Изобретение относится к литейному производству и касается способов получения отливок из магниевых сплавов и может быть использовано в металлургической обработке расплава при плавке сплавов системы Mg-Al-Zn-Mn (сплавы МЛ5, МЛ5пч, ВМЛ18 и др.).
Модифицирование (измельчение структуры сплава) - одна из основных операций в технологии производства изделий из магниевых сплавов. Процесс модифицирования обеспечивает требуемые стабильные механические свойства сплавов: увеличение пределов прочности, текучести и удлинения (σB, σ0,2, δ), что обеспечивает увеличение ресурса и надежность эксплуатации изделий.
Известен способ модифицирования магниевых сплавов системы магний-алюминий-цинк мелом (CaCO3) посредством введения его в жидкий металлический расплав при 760-780°С в количестве 0,5-0,6% от массы расплава при последующей обработке поверхности расплава хлористыми или фтористыми солями [1].
Недостатком этого способа обработки расплава является высокая температура процесса (до 780°С), насыщение жидкого расплава водородом из-за гигроскопичности мела, загрязнение окислами магния и кальция в соответствии с химическими реакциями:
CaCO3→СаО+CO2
Mg+CO2→MgO+СО
Также известен способ модифицирования указанных сплавов гексахлорэтаном или гексахлорбензолом в количестве 0,08-0,1% от массы расплава при температуре ≤750°С [2].
Недостатком указанного способа модифицирования является токсичность гексахлорэтана и гексахлорбензола из-за выделения хлора в атмосферу цеха, а также сравнительно высокая стоимость.
Известен способ модифицирования указанных сплавов посредством введения в них магнезита (MgCO3) в количестве 0,3-0,4% от массы расплава при температуре 720-740°С в течение 6-10 минут [1].
Недостатком способа модифицирования магнезитом является загрязнение расплава оксидами в процессе разложения магнезита по химической реакции MgCO3→MgO+CO2, а также сильное бурление расплава, приводящее к повышенной окисляемости и дополнительному загрязнению расплава оксидами и шлаками.
При всех указанных способах коррозионная стойкость отливок из магниевых сплавов значительно снижается вследствие замешивания в расплав хлорсодержащих флюсов.
Известен способ модифицирования магниевых сплавов системы Mg-Al-Zn-Mn, включающий расплавление магния, введение компонентов сплава в защитной газовой среде без применения флюса и продувку расплава модификатором при температуре 730-750°С (см. напр. a.c.SU 624701 А, B22D 1/00, 10.08.1978).
Недостатком известного способа является неполное прохождение процесса модифицирования сплава, дополнительное загрязнение расплава оксидными и хлоридными включениями, что понижает механические свойства и коррозионную стойкость.
В основу изобретения поставлена задача по разработке способа металлургической обработки сплавов системы Mg-Al-Zn-Mn, к которой относятся сплавы МЛ5, МЛ5пч, МЛ18 и новые, для обеспечения стабильных высоких механических свойств (более 235÷240 МПа) и коррозионная стойкость при исключении загрязнения расплава и, в последующем, отливок оксидными и флюсовыми включениями.
Поставленная техническая задача достигается тем, что предложен способ модифицирования магниевых сплавов системы Mg-Al-Zn-Mn, включающий расплавление магния, введение компонентов сплава в защитной газовой среде без применения флюса и продувку расплава модификатором при температуре 730-750°С, причем в качестве модификатора используют смесь хладона с аргоном в соотношении (1:1)-(1:3).
Поскольку в качестве модификатора используют смесь хладона с аргоном, в соотношении (1:1)-(1:3) обеспечиваются стабильные высокие механические свойства (более 235÷240 МПа) и коррозионная стойкость при исключении загрязнения расплава и, в последующем, отливок оксидными и флюсовыми включениями.
Пример осуществления по международному стандарту ISO №817-74, техническое обозначение фреона (хладона) состоит из буквенного обозначения R (от слова refrigerent) и цифрового обозначения:
 первая цифра справа - это числа атомов фтора в соединении;
первая цифра справа - это числа атомов фтора в соединении;
 вторая цифра справа - это число атомов водорода в соединении плюс единица;
вторая цифра справа - это число атомов водорода в соединении плюс единица;
третья цифра справа - это число атомов углерода в соединении минус единица (для соединений метанового ряда нуль опускается);
 число атомов хлора в соединении находят вычитанием суммарного числа атомов фтора и водорода из общего числа атомов, которые могут соединяться с атомами углерода;
число атомов хлора в соединении находят вычитанием суммарного числа атомов фтора и водорода из общего числа атомов, которые могут соединяться с атомами углерода;
 для циклических производных в начале определяющего номера ставится буква С;
для циклических производных в начале определяющего номера ставится буква С;
 в случае, когда на месте хлора находится бром, в конце определяющего номера ставится буква В и цифра, показывающая число атомов брома в молекуле.
в случае, когда на месте хлора находится бром, в конце определяющего номера ставится буква В и цифра, показывающая число атомов брома в молекуле.
 в случае, когда на месте хлора находится йод, в конце определяющего номера ставится буква I и цифра, показывающая число атомов йода в молекуле.
в случае, когда на месте хлора находится йод, в конце определяющего номера ставится буква I и цифра, показывающая число атомов йода в молекуле.
Поэтому, в общем виде все фреоны могут быть описаны формулой CpFrCl(4р-r-s)HS.
Реакция взаимодействия хладона с магнием в общем виде будет соответствовать уравнению:

Для фреона 12 уравнение примет вид:
CF2Cl2+2Mg=MgCl2+MgF2+С
Присутствие аргона в смеси с хладоном, кроме сокращения расхода активного газа, снижения загрязнения расплава продуктами взаимодействия и повышения качества металла, дополнительно приводит к снижению содержания водорода в расплаве за счет диффузионного выделения последнего из раствора в полость пузырька, поднимающегося сквозь толщу расплава. Это, естественно, не относится к хладонам, содержащим в своем составе водород.
В тигельную печь загружают магний, после его расплавления вводят компоненты сплава.
Процесс плавки ведут в газовой защитной среде без использования флюса.
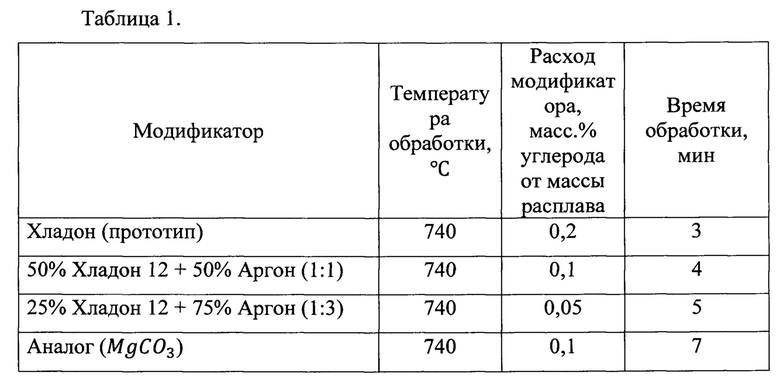
При температуре 730-750°С расплав продувают смесью хладона с аргоном, в соотношении (1:1)÷(1:3), не допуская сильного бурления в количестве 0,05-0,2 масс % углерода от массы расплава.
1 г - моль магнезита весит: 24+12+16×3=84 г
1 г - моль углекислого газа весит: 12+16×2=44 г
1 г - атом углерода весит: 12 г
Магнезит при 740-780°С диссоциирует на 96%, т.е. образуется 12×0,96=11,52 г углерода.
Это количество получается из 84 г магнезита.
При модифицировании магнезитом используют 0,3-0,5% магнезита от массы плавки.
Если масса плавки равна 100 кг, то используем 300-500 г магнезита в пересчете на углерод от 41 до 69 г углерода, т.е. приблизительно 0,04 - 0,07% от массы плавки.
1 г⋅моль фреона-12 весит: 12+35,5×2+19×2=121 г=22,4 л, 1 г⋅атом углерода весит: 12 г, т.е. приблизительно 10% от массы фреона.
Углерод выделяется в чистом виде из газовой фазы без промежуточных превращений, т.е. увеличивается вероятность его более полного выделения и усвоения.
В наших условиях плавка продувается в течение 4-6 мин при расходе 30-60 л/мин. Тогда:
4 мин - 120 л или 648 г фреона или 65 г углерода.
- 240 л или 1296 г фреона или 130 г углерода.
6 мин - 180 л или 972 г фреона или 97 г углерода
- 360 л или 1945 г фреона или 194 г углерода
Следовательно, выделяется от 65 до 194 г углерода или 0,06 - 0,19% от массы плавки (100 кг).
При этом возникает связь времени продувки или расхода с массой плавки.
У нас получились хорошие результаты по механическим свойствам и излому при массе плавки 260 кг при тех же режимах продувки, т.е. количество вводимого углерода снижается до 0,02-0,07% от массы плавки, что сопоставимо с результатами по магнезиту, но при этом механические свойства выше приблизительно почти на 20% (от 23,5-24 кг/мм2 при магнезите до 27,5-28 кг/мм2).
Учитывая допущения и значительное (в 3-5 раз) снижение образующегося при модифицировании шлака, можно уменьшить расход или время продувки.
Просто уменьшить расход фреона нельзя, т.к. при этом газ не может преодолевать толщу расплава.
Следовательно, можно либо уменьшить время продувки, либо уменьшить концентрацию фреона в модифицирующем газе.
Однако уменьшение времени продувки затрудняет технологический процесс
Уменьшить концентрацию фреона в модифицирующем газе можно путем разбавления активного газа инертным газом.
Общий расход модифицирующей смеси такой же, как и при продувке чистым фреоном-12 (30-60 л/мин).
При соотношении газов в модифицирующей смеси, равном (1:1), концентрация модификатора в пересчете на углерод составит 0,01-0,03% от массы расплава, а при соотношении, равном (1:3) - 0,005-0,02% от массы расплава.
Плавки проводились по предлагаемому способу и с использованием модификатора-прототипа и аналога (MgCO3), которые указаны в таблице 1.
Механические свойства и коррозионная стойкость исследовались на образцах в термообработанном состоянии (режим Т4).
Коррозионная стойкость образцов определялась по количеству выделившегося водорода при испытании их в 3% растворе хлористого натрия в течение 48 часов.
Механические свойства и коррозионная стойкость образцов сплавов, обработанных предлагаемыми модификаторами и модификатором-прототипом, приводятся в таблице 2.

Анализ результатов, указанных в таблицах 1 и 2, показывает, что предлагаемый способ модифицирования превосходит прототип по следующим характеристикам:
- по пределу прочности,
- по пределу текучести,
- по относительному удлинению.
Коррозионная стойкость (в 3% растворе хлористого натрия) сплава, приготовленного по предлагаемому способу, соответствует требованиям нормативных документов (не превышает 8 см3/см2).
Предлагаемый способ не использует токсичные вещества и не приводит к образованию последних, его проведение не требует дополнительного оборудования, а изделия из сплавов, приготовленных с использованием предлагаемого способа имеют более высокую надежность, длительный ресурс и могут эксплуатироваться во всеклиматических условиях.
Источники информации
1. Альтман М.Б., Лебедев А.А., Чухров М.В. Плавка и литье легких сплавов. - 2-е изд. М.: Металлургия, 1969, 680 с.: ил.; Библиогр. в конце глав.
2. Способ приготовления магниевого сплава для фасонного литья (Патент RU 2184789). С22С 1/02. Фридляндер И.Н., Степанов В.В., Николаева И.Л., Вахрушева Н.Б. Государственное предприятие "Всероссийский научно-исследовательский институт авиационных материалов".
3. Авторское свидетельство СССР 624701 A, B22D 1/00, 10.08.1978
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСФЛЮСОВОЙ ПЛАВКИ МАГНИЕВЫХ СПЛАВОВ СИСТЕМЫ МАГНИЙ-АЛЮМИНИЙ-ЦИНК-МАРГАНЕЦ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2701248C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ МАГНИЕВЫХ СПЛАВОВ | 2003 |
|
RU2241775C1 |
| Способ модифицирования магниевых сплавов | 2015 |
|
RU2617078C1 |
| Способ получения отливок из магниевоалюминиевых сплавов | 1976 |
|
SU624701A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ МАГНИЕВЫХ СПЛАВОВ СИСТЕМЫ МАГНИЙ-АЛЮМИНИЙ-ЦИНК-МАРГАНЕЦ | 1992 |
|
RU2030470C1 |
| Защитная газовая смесь для обработки магниевых сплавов | 2015 |
|
RU2618040C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ МАГНИЕВО-АЛЮМИНИЕВЫХ СПЛАВОВ | 1986 |
|
SU1431346A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ МАГНИЕВО-АЛЮМИНИЕВЫХ СПЛАВОВ | 1986 |
|
SU1412338A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАГНИЕВОГО СПЛАВА ДЛЯ ФАСОННОГО ЛИТЬЯ | 2001 |
|
RU2184789C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЕВЫХ СПЛАВОВ СИСТЕМЫ МАГНИЙ-ЦИНК-КАЛЬЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2798498C1 |
Изобретение относится к литейному производству и может быть использовано в металлургической обработке расплава сплавов МЛ5, МЛ5пч, ВМЛ18 и других. Способ включает расплавление магния, введение компонентов сплава в защитной газовой среде без применения флюса и продувку расплава модификатором при температуре 730-750°C. В качестве модификатора используют смесь хладона с аргоном в соотношении (1:1)-(1:3). Обеспечивается повышение механических свойств и коррозионной стойкости сплава. 2 табл., 1 пр.
Способ модифицирования магниевых сплавов системы Mg-Al-Zn-Mn, включающий расплавление магния, введение компонентов сплава в защитной газовой среде без применения флюса и продувку расплава модификатором при температуре 730-750°С, отличающийся тем, что в качестве модификатора используют смесь хладона с аргоном в соотношении (1:1)-(1:3).
| Способ получения отливок из магниевоалюминиевых сплавов | 1976 |
|
SU624701A1 |
| СПОСОБ ПРОИЗВОДСТВА ФИЛЬТРУЮЩЕЙ ПЕНОКЕРАМИКИ | 2005 |
|
RU2351573C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАГНИЕВОГО СПЛАВА ДЛЯ ФАСОННОГО ЛИТЬЯ | 2001 |
|
RU2184789C1 |

