Изобретение относится к области металлургии и литейного производства, а именно к процессам модифицирования при плавке магниевых сплавов.
Модифицирование структуры - одна из основных операций в технологии производства отливок из магниевых сплавов. В результате модифицирования улучшаются механические свойства сплавов и изделий из них, и вследствие этого увеличиваются ресурс и надежность эксплуатации узлов и агрегатов для нужд аэрокосмического комплекса и машиностроения.
В качестве аналогов известны способы модифицирования магниевых сплавов посредством введения в расплав гексахлорэтана или гексахлорбензола в количестве 0,08…0,01% от массы плавки при температуре расплава 750…760°C (Патенты Великобритании №606948, №653342). Недостатками этих способов являются их токсичность из-за выделения в атмосферу хлора и сравнительно высокая стоимость.
Наиболее близким по технической сущности является способ модифицирования магниевого сплава, включающий расплавление сплава и введение в него модификатора при температуре 720…760°C в количестве 0,5…0,7% от массы сплава. При этом в качестве модификатора используют углеродсодержащие вещества - углекислый марганец или смесь углекислого марганца с магнезитом в соотношении (1,4…3):3 (Пат. РФ 2241775, 2004. Способ модифицирования магниевых сплавов / Каблов Е.Н., Степанов В.В., Скорняков Ю.Л., Семенов С.С.). Хотя указанный прототип и создает определенные условия для повышения физико-механических свойств магниевых сплавов, он имеет следующий ряд существенных недостатков:
- сравнительно высокая температура перегрева сплава при модифицировании, что приводит к повышению энергоемкости этого процесса;
- насыщение магниевого сплава водородом и другими газами из-за гигроскопичности применяемых модификаторов и повышенной температуры расплава при модифицировании;
- сравнительно большое количество модификатора, требующее трудоемкой корректировки химического состава выплавляемых магниевых сплавов;
- низкие литейные свойства получаемых магниевых сплавов;
- загрязнение окислами магния и другими неметаллическими включениями расплава после его модифицирования, снижающими механические свойства изготавливаемых отливок;
- недостаточный уровень прочностных характеристик магниевых сплавов, в особенности для получения сложнопрофильных тонкостенных отливок ответственного назначения.
Таким образом, способ прототипа не обеспечивает высокий уровень качества отливок из магниевых сплавов для нужд современной авиационной техники и машиностроения.
В основу изобретения положена техническая задача - повышение качества магниевых сплавов и отливок за счет улучшения их литейных и физико-механических свойств.
Указанная техническая задача решается таким образом, что в способе модифицирования магниевых сплавов, включающем расплавление сплава и введение в него модификатора, согласно изобретению в качестве модификатора используют наноструктурированный алмазный порошок в количестве 0,05…0,2% от массы сплава, а его введение осуществляют при температуре расплава 680…710°C с одновременным воздействием лазера с энергией 0,4…0,9 Дж.
Наноструктурированный алмазный порошок (НАП) в качестве углеродсодержащего модификатора в количестве 0,05...0,2% масс, обеспечивает существенное измельчение зерна магниевых сплавов и повышение их физико-механических свойств.
Наноструктурированный алмазный порошок состоит из тугоплавких ультрадисперсных частиц. Ультрадисперсный алмаз или наноалмаз - это углеродная структура, имеющая кристаллическую решетку типа алмаза и размеры от 1…10 нм. При этом наиболее предпочтительно использовать НАП, полученный ударно-волновым синтезом (Даниленко В.В. Синтез и спекание алмаза взрывом / В.В. Даниленко. - М.: Энергоатомиздат, 2003. - 272 с.). В результате синтеза в сильнонеравновесных условиях получаются уникальные нанокристаллические структуры. Средний размер частиц соответствует 125…135 нм, доля частиц размером менее 100 нм составляет порядка 20%, что позволяет отнести используемый материал к наноструктурированному.
Воздействие лазера при введении НАП в качестве модификатора создает условия для ускорения реакции между углеродом НАП и алюминием, входящим в химический состав литейных магниевых сплавов. В результате с высокой скоростью лавинообразно образуются частицы карбида алюминия, являющиеся эффективными зародышами твердой фазы магниевых сплавов при их кристаллизации.
Энергия лазера при модифицировании магниевого сплава НАП 0,4…0,9 Дж является оптимальной для улучшения литейных и физико-механических свойств магниевых сплавов.
Введение модификатора при температуре магниевого расплава 680…710°C является достаточной для модифицирования сплава НАП при одновременном воздействии лазера. Это обеспечивает снижение энергоемкости плавки и улучшение литейных свойств сплава (минимальная усадка, уменьшение склонности к трещинообразованию и пригарообразованию на отливках).
Предлагаемый способ модифицирования магниевых сплавов осуществляют следующим образом.
В индукционной тигельной печи расплавляют металлическую шихту магниевого сплава с применением покровно-рафинирующего флюса, например ВИ2 или ФЛ5-3. Сплав перегревают до температуры 680…710°C, снимают шлак и при помощи колокольчика вводят наноструктурированный алмазный порошок в количестве 0,05…0,2% от массы сплава. Одновременно с модифицированием на зеркало металла воздействуют лазером с энергией 0,4…0,9 Дж в течение 3…5 мин. Для этого может использоваться импульсный лазер, генерируемый, например, установкой «Brilliant B» (Франция), с параметрами: продолжительность импульса 4…6 нс, частота следования импульсов 10 Гц, длина волны 1064 нм. Затем сплав покрывают флюсом и проводят рафинирование сплава. Готовый сплав заливают в литейные формы.
Предлагаемый способ модифицирования магниевых сплавов иллюстрируется следующими примерами.
Пример 1. В индукционной тигельной печи емкостью 50 кг расплавляют металлическую шихту магниевого сплава МЛ5 (ГОСТ 2856-79) с применением покровно-рафинирующего флюса ВИ2. Далее сплав перегревают до температуры 690°C, снимают шлак и при помощи колокольчика вводят наноструктурированный алмазный порошок, варьируя его количество 0,05; 0,1; 0,2% от массы сплава. Одновременно с модифицированием на зеркало металла воздействуют лазером с энергией 0,7 Дж в течение 3 мин. Затем сплав повторно покрывают флюсом ВИ2 и проводят его рафинирование. Температура заливки образцов 700°C. Из каждой плавки отливались образцы для механических испытаний, химического анализа и технологическая проба, по излому которой оценивалась структура сплава. Определялись также литейные свойства сплава: жидкотекучесть по спиральной пробе (ГОСТ 16438-70), линейная усадка, склонность к образованию трещин на технологических пробах по размеру кольца (методика Спектровой С.И. и Лебедевой А.А.), газонасыщенность по методу Дарделла-Гудченко. Для этого готовый сплав заливали в специально подготовленные литейные формы. Образцы для механических исследований термообрабатывались по режиму Т4.
В таблице 1 представлены сравнительные показатели способов модифицирования магниевых сплавов.
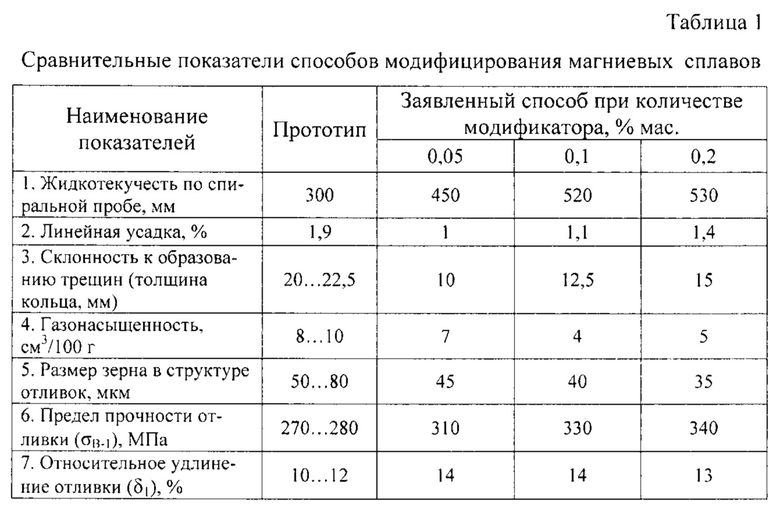
Из данных таблицы 1 следует, что с применением предлагаемого модификатора и совместной лазерной обработки расплава существенно улучшаются как физико-механические, так и литейные свойства магниевых сплавов.
Предлагаемый способ модифицирования магниевых сплавов позволяет получать повышенные прочностные характеристики этих сплавов и, как следствие этого, повышает ресурс и надежность эксплуатации деталей и узлов летательных аппаратов.
Следует также отметить, что в процессе термической обработки образцов их структура не укрупнялась.
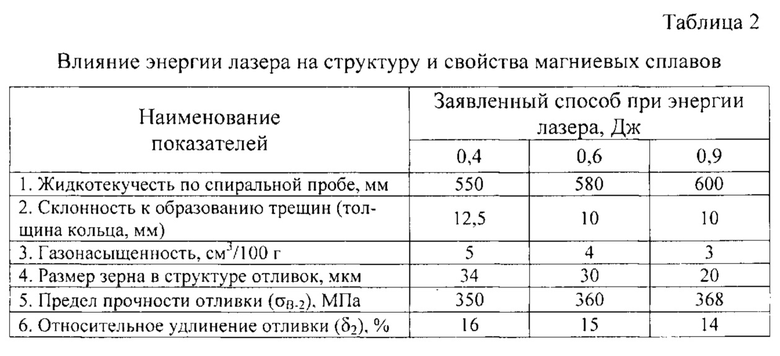
Пример 2. Способ модифицирования магниевых сплавов осуществляют аналогично примеру 1. При этом варьируют энергию лазера при модифицировании: 0,4; 0,6 и 0,9 Дж. Количество модификатора в этом случае составляло 0,15% от массы расплава, а температура магниевого сплава при модифицировании 700°C. Влияние энергии лазера на структуру и свойства магниевого сплава МЛ5 представлено в таблице 2.
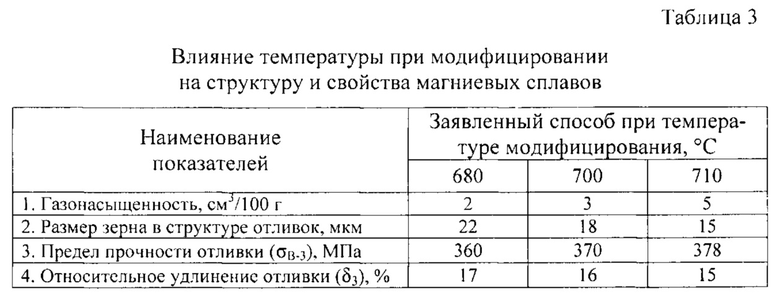
Пример 3. Варьируют температуру магниевого сплава при модифицировании: 680, 700, 710°C. Постоянными являются: количество модификатора: 0,12% от массы расплава и энергия лазера 0,8 Дж. Остальные параметры и этапы проведения плавок и изготовления проб такие же, как в примере 1. Влияние температуры магниевого расплава при модифицировании на структуру и свойства отливок представлено в таблице 3.
Таким образом, применение предлагаемого способа модифицирования магниевых сплавов повышает их физико-механические и литейные свойства, обеспечивает существенное улучшение качества отливок из них, увеличение выхода годного, уменьшение газонасыщенности и склонности к образованию трещин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления отливок литьем по газифицируемым моделям | 2015 |
|
RU2613244C1 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2596933C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ МАГНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2241775C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2016 |
|
RU2634103C1 |
| Способ воздействия на расплавленный металл | 2017 |
|
RU2658772C1 |
| Способ модифицирования магниевых сплавов системы Mg-Al-Zn-Mn | 2015 |
|
RU2623965C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ ЧУГУНОВ С ШАРОВИДНЫМ ИЛИ ВЕРМИКУЛЯРНЫМ ГРАФИТОМ НА ОСНОВЕ НАНОСТРУКТУРИРОВАННОГО НАУГЛЕРОЖИВАТЕЛЯ | 2011 |
|
RU2495133C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ МАГНИЕВО-АЛЮМИНИЕВЫХ СПЛАВОВ | 1986 |
|
SU1431346A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ СТАЛЕЙ И СПЛАВОВ | 2010 |
|
RU2454466C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2018 |
|
RU2697136C1 |
Изобретение относится к области металлургии и литейного производства, а именно к процессам модифицирования при плавке магниевых сплавов. Способ включает расплавление сплава и введение в него модификатора. При этом в качестве модификатора используют наноструктурированный алмазный порошок в количестве 0,05…0,2% от массы сплава, а его введение осуществляют при температуре расплава 680…710°C с одновременным воздействием на зеркало металлического расплава лазером с энергией 0,4…0,9 Дж. Изобретение позволяет повысить качество магниевых сплавов и отливок за счет улучшения их литейных и физико-механических свойств. 3 пр., 3 табл.
Способ модифицирования магниевых сплавов, включающий расплавление сплава и введение в него модификатора, отличающийся тем, что в качестве модификатора используют наноструктурированный алмазный порошок в количестве 0,05…0,2% от массы сплава, а его введение осуществляют при температуре расплава 680…710°С с одновременным воздействием на зеркало металлического расплава лазером с энергией 0,4…0,9 Дж.
| СПОСОБ МОДИФИЦИРОВАНИЯ МАГНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2241775C1 |
| RU 2011136570 A, 10.03.2013 | |||
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЕВЫХ СПЛАВОВ В ИНДУКЦИОННОЙ ПЕЧИ | 1990 |
|
RU1750251C |
| US 5248477 A1, 28.09.1993. | |||

