонентов при производстве бензинов позволяет достигать выходов более 80 % на поданную углеводородную фракцию и достигать содержания бензола в продукте менее 1 мас. %.
Предлагаемое изобретение также позволяет использования в качестве олефинсодержащей фракции такой низкомаржинальный поток как сухой газ каталитического крекинга (СГКК). СГКК и другие потоки, показывающие относительно низкое содержание олефинов, часто содержат водород. Содержание как олефинов, так и водорода в таких потоках слишком низко для коммерческого выделения. Поэтому газы подобные СГКК часто используют как топливные газы. Предлагаемый метод позволяет вовлекать такие низкомаржинальные олефинсодержащие фракции в производство бензина. При этом предлагаемый метод позволяет избежать необходимость предварительно отделять водород из используемых олефинсодержащих фракций, в частности, с содержанием водорода до 8 мас. %. Одновременно предлагаемый метод не требует предварительного концентрирования олефинов в используемых олефинсодержащих фракциях с содержанием олефинов менее 50 мас. %. В частности, допускается подача на реакционные зоны олефинсодержащих фракций с содержанием олефинов от 10 мас. % без предварительных действий по увеличению концентрации олефинов в сырьевом потоке.
Конверсия олефинов С2-С4 в предлагаемом методе достигает 98-100 мас. %, что позволяет отказаться от необходимости рецикла газообразного продукта для повторной переработки олефинов.
Решение задач и достижение обозначенных выше технических результатов достигается за счет предлагаемого способа получения жидкого углеводородного продукта, содержащего ароматические соединения, в котором в котором в качестве сырья используют три потока, первый из которых включает углеводородную фракцию, второй поток включает оксигенат, третий поток включает олефинсодержащую фракцию, причем:
a. олефинсодержащая фракция включает один или более олефинов, выбранных из группы, включающей: этилен, пропилен, нормальные бутилены, изобутилен, в общем количестве от 10 до 50 мас. %,
b. используют три реакционные зоны, заполненные цеолитным катализатором,
c. первый поток подают по меньшей мере в одну реакционную зону,
d. второй поток подают в первую реакционную зону,
e. третий поток распределяют в три реакционные зоны, причем массовая доля третьего потока, распределяемого в последнюю реакционную зону выше, чем массовая доля третьего потока, распределяемого в каждую из предыдущих реакционных зон,
f. причем поток продукта из первой реакционной зоны подается во вторую реакционную зону, и поток продукта из второй реакционной зоны подается в третью реакционную зону.
Возможно исполнение изобретения, в котором жидкий углеводородный продукт, содержащий ароматические соединения, представляет собой бензин, если содержание ароматических соединений составляет менее 46 мас. %, или жидкий углеводородный продукт, содержащий ароматические соединения, представляет собой концентрат ароматики, если содержание ароматических соединений составляет более 46 мас. %.
Возможно исполнение изобретения, в котором первый поток подается предпочтительно в первую реакционную зону.
Возможно исполнение изобретения, в котором распределение третьего потока между тремя реакционными зонами составляет 10-30 мас. % / 20-35 мас. % / 40-70 мас. %.
Возможно исполнение изобретения, в котором углеводородная фракция содержит нормальные парафины в количестве 15-24 мас. %, изопарафины в количестве 28-56 мас. %, нафтены в количестве 22-40 мас. %, остальное - ароматические углеводороды и олефины.
Возможно исполнение изобретения, в котором углеводородная фракция содержит от 0 до 80 мас. % углеводородов С6, предпочтительно от 23 до 46 мас. % углеводородов С6, наиболее предпочтительно от 36 до 46 мас. % углеводородов С6.
Возможно исполнение изобретения, в котором углеводородная фракция содержит от 0 до 70 мас. % изопарафинов С7, предпочтительно от 26 до 50 мас. % изопарафинов С7, наиболее предпочтительно от 26 до 38 мас. % изопарафинов С7.
Возможно исполнение изобретения, в котором углеводородная фракция может быть выбрана из группы, включающей прямогонный бензин, бензин газовый стабильный, легкий газовый конденсат, бензиновая фракция с границами кипения около 62° - 85° С, рафинат, а также их смеси.
Возможно исполнение изобретения, в котором в первой олефинсодержащей фракции массовая доля углеводородов С5+ составляет от 0 до 10.0 мас. %, предпочтительно от 0 до 5.0 мас. %.α
Возможно исполнение изобретения, в котором олефинсодержащая фракция может включать олефины С5+, например, пентены, гексены.
Возможно исполнение изобретения, в котором в олефинсодержащей фракции объемная доля сероводорода составляет от 0.0 до 0.005 %.
Возможно исполнение изобретения, в котором олефинсодержащая фракция может включать углеводородные компоненты, не являющееся олефинами, например, метан, этан, пропан, бутан, и может содержать неорганические газы, например, водород, азот.
Возможно исполнение изобретения, в котором олефинсодержащая фракция включает 0.5-8.0 мас. % водорода, предпочтительно 2.3-8.0 мас. % водорода.
Возможно исполнение изобретения, в котором олефинсодержащая фракция может включать олефины С5+, например, пентены, гексены.
Возможно исполнение изобретения, в котором олефинсодержащая фракция выбрана из группы, включающей сухой газ каталитического крекинга, жирный газ каталитического крекинга, другие газы каталитического крекинга и продукты их фракционирования, отходящий газ с установки коксования, газы синтеза Фишера-Тропша, а также их смеси.
Возможно исполнение изобретения, в котором олефинсодержащая фракция выбрана из группы, включающей пропан-пропиленовые фракции, бутан-бутиленовые фракции, газ термического крекинга, газ висбрекинга, отходящие газы гидрокрекинга, газ пиролиза, газообразные отходы каталитического риформинга, а также их смеси.
Возможно исполнение изобретения, в котором олефинсодержащая фракция включает сухой газ каталитического крекинга и содержит от 25 до 40 мас. % олефинов С2-С4.
Возможно исполнение изобретения, в котором оксигенат выбран из группы, включающей алифатические спирты, например, метанол, этанол, метанол-сырец, метанол технический, этанол; простые эфиры, например, диметиловый эфир, а также их смеси, в том числе с водой.
Возможно исполнение изобретения, в котором оксигенат может содержать примеси, например, альдегиды, карбоновые кислоты, сложные эфиры.
Возможно исполнение изобретения, в котором давление процесса составляет от 1.5 до 4.0 МПа, предпочтительно от 2.2 до 2.7 МПа.
Возможно исполнение изобретения, в котором массовая скорость подачи сырья составляет 0.5-10 ч-1, предпочтительно 1-3 ч-1.
Возможно исполнение изобретения, в котором температура потока на входе в первую / вторую / третью реакционные зону составляет 340-450°С / 340-450°С / 340-450°С
Возможно исполнение изобретения, в котором массовая скорость подачи сырья составляет от 0.5 до 10 ч-1, предпочтительно 1-3 ч-1.
Возможно исполнение изобретения, в котором температура потока на входе в первую / вторую / третью реакционные зону составляет 340-370°С / 340-370°С / 340-370°С.
Возможно исполнение изобретения, в котором массовая скорость подачи сырья составляет от 0.9 до 10 ч-1, предпочтительно 1-3 ч-1.
Возможно исполнение изобретения, в котором температура потока на входе в первую / вторую / третью реакционные зону составляет 390-450°С / 390-450°С / 390-450°С.
Возможно исполнение изобретения, в котором массовая скорость подачи сырья составляет от 0.1 до 0.9 ч-1.
Возможно исполнение изобретения, в котором распределение катализатора по реакционным составляет 15-25 мас. % / 30-33 мас. % / 35-50 мас. % от общего количества катализатора для первой / второй / третьей реакционной зоны соответственно.
Возможно исполнение изобретения, в котором масса распределяемого катализатора на каждую последующую реакционную зону выше массы распределяемого катализатора на каждую предыдущую реакционную зону.
Возможно исполнение изобретения, в котором углеводородная фракция составляет 38-79 мас. % от подаваемого сырья.
Возможно исполнение изобретения, в котором олефинсодержащая фракция составляет 13-57 мас. % от подаваемого сырья.
Возможно исполнение изобретения, в котором оксигенат составляет 3.8-8.0 мас. % от подаваемого сырья.
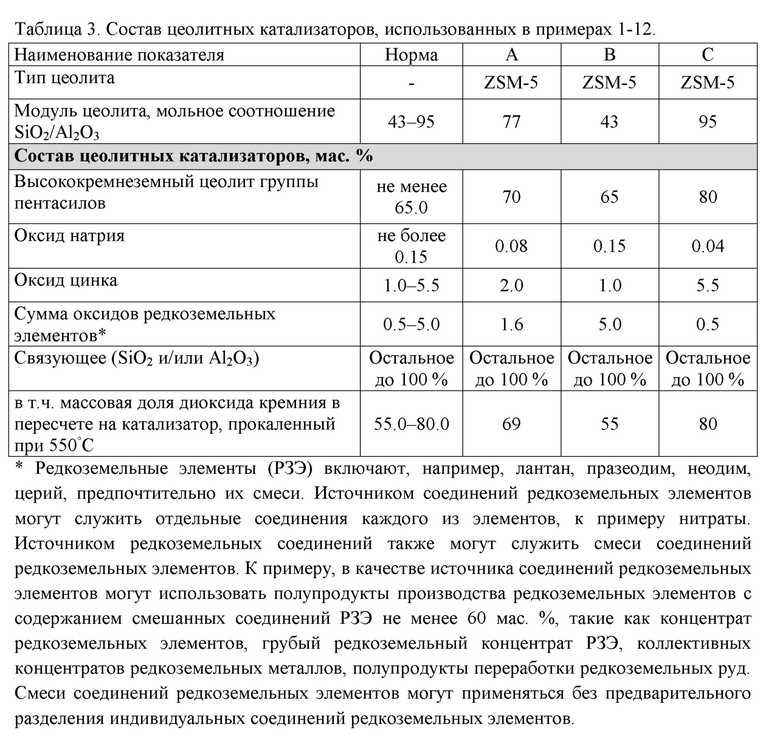
Возможно исполнение изобретения, в котором цеолитный катализатор включает:
a. цеолит типа ZSM-5 с модулем SiO2/Al2O3 от 43 до 95, в количестве от 65 до 80 мас. %,
b. оксид натрия в количестве от 0.04 до 0.15 мас. %,
c. оксид цинка в количестве 1.0-5.5 мас. %,
d. оксиды редкоземельных элементов в общем количестве 0.5-5.0 мас. %,
e. связующее, включающее диоксида кремния, оксида алюминия или их смеси.
Возможно исполнение изобретения, в котором цеолитный катализатор не содержит платиновых металлов.
Возможно исполнение изобретения, в котором редкоземельные элементы выбраны из группы, включающей лантан, празеодим, неодим, церий, а также их смеси.
Возможно исполнение изобретения, в котором реакция проводится в газовой фазе в неподвижном слое катализатора.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Для осуществления процесса углеводородная фракция, оксигенат и олефинсодержащая фракция разделяются на несколько потоков. Потоки подаются на реакционные зоны:
R101 - первая реакционная зона;
R201 - вторая реакционная зона;
R301 - третья реакционная зона.
Углеводородная фракция подается по крайней мере в одну реакционную зону. Для этого углеводородная фракция может разделяться на один, два или три потока. В частности, для проведения экспериментов по примерам 1-11, вся углеводородная фракция распределялась на первую реакционную зону (т.е. второй и третий потоки углеводородной фракции не создавались). Для проведения эксперимента по примеру 12, углеводородная фракция распределялась на три реакционные зоны (т.е. создавались первый, второй и третий потоки углеводородной фракции).
Также при необходимости возможно распределение всего потока углеводородной фракции только на вторую или только на третью реакционную зону. В ещё одном исполнении, предлагаемый процесс позволяет распределять углеводородную фракцию на несколько реакционных зон.
Оксигенат подают в первую реакционную зону.
Олефинсодержащую фракцию подают в три реакционные зоны. Для этого поток олефинсодержащей фракции разделяется на три потока. При этом доля потока олефинсодержащей фракции, идущего на третью реакционную зону, выше, чем доля потока олефинсодержащей фракции, идущего на любую из предыдущих реакционных зон.
При осуществлении способа поток продукта из первой реакционной зоны подается во вторую реакционную зону, и поток продукта из второй реакционной зоны подается в третью реакционную зону.
При этом каждый из потоков, подаваемых на конкретную реакционную зону, может нагреваться до или после смешения с другими потоками.
Потоки сырья, подаваемые на конкретную реакционную зону, смешиваются в зоне смешения, расположенной перед слоем катализатора данной реакционной зоны. В качестве зоны смешения реакционной зоны может выступать, например:
• слой из гранул нейтрального материала, размещённого перед слоем цеолитного катализатора, к примеру защитный слой, форконтакт;
• соединительная линия (магистраль), соединяющая реакционные зоны;
• нагреватель (или преднагреватель), расположенный между реакционными зонами.
Поток продукта из третьей реакционной зоны разделяют на углеводородную фракцию продукта и водную фракцию продукта. Водную фракцию продукта отводят.
Углеводородная фракция продукта далее разделяется на жидкий углеводородный продукт и газообразный продукт методами фракционирования и стабилизации. В частности, могут производиться отстой и дегазация водной фазы, дебутанизация углеводородной фазы, конденсация пропана и т.д. Газообразный продукт может дополнительно разделяться на фракцию газообразного продукта, обогащённую углеводородами С3-С4, и фракцию газообразного продукта, обогащённого углеводородами С1-С2.
Основной компонент жидкого углеводородного продукта - углеводороды С5+ (углеводороды с количеством атомов углерода пять и более). В зависимости от целей конкретного производства, жидкий углеводородный продукт может содержать не только углеводороды С5+, но и различное количество растворенных газов С1-С4. В частности, при производстве автомобильных бензинов, обычно допускается присутствие до 3-5 мас. % растворенных газов в летних бензинах и до 5-7 мас. % растворенных газов в зимних бензинах. Газообразный продукт может включать углеводороды С1-С4, азот, водород и другие неорганические газы, а также более тяжелые углеводороды.
Потоки продуктов могут быть направлены во внешние теплообменники, например, рекуперативные теплообменники, для нагрева потоков сырья и предварительного охлаждения потоков продукта.
Примеры
Достигаемые результаты демонстрируются ниже в примерах 1-12.
Примеры 1-6, 12 и сравнительный пример 7 демонстрируют случай получения бензинов. Примеры 8-11 показывают возможность получения концентратов ароматических соединений.
Предложенный процесс позволяет производить жидкий углеводородный продукт, который может быть использован как бензин или как концентрат ароматических соединений.
Разница между бензином и концентратом ароматических соединений заключается в содержании общей ароматики в продукте. Существуют государства и предприятия, ограничивающие максимальное содержание общей ароматики в товарных бензинах на уровне 35 об. % (примерно 38-40 мас. % ароматики). Известны случаи, когда экологические нормы допускают наличие в товарных автомобильных бензинах до 40-46 мас. % ароматики. В связи с этим жидкий углеводородный продукт с суммарным содержанием ароматических углеводородов не более 46 мас. % относится к бензинам. В частности, предлагаемый способ позволяет производить жидкий углеводородный продукт, который может реализовываться как товарный автомобильный бензин без дополнительного компаундирования. Жидкий углеводородный продукт с суммарным содержанием ароматических углеводородов более 46 мас. % относится к концентратам ароматических соединений. В частности, предлагаемый способ позволяет производить жидкий углеводородный продукт, который может использоваться как высокооктановый концентрат ароматики, играющий роль основного компонента при компаундировании автомобильных бензинов.
Отметим, что в зависимости от государства или предприятия, может устанавливаться максимально допустимое содержание ароматических соединений в товарных бензинах, отличное от 38-46 мас. %.
Концентрация ароматики в получаемом жидком углеводородном продукте может контролироваться с помощью нескольких параметров. В частности, повышение температуры подачи сырья и / или снижение массовой скорости подачи сырья приводит к увеличению массовой доли ароматики в получаемом жидком углеводородном продукте.
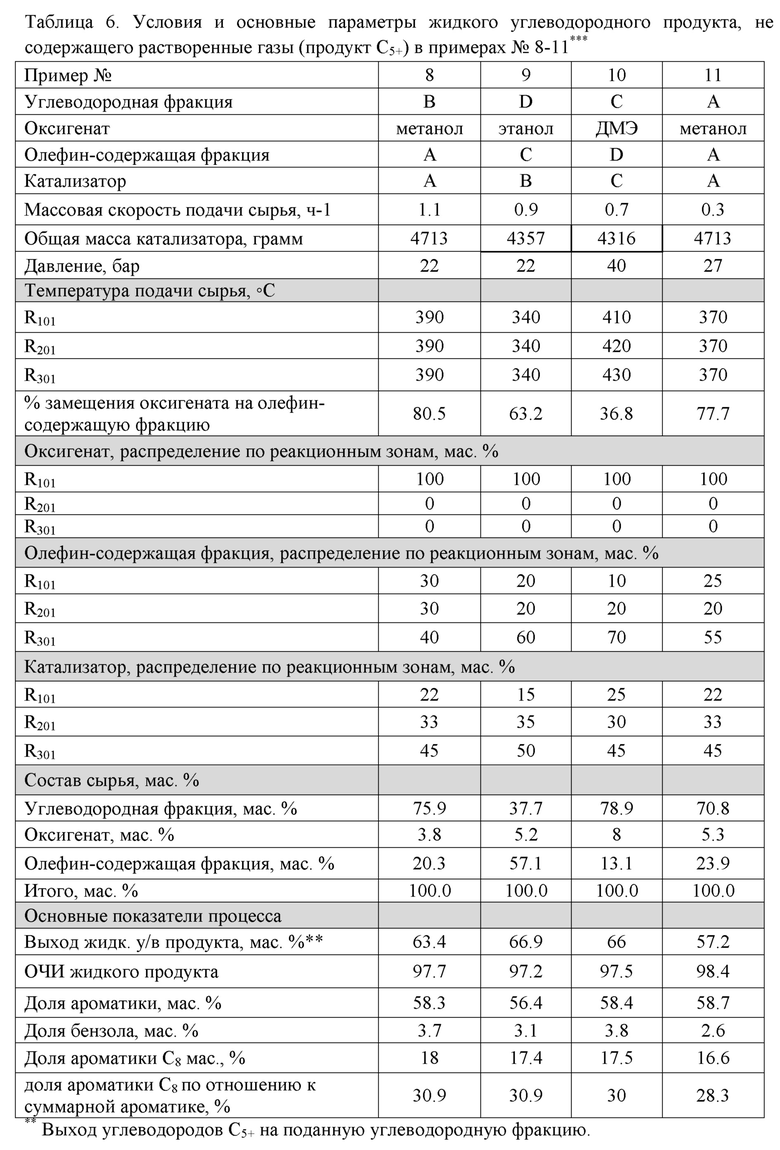
В частности, Примеры 8-11 демонстрируют получение концентратов ароматических соединений с содержанием ароматики более 46 мас. % при температурах 390-450°С и/или при массовых скоростях подачи сырья от 0.1 до 0.9 ч-1. Такие концентраты ароматики могут быть использованы как основной компонент при компаундировании (смешении) товарных бензинов. Также возможно использование концентратов ароматических соединений для дальнейшей переработки методами нефтехимии.
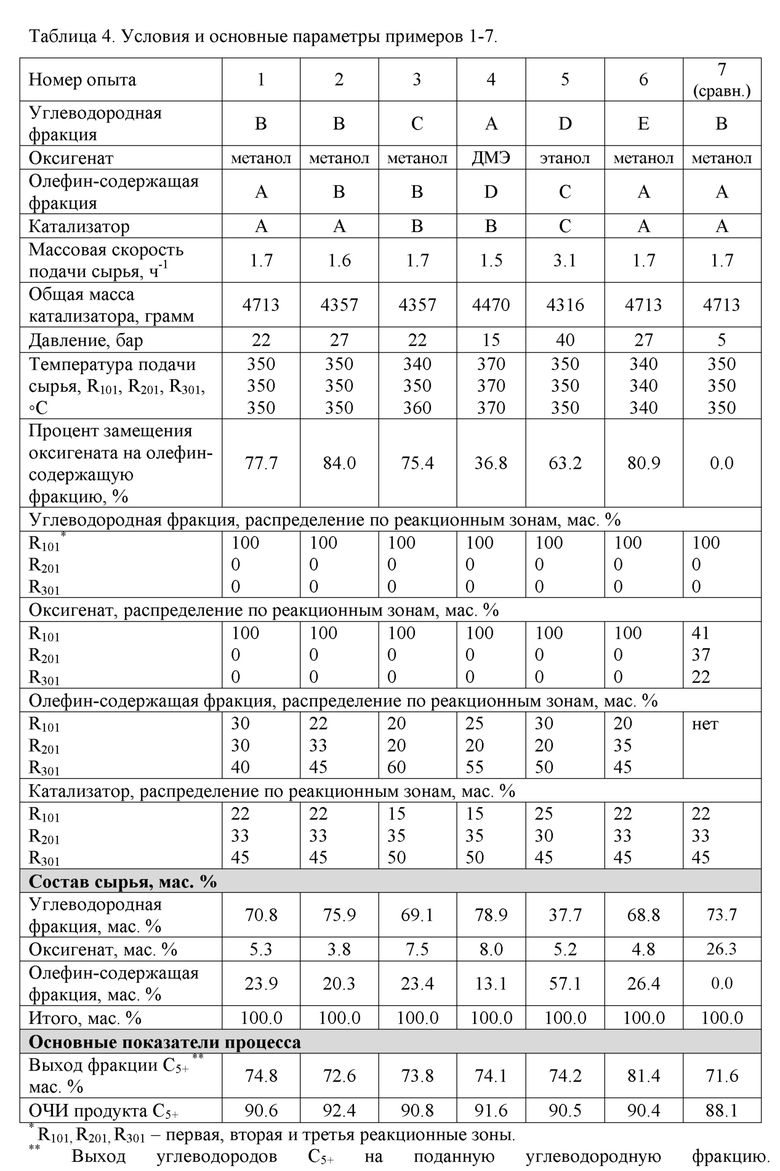
Сравнительный пример 7 отличается от примеров по изобретению тем, что подача олефинсодержащей фракции на реакционные зоны не осуществляется. Таким образом, не достигается снижение расхода оксигената на проведение процесс за счет частичной замены оксигената на олефинсодержащие фракции (т.е. % замещения оксигената на олефинсодержащие фракции равен 0). Примеры 1-6, 12 и 8-11, иллюстрирующие предлагаемое изобретение, показывают возможность частичной замены оксигенатов на олефинсодержащие газы с сохранением выхода, качества продукта и глубины переработки сырья.
Для примеров 1-12 выход и другие показатели процесса показаны для жидкого углеводородного продукта, не содержащего растворенные газы С1-С4 (фракция С5+ углеводородной фракции продукта). Это связано с тем, что жидкие углеводородные продукты, полученные и хранящиеся в разных условиях, могут содержать различное количество растворенных газов. При этом содержание растворенных газов в может неравномерно меняться со временем, изменяя химический состав. Это может привести к неадекватному сравнению выхода и качества продуктов различных экспериментов, в особенности при сравнении результатов с различных предприятий. Поэтому сравнение параметров продукта, не содержащего растворенные газы, более предпочтительно. Однако отметим, что в зависимости от целей конкретного производства, жидкий углеводородный продукт может содержать не только углеводороды С5+, но и различное количество растворенных газов С1-С4.
Так как углеводороды С5+ (углеводороды с пятью и более атомами углерода) являются основным компонентом жидкого углеводородного продукта, выход жидкого углеводородного продукта увеличивается одновременно с выходом углеводородов С5+.
Для проведения примеров 1-11 использовалась каталитическая установка, включающая три последовательно соединенных реактора, с общей загрузкой катализатора до 9 литров. Реакторы обозначаются как первая, вторая и третья реакционные зоны, R101, R201, R301 соответственно.
Реакторы конструктивно максимально приближены к адиабатическому типу, минимизирован теплообмен между слоем катализатора и корпусом. Катализаторные корзины размещаются в корпусе реактора так, чтобы между стеной корзины и прочного корпуса оставался зазор (примерно 2 мм). Каждый реактор установлен в термостат с тремя нагревательными зонами. Между поверхностями нагревательных элементов и внешней поверхностью корпуса реактора размещены три термопары. Напротив, них, на внутренней стенке корпуса корзины реактора, также размещены термопары. Между внутренней поверхностью термостата и внешней поверхностью реактора также имеется воздушный зазор, не превышающий 3-4 мм. Контурами регулирования поддерживается постоянная разница температур между термопарами у внешней стенки реактора и термопарой напротив у внутренней поверхности корзины реактора.
Жидкие и газообразные продукты для анализа начинали отбирать через 4 часа после начала подачи сырья.
Таблица 1 показывает химические составы углеводородных фракций, использованных в примерах 1-12. В частности, фракция 62-85°С (фр. 62-85°С) представляет собой бензол-образующую часть сырья каталитического риформинга (примерные границы кипения 62-85°С). Рафинат типично представляет собой смесь, преимущественно, углеводородов бензинового ряда, не подвергнувшихся конверсии в ходе процесса каталитического риформинга. Рафинат может быть описан как побочная бензиновая фракция, отобранная из блока экстрактивной дистилляции ароматических углеводородов. К примеру, рафинат может представлять собой побочный продукт экстрактивной дистилляции бензол-толуольной фракции. Также, рафинат может представлять собой побочный продукт экстрактивной дистилляции толуол-ксилольной фракции.
Таблица 2 показывает составы олефинсодержащих фракций, использованных в примерах 1-12. Использованные олефинсодержащие фракции могут рассматриваться, например, как модель образца сухого газа каталитического крекинга (составы СГКК получены в результате усреднения данных нефтеперерабатывающего завода за несколько месяцев работы установки каталитического крекинга). Однако отметим, что название и процесс происхождения олефинсодержащих фракций может меняться в зависимости от предприятия и региона. Внимание должно обращаться на химический состав используемой фракции, в частности, олефинсодержащая фракция должна включать олефины С2-С4 в общем количестве от 10 до 50 мас. %. Предпочтительно, массовая доля углеводородов С5+ в олефинсодержащей фракции составляет не более 5.0 мас. %. Предпочтительно объемная доля сероводорода в олефинсодержащей фракции составляет не более 0.005 %. Олефинсодержащая фракция может содержать водород в концентрации от 0.5 до 8 мас. %, предпочтительно от 2.3 до 8 мас. % водорода.
В качестве оксигената в примерах 1-3, 6-8 и 11-12 использован метанол технический марки «А» ГОСТ 2222-95. В примерах 4 и 10 использован диметиловый эфир (ДМЭ), 99 %. В примерах 5 и 9 использован 95 % этанол.
Таблица 3 показывает составы цеолитных катализаторов, использованных в примерах 1-12.
Таблица 4 показывает условия и основные параметры примеров 1-7. Углеводородная фракция в примерах 1-7 подается на первую реакционную зону. Пример 12 повторяет условия Примера 1, за исключением того, что в Примере 12 углеводородная фракция распределяется по трем реакционным зонам в соотношении 50/ 25 / 25 мас. %. Эксперименты по изобретению проводились при давлении 15-40 бар (1.5 - 4.0 МПа), предпочтительно 22-27 бар (2.2 - 2.7 МПа). Параметр % замещения оксигената (процент замещения оксигенатов на олефинсодержащие фракции) рассчитывается по формулам (4) - (6) настоящего Описания.
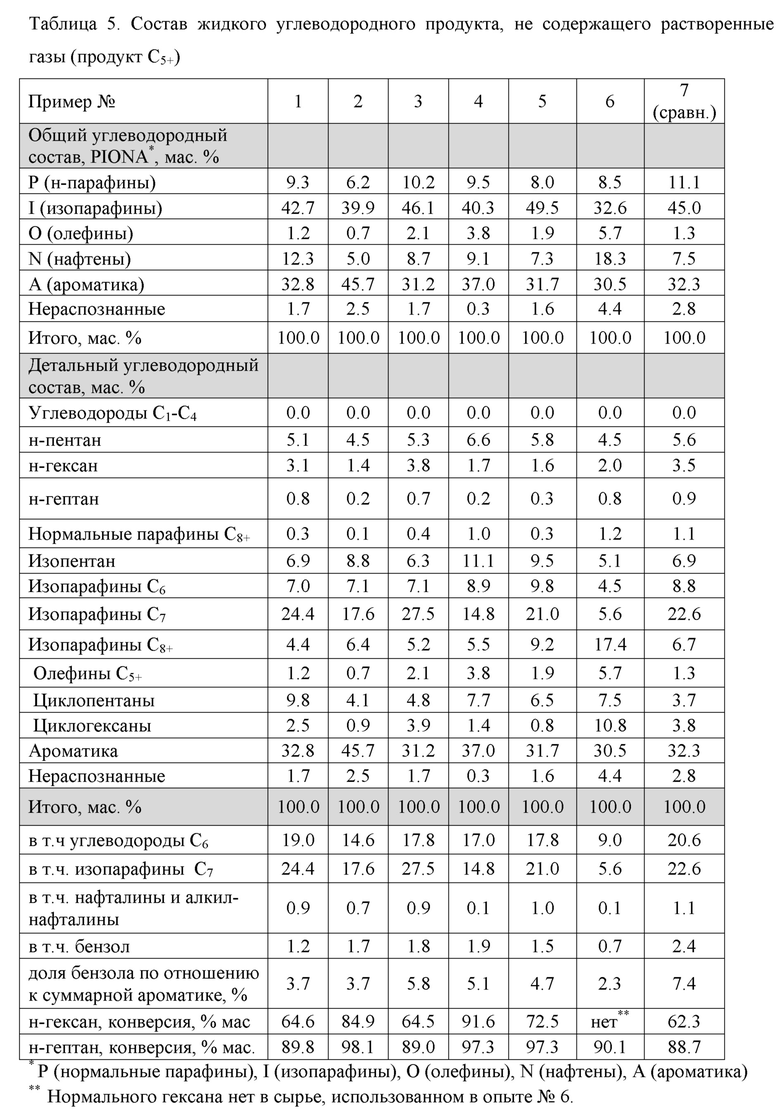
Таблица 5 и Таблица 7 показывают состав жидкого углеводородного продукта в примерах 1-7.
Пример 12 показывает выход жидкого углеводородного продукта С5+ 77.7 мас. % на поданную углеводородную фракцию при ОЧИ продукта 90.8 ед. и содержании ароматики 29.6 мас. % (приведены данные для жидкого углеводородного продукта, не содержащего растворенных газов).
Таблица 7 показывает состав бензина после отделения от него газообразных продуктов, при этом содержание растворенных газов в бензине стабилизировано на уровне 3-5 мас. % (стабилизированный жидкий углеводородный продукт). Такой продукт может рассматриваться как стабильный бензин или как высокооктановая основа для производства товарных бензинов. Продукты в Таблице 8 содержат от 3 до 5 мас. % растворенных газов С1-С4. Однако в зависимости от целей конкретного производства, жидкий углеводородный продукт может содержать различное количество растворенных газов С1-С4. В частности, при производстве автомобильных бензинов, обычно допускается присутствие до 3-5 мас. % растворенных газов в летних бензинах и до 5-7 мас. % растворенных газов в зимних бензинах. Желаемое количество растворенных газов в продукте контролируется стандартными методами фракционирования и стабилизации.
Таблица 5 показывает составы продуктов для тех же экспериментов, что и Таблица 7, однако Таблица 5 показывает состав жидких углеводородных продуктов, не содержащих растворенные газы С1-С4 (фракция С5+ углеводородной фракции продукта). Обычно на производствах не требуется получение продукта, не содержащего растворенных газов. Однако сравнение выхода и состава продуктов С5+ более показательно. Жидкие углеводородные продукты, полученные и хранящиеся в разных условиях, могут содержать различное количество растворенных газов. При этом содержание растворенных газов может неравномерно меняться со временем, изменяя химический состав. Это может привести к неадекватному сравнению выхода и качества продуктов различных экспериментов, в особенности при сравнении результатов с различных предприятий. Поэтому сравнение параметров продукта, не содержащего растворенные газы, более предпочтительно. Однако отметим, что в зависимости от целей конкретного производства, жидкий углеводородный продукт может содержать не только углеводороды С5+, но и различное количество растворенных газов С1-С4, как например представлено в Таблице 7.
Так как углеводороды С5+ (углеводороды с пятью и более атомами углерода) являются основным компонентом жидкого углеводородного продукта, выход жидкого углеводородного продукта увеличивается одновременно с выходом углеводородов С5+.
Таблица 6 показывает условия и основные параметры примеров 8-11. Углеводородная фракция в примерах 8-11 подается на первую реакционную зону. Эксперименты проводились при давлении 22-27 бар (2.2 - 2.7 МПа).
Газообразный продукт в примерах 1-12 состоял преимущественно из предельных углеводородов и азота. Источником азота служат подаваемые в реакцию олефинсодержащие фракции. В примерах по изобретению содержание в газообразном продукте углеводородов С3+ (преимущественно пропан) составляло 37-61 об. %. Суммарное содержание олефинов в газообразном продукте составляло 0.7-1.4 об. %, что показывает высокую степень конверсии олефинов сырья. Содержание этана составляло 0.3-1.2 об. %, что указывает на подавление побочных процессов гидрирования этилена водородом сырья.



Наблюдения
Снижение потребления оксигенатов
Обнаружено, что задачу снижения расхода оксигенатов на производство бензинов или концентратов ароматических соединений можно решить за счет частичной замены оксигенатов на маловостребованные олефинсодержащие фракции. Такой подход позволяет снизить расход оксигенатов при сохранении выхода и качества продукта.
Сравнительный пример 7 показывает, что совместная переработка углеводородной фракции и оксигената оксигенатов (без вовлечения олефинсодержащих фракций) позволяет достичь выхода фракции С5+ углеводородного продукта выше 70 % при ОЧИ продукта около 88 ед. Совместная переработка углеводородных фракций и оксигенатов (без вовлечения олефинсодержащих фракций) часто позволяет добиться получения бензинов с высоким ОЧИ и высокими выходами продукта. Однако оксигенаты, такие как метанол, этанол, диметиловый эфир, редко доступны на нефтеперерабатывающих заводах в качестве дешевого сырья. Когда источник оксигената не может быть найден в составе побочного продукта или полупродукта самого предприятия, его приходится закупать извне по ценам товарного продукта. Это повышает стоимость производства единицы товарного бензина, и усложняет логистику производства.
В то же время, предлагаемый метод позволяет частично заместить оксигенаты на источник разбавленных олефинов (олефинсодержащие фракции). В примерах 1-6 и 8-12 олефинсодержащие фракции выступают как частичная замена оксигенатам сырья.
Расчет процента замещения оксигенатов на олефинсодержащие фракции осуществляется по формулам (4) - (6) на странице 3 настоящего Описания. Примеры по изобретению показывают возможность замещения от 37 до 84 % оксигената на олефинсодержащие фракции с получением ОЧИ жидкого углеводородного продукта выше 90 ед.
Предоставленные формулы (4) - (6) могут быть применены к уже известным способам совместной переработки углеводородных фракций и оксигенатов (без вовлечения олефинсодержащих фракций) в бензины. В этом случае формулы (4) - (6) позволяют рассчитать количество (мольный поток, моль/ч) оксигената в известном методе, которое может быть заменено на доступные олефинсодержащие фракции без потери качества и выхода продукта.
Использование маловостребованные углеводородных фракций
Как показывает Таблица 1, углеводородные фракции А-D, использованные в примерах 1-5, характеризуются высоким содержанием углеводородов С6 (бензол-образующая фракция, 23-46 мас. %) и изопарафинов С7 (26-38 мас. %). Подобные углеводородные фракции не могут служить адекватным сырьем для процессов каталитического риформинга или классической изомеризации. В частности, переработка сырья с высоким содержанием углеводородов С6 известными методами может приводить к получению продукта с содержанием бензола 5 мас. % и выше. В то же время высокое содержание изопарафинов С7 в сырье известных процессов может привезти к падению ОЧИ продукта ниже 85 ед. Присутствие циклопарафинов в углеводородных фракциях A-D также препятствует их переработке в высокооктановые компоненты бензинов методом классической изомеризации.
Примеры 1-4 демонстрируют, что предлагаемый способ позволяет обеспечить содержание бензола ниже 2.0 мас. % даже при использовании углеводородных фракций, на треть и более состоящих из бензол-образующих фракций (содержащие углеводородов С6 в углеводородных фракциях A-C достигает 36-46 мас. %). При этом, не смотря на высокое содержание углеводородов С7, трудно перерабатываемых в высокооктановые компоненты известными методами, удается достичь ОЧИ продукта выше 90 ед.
Пример 5 демонстрирует случай переработки углеводородной фракции Е. Эта углеводородная фракция представляет собой сырье, подходящее для каталитического риформинга. В отличии от углеводородных фракций А-D, такое сырье характеризуется низким содержанием углеводородов С6 (1.2 мас. %) и изопарафинов С7 (5.6 мас. %). В этом случае предлагаемый метод позволяет достичь выхода целевого продукта более 80 мас. % на поданное сырье и содержания бензола в продукте менее 1 мас. %.
Возможность применения олефинсодержащих фракций без предварительного отделения из них водорода
Обнаружено, что предлагаемый способ позволяет использовать в качестве сырья олефинсодержащие фракции с повышенным содержанием водорода. При этом предлагаемый способ не требует дополнительного отделения водорода из олефинсодержащей фракции.
В частности, примеры 1, 4-6 и 8-12 используют олефинсодержащие фракции с содержанием водорода 0.5 до 8 мас. %. При этом олефинсодержащие фракции подавались на реакционные зоны без предварительного отделения из них водорода.
Такой результат важен, так как топливные газы часто содержат олефины одновременно с заметными количествами водорода. Но присутствие водорода в источнике олефинов может приводить к протеканию побочных реакций.
В частности, в ходе предварительных исследований вне рекомендованного диапазона условий было замечено, что включение 0.5 - 8 мас. % водорода в олефинсодержащие фракции снижает выход жидкого углеводородного продукта на 3-6 мас. % (при сохранении одинакового мольного потока олефинов и скорости подачи сырья). Дополнительно при содержании водорода в олефинсодержащих фракциях от 2.3 до 8 мас. % наблюдалось снижение доли высокооктановых алкил-бензолов в продукте на 0.6-2.3 мас. %. Подобные результаты могли наблюдаться из-за побочного процесса гидрирования олефинов сырья.
Применение предлагаемого метода позволило подавить такие негативные эффекты, в том числе за счет подачи оксигената в первую реакционную зону, при одновременной подаче олефинсодержащих фракций в три реакционные зоны. При этом доля олефинсодержащей фракции, направляемой на третью реакционную зону, больше, чем доля олефинсодержащей фракции, направляемой на первую или на вторую реакционные зоны.
Обнаружено что примеры 1, 4-6 и 8-12 по изобретению не показывают снижения выхода жидкого углеводородного продукта или снижения содержания алкил-бензолов в продукте в результате включения водорода в олефинсодержащие фракции сырья.
Такой результат расширяет возможности метода по вовлечению источников олефинов С2-С4 низкой стоимости в производство бензинов или концентратов ароматических соединений.
Возможность использовать олефинсодержащие фракций без предварительного увеличения в них концентрации олефинов
В качестве технического результата также рассматривается возможность использования мало востребованных олефинсодержащих фракций как сырья для производства бензинов или концентратов ароматических соединений. Нефтеперерабатывающие предприятия производят олефинсодержащие фракции, используемые как топливо. Это газы каталитического крекинга, газы с установки замедленного коксования, олефинсодержащие топливные газы различного происхождения и т.д. Содержание и состав олефинов в таких потоках слишком мало для коммерчески выгодного выделения. В то же время, цена потоков, сжигаемых как топливо, минимальна. Вовлечение подобных олефинсодержащих фракций в производство бензинов или концентратов ароматических существенно повышает ценность потока для предприятия.
Примеры 1-6 и 8-12 демонстрируют возможность применения олефинсодержащих фракций с содержанием олефинов не более 50 мас. %. В частности, возможно использование газообразных источников олефинов с содержанием олефинов 10 мас. % (и более). Такой результат позволяет значительно снизить затраты при производстве единицы продукта по сравнению с методами, где используются высококонцентрированные источники олефинов или химически чистые олефины.
Предлагаемый метод позволяет использовать разбавленные олефины вместо высококонцентрированных источников олефинов (например, чистый этилен). Благодаря этому появляется возможность как источник олефинов полупродукты и побочные продукты уже существующих нефтехимических производств. Среди них сухие газы каталитического крекинга, различные топливные газы с содержанием олефинов от 10 до 50 мас. %.
Отсутствие оксигенатов в жидком углеводородном продукте
Предлагаемый метод позволяет получать жидкий углеводородный продукт, не содержащий оксигенатов. Оксигенты, в частности этанол, часто используются как октан-повышающие добавки при компаундировании автомобильных бензинов. Однако максимальное содержание оксигенатов в товарных бензинах строго нормируется. Жидкие углеводородные продукты, полученные в примерах 1-6 и 8-12, не содержат оксигенатов, однако обладают высоким октановым числом по исследовательскому методу (ОЧИ продукта выше 90 ед.). Такое сочетание свойств позволяет использовать максимально допустимое количество оксигенатов при компаундировании товарных бензинов на основе продукта, полученного по предлагаемому методу.
Возможность исключить рецикл газообразных продуктов
Обнаружено, что предлагаемый способ позволяет отказаться от рецикла газообразных продуктов. Все примеры согласно предлагаемому методу показывают конверсию олефинов С2-С4 сырья выше 98 мас. %. Такая высокая степень конверсии за один проход сырья через реактор позволяет отказаться от использования рецикла газообразных продуктов для целей более полной переработки олефинов сырья.
Понижение доли бензола в жидком углеводородном продукте
Обнаружено, что при получении бензинов предлагаемый способ позволяет снизить долю бензола в жидком углеводородном продукте до 0.7-1.9 мас. %. При этом отношение доли бензола к сумме ароматических углеводородов снижается до 2.2 - 5.8 отн. %. Такой результат достигается даже в случае, когда углеводороды С6 составляют более трети состава углеводородной фракции сырья. В частности, использованные углеводородные фракции A-C содержали от 36 до 46 мас. % углеводородов С6. Углеводороды С6 являются предшественниками бензола в известных каталитических процессах получения бензинов. Конверсия углеводородной фракции с высоким содержанием предшественников бензола известными методами приведет к получению продукта с высоким содержанием бензола. Такой продукт сложно использовать при компаундировании автомобильных бензинов, где максимальное содержание бензола строго ограничивается. В частности, каталитический риформинг углеводородной фракции, содержащей 36-46 мас. % углеводородов С6, приведет к получению продукта с содержанием бензола более 5-10 мас. %, что значительно выше, чем результаты по предлагаемому способу.
Увеличение конверсии н-гексана и н-гептана
Не смотря на высокое содержание углеводородов С6 в сырье, и на использование более дешевого сырья (замена части оксигената на олефинсодержащие газы), предлагаемый метод позволяет увеличить конверсию н-гексана и н-гептана сырья.
В частности, достигается конверсия н-гексана до 91.6 мас. % и конверсия н-гептана до 97.3 мас. %.
Снижение содержание нафталинов и алкилнафталинов
Одновременно сохраняется или снижается доля нафталинов и алкил-нафталинов в жидком углеводородном продукте. В частности, удается достичь содержания 0.1 мас. % нафталинов и алкилнафталинов в примере 4. Нафталины и алкилнафталины являются нежелательными компонентами товарных бензинов, в частности из-за высоких температур кипения и склонности к кристаллизации.
Возможность производства низкобензольных концентратов ароматики
При получении концентратов ароматических соединений в качестве дополнительного технического результата рассматривается возможность производства низкобензольных концентратов ароматики. Известно несколько классических методов получения ФАУ (фракции ароматических углеводородов, они же - концентрат ароматических углеводородов). Концентраты ароматики могут получаться, например, в ходе каталитического риформинга, или как побочные продукты нефтепереработки. Получаемые концентраты ароматики могут быть использованы в качестве высокооктановой основы при компаундировании автомобильных бензинов. К сожалению известные методы часто приводят к производству концентрата ароматики с крайне высокой долей бензола (содержание бензола в жидком углеводородном продукте более 15 мас. %). Высокое содержание бензола в концентрате ароматики резко ограничивает его использование при смешении автомобильных бензинов, т.к. максимальное содержание бензола в топливах строго контролируется.
Однако предлагаемый метод получения концентратов ароматических соединений позволяет получить низкобензольные ФАУ (фракции ароматических соединений). Получаемый в примерах 8-11 жидкий углеводородный продукт содержит 56-66 мас. % ароматических углеводородов. При этом содержание бензола составляет 3 - 4 мас. %. Таким образом, предлагаемый способ позволяет получить ФАУ со значительно более низким содержанием бензола по сравнению с классическими методами.
Возможность производства концентрата ароматики с высоким содержанием алкилбензолов С8
При получении концентратов ароматических соединений в качестве дополнительного технического результата рассматривается возможность производства концентратов ароматики с повышенным содержанием алкилбензолов С8. Примеры 8-11 демонстрируют, что предлагаемый способ позволяет добиться содержания алкилбензолов С8 в жидком углеводородном продукте 17 - 18 мас. %. При этом доля ароматики С8 по отношению к суммарной ароматике достигает 28-31 отн. % Среднее ОЧИ алкилбензолов С8 достигает 112 ед., что делает их привлекательными компонентами при компаундировании высокооктановых бензинов.
Распределенная подача углеводородной фракции
Было замечено что изменение подачи углеводородной фракции на реакционные зоны позволяет управлять несколькими параметрами процесса. В частности, распределение углеводородной фракции на две или три реакционные зоны позволяет дополнительно увеличить выход и/или селективность образования углеводородов С5+ (углеводородов с количеством атомов углерода пять и более).Также в случае распределенной подачи углеводородной фракции на несколько реакционных зон может подавляться крекинг изопарафинов с двумя и более алкильными заместителями с образованием низших углеводородов С1-С4. Также в результате распределения углеводородной фракции на несколько реакционных зон может наблюдаться снижение деалкилирования алкилароматических углеводородов.
В частности, Пример 12 показывает возможность распределения углеводородной фракции на несколько реакционных зон. Пример 12 повторяет условия Примера 1, за исключением изменения распределения углеводородной фракции. В примере 1 распределение углеводородной фракции по реакционным зонам R101 / R201 / R301 составляло 100 / 0 / 0 мас. %. Пример 12 сохраняет те же массовые расходы сырья что и Пример 1, однако углеводородная фракция распределяется по трем реакционным зонам в соотношении 50 / 25 / 25 мас. %. В результате удается увеличить выход продукта на 3 мас. % на поданную углеводородную фракцию (с 74.8 до 77.7 мас. % для жидкого углеводородного продукта, не содержащего растворенные газы).
Содержание ароматики в продукте Примера 12 (жидкий углеводородный продукт, не содержащий растворенных газов С1-С4) снижается на 3.2 мас. % по сравнению с примером 1 (с 32.8 до 29.6 мас. %). Обычно при снижении концентрации ароматики в продукте ожидается снижение октанового числа продукта. Однако было обнаружено, что ОЧИ продукта Примера 12 практически не отличается от ОЧИ продукта Примера 1 (90.6 ед. и 90.8 ед. соответственно). Такой эффект может быть объяснен снижением крекинга высокооктановых изопарафинов С5-С8 (изопарафины с индивидуальными октановыми числами по исследовательскому методу более 72 ед.) в результате распределенной подачи углеводородной фракции на несколько реакционных зон.
Также при необходимости возможно распределение всего потока углеводородной фракции только на вторую или только на третью реакционную зону.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗИНОВ ИЛИ КОНЦЕНТРАТОВ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2020 |
|
RU2747870C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗИНОВ ИЛИ КОНЦЕНТРАТОВ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ С РАЗЛИЧНЫМ РАСПРЕДЕЛЕНИЕМ ПОТОКОВ ОКСИГЕНАТА И ОЛЕФИНСОДЕРЖАЩЕЙ ФРАКЦИИ И ДОБАВЛЕНИЕМ ВОДЫ | 2020 |
|
RU2747867C1 |
| СПОСОБ УВЕЛИЧЕНИЯ ВЫХОДА ЖИДКОГО УГЛЕВОДОРОДНОГО ПРОДУКТА | 2020 |
|
RU2747931C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗИНОВ С РАСПРЕДЕЛЕНИЕМ ПОТОКОВ ОКСИГЕНАТА И ДВУХ ОЛЕФИНСОДЕРЖАЩИХ ФРАКЦИЙ | 2020 |
|
RU2747866C1 |
| СПОСОБ УВЕЛИЧЕНИЯ ВЫХОДА ЖИДКОГО УГЛЕВОДОРОДНОГО ПРОДУКТА | 2020 |
|
RU2747864C1 |
| Применение катализатора олигомеризации для получения бензина или концентратов ароматических соединений при совместной переработке углеводородных фракций, оксигенатов и олефинсодержащих фракций | 2022 |
|
RU2803735C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗИНОВЫХ ФРАКЦИЙ И АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2022 |
|
RU2794676C1 |
| КОМПЛЕКСНАЯ УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ СМЕСИ УГЛЕВОДОРОДОВ С-С РАЗЛИЧНОГО СОСТАВА И КИСЛОРОДСОДЕРЖАЩИХ СОЕДИНЕНИЙ | 2016 |
|
RU2671568C1 |
| Способ получения бензинов или смеси ароматических углеводородов | 2023 |
|
RU2825313C1 |
| КАТАЛИЗАТОР И СПОСОБ СОВМЕСТНОЙ ПЕРЕРАБОТКИ НИЗКООКТАНОВЫХ УГЛЕВОДОРОДНЫХ ФРАКЦИЙ И АЛИФАТИЧЕСКИХ СПИРТОВ И/ИЛИ ДИМЕТИЛОВОГО ЭФИРА | 2010 |
|
RU2429910C1 |
Изобретение относится к способу получения бензинов или концентратов ароматических соединений, в котором в качестве сырья используют три потока, один из которых включает углеводородную фракцию, второй поток включает оксигенат, третий поток включает олефинсодержащую фракцию, содержащую один или более олефинов, выбранных из группы, включающей: этилен, пропилен, нормальные бутилены, изобутилен, в общем количестве от 10 до 50 мас. %, и где используют три реакционные зоны, заполненные цеолитным катализатором, с распределением углеводородной фракции предпочтительно в первую реакционную зону, с распределением оксигената в первую реакционную зону и с распределением олефинсодержащей фракции по трем реакционным зонам, причем массовая доля третьего потока, распределяемого в последнюю реакционную зону, выше, чем массовая доля третьего потока, распределяемого в каждую из предыдущих реакционных зон. Способ позволяет повысить выход углеводородов С5+, повысить конверсию н-гексана и н-гептана, снизить содержание бензола в продукте, отказаться от рецикла газообразных продуктов, а также снизить потребление оксигенатов. 35 з.п. ф-лы, 7 табл., 12 пр.
1. Способ получения жидкого углеводородного продукта, содержащего ароматические соединения, в котором в качестве сырья используют три потока, первый из которых включает углеводородную фракцию, второй поток включает оксигенат, третий поток включает олефинсодержащую фракцию, причем:
a. олефинсодержащая фракция включает один или более олефинов, выбранных из группы, включающей: этилен, пропилен, нормальные бутилены, изобутилен, в общем количестве от 10 до 50 мас. %,
b. используют три реакционные зоны, заполненные цеолитным катализатором,
c. первый поток подают по меньшей мере в одну реакционную зону,
d. второй поток подают в первую реакционную зону,
e. третий поток распределяют в три реакционные зоны, причем массовая доля третьего потока, распределяемого в последнюю реакционную зону, выше, чем массовая доля третьего потока, распределяемого в каждую из предыдущих реакционных зон,
f. причем поток продукта из первой реакционной зоны подается во вторую реакционную зону и поток продукта из второй реакционной зоны подается в третью реакционную зону.
2. Способ по п. 1, в котором жидкий углеводородный продукт, содержащий ароматические соединения, представляет собой бензин, если содержание ароматических соединений составляет менее 46 мас. %, или жидкий углеводородный продукт, содержащий ароматические соединения, представляет собой концентрат ароматики, если содержание ароматических соединений составляет более 46 мас. %.
3. Способ по п. 1, в котором первый поток подается предпочтительно в первую реакционную зону.
4. Способ по п. 1, в котором распределение третьего потока между тремя реакционными зонами составляет 10-30 мас. % / 20-35 мас. % / 40-70 мас. %.
5. Способ по п. 1, в котором углеводородная фракция содержит нормальные парафины в количестве 15-24 мас. %, изопарафины в количестве 28-56 мас. %, нафтены в количестве 22-40 мас. %, остальное - ароматические углеводороды и олефины.
6. Способ по п. 1, в котором углеводородная фракция содержит от 0 до 80 мас. % углеводородов С6, предпочтительно от 23 до 46 мас. % углеводородов С6, наиболее предпочтительно от 36 до 46 мас. % углеводородов С6.
7. Способ по п. 1, в котором углеводородная фракция содержит от 0 до 70 мас. % изопарафинов С7, предпочтительно от 26 до 50 мас. % изопарафинов С7, наиболее предпочтительно от 26 до 38 мас. % изопарафинов С7.
8. Способ по п. 1, в котором углеводородная фракция может быть выбрана из группы, включающей прямогонный бензин, бензин газовый стабильный, легкий газовый конденсат, бензиновую фракцию с границами кипения около 62-85° С, рафинат, а также их смеси.
9. Способ по п. 1, в котором в первой олефинсодержащей фракции массовая доля углеводородов С5+ составляет от 0 до 10.0 мас. %, предпочтительно от 0 до 5.0 мас. %.
10. Способ по п. 1, в котором олефинсодержащая фракция может включать олефины С5+, например пентены, гексены.
11. Способ по п. 1, в котором в олефинсодержащей фракции объемная доля сероводорода составляет от 0.0 до 0.005 %.
12. Способ по п. 1, в котором олефинсодержащая фракция может включать углеводородные компоненты, не являющиеся олефинами, например метан, этан, пропан, бутан, и может содержать неорганические газы, например водород, азот.
13. Способ по п. 1, в котором олефинсодержащая фракция включает 0.5-8.0 мас. % водорода, предпочтительно 2.3-8.0 мас. % водорода.
14. Способ по п. 1, в котором олефинсодержащая фракция может включать олефины С5+, например пентены, гексены.
15. Способ по п. 1, в котором олефинсодержащая фракция выбрана из группы, включающей сухой газ каталитического крекинга, жирный газ каталитического крекинга, другие газы каталитического крекинга и продукты их фракционирования, отходящий газ с установки коксования, газы синтеза Фишера-Тропша, а также их смеси.
16. Способ по п. 1, в котором олефинсодержащая фракция выбрана из группы, включающей пропан-пропиленовые фракции, бутан-бутиленовые фракции, газ термического крекинга, газ висбрекинга, отходящие газы гидрокрекинга, газ пиролиза, газообразные отходы каталитического риформинга, а также их смеси.
17. Способ по п. 1, в котором олефинсодержащая фракция включает сухой газ каталитического крекинга и содержит от 25 до 40 мас. % олефинов С2-С4.
18. Способ по п. 1, в котором оксигенат выбран из группы, включающей алифатические спирты, например метанол, этанол, метанол-сырец, метанол технический, этанол; простые эфиры, например диметиловый эфир, а также их смеси, в том числе с водой.
19. Способ по п. 1, в котором оксигенат может содержать примеси, например альдегиды, карбоновые кислоты, сложные эфиры.
20. Способ по п. 1, в котором давление процесса составляет от 1.5 до 4.0 МПа, предпочтительно от 2.2 до 2.7 МПа.
21. Способ по п. 1, в котором массовая скорость подачи сырья составляет
0.5-10 ч-1, предпочтительно 1-3 ч-1.
22. Способ по п. 1, в котором температура потока на входе в первую / вторую / третью реакционные зоны составляет 340-450°С / 340-450°С / 340-450°С.
23. Способ по п. 1, в котором массовая скорость подачи сырья составляет от 0.5 до 10 ч-1, предпочтительно 1-3 ч-1.
24. Способ по п. 1, в котором температура потока на входе в первую / вторую / третью реакционные зоны составляет 340-370°С / 340-370°С / 340-370°С.
25. Способ по п. 1, в котором массовая скорость подачи сырья составляет от 0.9 до 10 ч-1, предпочтительно 1-3 ч-1.
26. Способ по п. 1, в котором температура потока на входе в первую / вторую / третью реакционные зоны составляет 390-450 °С / 390-450 °С / 390-450 °С.
27. Способ по п. 1, в котором массовая скорость подачи сырья составляет от 0.1 до 0.9 ч-1.
28. Способ по п. 1, в котором распределение катализатора по реакционным зонам составляет 15-25 мас. % / 30-33 мас. % / 35-50 мас. % от общего количества катализатора для первой / второй / третьей реакционных зон соответственно.
29. Способ по п. 1, в котором масса распределяемого катализатора на каждую последующую реакционную зону выше массы распределяемого катализатора на каждую предыдущую реакционную зону.
30. Способ по п. 1, в котором углеводородная фракция составляет 38-79 мас. % от подаваемого сырья.
31. Способ по п. 1, в котором олефинсодержащая фракция составляет 13-57 мас. % от подаваемого сырья.
32. Способ по п. 1, в котором оксигенат составляет 3.8-8.0 мас. % от подаваемого сырья.
33. Способ по п. 1, в котором цеолитный катализатор включает:
a. цеолит типа ZSM-5 с модулем SiO2/Al2O3 от 43 до 95, в количестве от 65 до 80 мас. %,
b. оксид натрия в количестве от 0.04 до 0.15 мас. %,
c. оксид цинка в количестве 1.0-5.5 мас. %,
d. оксиды редкоземельных элементов в общем количестве 0.5-5.0 мас. %,
e. связующее, включающее диоксид кремния, оксид алюминия или их смеси.
34. Способ по п. 33, в котором цеолитный катализатор не содержит платиновых металлов.
35. Способ по п. 33, в котором редкоземельные элементы выбраны из группы, включающей лантан, празеодим, неодим, церий, а также их смеси.
36. Способ по п. 1, в котором реакция проводится в газовой фазе в неподвижном слое катализатора.
| WO 2017155431 A1, 14.09.2017 | |||
| КОМПЛЕКСНАЯ УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ СМЕСИ УГЛЕВОДОРОДОВ С-С РАЗЛИЧНОГО СОСТАВА И КИСЛОРОДСОДЕРЖАЩИХ СОЕДИНЕНИЙ | 2016 |
|
RU2671568C1 |
| CN 206751740 U, 15.12.2017. | |||

