Изобретение относится к области металлургии, а именно к процессам модифицирования (измельчения структуры) при плавке магниевых сплавов системы магний-алюминий-цинк-марганец (типа МЛ5, МЛ6).
Модифицирование структуры - одна из основных операций в технологии производства изделий из магниевых сплавов. Благодаря модифицированию улучшаются механические свойства сплавов и изделий из них и вследствие этого увеличиваются ресурс и надежность эксплуатации изделий.
Известен способ модифицирования магниевых сплавов системы магний-алюминий-цинк-марганец мелом (СаСО3) посредством введения его в жидкий металлический расплав при 760-780° С порциями в два приема в количестве 0,5-0,6% от веса расплава и присыпания его поверхности стандартным плавильно-рафинирующим флюсом марки ВИ2 или ФЛ5-3. Продолжительность модифицирования 7-10 минут. М.Б.Альтман, А.А.Лебедев и др. "Плавка и литье легких сплавов". Издательство "Металлургия", Москва 1969 г., стр.348-352.
Недостатками способа модифицирования магниевых сплавов мелом являются сравнительно высокая температура процесса (760-780° С), насыщение жидкого сплава водородом из-за гигроскопичности мела и загрязнение его окислами магния согласно химической реакции
СаСО3→СаО+СО2
2Mg+CО2→2MgO+C
Известны способы модифицирования магниевых сплавов системы магний-алюминий-цинк-марганец посредством введения в жидкий расплав гексахлорэтана или гексахлорбензола в количестве 0,08-0,01% от массы плавки при температуре расплава около 750° С (Патенты Великобритании №606948, №653342).
Недостатками способов модифицирования магниевых сплавов посредством введения в них гексахлорэтана или гексахлорбензола являются их токсичность из-за выделения в атмосферу хлора и сравнительно большая стоимость.
Наиболее близким аналогом, взятым за прототип, является способ модифицирования магниевого сплава системы магний-алюминий-цинк-марганец посредством введения в них магнезита в количестве 0,3-0,4% от массы сплава при температуре 720-760° С в течение 6-10 минут. М.Б.Альтман, А.А.Лебедев и др. Плавка и литье легких сплавов. М.: Металлургия, 1969 г., стр.348-352.
Недостатком способа модифицирования сплава магнезитом является загрязнение расплава окислами в процессе его разложения и безвозвратные потери магниевого сплава из-за его окисления, так как при модифицировании происходит бурление жидкого сплава из-за выделения углекислого газа
2MgCО3→2MgO + 2СО2
Технической задачей изобретения является разработка способа модифицирования магниевого сплава системы магний-алюминий-цинк-марганец, обеспечивающего получение высоких механических свойств сплава.
Поставленная техническая задача достигается тем, что предложен способ модифицирования магниевого сплава системы магний-алюминий-цинк-марганец, включающий расплавление сплава и введение в него модификатора при температуре 720-760° С, в котором в качестве модификатора используют углекислый марганец или смесь углекислого марганца с магнезитом в соотношении (1,4-3):3 в количестве 0,5-0,7% от массы сплава.
Длительность процесса модифицирования сплава составляет 4-8 минут в зависимости от вводимого количества модификатора и соотношения его составляющих.
Введение в качестве модификатора углекислого марганца или смеси углекислого марганца с магнезитом в соотношении (1,4-3):3 и в количестве 0,5-0,7% от массы сплава в сплав системы магний-алюминий-цинк-марганец обеспечивает значительное повышение механических свойств.
Пример осуществления.
Предлагаемый способ модифицирования структуры опробовался в лабораторных и промышленных условиях на плавках магниевого сплава МЛ5, МЛ5пч. От каждой плавки отливались образцы для механических испытаний, химического анализа и технологическая проба, по излому которой оценивалась структура сплава.
В тигельной печи емкостью 250-400 кг расплавляли металлическую шихту магниевого сплава МЛ5 (100% свежих металлов или с добавлением возвратов первого и второго сорта) с применением покровно-рафинирующего флюса ВИ2 или ФЛ5-3.
При температуре 730° С в жидкий сплав вводили 0,5-0,7% от массы сплава углекислый марганец вместе с магнезитом в соотношении (1,4-3):3 или только углекислый марганец, присыпая поверхность металла порошкообразным флюсом ВИ2 или ФЛ5-3 в течение 5-7 минут. Затем с поверхности жидкого сплава снимались шлаки, покрывали ее флюсом и проводили рафинирование сплава от шлаков и неметаллических включений, доводили температуру сплава до 790-810° С и выстаивали расплав при ней, а затем готовый сплав разливали по литейным формам.
В таблице приведены химический состав, механические свойства сплавов МЛ5, МЛ5пч, выплавленных с использованием различных составов модификаторов.
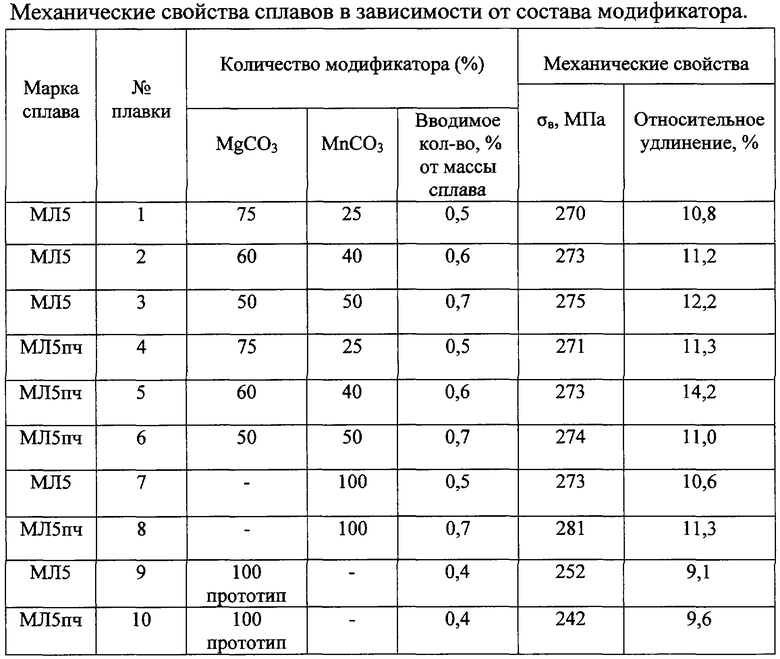
Химический состав и механические свойства всех плавок сплавов МЛ5, МЛ5пч соответствуют ГОСТу 2856-79.
Образцы для механических исследований термообрабатывались по режиму Т4 (415(в течение 14 часов, охлаждение на воздухе).
Структура изломов технологических проб сплавов всех плавок мелкая (диаметр зерна составляет 0,1-0,07 мм).
Из данных таблицы следует, что предел прочности сплавов МЛ5, МЛ5пч, выплавленных с применением предлагаемого модификатора (углекислого марганца или смеси углекислого марганца с магнезитом) на 11,5% выше предела прочности тех же сплавов, выплавленных с применением модификатора-прототипа, а относительное удлинение соответственно выше на 19-48%.
Предлагаемый способ модифицирования магниевых сплавов МЛ5, МЛ5пч позволяет гарантированно получать высокие механические свойства этих сплавов (предел прочности не ниже 270 МПа), и как следствие этого полностью ликвидирует брак плавок и деталей по механическим свойствам, повышает ресурс и надежность эксплуатации деталей, узлов и, возможно, снижение их веса на 20-25%, особенно при замене деталей из алюминиевых сплавов на магниевые.
Токсичность предлагаемого способа ниже токсичности способа-прототипа из-за сокращения длительности процесса на 20-30%, меньшего содержания магнезита в модификаторе, что снижает загрязнение сплава окислами и безвозвратные потери металла.
Следует отметить, что в процессе термической обработки образцов их структура не укрупнялась.
Применение предлагаемого способа модифицирования магниевых сплавов повышает качество отливок из них, выход годного, уменьшает энергоемкость, трудоемкость процесса и улучшает его экологию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДИФИЦИРОВАНИЯ МАГНИЕВЫХ СПЛАВОВ СИСТЕМЫ МАГНИЙ-АЛЮМИНИЙ-ЦИНК-МАРГАНЕЦ | 1992 |
|
RU2030470C1 |
| Способ модифицирования магниевых сплавов | 2015 |
|
RU2610579C1 |
| ФЛЮС ДЛЯ ПЛАВКИ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2283881C1 |
| Способ модифицирования магниевых сплавов системы Mg-Al-Zn-Mn | 2015 |
|
RU2623965C2 |
| Способ модифицирования магниевых сплавов | 2015 |
|
RU2617078C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАГНИЕВОГО СПЛАВА ДЛЯ ФАСОННОГО ЛИТЬЯ | 2001 |
|
RU2184789C1 |
| СПОСОБ ФАСОННОГО ЛИТЬЯ В КОКИЛЬ КРУПНОГАБАРИТНЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2381867C2 |
| Бесхлоридный флюс для обработки расплавленного магния и его сплавов | 1974 |
|
SU492575A1 |
| Защитная газовая смесь для обработки магниевых сплавов | 2015 |
|
RU2618040C2 |
| ЛИТЕЙНЫЙ МАГНИЕВЫЙ СПЛАВ | 2012 |
|
RU2506337C1 |
Изобретение относится к области металлургии, а именно к процессам модифицирования (измельчения структуры) при плавке магниевых сплавов системы магний-алюминий-цинк-марганец (типа МЛ5, МЛ6). Предложенный способ модифицирования магниевого сплава системы магний-алюминий-цинк-марганец включает расплавление сплава и введение в него модификатора при температуре 720-760°С, причем в качестве модификатора используют углекислый марганец или смесь углекислого марганца с магнезитом в соотношении (1,4-3):3 в количестве 0,5-0,7% от массы сплава. Применение предлагаемого способа модифицирования магниевых сплавов повышает качество отливок из них, выход годного, уменьшает энергоемкость, трудоемкость процесса и улучшает его экологию и обеспечивает получение высоких механических свойств сплава. 1 табл.
Способ модифицирования магниевого сплава системы магний-алюминий-цинк-марганец, включающий расплавление сплава и введение в него модификатора при температуре 720-760°С, отличающийся тем, что в качестве модификатора используют углекислый марганец или смесь углекислого марганца с магнезитом в соотношении (1,4-3):3 в количестве 0,5-0,7% от массы сплава.
| АЛЬТМАН А.А | |||
| и др | |||
| Плавка и литье легких сплавов | |||
| - М.: Металлургия, 1969, с.348-352 | |||
| СПОСОБ МОДИФИЦИРОВАНИЯ МАГНИЕВО-АЛЮМИНИЕВЫХ СПЛАВОВ | 1986 |
|
SU1431346A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ МАГНИЕВЫХ СПЛАВОВ СИСТЕМЫ МАГНИЙ-АЛЮМИНИЙ-ЦИНК-МАРГАНЕЦ | 1992 |
|
RU2030470C1 |
| Ковш скрепера | 1974 |
|
SU606948A1 |

