Изобретение относится к катализаторам для совместной гидропереработки триглицеридов жирных кислот и нефтяных дизельных фракций на сульфидных катализаторах с целью получения низкосернистого дизельного топлива с улучшенными низкотемпературными характеристиками и может быть использовано в нефтеперерабатывающей промышленности.
Снижение запасов и ухудшение качества нефтяного сырья, а также необходимость уменьшения выбросов парниковых газов для замедления глобального повышения температуры и изменения климата стимулирует разработку катализаторов и способов, направленных на вовлечение возобновляемых ресурсов в процессы производства экологически чистых моторных топлив. Одним из перспективных подходов является гидродеоксигенация триглицеридов жирных кислот (ТЖК), так как продукты гидродеоксигенации представляют собой смесь алканов С12-С22, которая легко смешивается с моторным топливом на основе нефтяного сырья, что позволяет использовать имеющуюся инфраструктуру для ее транспортировки и хранения и не требует адаптации автомобильных двигателей. В качестве триглицерид-содержащего сырья может использоваться широкий спектр непищевых растительных масел (рапсового, рыжикового, пальмового и т.д.), отработанные пищевые масла, животные жиры, таловые масла и т.д. [М. Al-Sabawi, J.W. Chen, Hydroprocessing of Biomass-Derived Oils and Their Blends with Petroleum Feedstocks: A Review, Energy & Fuels, 26 (2012) 5373-5399].
Для переработки триглицеридов жирных кислот широко используют традиционные сульфидные CoMo/Al2O3 и NiMo/Al2O3 катализаторы гидроочистки [D. Kubicka, V. Tukac, Hydrotreating of Triglyceride-Based Feedstocks in Refineries // Advances in Chemical Engineering, V. 42 (2013) P. 141-194]. Триглицериды жирных кислот не содержат серу, поэтому для поддержания катализаторов в активном сульфидном состоянии необходимо постоянно дозировать в реакционную смесь осерняющий агент, чаще всего диметилдисульфид [Kubicka, D., Horacek J., Deactivation of HDS catalysts in deoxygenation of vegetable oils // Applied Catalysis A, 394 (2011) 9-17]. Гидропереработка ТЖК совместно с нефтяными фракциями позволяет использовать серосодержащие соединения нефтяных дистиллятов для сохранения активного компонента в сульфидном состоянии. При этом улучшаются потребительские свойства моторных топлив: увеличивается цетановое число, снижается плотность, содержание ароматических соединений [Bezergianni S., Dimitriadis A., Kikhtyanin О, Kubicka D, Refinery co-processing of renewable feeds // Progress in Energy and Comb. Sci. V. 68. (2018) P. 29-64].
Известно, что для гидропереработки смесей ТЖК и нефтяных дистиллятов используются сульфидные NiMo, СоМо или NiW катализаторы, традиционно применяющиеся в процессах гидроочистки нефтяного сырья [US 2006/0186020, B01J 29/70; ЕР 2428548, C10G 3/00, 14.03.12; US 9556387, C10G 49/04, 31.01.2017]. При этом возникают, по крайней мере, две проблемы. Во-первых, высокая активность катализаторов в экзотермических реакциях гидродеоксигенации ТЖК вызывает локальные перегревы в лобовом слое реактора и приводит к образованию углеродных отложений, дезактивации и уменьшению срока службы катализаторов. Во-вторых, в присутствии биметаллических катализаторов (NiMo, СоМо или NiW) гидродеоксигенация ТЖК протекает с образованием оксидов углерода, с последующим гидрированием до метана, следствием чего является снижение парциального давления водорода, чистота которого является критическим параметром для получения низкосернистых моторных топлив (<10 ppm серы) из нефтяных дизельных фракций [A. Stanislaus, A. Marafi, М.S. Rana. Recent advances in the science and technology of ultra-low sulfur diesel (ULSD) production // Catalysis Today. 2010. V. 153. P. 1-68].
Для улучшения контроля температуры в реакторе и уменьшения образования оксидов углерода гидропереработку смесей ТЖК с нефтяными фракциями предлагается проводить в две стадии [US 8507738 В2, С07С 1/00, 13.08.2013; US 9598645 В2, C07G 3/00, 21.03.2017; US 2012/0216450, C10L 1/00, 30.08.2011; US 2012/0216450, C10L 1/00, 30.08.2011]. На первой стадии смесь ТЖК и нефтяных дизельных фракций пропускают через слой сульфидных Mo/Al2O3 или W/Al2O3 катализаторов, на которых гидродеоксигенация ТЖК протекает без образования оксидов углерода, а малая активность таких катализаторов позволяет избежать перегревов. После первой стадии реакционная смесь поступает во второй слой, где в присутствии традиционных сульфидных NiMo, СоМо или NiW катализаторов протекают реакции гидроочистки нефтяного сырья, направленные на снижение содержания серы, азота и полициклических ароматических углеводородов.
Общим недостатком описанных выше способов совместной гидропереработки триглицеридов жирных кислот и нефтяных дизельных фракций являются неудовлетворительные низкотемпературные свойства получаемого продукта (температура помутнения, температура застывания), обусловленные высокими температурами застывания линейных алканов С16-С22, получаемых в процессе гидродеоксигенации ТЖК. Для улучшения низкотемпературных характеристик продуктов гидропереработки дополнительно к стадиям гидродеоксигенации и гидроочистки предлагается использовать дополнительную, третью, стадию, на которой проводят изомеризацию алканов С16-С22 в присутствии бифункциональных катализаторов, содержащих металлы VIII группы (Pt,Pd) или сульфидные NiMo, NiW наночастицы, на носителях, в состав которых входят алюмосиликаты или цеолиты [US 2012/0216450, C10L 1/00, 30.08.2011].
Более эффективным решением проблемы по сравнению с трехстадийной схемой является использование на второй стадии сульфидных катализаторов на цеолитсодержащих носителях, которые могли бы обеспечивать одновременное протекание реакций гидроочистки компонентов нефтяных фракций и реакций изомеризации или мягкого гидрокрекинга n-алканов С16-С22, полученных на первой стадии в результате гидродеоксигенации ТЖК. Известно, что температура застывания алканов уменьшается по мере уменьшения числа атомов углерода в цепи, а температура застывания изо-алканов ниже по сравнению с температурой застывания n-алканов.
Наиболее близким к предлагаемому техническому решению является катализатор, используемый в способе гидропереработки ТЖК в смеси с прямогонными нефтяными фракциями [RU 2495082, C10G 3/00, 10.10.2013]. Способ включает следующие стадии: а) формирование исходного сырья путем комбинирования ископаемого углеводородного топлива с возобновляемым органическим материалом (до 35 об. %), b) гидродеоксигенация исходного сырья в присутствии нанесенного Mo-содержащего катализатора, с) гидроочистка потока, выходящего из стадии (b) в присутствии катализатора гидроочистки, d) гидроизомеризация потока из стадии b) или с) в присутствии катализатора гидроизомеризации. Согласно одному из вариантов, гидропереработку можно проводить в две стадии: на первой стадии исходная смесь контактирует с сульфидным Mo катализатором гидродеоксигенации при давлении водорода 1-200 бар, температуре 50-350°С, объемной скорости 0,1-10 ч-1, а на второй стадии одновременно проводят реакции гидроочистки и изомеризации алканов, полученных на первой стадии, при давлении водорода 1-200 бар, температуре 50-450°С, объемной скорости 0,1-10 ч-1. На стадии изомеризации используется сульфидный NiW катализатор на носителе, содержащем в своем составе оксид алюминия, диоксид кремния, диоксид титана, алюмосиликат, цеолиты ZSM-5 или бета-цеолит.
Анализ примеров, иллюстрирующих прототип, показал, что использование катализатора гидроизомеризации для улучшения качества продукта гидродеоксигенации приводит к существенному изменению фракционного состава при относительно небольшом снижении температуры помутнения (на 6,2°С). Так, согласно приведенным данным, температура выкипания 5 и 10 мас. % продукта снижается от 233 и 255 до 158 и 199°С, следствием чего является уменьшение выхода дизельной фракции (температура кипения 160-360°С). Причиной этого является использование на стадии гидроизомеризации (стадия (d)) катализатора, который, наряду с реакциями гидроизомеризации, активен в реакциях гидрокрекинга. Известно, что аморфные алюмосиликаты, цеолит ZSM-5 и бета-цеолит входят в состав катализаторов гидрокрекинга.
Изобретение решает задачу разработки эффективного катализатора для второй стадии (стадии гидроочистки и гидроизомеризации) процесса совместной гидропереработки триглицеридов жирных кислот и нефтяных дизельных фракций для получения низкосернистого дизельного топлива.
Техническим результатом заявленного изобретения является снижение температуры помутнения продукта гидропереработки.
Задача решается созданием катализатора для получения низкосернистого дизельного топлива с улучшенными низкотемпературными характеристиками в процессе гидропереработки триглицеридов жирных кислот в смеси с нефтяными дизельными фракциями в двухстадийном процессе, использующемся для реализации на второй стадии реакций гидрообессеривания, гидродеазотирования, гидрирования полициклических ароматических углеводородов и гидроизомеризации алканов, полученных на первой стадии; содержащего соединения Ni и Мо, диспергированные на носителе, в котором носитель содержит композицию оксида алюминия и силикоалюмофосфата SAPO-11 при содержании активных компонентов, мас. %: оксид молибдена МоО3 - 16,0-19,5, оксид никеля NiO - 3,4-4,2.
В качестве носителя для его приготовления используется композиция, в состав которой входит 25-30 мас. % SAPO-11 и 70-75 мас. % оксида алюминия.
Способ приготовления катализатора включает формовку гранул носителя методом экструзии пасты, приготовленной из смеси порошков гидроксида алюминия и силикоалюмофосфата SAPO-11, с последующей термообработкой и однократной пропиткой прокаленного носителя водным раствором солей металлов и промотирующих добавок, в качестве которых используются фосфорная кислота и диэтиленгликоль.
Использование силикоалюмофосфата SAPO-11 в составе носителя способствует равномерному распределению сульфидных NiMo наночастиц, образующихся в результате сульфидирования активных компонентов, по поверхности всего носителя, включая поверхность частиц силикоалюмофосфата. В результате равномерного распределения обеспечивается близкое расположение кислотных и гидрирующих центров, что, в совокупности с одномерной системой пор силикоалюмофосфата SAPO-11, способствует эффективному протеканию реакций гидроизомеризации, без избыточного крекинга алканов. Сульфидные катализаторы согласно прототипу, в которых для приготовления носителей использовались цеолиты бета и ZSM-5, наряду с реакциями изомеризации, могут проводить реакции гидрокрекинга, так как эти цеолиты характеризуются трехмерной системой пор, а при приготовлении сульфидных катализаторов на носителях, содержащих эти цеолиты, сульфидные наночастицы располагаются преимущественно на поверхности оксида алюминия. Следствием этих особенностей является избыточный крекинг, приводящий к образованию углеводородов с низкой температурой кипения, выходящей за рамки температур кипения дизельных фракций.
Совместную гидропереработку ТЖК и нефтяных дизельных фракций проводят в двух последовательно соединенных реакторах: в первом реакторе осуществляют реакцию гидродеоксигенации ТЖК в смеси с прямогонной дизельной фракцией с использованием селективного сульфидного Mo/Al2O3 катализатора, а во втором реакторе проводят реакции гидроочистки нефтяного сырья и гидроизомеризации алканов, полученных на первой стадии в реакции гидродеоксигенации ТЖК. В первом реакторе могут быть использованы сульфидные Mo/Al2O3 катализаторы гидродеоксигенации, приготовленные любым из известных способов, содержащие 16,5-19,5 мас. % Мо, во втором реакторе используется сульфидный NiMo катализатор согласно изобретению, приготовленный на носителе, представляющем собой композицию SAPO-11 и оксида алюминия. Процесс проводят при температуре 360-390°С, давлении водорода 4,0-7,0 МПа, объемной скорости сырья 1,0-2,0 ч-1, соотношение водород/сырье 600-1000 Нм3/м3 после сульфидирования катализаторов согласно процедуре, описанной в примере 1.
Использование во втором реакторе катализатора согласно изобретению позволит повысить эффективность гидропереработки триглицеридов жирных кислот в смеси с нефтяными фракциями в низкосернистое дизельное топливо с улучшенными низкотемпературными характеристиками, а именно: обеспечить снижение температуры помутнения продукта гидропереработки не менее чем на 10°С в результате одновременной реализации реакций гидрообессеривания, гидродеазотирования, гидрирования полициклических углеводородов и гидроизомеризации алканов на второй стадии в присутствии сульфидного NiMo катализатора, нанесенного на носитель, представляющий собой композицию силикоалюмофосфата SAPO-11 (25-30 мас. %) и оксида алюминия (70-75 мас. %).
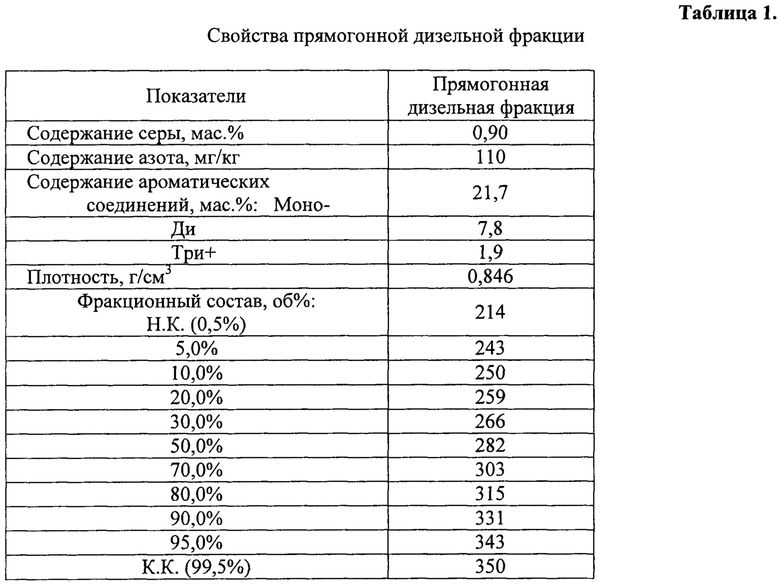
Тестирование катализаторов в процессе совместной гидропереработки нефтяных дизельных фракций с ТЖК проводят на 2-х реакторной пилотной установке с последовательным соединением реакторов, диаметр каждого реактора - 26 мм, длина - 1300 мм. В качестве нефтяного сырья используют прямогонную дизельную фракцию, характеристики которой приведены в таблице 1; в качестве триглицерид-содержащего сырья - рапсовое масло. Суммарная доля кислот С18 (олеиновой, линолевой, линоленовой и стеариновой) в использованном в работе растительном масле составляет 90,5 мас. %, содержание кислорода - 11,19 мас. %. Сырье подают с помощью жидкостных хроматографических насосов Gilson-305 из емкостей, расположенных на весах, расход сырья контролируют по изменению массы. Водород дозируют автоматическими дозаторами Bronkhorst, сырье и водород поступают в реактор сверху вниз. Гранулы катализатора (длиной 4-6 мм) загружают в реактор, разбавляя его мелкими частицами карбида кремния (фракция 0,1-0,25 мм) в объемном соотношении 1:4. Перед каталитическими экспериментами проводят сульфидирование катализаторов при повышенной температуре и давлении водорода в присутствии прямогонной дизельной фракции, содержащей дополнительно 0,6 мас. % серы в виде диметилдисульфида, по процедуре, описанной в примере 1.
В продуктах гидропереработки анализируют содержание серы, кислорода, ароматических соединений; также определяют плотность, фракционный состав и температуру помутнения. Определение серы проводят с помощью анализатора серы ANTEK 9000NS в соответствии с ГОСТ Р 56342-2015. Содержание кислорода определяют с использованием CHNSO элементного анализатора Vario EL Cube (Elementar Analysensysteme GmbH, Германия). Содержание ароматических соединений в продуктах определяют на хроматографе Varian ProStar, укомплектованном рефрактометрическим детектором (ГОСТ Р ЕН 12916-2008). Плотность исходного сырья и продуктов гидропереработки определяют с помощью цифрового денсиметра Mettler Toledo 30 РХ по методике ГОСТ Р 57037-2016. Определение фракционного состава образцов проводят методом имитированной дистилляции по стандартной методике ГОСТ Р 56720-2015 с использованием хроматографа Agilent 6890N. Температуру помутнения продуктов гидропереработки (Тп) определяют с помощью автоматического аппарата ТПЗ-ЛАБ-22 (АО «ЛОиП», Россия) в соответствии с методикой ГОСТ 5066-2018.
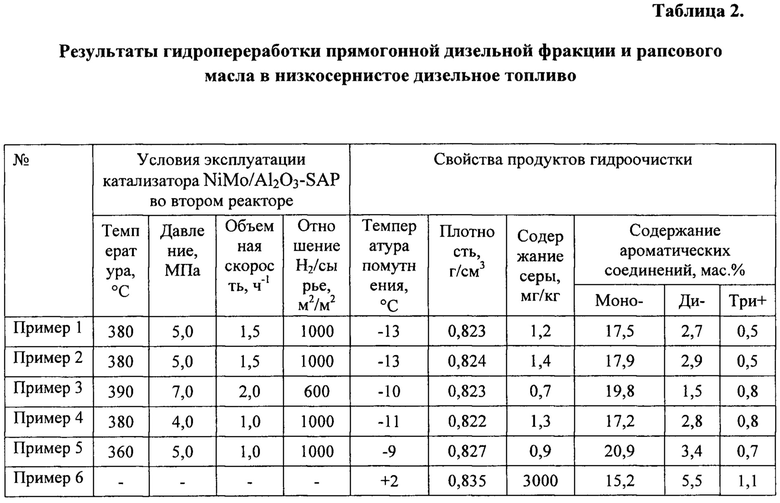
Сущность предлагаемого изобретения иллюстрируется следующими примерами и данными, приведенными в таблице 2.
Примеры 1-2 иллюстрируют состав катализатора.
Пример 1.
Катализатор согласно изобретению, а именно, NiMo катализатор на носителе, представляющем собой композицию SAPO-11 (30 мас. %) и оксида алюминия (70 мас. %) и обозначаемый далее в тексте NiMo/Al2O3-SAP, используют для одновременного проведения реакций гидрообессеривания, гидродеазотирования, гидрирования ПАУ и гидроизомеризации алканов.
Носитель готовят методом экструзии пасты, полученной смешением порошков гидроксида алюминия (Pural SB) в количестве 145,8 г, SAPO-11 в количестве 45,0 г и ~120 мл 0,5% раствора азотной кислоты в смесителе с Z-образными лопастями в течение 25-35 минут. Полученную пасту формуют через фильеру с отверстием в виде трилистника с размером 1,3 мм, полученные экструдаты сушат при температуре 110°С в течение 6 ч и прокаливают в токе воздуха при температуре 550°С. После прокаливания экструдаты содержат, мас. %: 3,2 соединений кремния в пересчете на SiO2, 12,4 соединений фосфора в пересчете на Р2О5, оксид алюминия - остальное. Носитель в количестве 40 г пропитывают водным раствором, содержащим соединения никеля, молибдена, фосфорную кислоту и диэтиленгликоль, под вакуумом.
Для приготовления пропиточного раствора к 100 мл дистиллированной воды при температуре 70°С добавляют при постоянном перемешивании ортофосфорную кислоту в количестве 5,25 г и загружают 16,2 г оксида молибдена (VI). После полного растворения оксида молибдена (VI) добавляют 5,04 г гидроксида никеля и 8,1 г диэтиленгликоля. В результате получают прозрачный раствор зеленого цвета. Гранулы катализатора после пропитки сушат в потоке воздуха при комнатной температуре до сыпучего состояния и в сушильном шкафу при температуре 110°С в течение 4-х ч. Содержание активных компонентов определяли после прокаливания при температуре 550°С в течение 4-х ч, содержание активных компонентов в NiMo катализаторе составляет, мас. %: МоО3 - 19,5, NiO - 4,2.
На первой стадии, предназначенной для гидродеоксигенации ТЖК в смеси с прямогонной дизельной фракцией, используют Mo/Al2O3 катализатор гидродеоксигенации, для приготовления которого используют гранулированный алюмооксидный носитель (цилиндры с поперечным сечением в виде трилистника размером 1,2±0,1 мм) со следующими текстурными характеристиками: Sуд, м2/г - 235; объем пор, см3/г - 0,79; средний диаметр пор,  - 134. Катализатор гидродеоксигенации Mo/Al2O3 готовят методом пропитки гранул алюмооксидного носителя водным раствором, содержащим рассчитанные количества оксида молибдена (VI), ортофосфорной (Н3РО4) и лимонной кислоты. Катализаторы используют после сушки в потоке азота при комнатной температуре до сыпучего состояния и в сушильном шкафу («Binder», Германия) при температуре (110±10)°С в течение 4-х ч. Содержание активных компонентов определяют после прокаливания при температуре 550°С в течение 4-х ч, содержание молибдена в Mo/Al2O3 катализаторе гидродеоксигенации составляет, мас. %: MoO3 - 19,5.
- 134. Катализатор гидродеоксигенации Mo/Al2O3 готовят методом пропитки гранул алюмооксидного носителя водным раствором, содержащим рассчитанные количества оксида молибдена (VI), ортофосфорной (Н3РО4) и лимонной кислоты. Катализаторы используют после сушки в потоке азота при комнатной температуре до сыпучего состояния и в сушильном шкафу («Binder», Германия) при температуре (110±10)°С в течение 4-х ч. Содержание активных компонентов определяют после прокаливания при температуре 550°С в течение 4-х ч, содержание молибдена в Mo/Al2O3 катализаторе гидродеоксигенации составляет, мас. %: MoO3 - 19,5.
Перед проведением экспериментов проводят сульфидирование катализаторов, подавая в реакторы прямогонную дизельную фракцию, содержащую дополнительно 0,6 мас. % серы в виде диметилдисульфида (при объемной скорости 2 ч-1, соотношении водород/сырье - 300, давлении водорода - 3,5 МПа) в несколько этапов: при температуре 240°С в течение 8 ч, при температуре 340°С в течение 6 ч, скорость увеличения температуры между этапами составляла 25°С в ч. После окончания сульфидирования катализаторов в реакторы подают прямогонную дизельную фракцию при объемной скорости 2 ч-1, соотношении водород/сырье - 300, давлении водорода - 3,5 МПа в течение 3-х суток. По истечении этого срока в систему подают смесь, содержащую 30 мас. % рапсового масла, со скоростью 60 мл/ч (объемная скорость 1,5 ч-1) при давлении - 5,0 МПа, отношении водород/сырье - 1000 Нм3 водорода/м3 сырья. Температура реакции в первом реакторе составляла 360°С, во втором реакторе - 380°С. Сырье, содержащее 30 мас. % рапсового масла и 70 мас. % прямогонной дизельной фракции, имеет следующие характеристики: содержание серы - 0,61 мас. %, содержание азота - 76 мг/кг, содержание кислорода - 3,2 мас. %, плотность - 0,864 г/см3.
Показатели процесса гидропереработки ТЖК в смеси с прямогонной дизельной фракцией приведены в таблице 2.
Пример 2.
NiMo катализатор (NiMo/Al2O3-SAP) согласно примеру 1, отличающийся тем, что содержание активных компонентов в полученном катализаторе составляет, мас. %: МоО3 - 16,0, NiO - 3,4; а для приготовления катализатора используют носитель, представляющий собой композицию SAPO-11 (25 мас. %) и оксида алюминия (75 мас. %). Прокаленный носитель, использованный для приготовления катализаторов, содержит, мас. %: 2,6 соединений кремния в пересчете на SiO2, 10,7 соединений фосфора в пересчете на Р2О5, оксид алюминия - остальное; характеризуется величиной удельной поверхности 220 м2/г, объемом пор - 0,55 см3/г, средним диаметром пор - 10,1 нм. В первом слое используют Mo/Al2O3 катализатор, содержание молибдена в котором составляет, мас. %: MoO3 - 16,5.
Тестирование катализатора проводят по примеру 1, показатели процесса гидропереработки ТЖК в смеси с прямогонной дизельной фракцией приведены в таблице 2.
Примеры 3-5 иллюстрируют способ совместной гидропереработки ТЖК и прямогонных дизельных фракций в низкосернистое дизельное топливо с улучшенными низкотемпературными характеристиками.
Пример 3.
В первый реактор загружают 40 мл Mo/Al2O3 катализатора гидродеоксигенации, а во второй - 40 мл NiMo катализатора NiMo/Al2O3-SAP, согласно примеру 1. Катализаторы переводят в сульфидное состояние в условиях, описанных в примере 1, и эксплуатируют в процессе гидроочистки прямогонной дизельной фракции в течение 3-х суток. По истечении этого срока в последовательно соединенные реакторы подавют смесь, содержащую 30 мас. % рапсового масла, со скоростью 80 мл/ч (объемная скорость 2,0 ч-1) при давлении - 7,0 МПа, отношении водород/сырье - 600 Нм3 водорода/м3 сырья. Температура в первом реакторе составляет 340°С, во втором - 390°С.
Показатели процесса гидропереработки ТЖК в смеси с прямогонной дизельной фракцией приведены в таблице 2.
Пример 4.
Способ совместной гидропереработки смеси, содержащей 30 мас. % рапсового масла и 70 мас. % прямогонной дизельной фракции по примеру 3, отличающийся тем, что гидропереработку проводят при давлении 4,0 МПа, отношении водород/сырье - 1000 Нм3 водорода/м3 сырья; объемной скорости подачи сырья - 1,0 ч-1; температура в первом реакторе составляла 370°С, во втором - 380°С.
Показатели процесса гидропереработки ТЖК в смеси с прямогонной дизельной фракцией приведены в таблице 2.
Пример 5.
Способ совместной гидропереработки смеси, содержащей 30 мас. % рапсового масла и 70 мас. % прямогонной дизельной фракции по примеру 3, отличающийся тем, что гидропереработку проводят при давлении 5,0 МПа, отношении водород/сырье - 1000 Нм3 водорода/м3 сырья, объемной скорости подачи сырья - 1,0 ч-1; температура в первом реакторе составляла 360°С, во втором - 360°С.
Показатели процесса гидропереработки ТЖК в смеси с прямогонной дизельной фракцией приведены в таблице 2.
Пример 6 иллюстрирует результаты гидродеоксигенации смеси, содержащей 30 мас. % рапсового масла в смеси с прямогонной дизельной фракцией, которые используют, чтобы продемонстрировать снижение температуры помутнения продукта после гидропереработки на второй стадии с использованием катализатора согласно изобретению.
Пример 6.
Гидродеоксигенацию рапсового масла (30 мас %) в смеси с прямогонной дизельной фракцией проводят в реакторе, содержащем 40 мл гранулированного Mo/Al2O3 катализатора гидродеоксигенации, приготовленного по примеру 1, и имеющего содержание MoO3, мас. % - 16,5. Катализатор сульфидируют в соответствии с процедурой, описанной в примере 1. Гидродеоксигенацию проводят при давлении 4,0 МПа, скорости подачи сырья - 60 мл/ч (объемная скорость - 1,5 ч-1), отношении водород/сырье - 1000 Нм3 водорода/м3 сырья, температуре 340°С.
Свойства продукта приведены в таблице 2 для сравнения с другими примерами.
В продуктах гидропереработки по примерам 1-6 не обнаружено кислородсодержащих соединений в пределах чувствительности анализатора Vario EL Cube (100 ppm). Селективность реакции по маршруту декарбонилирования, рассчитанная по результатам анализа оксидов углерода в газовой фазе как отношение количества образовавшихся оксидов углерода к теоретически возможному количеству, не превышает 3% во всех экспериментах. Полученный результат указывает на то, что кислородсодержащие соединения рапсового масла полностью превращаются в первом реакторе на селективном Mo/Al2O3 катализаторе.
Результаты, приведенные в таблице 2, показывают, что использование на второй стадии сульфидного NiMo катализатора на носителе, представляющем собой композицию цеолита SAPO-11 (25-30 мас. %) и оксида алюминия (70-75 масс %), позволяет уменьшить температуру помутнения продуктов гидропереработки смеси, содержащей 30 мас. % рапсового масла, по крайней мере на 10°С. При этом не наблюдается снижения начала кипения (Н.К.) продуктов гидропереработки ниже 180°С, что свидетельствует об отсутствии нежелательных реакций крекинга.
Таким образом, предлагаемый катализатор позволяет решить задачу снижения температуры помутнения продуктов совместной гидропереработки триглицеридов жирных кислот и прямогонных дизельных фракций в низкосернистое дизельное топливо.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОСЕРНИСТОГО ДИЗЕЛЬНОГО ТОПЛИВА | 2019 |
|
RU2722824C1 |
| Способ совместной гидропереработки триглицеридов жирных кислот и нефтяных дизельных фракций | 2019 |
|
RU2726796C1 |
| СПОСОБ ГИДРООБЛАГОРАЖИВАНИЯ ТРИГЛИЦЕРИДОВ ЖИРНЫХ КИСЛОТ В СМЕСИ С НЕФТЯНЫМИ ФРАКЦИЯМИ | 2017 |
|
RU2652991C1 |
| Способ приготовления катализатора для процесса гидроочистки прямогонной дизельной фракции | 2018 |
|
RU2706335C1 |
| СПОСОБ ГИДРООБЛАГОРАЖИВАНИЯ ТРИГЛИЦЕРИДОВ ЖИРНЫХ КИСЛОТ В СМЕСИ С НЕФТЯНЫМИ ФРАКЦИЯМИ | 2018 |
|
RU2689416C1 |
| Способ совместной гидропереработки растительного и нефтяного сырья | 2019 |
|
RU2726616C1 |
| Способ гидрогенизационной переработки растительного и нефтяного сырья | 2019 |
|
RU2741302C1 |
| СОСТАВ И СПОСОБ СИНТЕЗА КАТАЛИЗАТОРА ГИДРОДЕОКСИГЕНАЦИИ КИСЛОРОДСОДЕРЖАЩЕГО УГЛЕВОДОРОДНОГО СЫРЬЯ | 2012 |
|
RU2492922C1 |
| Катализатор гидродеоксигенации алифатических кислородсодержащих соединений и гидроизомеризации н-парафинов и способ его приготовления | 2015 |
|
RU2612303C1 |
| Катализатор гидроизомеризации н-алканов и способ его приготовления | 2016 |
|
RU2632911C1 |
Изобретение относится к применению сульфидированного катализатора, содержащего соединения Ni и Мо, диспергированные на носителе, включающем композицию оксида алюминия и силикоалюмофосфата SAPO-11 и содержащем активные компоненты, мас.%: оксид молибдена МоО3 - 16,0-19,5, оксид никеля NiO - 3,4-4,2, для получения низкосернистого дизельного топлива в процессе гидропереработки триглицеридов жирных кислот в смеси с прямогонными фракциями. 1 з.п. ф-лы, 6 пр., 2 табл.
1. Применение сульфидированного катализатора, содержащего соединения Ni и Мо, диспергированные на носителе, включающем композицию оксида алюминия и силикоалюмофосфата SAPO-11 и содержащем активные компоненты, мас.%: оксид молибдена МоО3 - 16,0-19,5, оксид никеля NiO - 3,4-4,2, для получения низкосернистого дизельного топлива в процессе гидропереработки триглицеридов жирных кислот в смеси с прямогонными фракциями.
2. Применение сульфидированного катализатора по п. 1, включающего носитель, содержащий силикоалюмофосфат SAPO-11 в количестве 25-30 мас.%, оксид алюминия - остальное.
| Способ приготовления катализатора и способ гидрооблагораживания дизельных дистиллятов с использованием этого катализатора | 2018 |
|
RU2691064C1 |
| СПОСОБ И КАТАЛИЗАТОР ГИДРОПЕРЕРАБОТКИ | 2009 |
|
RU2495082C2 |
| US 8507738 B2, 13.08.2013 | |||
| ОБЛИЦОВОЧНОЕ ИЗДЕЛИЕ | 2010 |
|
RU2428548C1 |

