Изобретение относится к катализаторам гидрооблагораживания дизельных дистиллятов, способу получения катализатора и способу гидрооблагораживания дизельных дистиллятов с повышенным содержанием полициклических ароматических углеводородов (ПАУ) с целью получения экологически чистых дизельных топлив и может быть использовано в нефтеперерабатывающей промышленности в процессах гидроочистки дизельных фракций, содержащих дистилляты вторичных процессов.
В последние десятилетия на развитие мировой и отечественной нефтеперерабатывающей промышленности влияют два основных фактора: увеличение доли тяжелых нефтей в общем объеме перерабатываемого сырья и ужесточение требований к эксплуатационным и экологическим характеристикам моторных топлив. В современных стандартах на дизельное топливо регулируется не только содержание серы, но и другие показатели: плотность, количество полициклических ароматических углеводородов (ПАУ), цетановое число, так, для достижения стандарта ЕВРО-5 необходимо обеспечить снижение остаточного содержания серы - до 10 ppm, ПАУ - до 8 мас. %, плотности - до 0.82-0.845 г/см3, увеличение цетанового числа - до 51 пп (ГОСТ Р 52368-2005). В то же время источниками для получения дизельных топлив становятся вторичные дистилляты, которые содержат большое количество устойчивых соединений серы (алкилзамещенных дибензотиофенов), азотсодержащих соединений и ПАУ (до 70 мас. %). Как правило, дизельные дистилляты вторичных процессов смешиваются перед гидроочисткой с прямогонными дизельными дистиллятами. Повышенное содержание устойчивых серосодержащих соединений, ПАУ, а также азотсодержащих соединений, являющихся ингибиторами реакций гидрообессеривания и гидрирования ПАУ, затрудняет получение дизельных дистиллятов высокого качества из смесевого сырья при использовании традиционных катализаторов гидроочистки. Гидрооблагораживание требует использования катализаторов с повышенной активностью в реакциях превращения замещенных β-дибензотиофенов и азотсодержащих соединений, а также в реакциях гидрирования ПАУ, улучшению качества дизельного топлива в части плотности и цетанового индекса способствуют реакции раскрытия цикла нафтеновых углеводородов [A. Stanislaus, A. Marafi, M.S. Rana // Catalysis Today, 153 (2010), 1]. Поэтому возникает потребность в катализаторах, характеризующихся высокой активностью в реакциях гидрообессеривания и гидродеазотирования и позволяющих уменьшить содержание полициклических ароматических углеводородов.
Активной фазой катализаторов гидроочистки являются наночастицы сульфидов Co-Mo, Ni-Mo или Ni-W, диспергированные на поверхности алюмооксидных носителей. Активный компонент катализатора гидроочистки, обеспечивающего превращение замещенных β-дибензотиофенов, находится на поверхности носителя в виде высокодисперсных частицы Mo(W)S2, в боковых гранях которых локализованы атомы кобальта или никеля, эти частицы формируют так называемую Co(Ni)-Mo(W)-S фазу II типа [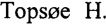 , Clausen B.S., Massoth F.E., Anderson J.R., Boudart M. // Hydrotreating Catalysts in: Catalysis. Science Technology. Berlin: Springer. 1996. Vol. 11]. Для приготовления катализаторов гидроочистки дизельных фракций используются алюмооксидные носители в форме цилиндров или трехлистников размером 1/8, 1/16 или 1/32 дюйма, с удельной поверхностью 180-300 м2/г, объемом пор 0,5-0,9 см3/г [US 3840472, B01J 27/19, C10G 45/08, 8.10.74], и средним диаметром пор 70-140
, Clausen B.S., Massoth F.E., Anderson J.R., Boudart M. // Hydrotreating Catalysts in: Catalysis. Science Technology. Berlin: Springer. 1996. Vol. 11]. Для приготовления катализаторов гидроочистки дизельных фракций используются алюмооксидные носители в форме цилиндров или трехлистников размером 1/8, 1/16 или 1/32 дюйма, с удельной поверхностью 180-300 м2/г, объемом пор 0,5-0,9 см3/г [US 3840472, B01J 27/19, C10G 45/08, 8.10.74], и средним диаметром пор 70-140  [US 4818743, B01J 23/85, 04.04.89; 4879265, B01J 23/24, 07.11.89]. Указанные текстурные характеристики обеспечивают нанесение достаточного количества активного компонента и его диспергирование по поверхности; размер пор обеспечивает диффузию серосодержащих соединений и ПАУ к поверхности активного компонента.
[US 4818743, B01J 23/85, 04.04.89; 4879265, B01J 23/24, 07.11.89]. Указанные текстурные характеристики обеспечивают нанесение достаточного количества активного компонента и его диспергирование по поверхности; размер пор обеспечивает диффузию серосодержащих соединений и ПАУ к поверхности активного компонента.
Известными способами получения сульфидных катализаторов гидроочистки является однократная или последовательная пропитка носителей растворами предшественников активного компонента, с последующей термообработкой. Увеличение активности в реакциях гидроочистки может достигаться путем увеличения количества активного компонента [US 2003/0173256, US 2006/0054536], повышения его дисперсности, степени сульфидирования в результате оптимизации состава пропиточных растворов и способов нанесения [P. Rayo, M.S. Rana, J. Ramirez, et al. // Catal. Today 130 (2008) 283; A.J. Van Dillen, R.J.A.M. Terorde, D.J. Leniveld, J.W. Geus, K.P. de Jong, // J. Catal. 216 (2003) 257; US 3755196, US 4392985, US 4879265].
Гидрогенолиз C-S связи в замещенных β-дибензотиофенах протекает медленно из-за стерических затруднений, ускорить удаление серы из β-диалкилдибензотиофенов можно путем их превращения в более реакционно-способные соединения в результате гидрирования одного из бензольных колец, перемещения алкильньгх групп из β положения или деалкилирования [Bej S.K., Maity S.K., Turaga U.T. // Energy & Fuels. 18 (2004) 1227]. Протекание перечисленных реакций на сульфидных Co(Ni)-Mo(W) катализаторах обеспечивается путем модифицирования кислотных свойств алюмооксидных носителей, например, введением добавок оксидов титана, циркония, кремния [М. Breysse, P. Afanasiev, С. Geantet, М. Vrinat // Catal. Today, 86 (2003) 5; Bej S.K., Maity S.K., Turaga U.T. // Energy & Fuels, 18 (2004) 1227; US 5686374, B01J 29/10; US 5011593, B01J 29/00; C10G 45/02]. Установлено, что введение добавок цеолитов приводит к увеличению активности в реакциях гидрирования ПАУ, гидродеазотирования и гидрообессеривания замещенных β-дибензотиофенов [А. Stanislaus, A. Marafi, M.S. Rana// Catalysis Today, 153 (2010), 1; C.E. Hedoire, C. Louis, A. Davidson, et al // J. Catal, 220 (2003) 433].
Известен катализатор (US 2006/0054536, 16.03.2006), который содержит в составе носителя 5 мас. % ультрастабилизированного цеолита Y, приготовленный путем пропитки водным раствором, содержащим цитрат кобальта, ортофосфорную кислоту (85%-ный раствор) и молибдофосфорную кислоту. После термообработки при температуре 120°С катализатор содержит, мас. %: 10-40 МoО3, преимущественно, 26-29), 1-15 СоО и/или NiO (5,6-5,8), 1,5-8 Р2О3, преимущественно, 3,6-5,5 и 2-14 углерода; остальное - носитель. Катализатор характеризуется высокой гидрообессеривающей активностью при гидроочистке прямогонных дизельных фракций. Однако наличие кислых центров, обусловленных введением в носитель цеолита и достаточно высокого содержания фосфора, может привести к избыточному крекингу и достаточно быстрой дезактивации катализатора вследствие образования углеродных отложений при переработке вторичных дизельных дистиллятов. Кроме того, СоМо-система недостаточно активна в реакциях гидрирования; при гидроочистке дизельных дистиллятов вторичного происхождения предпочтительно использование систем на основе сульфидных NiMo или NiW наночастиц [A. Stanislaus, A. Marafi, M.S. Rana // Catalysis Today, 153 (2010) 1].
Известен катализатор для гидроочистки нефтяного сырья (US 5135902, B01J 27/185, 04.08.1992), содержащий соединения вольфрама, никеля и фосфора на пористом тугоплавком носителе, при следующем содержании активных компонентов, мас. %: NiO - 2-6, WO3 - 17-23, Р2О5 - 3-10. В качестве носителя может использоваться силикагель, алюмосиликат, оксид алюминия в чистом виде или промотированный оксидами магния, циркония и/или титана, характеризующийся удельной площадью поверхности 100-250 м2/г и средним размером пор 50-100 Ǻ. Катализатор готовят пропиткой носителя раствором одного или нескольких предшественников соединений вольфрама, никеля и фосфора, в качестве которых можно использовать нитрат, ацетат, хлорид или карбонат никеля, пара- или мета-вольфрамат аммония, вольфрамовую кислоту, фосфорную и ортофосфорную кислоту, с последующей сушкой и прокаливанием полученного катализатора при температуре 370-600°С. Согласно приведенным примерам, описанный катализатор превосходит СоМо образец, приготовленный аналогичным образом, в реакциях гидрирования ароматических углеводородов. Однако, указанный результат достигается при высоких давлениях (более 80 атм) и температуре (360°С); а эксплуатация катализатора при повышенной температуре приводит к ускоренной дезактивации катализатора и сокращению его срока службы. Недостаточно высокая активность катализатора, по-видимому, объясняется тем, что использованный способ приготовления катализатора не обеспечивает получение высокодисперсной NiW фазы после сульфидирования катализатора.
Одним из подходов, которые также используются при гидрооблагораживании сырья, содержащего дизельные дистилляты вторичного происхождения, является использование нескольких типов катализаторов, отличающихся активностью в реакциях гидрирования и гидрогенолиза C-S связи и загружаемых в катализатор послойно.
Известен способ гидрооблагораживания дизельных фракций с целью получения малосернистых дизельных топлив в присутствии пакета катализаторов (RU 2089596, C10G 65/04, B01J 3/883, 10.09.1997) при давлении 3-10 МПа, температуре 330-420°С, объемной скорости в зоне гидроподготовки сырья 2-15 ч-1 и в зоне гидроочистки 1-10 ч-1 при соотношении катализаторов в зоне гидроподготовки и гидроочистки от 1:1 до 1:20, циркуляции водородсодержащего газа 300-1000 Нм3/м3 сырья. На стадии гидроподготовки используют катализатор, включающий трехокись молибдена, окись никеля или кобальта, фосфат алюминия, фосфат железа и окись алюминия, а в качестве катализатора гидроочистки используют сульфидные Co(Ni)Mo-катализаторы на основе окиси алюминия, модифицированной цеолитом или пятиокисью фосфора и фосфатом железа или окисью церия, европия и циркония или окисью титана, промотированной металлами 4 или 8 групп [US 5135902, B01J 27/185, 04.08.1992]. Недостатком данных катализаторов является невысокая активность в реакции гидрообессеривания (остаточное содержание серы составляет 500 мкг/кг) и в процессе гидрирования непредельных и полициклических ароматических углеводородов, содержащихся во вторичном сырье.
Известен способ получения малосернистых дизельных топлив путем гидроочистки дизельных фракций, отличающийся тем, что используют пакет катализаторов, содержащий 30-80% мас. алюмокобальтмолибденового катализатора в верхней части реактора и 20-70% мас. алюмоникельмолибденового катализатора в нижнем по ходу движения сырья слое при условии, что активацию катализаторов проводят диметилдисульфидом, взятым в количестве [0,2-К/(К+Н)] кг на 1 кг каталитической системы, где: К - содержание алюмокобальтмолибденового катализатора в пакете (кг), Н - содержание алюмоникельмолибденового катализатора в пакете (кг), с последующим доосернением каталитической композиции сырьем при температуре 330-340°С (RU 2140963, C10G 45/08, 10.11.99). Данный способ не позволяет получать дизельное топливо с содержанием серы менее 350 ppm из смеси прямогонной фракции и дистиллятов вторичного происхождения.
Наиболее близким к предлагаемому техническому решению является процесс гидрооблагораживания углеводородного сырья, содержащего до 30 масс. % вторичных дистиллятов, в реакторе гидроочистки, загруженном послойно катализатором гидрооблагораживания, приготовленном с использованием цеолит-содержащего носителя, и CoMo/Al2O3 катализатором, расположенном выше по ходу сырья и приготовленным с использованием одного из известных способов, взятыми в соотношении от 1:3 до 1:1 [RU 2468864, B01J 23/85, C10G 45/08, 10.12.2012]. Процесс проводят при температуре 340-370°С, давлении водорода 3,5-7,0 МПа, объемной скорости расхода сырья - 0,5-2,0 ч-1, объемном отношении водород/сырье - 500-1500 Нм3/м3. Катализатор гидрооблагораживания включает активный компонент на основе оксидов никеля, вольфрама и фосфора, диспергированный на поверхности носителя, при этом носитель представляет собой композицию из оксида алюминия и модифицированного соединениями Mg цеолита β, в состав которой входят, мас. %: 0,25-0,85 соединений магния в пересчете на MgO, 5-15 соединений кремния в пересчете на SiO2, оксид алюминия - остальное, и характеризуются величиной удельной поверхности 220-250 м2/г, средним диаметром пор - 8,0-10,0 нм; а в качестве активного компонента катализатор содержит, мас. % - оксид вольфрама WO3 - 20-25, оксид никеля NiО - 3,8-4,1, оксид фосфора Р2О5 - 1-1,5, носитель - остальное, при мольном отношении W/Ni - 1,9-2,1 и P/W - 0,09-0,1. Недостатком данного процесса является получение дистиллятов, содержащих достаточное большое количество ПАУ (≥8 масс. %), что может быть результатом использования менее активного в реакциях гидрирования CoMo/Al2O3-катализатора в первом слое реактора; а также использованием цеолитсодержащего катализатора гидрооблагораживания с недостаточно большим размером пор и неоднородным распределением частиц активного компонента по поверхности катализатора, так как сульфидные наночастицы располагаются в основном на поверхности Al2O3 [Иванова А.С, Корнеева Е.В., Бухтиярова Г.А. и др., Кинетика и катализ, 2011 Т. 52, №3, с. 457-469]. Кроме этого, при приготовлении катализатора гидрооблагораживания используются соли активных компонентов (метавольфрамат аммония, нитрат или ацетат никеля), выделяющие на стадии термоообработки вредные вещества (оксиды азота и углерода), а соединения вольфрама характеризуются более высокой стоимостью, что уменьшает конкурентоспособность катализатора гидрооблагораживания.
Изобретение решает задачу разработки эффективного катализатора гидрооблагораживания в реакциях гидрообессеривания устойчивых серосодержащих соединений, гидродеазотирования и гидрирования полициклических ароматических углеводородов ПАУ; а также способа использования данного катализатора для получения дизельного топлива с остаточным содержанием серы 8 мкг/кг и плотностью - не более 0,845 г/см3 из смесей прямогонной дизельной фракции с газойлем каталитического крекинга (до 30 мас. %), без значительного снижения выхода целевой фракции.
Технический результат - высокая активность в процессе гидрооблагораживания дизельных фракций с повышенным содержанием ПАУ, азотсодержащих и устойчивых серосодержащих соединений.
Задача решается составом катализатора для процесса гидрооблагораживания дизельных дистиллятов, включающим активный компонент, в состав которого входят оксиды никеля, молибдена и фосфора, диспергированный на алюмооксидном носителе; в качестве носителя содержит композицию оксида алюминия, силикоалюмофосфата SAPO-31 и нанокристаллитов цеолита β, в состав которой входят, мас. %: 4,15-6,2 соединений кремния в пересчете на SiO2, 2,72-4,1 соединений фосфора в пересчете на Р2О5, оксид алюминия - остальное; а в качестве активного компонента катализатор содержит, мас. %: оксид молибдена МoО3 - 17,0-19,5, оксид никеля NiO - 3,4-4,2, оксид фосфора Р2О5 - 1-1,5, носитель - остальное, при мольном отношении Ni/Mo - 0,38-0,43 и Р/Мо - 0,09-0,1.
Задача решается также способом приготовления катализатора, который включает формовку гранул носителя экструзией с последующей однократной пропиткой прокаленного алюмооксидного носителя водным раствором солей металлов, в качестве носителя используют композицию оксида алюминия, силикоалюмофосфата SAPO-31 и цеолита β, а для приготовления композиции используют кристаллиты цеолита β со средним размером 110-140 нм, которые вводят в состав носителя в виде суспензии, обеспечивая тем самым равномерное распределение цеолита β в матрице оксида алюминия.
Задача решается также способом гидрооблагораживания дизельных дистиллятов, который состоит в пропускании сырья через слой катализатора при повышенной температуре и давлении водорода, гидрооблагораживание проводят в реакторе гидроочистки, загруженном послойно описанным выше катализатором гидрооблагораживания и NiMо/Al2O3-катализатором, последний расположен в первом по ходу движения сырья слое, взятыми в соотношении от 1:2 до 1:1. Дизельные дистилляты могут содержать до 30 мас. % газойля каталитического крекинга. Процесс проводят при температуре 340-390°С, давлении водорода 5,5-7,0 МПа, объемной скорости расхода сырья - 1,0-2,0 ч-1, объемном отношении водород/сырье - 215-600 Нм3/м3.
Таким образом, задача решается оптимизацией состава носителя и активного компонента, а также оптимизацией способа гидрооблагораживания дизельных фракций. Оптимизация состава носителя достигается тем, что в качестве цеолитного компонента он содержит смесь силикоалюмофосфата SAPO-31 и нанокристаллов цеолита β (средний размером кристаллитов 100-140 нм), взятых в пропорции 1:1 и в количестве, мас. %: 10,0-15,0, а в качестве структурообразующей добавки - порошок оксида алюминия. Носитель готовят методом экструзии с последующей сушкой и прокалкой при температуре 550°С в течение 4-х ч. Использование наноразмерных частиц цеолита β позволяет обеспечить более равномерное распределение кислотных и металлических центров, так как сульфидные наночастицы располагаются преимущественно на поверхности оксида алюминия, и при использовании цеолита β с большим размером частиц кислые и металлические центры будут распределяться неравномерно. Равномерное распределение кислых и металлических центров уменьшает вероятность избыточного крекинга сырья и замедляет образование углеродных отложений из ароматических соединений, являющихся основной причиной дезактивации катализаторов гидроочистки дизельных фракций с повышенным содержанием ПАУ, за счет ускорения реакций гидрирования. Кроме того, использование наночастиц цеолита способствует получению прочных гранул, так как объем частиц цеолита при прокаливании не изменяется, но происходит усадка связующего, гидроксида алюминия. В результате при прокаливании нарушается контакт частиц цеолита и гидроксида алюминия и в случае крупных частиц цеолита это приводит к образованию микротрещин и уменьшению прочности гранул. Полученный носитель характеризуется величиной удельной поверхности 190-220 м2/г, средним диаметром пор ≥10,0 нм.
Оптимизация способа приготовления носителя достигается тем, что введение цеолита β в состав носителя производится из суспензии, содержащей нанокристаллы цеолита со средним размером 110-140 нм, что позволяет избежать агломерации частиц цеолита β и обеспечивает их равномерное распределение в матрице носителя. Суспензия может быть приготовлена любым известным способом, например, путем контролируемой кристаллизации наночастиц цеолита из раствора предшественника или в результате ультразвуковой обработки крупных кристаллитов цеолита β в присутствии расклинивающего агента.
Оптимизация состава катализатора гидрооблагораживания достигается тем, что в качестве активного компонента используется NiMo-система, содержание соединений молибдена находится в пределах 16,5-19,5 мас. %, отношение Ni/Mo варьируется в пределах 0,38-0,42, а в качестве предшественников активного компонента используются триоксид молибдена и основной карбонат никеля. Равномерное распределение активного компонента по поверхности цеолитсодержащего носителя обеспечивается использованием пропиточных растворов, содержащих, помимо соединений активного компонента, добавки фосфорной и лимонной кислоты (Л.К.). Кроме того, нанодисперсный цеолит β обеспечивает более близкое расположение кислотных и гидрирующих центров за счет малого размера кристаллитов, а силикоалюмофосфат SAPO-31 - за счет способности сульфидных наночастиц располагаться на его поверхности. Сушку полученного катализатора проводят последовательно при температуре 110°С и при температуре 220°С в течение 4-х ч.
Гидрооблагораживание проводят в реакторе гидроочистки, загруженном послойно описанным выше катализатором гидрооблагораживания и NiMo/Al2О3-катализатором гидроочистки (последний расположен в первом по ходу движения сырья слое), взятыми в соотношении от 1:2 до 1:1; 340-380°С, давлении водорода 5,5-7,0 МПа, объемной скорости расхода сырья - 1,0-1,5 ч-1, объемном отношении водород/сырье - 215-600 Нм3/м3. NiMo/Al2O3-катализатор готовят в соответствии с описанным выше способом с использованием в качестве носителя алюмооксидных гранул со следующими характеристиками: Sуд - 190-230 м2/г, объем пор ≥0,65 см3/г, средний диаметр пор ≥10,0 нм. Катализатор гидроочистки содержит соединения Ni и Мо в количестве, мас. %: триоксид молибдена МoО3 - 18,0±0,2, оксид никеля NiO - 3,7±0,2.
При описанном способе проведения процесса в слое NiMo/Al2O3-катализатора происходит превращение реакционноспособной части серо- и азотсодержащих соединений, а также части ПАУ; образующийся при этом аммиак блокирует наиболее сильные кислые центры катализатора гидрооблагораживания, препятствуя избыточному крекингу углеводородного сырья. Гидрооблагораживанию подвергают смесь легкого газойля каталитического крекинга с прямогонной дизельной фракцией при массовом соотношении ЛГКК/прямогонная ДФ в пределах 5-30:95-70.
Отличительными признаками предлагаемого катализатора, способа его приготовления и способа гидрооблагораживания дизельных фракций с повышенным содержанием ПАУ являются:
1. Состав катализатора гидрооблагораживания, включающий соединения Ni и Мо в качестве активного компонента в количестве, мас. %: оксид молибдена МоО3 - 17,0-19,5 оксид никеля NiO - 3,4-4,2, при мольном отношении Ni/Mo - 0,38-0,42; который диспергирован на поверхности носителя, приготовленного с добавлением силикоалюмофосфата со структурой SAPO-31 и цеолита β со средним размером кристаллитов 110-140 нм, взятых в пропорции 1:1 и в количестве, мас. %: 10,0-15,0; имеющего состав, мас. %: диоксид кремния - 4,15-6,2, пятиокись фосфора - 2,72-4,1, оксид алюминия - остальное, характеризующегося величиной удельной поверхности 190-235 м2/г, средним диаметром пор ≥10,0 нм.
2. Способ получения катализатора, включающий пропитку носителя раствором, содержащим соединения Ni, Мо, фосфорную и лимонную кислоту при отношении Р/Мо и Ni/Л.K., равном 0,09-0,1 и 1±0,1, соответственно; с последующей термообработкой при температуре 110 и 220°С, отличающийся тем, что в качестве цеолитсодержащего компонента носителя используют силикоалюмофосфат SAPO-31 и нанокристаллиты цеолита β, а цеолит β вводится в состав носителя в виде суспензии, обеспечивая тем самым равномерное распределение цеолита β в матрице оксида алюминия.
3. Способ гидрооблагораживания смесевого сырья, содержащего до 30 мас. % газойля каталитического крекинга в прямогонной дизельной фракции, который проводят в реакторе гидроочистки, загруженном послойно описанным выше NiMo катализатором гидрооблагораживания, приготовленном с использованием цеолитсодержащего носителя и NiMo/Al2O3-катализатором (последний расположен в первом по ходу движения сырья слое), взятыми в соотношении от 1:3 до 1:1.
Описанные выше состав и способ приготовления катализатора, а также предложенный способ гидрооблагораживания позволяют повысить эффективность гидрооблагораживания дизельных фракций с повышенным содержанием ПАУ, азотсодержащих и устойчивых серосодержащих соединений.
Определение активности катализаторов в процессе гидрооблагораживания дизельных фракций с повышенным содержанием ПАУ проводят в проточном реакторе с внутренним диаметром, равным 26 мм, длиной - 1300 мм. Сырье подают с помощью жидкостного хроматографического насоса Gilson-305 из емкости, расположенной на электронных весах для автоматического контроля расхода сырья. Водород дозируют автоматическими дозаторами Bronkhorst, сырье и водород поступают в реактор сверху вниз. Реакторы размещены в трубчатых печах с тремя независимыми зонами нагрева, обеспечивающими наличие изотермической зоны в центральной части реактора. В каждом эксперименте катализаторы гидрооблагораживания и/или гидроочистки загружают в центральную часть реактора, общий объем катализаторов составляет 30 мл. Гранулы катализатора длиной 3-6 мм загружают в реактор, равномерно разбавляя частицами карбида кремния с размером 0,1-0,2 мм в объемном соотношении 1:3, количество и последовательность загрузки катализаторов гидрооблагораживания и гидроочистки приведены в примерах. Слой разбавленного катализатора размещают между двумя слоями карбида кремния с размером частиц 2-3 мм, температуру в слое катализатора контролируют с помощью 5-точечной мини-термопары, расположенной вертикально в центральной части реактора. Катализатор сушат при температуре 140°С в течение 4-х ч в потоке водорода, затем смачивают прямогонной дизельной фракцией и проводят сульфидирование с использованием прямогонной дизельной фракции, содержащей дополнительно 1% серы в виде диметилдисульфида (ДМДС). Объемная скорость подачи смеси для сульфидирования составляет 2 ч-1, отношение водород/сырье - 300. Сульфидирование проводят в несколько этапов: при температуре 240°С в течение 8 ч, при температуре 340°С в течение 6 ч, скорость увеличения температуры между этапами не превышает 25°С в час. Для смачивания катализатора и приготовления сульфидирующей смеси используют прямогонную дизельную фракцию с к.к. 360°С. После завершения процедуры сульфидирования давление водорода увеличивают до заданной величины, катализаторы используют для гидроочистки прямогонной дизельной фракции в течение трех суток перед использованием смесевого сырья. Тестирование пакета катализаторов проводят при объемной скорости подачи сырья 1-1,5 ч-1, отношении водород/сырье 215-600 Нм3/м3, давлении 5,5-7,0 МПа в интервале температур 340-380°С. Используется смесь прямогонной дизельной фракции с легким газойлем каталитического крекинга со следующими характеристиками: содержание серы - 0,754 мас. %, содержание азота - 250 мг/кг, плотность - 0,874 г/см3, содержание моно-, ди-, и полициклических ароматических углеводородов - 19,9; 21,6 и 1,90 мас. % соответственно; фракционный состав, об. %: 5%/50%/95% - 239°С/276°С/355°С.
Сырье после реактора поступает в сепаратор, где происходит разделение на жидкую и газовую фазу и продувка жидкой фазы азотом для удаления образовавшихся сероводорода и аммиака. Полученные образцы дизельных дистиллятов анализируют для определения остаточного содержанием серы и азота, полициклических ароматических углеводородов, плотности. Общее содержания серы (при содержании ≥50 мкг/кг) определяют с помощью энергодисперсионного рентгено-флуоресцентного анализатора Lab-X 3500SCl, определение микроколичеств азота и серы проводят с помощью анализатора серы/азота ANTEK 9000NS в соответствии с методиками ASTM D 5762 и ASTM D 5453 соответственно. Анализ содержания ароматических соединений проводят по методике EN 12916 методом жидкостной хроматографии на хроматографе Varian ProStar, укомплектованном рефрактометрическим детектором. Плотность определяют с использованием цифрового денсиметра Mettler Toledo 30 РХ по методу ASTM D4052.
Сущность предлагаемого изобретения иллюстрируется следующими примерами, отражающими зависимость качества получаемого дизельного топлива (плотности, остаточного содержания серы, азота, ароматических полициклических углеводородов) от состава и количества катализатора гидрооблагораживания, условий проведения процесса и типа используемого сырья. Показатели процесса гидрооблагораживания дизельных фракций представлены в таблице.
Примеры 1-4 иллюстрируют состав катализатора и способ его приготовления.
Пример 1.
Носитель получают методом экструзии пасты, полученной в результате смешения порошков гидроксида алюминия со структурой псевдобемита (55 г), оксида алюминия (30 г), силикоалюмофосфата SAPO-31 (6,5 г), водной суспензии, содержащей нанокристаллы цеолита β (средний размер 110 нм по данным лазерной дифракции); в количестве 6,5 г (58 мл) в смесителе с Z-образными лопастями в течение 25-35 мин. Полученную пасту формуют через фильеру с отверстием в виде трилистника с размером 1,3 мм. Сформованные экструдаты сушат при температуре 110°С в сушильном шкафу в течение 6 ч, а затем прокаливают при температуре 550°С в лабораторной трубчатой печи в токе воздуха при объемной скорости 1000 ч-1. После прокаливания экструдаты содержат, мас. %: 6,2 соединений кремния в пересчете на SiO2, 4,1 соединений фосфора в пересчете на Р2О5, оксид алюминия - остальное; характеризуются величиной удельной поверхности 235 м2/г, объемом пор 0,56 см3/г, средним диаметром пор - 10,4 нм.
50 г носителя пропитывают смешанным раствором, содержащим соединения никеля, вольфрама, фосфорную и лимонную кислоту. Для приготовления пропиточного раствора к 100 мл дистиллированной воды при температуре 70°С добавляют при постоянном перемешивании последовательно 3,0 мл фосфорной кислоты и 16,2 триоксида молибдена. После полного растворения триоксида молибдена раствор упаривают до 50 мл, температуру снижают до 50±5°С и добавляют последовательно 16,88 г моногидрата лимонной кислоты и 5,34 г никеля (II) углекислого основного. Термообработку полученного катализатора проводят в потоке воздуха при температуре 110°С и 220°С в течение 4-х ч. Содержание активных компонентов определяют после прокаливания в муфеле при температуре 550°С в течение 4-х ч, содержание активных компонентов в катализаторе составляет, мас. %: МoO3 - 18,2, NiO - 3,8.
Для тестирования используют 10 мл предлагаемого катализатора в виде гранул диаметром 1,3 мм и длиной 3-6 мм, поверх которого загружают 20 мл NiMо/Al2О3-катализатора, приготовление которого описано выше. Катализаторы сульфидируют в соответствии с процедурой, описанной выше. Каталитические свойства полученного образца в процессе гидрооблагораживания дизельных фракций с повышенным содержанием полициклических ароматических углеводородов определяют в течение 48 ч при температуре 340°С, давлении водорода 7,0 МПа, отношении H2/сырье - 600, объемной скорости подачи сырья - 1,5 ч-1. В качестве исходного сырья с повышенным содержанием полициклических ароматических углеводородов используют смесь прямогонной дизельной фракции и газойля каталитического крекинга при соотношении, мас.%: 70/30. Показатели процесса гидрооблагораживания приведены в таблице.
Пример 2.
Катализатор согласно примеру 1, отличающийся тем, что для приготовления носителя используют 5 г силикоалюмофосфата и 59 мл водной суспензии, содержащей 5 г нанокристаллов цеолита β (средний размер 140 нм по данным лазерной дифракции); после прокаливания экструдаты содержат, мас. %: 2,72 соединений кремния в пересчете на SiO2, 4,1 соединений фосфора в пересчете на Р2О5, оксид алюминия - остальное; характеризуются величиной удельной поверхности 195 м2/г, объемом пор 0,54 см3/г, средним диаметром пор - 10,7 нм. Содержание активных компонентов в катализаторе составляет, мас.%: МoO3 - 19,5, NiO - 3,9.
Тестирование катализатора проводят по примеру 1, показатели процесса гидрооблагораживания приведены в таблице.
Пример 3
Катализатор согласно примеру 1, отличающийся тем, что содержание активных компонентов в полученном катализаторе составляет, мас. %: МoО3 - 17,0, NiO - 3,7.
Тестирование катализатора проводят по примеру 1, показатели процесса гидрооблагораживания приведены в таблице.
Примеры 4-10 иллюстрируют способы гидрооблагораживания дизельных фракций.
Пример 4.
10 мл катализатора гидрооблагораживания в виде гранул с сечением в форме трилистника диаметром 1,3 мм и длиной 3-6 мм, приготовленного по примеру 1, загружают в проточный реактор, поверх предлагаемого катализатора загружают 20 мл NiMо/Al2О3-катализатора в виде гранул такого же размера. Катализаторы сульфидируют по описанной выше процедуре, тестирование катализаторов проводят при температуре 340°С, давлении водорода 7,0 МПа, отношении Н2/сырье - 215, объемной скорости подачи сырья - 1,0 ч-1. В качестве исходного сырья с повышенным содержанием полициклических ароматических углеводородов используют смесь прямогонной дизельной фракции и газойля каталитического крекинга при соотношении, мас.%: 70/30, длительность испытаний составляет 48 ч.
Показатели процесса гидрооблагораживания приведены в таблице.
Пример 5.
15 мл катализатора гидрооблагораживания в виде гранул с сечением в форме трилистника диаметром 1,3 мм и длиной 3-6 мм, приготовленного по примеру 1, загружают в проточный реактор, поверх предлагаемого катализатора загружают 20 мл NiMo/Al2O3-катализатора в виде гранул такого же размера. Катализаторы сульфидируют по описанной выше процедуре, тестирование катализаторов проводят при температуре 340°С, давлении водорода 7,0 МПа, отношении H2/сырье - 600, объемной скорости подачи сырья - 1,5 ч-1. В качестве исходного сырья с повышенным содержанием полициклических ароматических углеводородов используют смесь прямогонной дизельной фракции и газойля каталитического крекинга при соотношении, мас.%: 70/30, длительность испытаний составляет 48 ч.
Показатели процесса гидрооблагораживания приведены в таблице.
Пример 6.
Способ гидрооблагораживания дизельных фракций по примеру 4, отличающийся тем, что используют 30 мл предлагаемого катализатора в виде гранул с сечением в форме трилистника диаметром 1,3 мм и длиной 3-6 мм, а тестирование катализаторов проводят при температуре 340°С, давлении водорода 7,0 МПа, отношении H2/сырье - 600, объемной скорости подачи сырья - 1,5 ч-1.
Показатели процесса гидрооблагораживания приведены в таблице.
Пример 7.
Способ гидрооблагораживания дизельных фракций по примеру 6, отличающийся тем, что используют 30 мл NiMo/Al2O3-катализатора в виде гранул с сечением в форме трилистника диаметром 1,3 мм и длиной 3-6 мм.
Показатели процесса гидрооблагораживания приведены в таблице.
Пример 8.
Способ гидрооблагораживания дизельных фракций по примеру 4, отличающийся тем, что тестирование катализаторов проводят при температуре 340°С, давлении водорода 5,5 МПа, отношении H2/сырье - 600, объемной скорости подачи сырья - 1,0 ч-1.
Показатели процесса гидрооблагораживания приведены в таблице.
Пример 9.
Способ гидрооблагораживания дизельных фракций по примеру 4, отличающийся тем, что тестирование катализаторов проводят при температуре 380°С, давлении водорода 7,0 МПа, отношении H2/сырье - 215, объемной скорости подачи сырья - 1,5 ч-1.
Показатели процесса гидрооблагораживания приведены в таблице.
Пример 10.
Способ гидрооблагораживания дизельных фракций по примеру 4, отличающийся тем, что тестирование катализаторов проводят при температуре 350°С, давлении водорода 7,0 МПа, отношении H2/сырье - 600, объемной скорости подачи сырья - 1,2 ч-1.
Как видно из представленных примеров, проведение процесса гидрооблагораживания в реакторе, загруженном послойно описанным выше катализатором гидрооблагораживания и NiMo/Al2O3-катализатором (последний расположен в первом по ходу движения сырья слое), взятыми в соотношении от 1:2 до 1:1; при температуре 340-380°С, давлении водорода 5,5-7,0 МПа, объемной скорости расхода сырья - 1,0-1,5 ч-1, объемном отношении водород/сырье - 215-500 Нм3/м3 позволяет получать дизельное топливо с остаточным содержанием серы, не превышающим 10 мкг/кг. При этом содержание полициклических ароматических углеводородов значительно меньше, чем величина, предусмотренная стандартом на дизельное топливо ЕВРО-5 - 8 мас. % (ГОСТ Р 52368-2005), а выход целевой фракции близок к 100%. Проведение процесса гидрооблагораживания при загрузке 30 мл описанного выше катализатора гидрооблагораживания приводит к некоторому снижению выхода дизельной фракции (Пример 6). При использовании NiMo/Al2O3-катализатора в сопоставимых условиях (Пример 7) содержание полициклических ароматических углеводородов в продуктах гидроочистки и плотность продуктов выше по сравнению с остальными примерами. Продукты гидрооблагораживания, полученные с использованием предлагаемого катализатора (Примеры 1-3), содержат меньшее количество азотсодержащих, моноциклических ароматических углеводородов по сравнению с дизельным топливом, полученным с использованием катализатора гидроочистки NiMo/Al2O3 (Пример 7), что свидетельствует о более высокой гидрирующей способности предлагаемого катализатора. Значительное уменьшение содержания АУ и плотности продукта при проведении процесса гидрооблагораживания в более жестких условиях (при объемной скорости 1,2 ч-1, температуре 350°С, давлении водорода 7,0 МПа, отношении H2/сырье - 600) указывает на протекание реакций раскрытия цикла в этих условиях (Пример 10).
Таким образом, предлагаемые катализаторы и способ их использования позволяет решить задачу эффективного гидрооблагораживания дизельных фракций с повышенным содержанием ПАУ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Катализатор и способ гидрооблагораживания дизельных дистиллятов | 2015 |
|
RU2607925C1 |
| Способ приготовления катализатора и способ гидрооблагораживания дизельных дистиллятов с использованием этого катализатора | 2018 |
|
RU2691064C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОСЕРНИСТОГО ДИЗЕЛЬНОГО ТОПЛИВА | 2019 |
|
RU2722824C1 |
| КАТАЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ НИЗКОСЕРНИСТОГО ДИЗЕЛЬНОГО ТОПЛИВА | 2019 |
|
RU2725870C1 |
| КАТАЛИЗАТОР, СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ И СПОСОБ ГИДРООБЛАГОРАЖИВАНИЯ ДИЗЕЛЬНЫХ ДИСТИЛЛЯТОВ | 2011 |
|
RU2468864C1 |
| Катализатор гидрирования высокоароматизированного среднедистиллятного нефтяного сырья и способ его приготовления | 2020 |
|
RU2757368C1 |
| Способ приготовления катализатора для процесса гидроочистки прямогонной дизельной фракции | 2018 |
|
RU2706335C1 |
| Способ гидрооблагораживания вторичных дистиллятов | 2023 |
|
RU2824346C1 |
| СПОСОБ ГИДРООБЛАГОРАЖИВАНИЯ ТРИГЛИЦЕРИДОВ ЖИРНЫХ КИСЛОТ В СМЕСИ С НЕФТЯНЫМИ ФРАКЦИЯМИ | 2018 |
|
RU2689416C1 |
| СПОСОБ ГИДРООБЛАГОРАЖИВАНИЯ ТРИГЛИЦЕРИДОВ ЖИРНЫХ КИСЛОТ В СМЕСИ С НЕФТЯНЫМИ ФРАКЦИЯМИ | 2017 |
|
RU2652991C1 |
Изобретение относится к катализаторам гидрооблагораживания дизельных дистиллятов, способу получения катализатора и способу гидрооблагораживания дизельных дистиллятов с целью получения экологически чистых дизельных топлив и может быть использовано в нефтеперерабатывающей промышленности. Описан катализатор для процесса гидрооблагораживания дизельных фракций, который в качестве носителя содержит композицию оксида алюминия, силикоалюмофосфата SAPO-31 и нанокристаллитов цеолита β, в состав которой входят, мас.%: 4,15-6,2 соединений кремния в пересчете на диоксид кремния, 2,72-4,1 соединений фосфора в пересчете на оксид фосфора Р2О5, оксид алюминия - остальное; а в качестве активного компонента катализатор содержит, мас.%: оксид молибдена МoО3 - 17,0-19,5, оксид никеля NiO - 3,4-4,2, оксид фосфора Р2О5 - 1-1,5, носитель - остальное, при мольном отношении Ni/Mo - 0,38-0,42 и Р/Мо - 0,09-0,1. Описан способ приготовления катализатора и способ гидрооблагораживания дизельных фракций, содержащих до 30 мас.% газойля каталитического крекинга, согласно которому гидрооблагораживание проводят в реакторе гидроочистки, загруженном послойно описанным выше катализатором и NiMo/Al2O3-катализатором, последний расположен в первом по ходу движения сырья слое, взятыми в соотношении от 1:2 до 1:1, при температуре 340-390°С, давлении водорода 5,5-7,0 МПа. Технический результат - высокая эффективность гидрооблагораживания дизельных фракций с повышенным содержанием ПАУ, азотсодержащих и устойчивых серосодержащих соединений. 3 н. и 2 з.п. ф-лы, 10 пр., 1 табл.
1. Катализатор для процесса гидрооблагораживания дизельных дистиллятов, включающий активный компонент, в состав которого входят оксиды никеля, молибдена и фосфора, диспергированный на алюмооксидном носителе, отличающийся тем, что в качестве носителя он содержит композицию оксида алюминия, силикоалюмофосфата SAPO-31 и нанокристаллитов цеолита β, в состав которой входят, мас.%: 4,15-6,2 соединений кремния в пересчете на SiO2, 2,72-4,1 соединений фосфора в пересчете на Р2О5, оксид алюминия - остальное; а в качестве активного компонента катализатор содержит, мас.%: оксид молибдена MoO3 - 17,0-19,5, оксид никеля NiO - 3,4-4,2, оксид фосфора Р2О5 - 1-1,5, носитель - остальное, при мольном отношении Ni/Mo - 0,38-0,43 и Р/Мо - 0,09-0,1.
2. Способ приготовления катализатора для процесса гидрооблагораживания дизельных дистиллятов по п.1, включающий формовку гранул носителя экструзией с последующей однократной пропиткой прокаленного алюмооксидного носителя водным раствором солей металлов, отличающийся тем, что в качестве носителя используют композицию оксида алюминия, силикоалюмофосфата SAPO-31 и цеолита β, а для приготовления композиции используют кристаллиты цеолита β со средним размером 110-140 нм, которые вводят в состав носителя в виде суспензии, обеспечивая тем самым равномерное распределение цеолита β в матрице оксида алюминия.
3. Способ гидрооблагораживания дизельных дистиллятов, который состоит в пропускании сырья через слой катализатора при повышенных температуре и давлении водорода, отличающийся тем, что гидрооблагораживание проводят в реакторе гидроочистки, загруженном послойно описанным выше катализатором гидрооблагораживания по п.1 и NiMo/Al2O3-катализатором, последний расположен в первом по ходу движения сырья слое, взятыми в соотношении от 1:2 до 1:1.
4. Способ по п. 3, отличающийся тем, что дизельные дистилляты могут содержать до 30 мас.% газойля каталитического крекинга.
5. Способ по п. 3, отличающийся тем, что гидрооблагораживание проводят при температуре 340-390°C, давлении водорода 5,5-7,0 МПа, объемной скорости расхода сырья 1,0-2,0 ч-1, объемном отношении водород/сырье 215-600 Нм3/м3.
| КАТАЛИЗАТОР, СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ И СПОСОБ ГИДРООБЛАГОРАЖИВАНИЯ ДИЗЕЛЬНЫХ ДИСТИЛЛЯТОВ | 2011 |
|
RU2468864C1 |
| Способ повышения омического сопротивления бракованных фарфоровых изоляторов | 1928 |
|
SU10112A1 |
| ГИДРООБРАБАТЫВАЮЩИЙ КАТАЛИЗАТОР С ЦЕОЛИТОМ И ВЫСОКОЙ МЕЗОПОРИСТОСТЬЮ | 2005 |
|
RU2362623C2 |
| US 20090139898 A1, 04.06.2009 | |||
| US 20060054536 A1, 16.03.2006. | |||

