ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ НАСТОЯЩЕЕ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к области металлорежущих станков.
УРОВЕНЬ ТЕХНИКИ
Металлорежущие станки используют для механической обработки обрабатываемых деталей, таких как обрабатываемые детали из металла, для обеспечения их требуемой формой и конфигурацией, например, путем сверления или растачивания отверстий в обрабатываемых деталях и/или путем механической обработки кромок для придания им требуемой, например скошенной, формы. Например, механическая обработка шатуна для присоединения поршня к коленчатому валу поршневого возвратно-поступательного двигателя включает в себя несколько разных операций, которые могут выполняться на одном металлорежущем станке или последовательно на разных металлорежущих станках, которые могут быть разными, или которые могут иметь одинаковую базовую конструкцию, но являться оснащенными разными инструментами, приспособленными для выполнения конкретных операций. Например, механическая обработка шатуна такого типа, как правило, включает некоторые или все из следующих этапов:
- черновое шлифование поверхностей заготовки;
- черновое растачивание отверстия под поршневой палец и отверстия под шатунную шейку;
- механическая обработка болтовых отверстий и посадочных поверхностей;
- раскалывание шатуна (стержня и головки) и соединение болтами;
- чистовое шлифование поверхностей;
- фрезерование трапеции и получистовая обработка отверстия под шатунную шейку;
- чистовое растачивание отверстия под поршневой палец и отверстия под шатунную шейку.
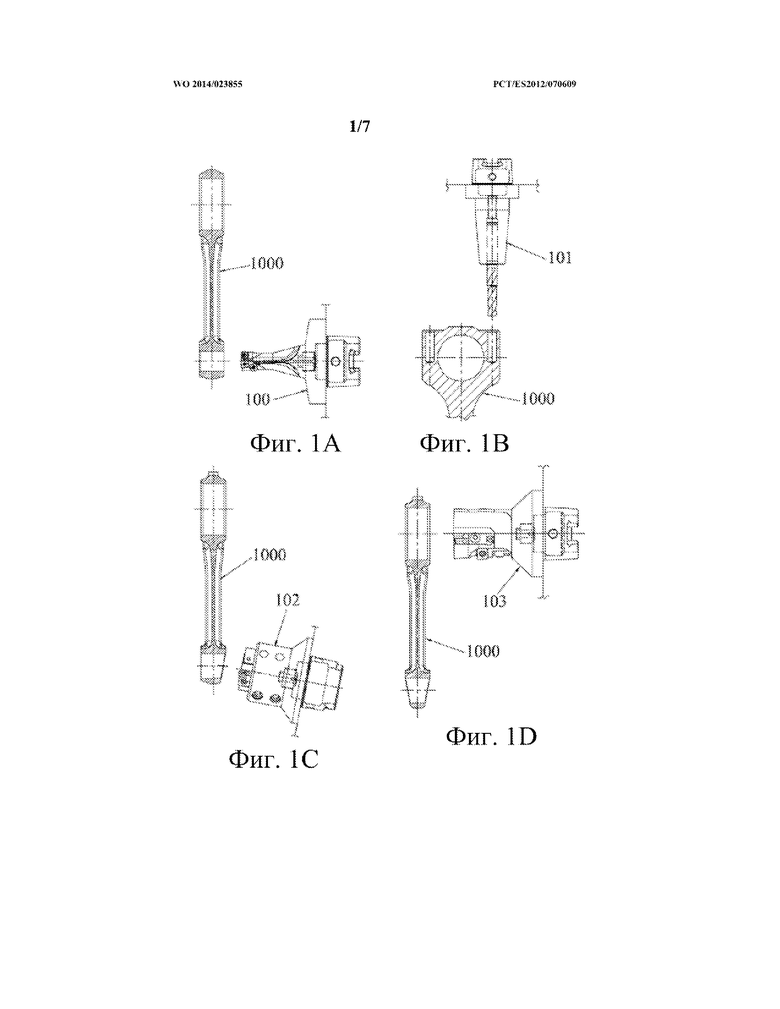
Например, на фиг. 1A-1D показано, как некоторые из этих операций можно осуществить на заготовке 1000 шатуна путем использования разных инструментов 100, 101, 102, 103, которые могут быть присоединены к соответствующим шпиндельным бабкам, подлежащим приведению в движение шпинделем для вращательного движения вокруг, например, горизонтальной оси Z (на фиг. 1 не проиллюстрирована) традиционным образом. Например, на фиг. 1А показано растачивание отверстия под поршневой палец первым инструментом 100, на фиг. 1B показано механическую обработку болтовых отверстий с использованием второго инструмента 101, на фиг. 1С показано фрезерование трапецеидального торца заготовки с использованием третьего инструмента 102, и на фиг. 1D показано растачивание отверстия под шатунную шейку с использованием четвертого инструмента 103. Все эти этапы можно осуществлять при помощи одного металлорежущего станка, в котором разные инструменты установлены одновременно или последовательно. Разумеется, также можно осуществлять разные этапы с использованием разных металлорежущих станков.
Станки этого типа обычно оснащены резцедержателем любого вида, в котором инструменты можно менять в зависимости от задачи, которая должна выполняться станком в определенное время или в определенном промежутке времени. В данном описании, термин «инструмент» следует толковать в общем смысле, и он может, но не обязан, включать связанную шпиндельную бабку.
Металлорежущие станки для выполнения таких операций механической обработки, как сверление и фрезерование, например, путем вращательного движения инструмента, например, для профилирования и растачивания шатунов для поршневых возвратно-поступательных двигателей хорошо известны из уровня техники, и поэтому описание действия привода инструмента зажимного механизма для инструментов не считается необходимым, так как специалист осознает, как конструировать оборудование этого вида, и так как соответствующие устройства являются серийно выпускаемыми.
Металлорежущими станками обычно управляют посредством числовых команд, и механическую обработку на металлорежущих станках с вращающимися инструментами выполняют путем вырабатывания управляемого относительного перемещения между обрабатываемой деталью и соответствующим инструментом. Например, известно создание станка с одним или несколькими неподвижными инструментами для перемещения одной или нескольких обрабатываемых деталей, таких как обрабатываемая деталь или заготовка, из которой нужно получить шатун, относительно неподвижного инструмента, например, параллельно горизонтальной оси Z (ось Z может представлять собой ось, вокруг которой вращается инструмент, или ось, параллельную этой оси), параллельно оси X, которая может представлять собой горизонтальную ось, перпендикулярную оси Z, и параллельно оси Y, которая может представлять собой вертикальную ось.
В патенте США US-B-7442154 раскрыт металлорежущий станок, содержащий станину, инструменты в которой могут быть установлены в резцедержателях, которые могут представлять собой инструментальные шпиндели. Разные инструменты можно применять на разных высотах станины. Предусмотрен спутник для обрабатываемых деталей, который может перемещать обрабатываемую деталь в трех разных, ортогональных направлениях, т.е. в вертикальном направлении «Y» и в двух перпендикулярных горизонтальных направлениях, именуемых «X» и «Z». Спутник для обрабатываемых деталей также может вращаться вокруг оси «Z».
Другой пример станка этого вида известен из международной патентной заявки WO-A-2008/089751, в которой раскрыт металлорежущий станок на основе сетчатой конструкции станины, в которой можно закреплять инструменты. Этот металлорежущий станок содержит спутник для обрабатываемых деталей, выполненный с возможностью перемещения по направляющей X-Y-Z.
В обоих этих станках резцедержатели расположены свешивающимся образом, ср.. например, фиг. 1 патента US-B-7442154 и фиг. 12 заявки WO-A-2008/089751. Можно полагать, что это может, по меньшей мере в некоторых случаях, представлять трудность, например, тогда, когда на резцедержатель действуют существенные усилия, что, например, может происходить при механической обработке шатунов. Поэтому следует уделять внимание прочности и жесткости спутника для обрабатываемых деталей (в том числе конструкции для его направления), то есть, например, прочности и жесткости пиноли, показанной в заявке WO-A-2008/089751.
Также наблюдается, что при замене инструментов в станке согласно патенту US-А-7442154, оператор должен иметь доступ в пространство внутри станины, удерживающей инструменты. Сходным образом, при замене инструментов в металлорежущем станке, известном из заявки WO-A-2008/089751, оператору будет необходимо иметь доступ к пространству внутри сетчатой станины. Однако это пространство является ограниченным, среди прочего, из-за присутствия пиноли и инструментов. Сходные трудности оказываются относящимися к доступу к спутнику для обрабатываемых деталей при замене обрабатываемых деталей или при замене самого спутника для обрабатываемых деталей, или его частей.
По меньшей мере некоторые их этих трудностей могут стать еще более серьезными, когда инструменты и/или спутник для обрабатываемых деталей размещены высоко. В станках, известных из патента US-A-7442154 и заявки WO-A-2008/089751, эксплуатационную гибкость можно улучшить путем включения в станину инструментов разных видов и распределения этих инструментов в вертикальном направлении станины. Это, однако, предполагает, что по меньшей мере некоторые из инструментов могут быть размещены на значительной высоте над поверхностью, на которой оператор будет стоять при манипулировании, например, инструментами в ходе процесса технического обслуживания или замены инструментов, и/или что по меньшей мере некоторые из инструментов могут быть размещены очень низко. В обоих случаях при манипулировании инструментами оператор должен принимать эргономически неблагоприятное положение.
В патенте Германии DE-A-102008014779 раскрыт металлорежущий станок, в котором резцедержатель выполнен с возможностью поперечного перемещения между положением, в котором он находится перед спутником для обрабатываемых деталей, и положением, в котором он может принимать инструменты из инструментального магазина.
Часто является желательным повышение производительности этого вида оборудования. Это можно осуществить, например, путем повышения емкости резцедержателей для увеличения таким образом количества инструментов, переносимых каждым резцедержателем, например, путем добавления большего количества инструментов в каждый ряд или путем увеличения количества рядов, посредством чего увеличивается вертикальная протяженность резцедержателей. Однако это не всегда желательно, например, по эргономическим причинам.
Часто используют решения с вращательным переводом: несколько спутников для обрабатываемых деталей располагают на вращающейся опоре, и вокруг этой опоры располагают соответствующее количество резцедержателей, обращенных к соответствующим спутникам для обрабатываемых деталей. Опора вращается так, что каждый спутник для обрабатываемых деталей переводится из обращения к одному резцедержателю к обращению к следующему резцедержателю, и инструменты, переносимые этими резцедержателями, приводятся в действие для осуществления различных операций на обращенных к ним обрабатываемых деталях. Такое расположение может предусматривать высокую производительность, однако обладает недостатками в том, что касается эргономики и эксплуатационной гибкости. Например, когда механической обработке подлежит обрабатываемая деталь нового типа, необходимо заменять весь набор спутников для обрабатываемых деталей. Доступ к резцедержателям для замены инструментов также может быть осложнен, поскольку доступ может быть возможен только с одной стороны, что может представлять собой серьезный недостаток с эргономической точки зрения. Таким образом, изменение конфигурации металлорежущего станка для нового вида изделия может быть сложным и трудоемким.
Кроме того, у станков этого вида существует склонность к накоплению металлической стружки на инструментах и/или платформе под инструментами, что может оказывать отрицательное воздействие на работу оборудования.
ОПИСАНИЕ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
В одном аспекте настоящее изобретение относится к металлорежущему станку, содержащему:
по меньшей мере два узла спутника для обрабатываемых деталей (каждый из которых содержит или состоит из, например, конструктивно устойчивого, прочного и/или жесткого суппорта), каждый из которых содержит спутник для удерживания по меньшей мере одной обрабатываемой детали (узел спутника для обрабатываемых деталей может, например, представлять собой конструкцию, такую как металлическая конструкция, расположенная для обеспечения достаточной устойчивости и жесткости во избежание, по существу, нежелательного перемещения спутника для обрабатываемых деталей и обрабатываемых деталей в ходе механической обработки);
по меньшей мере две опоры для упомянутых узлов спутника, при этом каждый узел спутника установлен на соответствующую одну из указанных опор узлов спутника с возможностью горизонтального перемещения по ней в первом направлении, которое параллельно горизонтальной оси Z;
по меньшей мере первый резцедержатель, выполненный с возможностью удерживания по меньшей мере одного инструмента для механической обработки по меньшей мере одной обрабатываемой детали посредством вращения указанного инструмента вокруг оси, параллельной указанной оси Z (этот резцедержатель, как правило, может объединять один или несколько шпинделей или шпиндельных бабок, приспособленных для вращения одного или нескольких инструментов);
опору резцедержателей, при этом указанный первый резцедержатель установлен на указанной опоре резцедержателей с возможностью горизонтального перемещения по ней во втором направлении, которое параллельно горизонтальной оси X, расположенной перпендикулярно к указанной оси Z (то есть, например, узлы спутников для обрабатываемых деталей со спутниками для обрабатываемых деталей можно считать подвижными назад и вперед по опорам спутников для обрабатываемых деталей, в то время как резцедержатель можно считать подвижным в поперечном направлении по опоре резцедержателей);
при этом указанный первый резцедержатель выполнен с возможностью перемещения по указанной опоре резцедержателей в указанном втором направлении между по меньшей мере одним рабочим положением, в котором указанный первый резцедержатель обращен к одному из указанных узлов спутника (таким образом, чтобы при работе станка, один или несколько инструментов, переносимых указанным первым резцедержателем, могли взаимодействовать с одной или несколькими обрабатываемыми деталями, переносимыми соответствующим спутником для обрабатываемых деталей, для механической обработки этих обрабатываемых деталей путем перемещения спутника для обрабатываемых деталей и/или инструмента, или инструментов), и по меньшей мере одним нерабочим положением, в котором указанный первый резцедержатель не обращен ни к одному из указанных узлов спутника (термин «между» не следует толковать как предполагающий, что указанное по меньшей мере одно рабочее положение и указанное по меньшей мере одно нерабочее положение обязательно являются конечными положениями, но лишь предполагает, что первый резцедержатель можно переместить из нерабочего положения в рабочее положение и наоборот; например, в некоторых вариантах осуществления настоящего изобретения может иметься по меньшей мере два рабочих положения, разделенных по меньшей мере одним нерабочим положением, и, таким образом, резцедержатель можно перемещать из одного рабочего положения в нерабочее положение, а затем продолжать перемещение в следующее рабочее положение),
при этом станок снабжен вторым резцедержателем, выполненным с возможностью удерживания по меньшей мере одного инструмента для механической обработки по меньшей мере одной обрабатываемой детали посредством вращения указанного инструмента вокруг оси, параллельной упомянутой оси Z;
при этом указанный второй резцедержатель установлен на указанной опоре резцедержателей с возможностью горизонтального перемещения в упомянутом втором направлении между рабочим положением, в котором указанный второй резцедержатель обращен к одному из указанных узлов спутника, и нерабочим положением, в котором указанный второй резцедержатель не обращен ни к одному из указанных узлов спутника.
Таким образом, когда первый резцедержатель не обращен к узлу спутника для обрабатываемых деталей, но, в основном, поперечно смещен относительно указанных узлов спутника для обрабатываемых деталей, также легко заменять инструменты и на переднем конце первого резцедержателя (то есть на том конце, который обращен к соответствующему узлу спутника для обрабатываемых деталей, когда первый резцедержатель находится в рабочем положении). То есть оператор может осуществлять доступ к инструментам спереди без необходимости во вхождении или доступе в пространство между узлом спутника для обрабатываемых деталей и резцедержателем. Таким образом, такое расположение предусматривает эргономичность и эксплуатационную гибкость. Также, тот факт, что резцедержатель выполнен с возможностью перемещения в поперечном направлении, дополнительно предусматривает эксплуатационную гибкость при производстве, так как может быть предусмотрено несколько резцедержателей, которые выборочно могут приводиться в рабочее положение в зависимости от конкретных операций механической обработки, которые следует осуществлять. С другой стороны, использование по меньшей мере двух узлов спутника для обрабатываемых деталей улучшает эксплуатационную гибкость и производительность: например, один резцедержатель может последовательно взаимодействовать с одним из указанных узлов спутника для обрабатываемых деталей и с другим из указанных узлов спутника для обрабатываемых деталей, посредством чего можно выполнять загрузку обрабатываемыми деталями одного из указанных узлов спутника для обрабатываемых деталей, например, в то время как инструменты резцедержателя механически обрабатывают обрабатываемые детали, загруженные в спутник для обрабатываемых деталей другого узла спутника для обрабатываемых деталей. Также, или в качестве альтернативы, на обрабатываемых деталях, установленных в разных узлах спутников для обрабатываемых деталей, можно выполнять разные операции, и обрабатываемые детали могут передаваться из одного из узлов спутника для обрабатываемых деталей в другой из указанных узлов спутника для обрабатываемых деталей. Может быть предусмотрен один или несколько роботов или манипуляторов для передачи обрабатываемых деталей из одного из узлов спутника для обрабатываемых деталей в другой узел и/или для загрузки и разгрузки обрабатываемых деталей на узлы или из узлов спутника для обрабатываемых деталей, например, для разгрузки, а затем загрузки одного из указанных узлов спутника для обрабатываемых деталей, в то время как инструменты резцедержателя действуют на обрабатываемые детали в другом узле спутника для обрабатываемых деталей. Таким образом, можно оптимизировать производительность. Также, при достаточном количестве резцедержателей и узлов спутника для обрабатываемых деталей можно значительно уменьшить риск (или последствия) простоев, вызванных трудностями с одним единственным резцедержателем или узлом спутника для обрабатываемых деталей. Вышеописанную идею можно реализовать множеством различных способов в зависимости от конкретных потребностей каждого потенциального пользователя. Тот факт, что как резцедержатель, так и узлы спутника для обрабатываемых деталей выполнены с возможностью перемещения по соответствующим опорам, предусматривает устойчивость и жесткость. Это может быть особенно желательно в связи с механической обработкой шатунов, так как механическая обработка этого вида предполагает, что на обрабатываемые детали действуют очень большие усилия, а производственные допуски часто являются небольшими. Также часто небольшой является конструктивная устойчивость обрабатываемых деталей этого вида. Таким образом, важными являются устойчивость и жесткость компонентов, вовлекаемых в механическую обработку, в том числе инструментов, резцедержателей и спутника для обрабатываемых деталей.
При использовании двух (или более) отдельных резцедержателей, которые могут выборочно перемещать между их рабочим положением (или положениями) и их нерабочим положением (или положениями), можно получить некоторые дополнительные преимущества. Большую эксплуатационную гибкость и легкость замены инструментов предусматривает не только нерабочее положение, но и тот факт, что наличие двух (или более) резцедержателей предполагает, что один из них можно использовать для механической обработки, в то время как на другом (других) может осуществляться техническое обслуживание и/или замена инструментов. Также использование нескольких резцедержателей, таких как два или более резцедержателя, предусматривает возможность наличия относительно широкого разнообразия готовых к использованию (то есть установленных на соответствующем резцедержателе) инструментов без любой необходимости в расположении инструментов в широком интервале в вертикальном направлении. Например, полагая, что каждый резцедержатель содержит, например, N (например, 2) рядов инструментов, каждый из которых содержит, например, М (например, 4) инструмента, первый и второй резцедержатели совместно могут удерживать 2×N×M (например, 16) инструментов. Таким образом, например, в любой момент времени два резцедержателя совместно могут удерживать два разных набора из N×M инструментов или четыре разных набора из N×M/2 инструментов, распределенных только по N рядов (например, по двум (2) рядам) в вертикальном направлении. То есть по причине поперечного перемещения резцедержателей, в разных резцедержателях «в готовности к употреблению» можно установить широкое разнообразие инструментов при поддержании в то же время инструментов в пределах относительно короткой протяженности в вертикальном направлении. Это может являться преимущественным, так как это предполагает, что все инструменты можно расположить на высоте, при которой манипулирование инструментами, например, замена инструментов, может осуществляться оператором в эргономичных условиях, например, без необходимости в избыточном наклоне вперед и/или без необходимости в подъеме на лестницы и т.п.
Первый резцедержатель может быть выполнен с возможностью перемещения между указанным рабочим положением, в котором указанный первый резцедержатель обращен к одному из указанных узлов спутника, и, по меньшей мере, другим рабочим положением, в котором указанный первый резцедержатель обращен к другому из указанных узлов спутника. То есть один и тот же резцедержатель можно использовать для последовательного действия на обрабатываемые детали в двух разных узлах спутника для обрабатываемых деталей, и дополнительно его можно перемещать в нерабочее положение тогда, когда, например, существует потребность в замене одного или нескольких инструментов.
В одном из вариантов исполнения изобретения, опоры узлов спутника расположены со стороны соответствующих боковых частей упомянутой опоры резцедержателей, при этом упомянутое нерабочее положение расположено в центральной части упомянутой опоры резцедержателей, а рабочие положения расположены по боковым частям упомянутой опоры резцедержателей. Таким образом, в ходе работы станка один набор инструментов можно заменить другим набором инструментов путем простого передвижения резцедержателя в центральную часть опоры резцедержателей. Например, после завершения некоторого цикла механической обработки резцедержатель можно передвинуть в сторону в его нерабочее положение. Эта конфигурация, как было обнаружено, является практичной и позволяет гибко использовать резцедержатели, в то время как общий объем необходимого пространства является довольно ограниченным. Вся длина опоры резцедержателей при использовании одного или двух резцедержателей может быть ограничена приблизительно утроенной шириной каждого резцедержателя для вмещения таким образом двух рабочих положений и нерабочего положения.
В одном из вариантов исполнения изобретения, опоры узлов спутника и опора резцедержателей расположены вместе с образованием U-образной или F-образной конфигурации в горизонтальной плоскости.
В альтернативном варианте опоры узлов спутника размещены напротив соответствующих промежуточных частей упомянутой опоры резцедержателей, расположенных между ее центральной частью и двумя боковыми частями, при этом рабочие положения расположены на указанных промежуточных частях, а нерабочие положения расположены на упомянутых боковых частях и центральной части. Это может обеспечивать дополнительное улучшение эксплуатационной гибкости; например, если имеется два резцедержателя, то каждый из них может взаимодействовать с каждым из узлов спутников для обрабатываемых деталей путем перемещения другого резцедержателя в соответствующую боковую или оконечную часть опоры резцедержателей всякий раз, когда это необходимо.
В одном из вариантов исполнения изобретения, металлорежущий станок снабжен по меньшей мере третьим узлом спутника, содержащим третий спутник для удерживания по меньшей мере одной обрабатываемой детали, и по меньшей мере третьей опорой для упомянутого узла спутника, при этом указанный третий узел спутника установлен на указанной третьей опоре с возможностью горизонтального перемещения по ней в указанном первом направлении.
Использование третьего узла спутника для обрабатываемых деталей может способствовать еще дополнительному увеличению производительности и эксплуатационной гибкости.
В одном из вариантов исполнения изобретения, опоры узлов спутника расположены напротив двух боковых частей и одной центральной части упомянутой опоры резцедержателей, при этом, по меньшей мере, некоторые из нерабочих положений расположены на промежуточных частях упомянутой опоры резцедержателей, расположенных между ее центральной частью и двумя боковыми частями, а рабочие положения расположены на боковых частях и центральной части упомянутой опоры резцедержателей.
В одном из вариантов исполнения изобретения, металлорежущий станок снабжен но меньшей мере третьим резцедержателем, выполненным с возможностью перемещения в указанном втором направлении между по меньшей мере одним рабочим положением и по меньшей мере одним нерабочим положением.
В одном из вариантов исполнения изобретения, упомянутые опоры узлов спутника и опора резцедержателей расположены вместе с образованием Е-образной конфигурации в горизонтальной плоскости. Очевидно, металлорежущий станок может содержать дополнительные опоры спутника для обрабатываемых деталей, расположенные вдоль опоры резцедержателей.
В одном возможном осуществлении настоящего изобретения все инструменты при установке в соответствующем резцедержателе размещены на высоте не менее чем 0,7 м, предпочтительно, не менее чем 1,1 м, и не более чем 1,8 м, предпочтительно, не более чем 1,5 м. Таким образом, оператор может управлять инструментами, в то же время принимая удобное и эргономически правильное положение без необходимости в подъеме на лестницы и т.п.
В одном из вариантов исполнения изобретения, указанный первый резцедержатель содержит N рядов инструментов, при этом 1≤N≤5, предпочтительно N равно 2, 3 или 4. При использовании довольно небольшого количества рядов, можно содержать все инструменты на высоте, допускающей легкость при манипулировании инструментами оператором.
В одном из вариантов исполнения изобретения, спутник для обрабатываемых деталей установлен на упомянутом узле спутника с возможностью перемещения в вертикальном направлении, то есть параллельно вертикальной оси Y. Таким образом, при помощи описанного до сих пор расположения обеспечивается относительное перемещение между инструментами и обрабатываемыми деталями по осям Z, X и Y.
Очевидно, из объема настоящего изобретения не исключаются дополнительные степени свободы, такие как, например, вращение спутника для обрабатываемых деталей вокруг оси, как, например, вокруг оси. параллельной оси Z.
В одном из вариантов исполнения изобретения, опоры узлов спутника и опора резцедержателей приспособлены для поддержки узла спутника и резцедержателей снизу. Иногда может быть предпочтительно, чтобы ни один из резцедержателей или узел спутника для обрабатываемых деталей не свешивался с надземных опор; использование простых наземных опор, размещенных на полу, может быть предпочтительно, например, по причине простоты установки.
В одном из вариантов исполнения изобретения, опоры узлов спутника и опора резцедержателей имеют высоту не более чем 1,1 м, предпочтительно, не более чем 0,6 м. Таким образом, резцедержатели могут быть размещены относительно низко для облегчения доступа к инструментам.
В одном из вариантов исполнения изобретения, каждый спутник для обрабатываемых деталей приспособлен для удерживания нескольких обрабатываемых деталей.
В другом варианте исполнения изобретения, каждый спутник для обрабатываемых деталей приспособлен для удерживания 4-8 обрабатываемых деталей.
В одном из вариантов исполнения изобретения, металлорежущий станок выполнен с возможностью механической обработки шатунов для двигателя с возвратно-поступательным движением поршня, предпочтительно двигателя автомобиля или грузовика. Механическая обработка шатунов для двигателя с возвратно-поступательным движением поршня, такого как двигатель внутреннего сгорания автомобиля или грузовика, представляет собой задачу, включающую в себя некоторые специфические соображения, для которой традиционно использовались довольно специфические станки. Металлорежущий станок согласно настоящему изобретению может включать преимущества в выражении устойчивости и жесткости, как было разъяснено выше.
В другом аспекте настоящее изобретение относится к металлорежущему станку для механической обработки шатунов для двигателя с возвратно-поступательным движением поршня, преимущественно двигателя автомобиля или грузовика, содержащему:
по меньшей мере два узла спутника для обрабатываемых шатунов, каждый из которых содержит спутник для удерживания по меньшей мере одного обрабатываемого шатуна;
по меньшей мере две опоры для упомянутых узлов спутника, при этом каждый узел спутника установлен на соответствующую одну из указанных опор узлов спутника с возможностью горизонтального перемещения по ней в первом направлении, которое параллельно горизонтальной оси Z;
по меньшей мере первый резцедержатель, выполненный с возможностью удерживания по меньшей мере одного инструмента для механической обработки по меньшей мере одного обрабатываемого шатуна посредством вращения указанного инструмента вокруг оси, параллельной упомянутой оси Z;
опору резцедержателей, при этом указанный первый резцедержатель установлен на указанной опоре резцедержателей с возможностью горизонтального перемещения по ней во втором направлении, которое параллельно горизонтальной оси X, расположенной перпендикулярно к упомянутой оси Z;
при этом указанный первый резцедержатель выполнен с возможностью перемещения по указанной опоре резцедержателей в указанном втором направлении между по меньшей мере одним рабочим положением, в котором указанный первый резцедержатель обращен к одному из указанных узлов спутника, и по меньшей мере одним нерабочим положением, в котором указанный первый резцедержатель не обращен ни к одному из узлов спутника.
В одном из вариантов исполнения изобретения, каждый спутник приспособлен для удерживания нескольких обрабатываемых шатунов.
В другом варианте исполнения изобретения, каждый спутник приспособлен для удерживания 4-8 обрабатываемых шатунов.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Для выполнения описания и с целью обеспечения лучшего понимания настоящего изобретения предусмотрен набор графических материалов. Указанные графические материалы образуют неотъемлемую часть описания и иллюстрируют один из вариантов осуществления изобретения, который не следует толковать как ограничивающий объем изобретения, но лишь как один из примеров того, как может быть воплощено изобретение. Графические материалы содержат следующие фигуры.
На фиг. 1A-1D схематически проиллюстрированы некоторые операции, которые могут быть осуществлены при механической обработке шатуна исходя из заготовки шатуна с использованием разных инструментов.
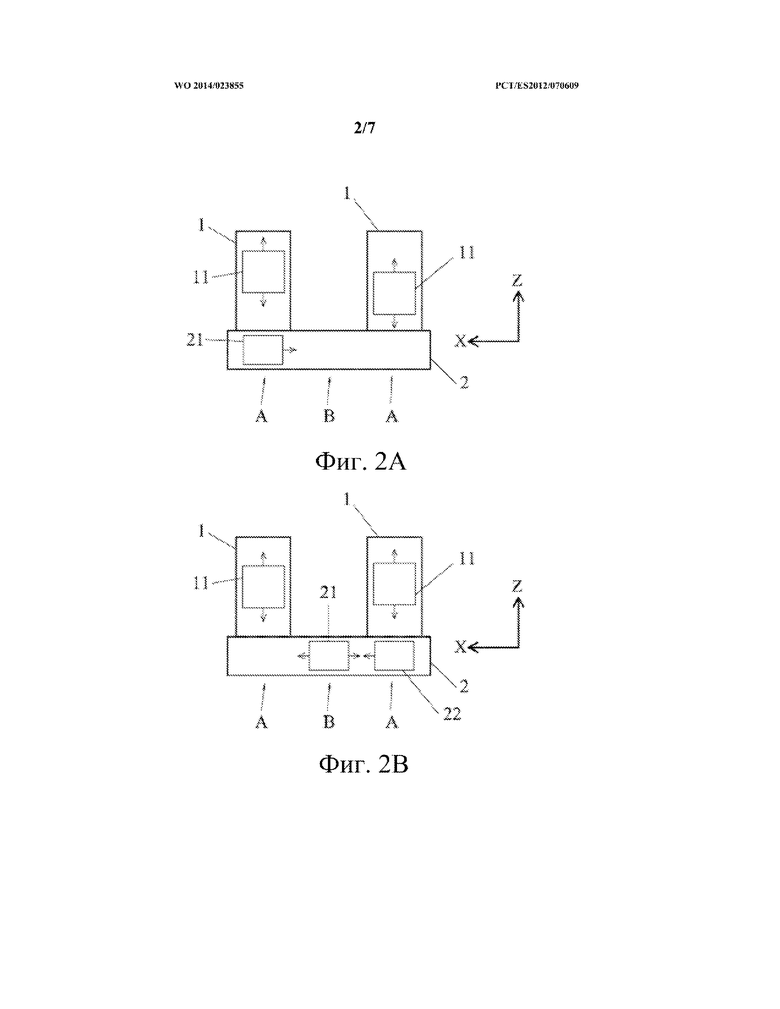
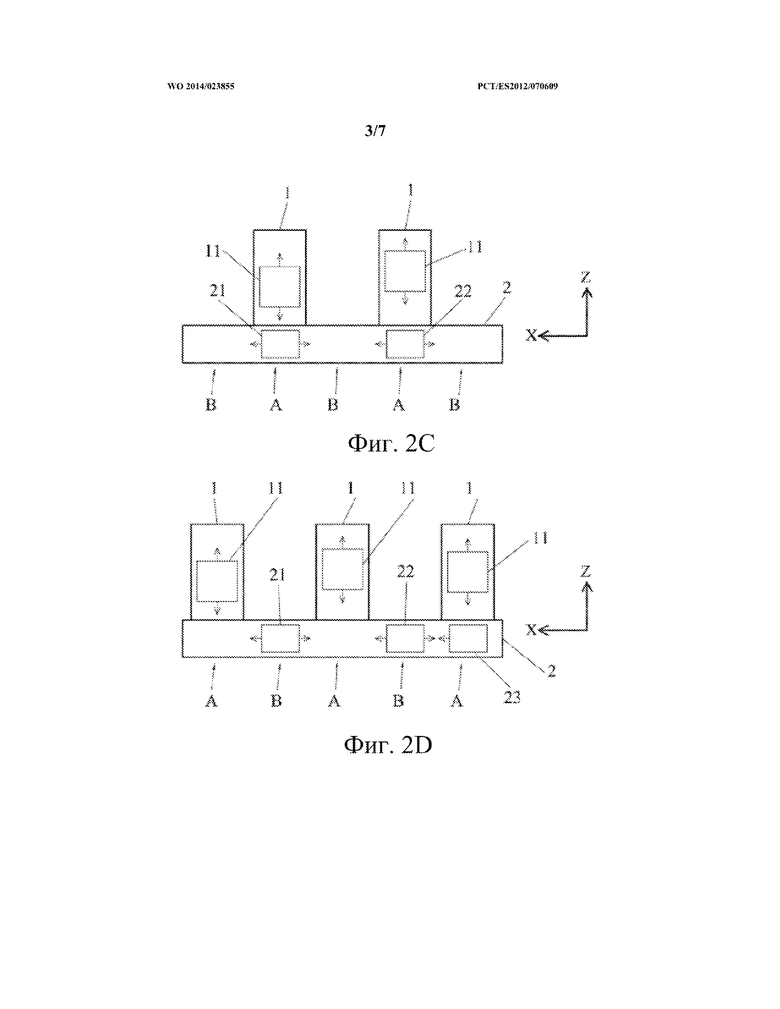
На фиг. 2A-2D представлены схематические виды сверху, иллюстрирующие различные возможные схемы расположения металлорежущего станка в соответствии с настоящим изобретением.
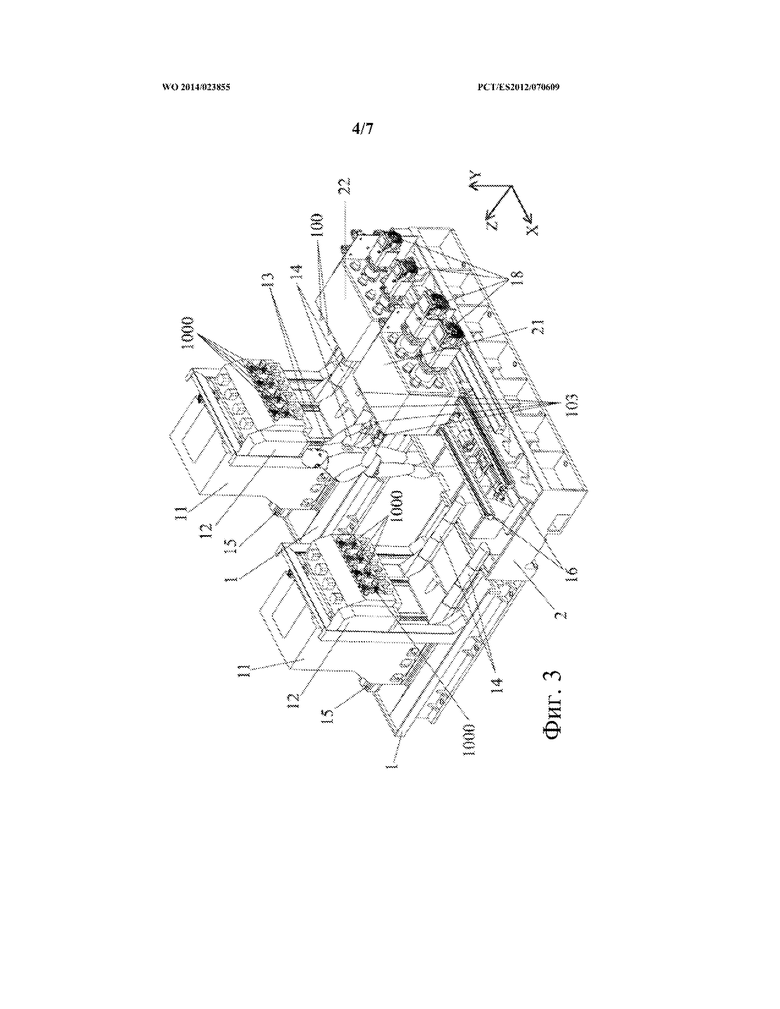
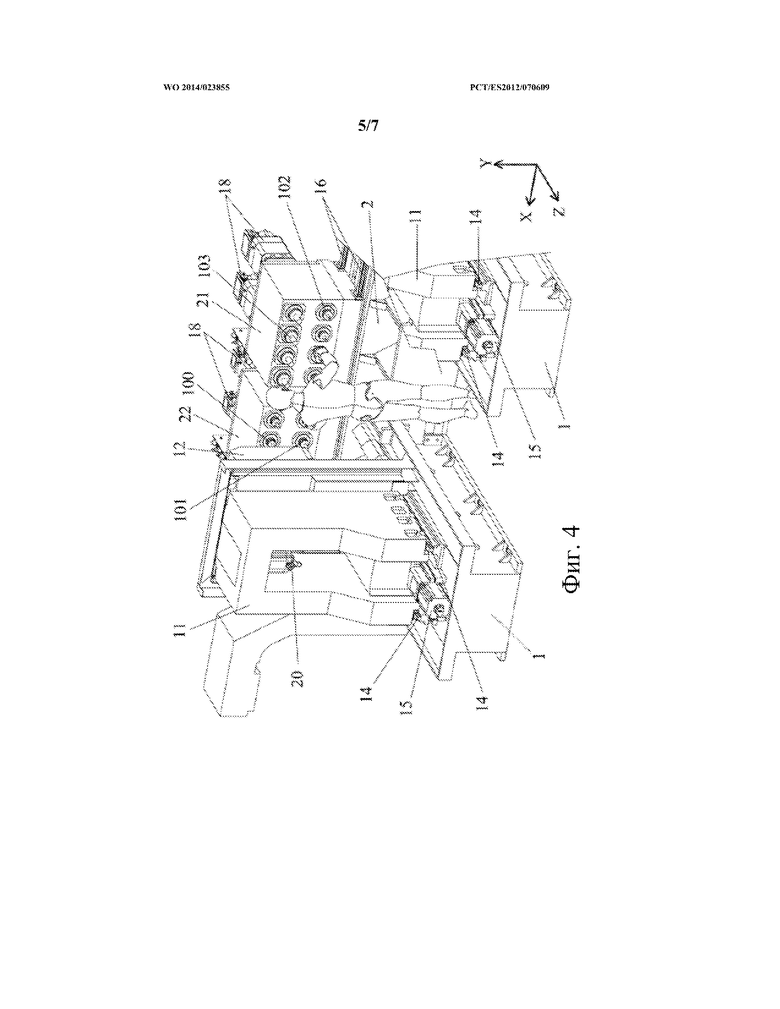
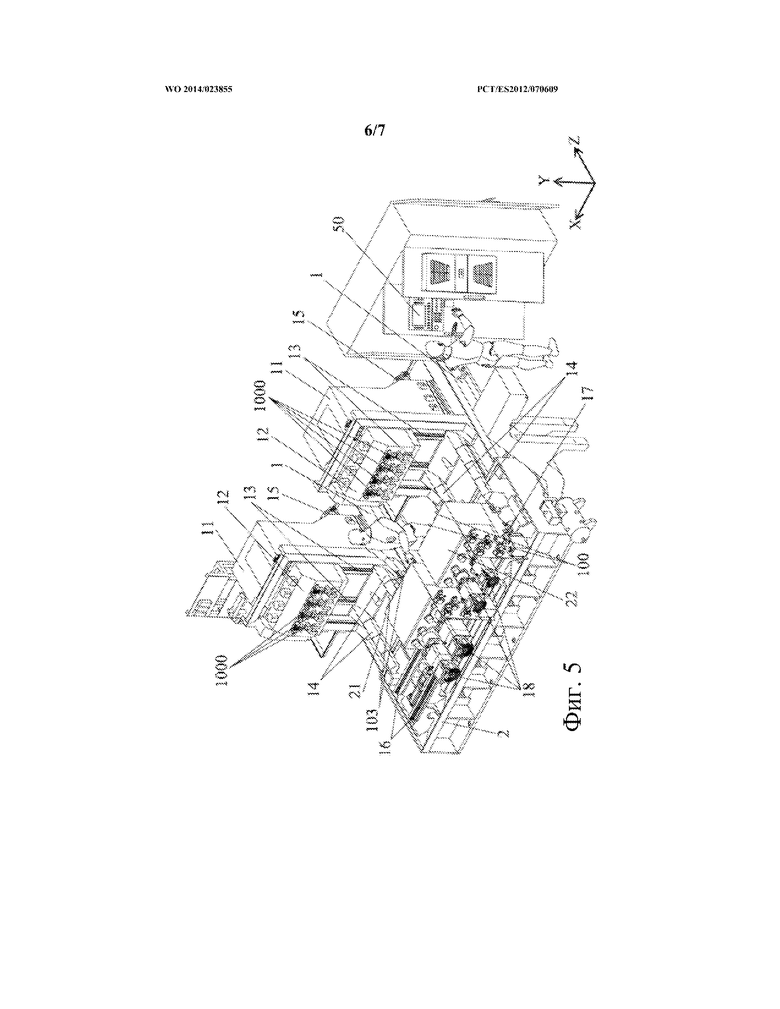
На фиг. 3-5 представлены схематические перспективные виды металлорежущего станка согласно одному из вариантов осуществления настоящего изобретения.
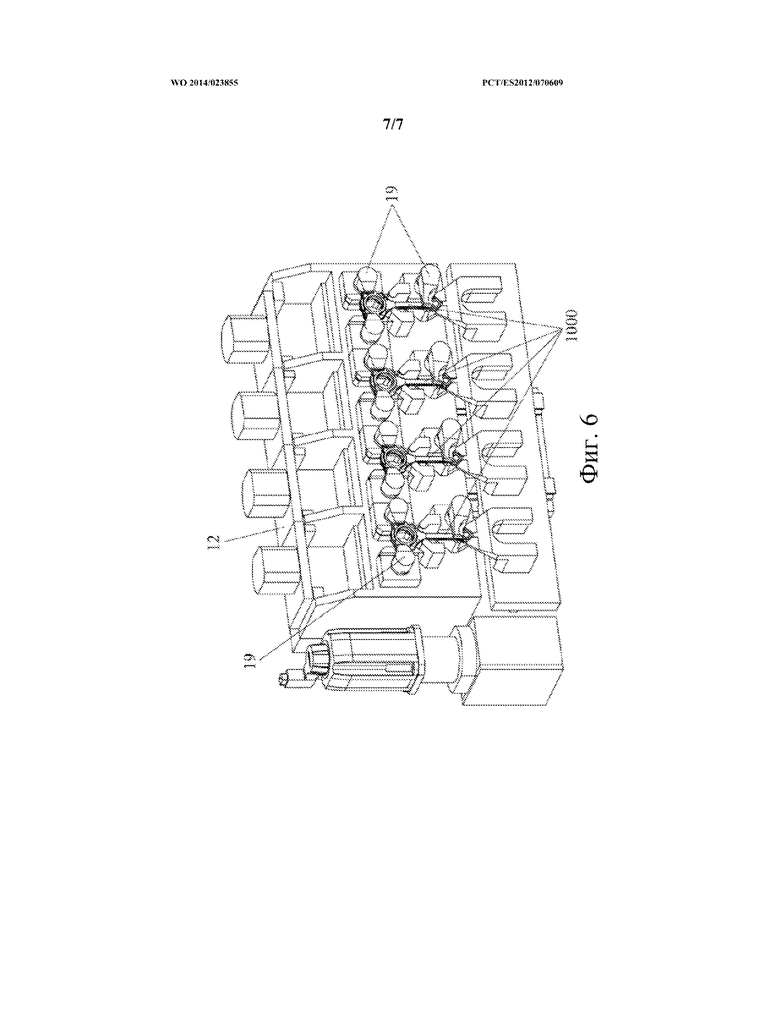
На фиг. 6 представлен схематический перспективный вид спутника для обрабатываемых деталей, который может быть использован в одном из вариантов осуществления настоящего изобретения.
ОПИСАНИЕ ОДНОГО ИЗ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
На фиг. 2А схематически проиллюстрирована схема расположения металлорежущего станка в соответствии с первым вариантом осуществления настоящего изобретения. Здесь две опоры 1 спутников для обрабатываемых деталей проходят параллельно в направлении соответствующих концов опоры 2 резцедержателей в U-образной конфигурации. Узел 11 спутника для обрабатываемых деталей установлен на каждой из указанных опор спутников для обрабатываемых деталей для перемещения в направлении Z. Металлорежущий станок содержит один единственный резцедержатель 21, выполненный с возможностью перемещения по опоре резцедержателей в направлении X, перпендикулярном направлению Z. Можно наблюдать, как этот резцедержатель можно перемещать между двумя рабочими положениями А, в которых резцедержатель обращен к соответствующему узлу спутника для обрабатываемых деталей (для обеспечения возможности действовать на соответствующие обрабатываемые детали), и промежуточным нерабочим положением, где оператор может легко перемещать инструменты и осуществлять другие задачи по техническому обслуживанию, относящиеся к этому резцедержателю. Таким образом, резцедержатель можно переводить между разными рабочими положениями для действия на обрабатываемые детали в одном из узлов спутников для обрабатываемых деталей, в то же время как в другом узле спутника для обрабатываемых деталей имеет место, например, разгрузка и/или загрузка обрабатываемых деталей.
На фиг. 2B проиллюстрировано расположение, отличающееся от такового на фиг. 2А тем, что имеется второй резцедержатель 22. При таком расположении можно улучшить производительность, так как механическая обработка обрабатываемых деталей может иметь место одновременно в двух узлах спутников для обрабатываемых деталей.
На фиг. 2С проиллюстрировано альтернативное расположение, в котором опора 2 резцедержателей проходит с обеспечением нерабочих положений B в боковых или оконечных частях, а также в центральной части опоры резцедержателей, и рабочих положений А в двух промежуточных частях. Это предполагает преимущество по меньшей мере в выражении эксплуатационной гибкости в сравнении с вариантом осуществления настоящего изобретения по фиг. 2B: в варианте осуществления изобретения по фиг. 2С каждый из двух резцедержателей 21, 22 можно располагать перед каждым одним из двух узлов 11 спутников для обрабатываемых деталей. Это представляет собой преимущество не только в выражении эксплуатационной гибкости, но также позволяет продолжать работу на обоих узлах спутников для обрабатываемых деталей в случае отказа в одном из узлов спутников для обрабатываемых деталей: дефектный узел спутника для обрабатываемых деталей просто передвигают в нерабочее положение В на конце опоры резцедержателей 2, а оставшийся резцедержатель затем передвигают между двумя рабочими положениями А.
На фиг. 2D проиллюстрирован дополнительный вариант осуществления со схемой расположения Е-образной формы. Здесь имеется три узла 11 спутников для обрабатываемых деталей на соответствующих опорах 1 спутников для обрабатываемых деталей и три резцедержателя 21, 22, 23. Это может дополнительно улучшать производительность.
Очевидно, существуют три бесконечные альтернативы. Например, вариант осуществления изобретения по фиг. 2D можно модифицировать путем удаления одного из узлов 11 спутников для обрабатываемых деталей и опор 1 с обеспечением схемы расположения F-образной формы. Или опору резцедержателей можно дополнительно расширить с обеспечением дополнительных нерабочих положений на ее концах. Всякий раз, когда это желательно, можно добавлять дополнительные опоры спутников для обрабатываемых деталей.
Один возможный вариант осуществления настоящего изобретения в соответствии со схемой расположения U-образной формы по фиг. 2B более подробно показан на фиг. 3-5. Металлорежущий станок содержит два узла 11 спутников для обрабатываемых деталей, на каждом из которых установлен спутник 12 для обрабатываемых деталей с возможностью его перемещения параллельно вертикальной оси Y по направляющим рельсам 13. Это вертикальное перемещение спутника для обрабатываемых деталей по направляющим рельсам 13 может быть достигнуто традиционными средствами, такими как система 20 привода с серводвигателем, которой можно управлять с помощью компьютера 50 металлорежущего станка (схематически проиллюстрированного на фиг. 5). Посредством вертикального перемещения спутник 12 для обрабатываемых деталей можно располагать на требуемой высоте для приема обрабатываемых деталей из устройства подачи (не проиллюстрировано) для доставки механически обработанных обрабатываемых деталей, для расположения обрабатываемых деталей на правильной высоте с целью взаимодействия с инструментами для механической обработки и для перемещения обрабатываемых деталей вертикально в ходе механической обработки.
Каждый узел 11 спутника для обрабатываемых деталей представляет собой суппорт, рассчитанный на устойчивость и жесткость с возможностью поддержания обрабатываемых деталей в их точном положении в ходе взаимодействия с инструментами. Каждый суппорт опирается на соответствующую опору 1 спутника для обрабатываемых деталей, содержащую горизонтальные рельсы 14 (ср. фиг. 4), проходящие вдоль или параллельно горизонтальной оси Z. Узел или суппорт спутника для обрабатываемых деталей опирается и направляется направляющими рельсами для горизонтального перемещения параллельно указанной оси Z. Металлорежущий станок включает системы 15 привода, такие как системы привода с серводвигателем, для перемещения узлов 11 спутников для обрабатываемых деталей по направляющим рельсам 14 управляемым образом, например, под управлением компьютера 50. Посредством этого горизонтального перемещения узлы спутников для обрабатываемых деталей можно, например, разместить в определенном положении для загрузки/разгрузки обрабатываемых деталей, разместить в некотором положении для запуска механической обработки (путем взаимодействия инструментов с обрабатываемыми деталями) и переместить горизонтально в ходе механической обработки для перемещения обрабатываемых деталей относительно инструментов.
В этом варианте осуществления каждый узел 11 или суппорт спутника для обрабатываемых деталей покоится на соответствующей опоре 1 спутника для обрабатываемых деталей, то есть он может не свешиваться с нее. Это расположение может, таким образом, способствовать улучшению устойчивости, жесткости, а также облегчить установку металлорежущего станка в сравнении с установками, например, со свешивающейся пинолью. Жесткость может быть особенно важна тогда, когда обрабатываемые детали представляют собой, например, заготовки для шатунов, так как допуски являются небольшими, в то время как конструктивная жесткость заготовки часто является относительно низкой.
Металлорежущий станок дополнительно содержит два резцедержателя 21 и 22, опирающиеся на опору 2 резцедержателей, проходящую вдоль или параллельно горизонтальной оси X, перпендикулярной оси Z. Опора 2 резцедержателей расположена на одном из концов опор 1 спутников для обрабатываемых деталей, пересекающихся с опорой 2 резцедержателей приблизительно на соответствующих концах опоры 2 резцедержателей, посредством чего опора резцедержателей и опора спутника для обрабатываемых деталей совместно образуют U-образную схему расположения при рассмотрении сверху. Опора 2 резцедержателей содержит на ее верхней поверхности две горизонтальные направляющие рельсы 16, на которые опираются два резцедержателя 21 и 22, и по которым они направляются параллельно указанной оси X, управляемым образом приводимые в движение системой 17 привода, например системой привода с серводвигателем, работой которой можно управлять с помощью компьютера 50.
Первый резцедержатель 21 выполнен с возможностью перемещения по опоре 2 резцедержателей между рабочим положением (в котором он обращен к одному из узлов 11 спутников для обрабатываемых деталей, и в котором инструменты, установленные в резцедержателе, могут, таким образом, действовать на заготовки обрабатываемых деталей, установленные в спутнике 12 для обрабатываемых деталей) и нерабочим положением, в котором он не обращен к узлу спутника для обрабатываемых деталей, но является поперечно смещенным по отношению к указанному узлу спутника для обрабатываемых деталей. На фиг. 3-5 первый резцедержатель 21 находится в нерабочем положении. Таким образом, в этом положении оператор может манипулировать инструментами, например, осматривать или заменять инструменты 102 и 103, установленные в первом резцедержателе 21 без необходимости во вхождении в пространство между узлом 11 спутника для обрабатываемых деталей и резцедержателем 21. Таким образом, как проиллюстрировано на фиг. 3-5, манипулировать инструментами легко. Можно наблюдать, как первый резцедержатель 21, находясь в нерабочем положении, находится в центральной части опоры 2 резцедержателей.
Также второй резцедержатель 22 можно перемещать между рабочим положением, в котором он обращен к одному из узлов 11 спутников для обрабатываемых деталей, и нерабочим положением, поперечно смещенным от указанного рабочего положения. На фиг. 3-5 второй резцедержатель 22 находится в рабочем положении (в боковой или оконечной части опоры 2 резцедержателей).
Также резцедержатели 21 и 22 рассчитаны на устойчивость и жесткость, и они устойчиво опираются на опору 2 резцедержателей.
Поперечное перемещение резцедержателей 21, 22 параллельно оси X служит не только для избирательного приведения резцедержателей в рабочее положение и из рабочего положения, но также служит для расположения резцедержателей (и инструментов) в правильном положении (по оси X) при запуске механической обработки и для перемещения резцедержателей (и, таким образом, инструментов) по оси X в ходе механической обработки.
Перемещение резцедержателя и спутника для обрабатываемых деталей в направлениях «X», «Y» и «Z» может быть одновременным. Одновременное перемещение вдоль более чем одной оси в ходе механической обработки может быть полезно при выполнении некоторых операций.
Каждый резцедержатель содержит на его переднем конце несколько рядов инструментов, например, два ряда инструментов, при этом каждый ряд содержит несколько инструментов, как, например, четыре инструмента. Например, один резцедержатель 21 может содержать один ряд инструментов с инструментами 103 первого вида и один ряд инструментов с инструментами 102 второго вида, в то время как другой резцедержатель 22 может содержать один ряд инструментов с инструментами 100 третьего вида и второй ряд инструментов с инструментами 101 четвертого вида. Например, каждый ряд инструментов может содержать четыре инструмента одного и того же вида. Спутник для обрабатываемых деталей может быть расположен для поддержки четырех заготовок 1000 обрабатываемых деталей.
Таким образом, в этом варианте осуществления предусмотрено шестнадцать инструментов четырех разных видов. Во многих вариантах осуществления по причине того, что имеется два резцедержателя (и так как обрабатываемые детали могут передаваться из одного узла спутника для обрабатываемых деталей в другой узел спутника для обрабатываемых деталей, и/или так как можно использовать эксплуатационно гибкую схему расположения, как на фиг. 2С или сходную, что позволяет приводить каждый узел резцедержателя в рабочее положение перед каждым узлом спутника для обрабатываемых деталей всякий раз, когда это желательно), для вмещения 4×4=16 инструментов необходимо только два ряда. Если бы был использован только один неподвижный резцедержатель, вмещающий эти инструменты, в то же время допускающий взаимодействие с одним рядом из четырех обрабатываемых деталей, это могло бы потребовать использования четырех рядов инструментов, что могло бы увеличить расстояние, вдоль которого инструменты пришлось бы располагать в вертикальном направлении. Посредством расположения согласно настоящему изобретению все инструменты могут быть размещены в пределах очень небольшого вертикального интервала, например, самый нижний ряд инструментов на резцедержателях может быть расположен на высоте не менее чем 0,7 м, как, например, не менее чем 1,1 м, и не более чем 1,8 м, как, например, не более чем 1,5 м, над полом или поверхностью, на которой оператор будет стоять при манипулировании инструментами. Таким образом, инструментами можно манипулировать в эргономически благоприятных условиях: высота, на которой размещены инструменты, делает манипулирование удобным и, поскольку резцедержатели поперечно смещены от спутника 12 для обрабатываемых деталей и узла 11 спутника для обрабатываемых деталей при манипулировании инструментами оператором, спутник 12 для обрабатываемых деталей или узел 11 спутника для обрабатываемых деталей не причиняет неудобства оператору.
При таком расположении на обрабатываемых деталях можно осуществлять несколько операций, таких как соединение заготовок шатунов без замены инструментов, путем использования инструментов в разных рядах резцедержателей путем сдвига обрабатываемых деталей от одного узла спутника для обрабатываемых деталей к другому узлу и/или в некоторых вариантах осуществления изобретения (таких как вариант по фиг. 2С) всякий раз, когда это необходимо, путем перевода резцедержателей в сторону так, чтобы резцедержатель, находившийся в его нерабочем положении, входил в рабочее положение и наоборот. Также, если необходимы дополнительные инструменты, или если инструменты необходимо заменить, это может легко выполнять оператор, например так, как проиллюстрировано на фиг. 3, путем манипулирования инструментами неработающего резцедержателя, в то время как другой резцедержатель является рабочим (или нерабочим).
Также высота опоры (1) спутника для обрабатываемых деталей и опоры (2) резцедержателей может сохраняться низкой, например, менее чем 1,1 м или менее чем 0,6 м. В некоторых вариантах осуществления настоящего изобретения все направляющие рельсы могут быть расположены на высоте менее чем 1,1 м, 0,8 м, 0,7 м, 0,6 м или 0,5 м.
В описанном варианте осуществления настоящего изобретения в выражении устойчивости и в выражении простоты установки может быть преимущественным отсутствие пинолей и сходных свешивающихся конструкций. В описанном варианте осуществления настоящего изобретения как узлы спутников для обрабатываемых деталей, так и резцедержатели приводятся в движение вдоль и поверх неподвижных и устойчивых опор. Все инструменты могут быть расположены на высоте, на которой операторы могут управлять ими в эргономически удовлетворительных условиях.
Инструменты могут быть приведены в движение двигателем 18 шпинделей, например, через несколько шпиндельных бабок. Это является традиционным в данной области техники, и поэтому эти приводные механизмы необязательно здесь обсуждать. Можно использовать приводной механизм любого подходящего традиционного или нетрадиционного вида. Также, резцедержатели также могут снабжаться средствами охлаждения, например, соплами для выброса охлаждающей жидкости или жидкости для охлаждения инструментов и/или заготовки в ходе работы.
Инструменты могут быть расположены для вращения вокруг оси, параллельной оси Z.
Может использоваться спутник для обрабатываемых деталей любого пригодного вида. На фиг. 6 как раз проиллюстрирован один из примеров одной возможной схемы расположения спутника для обрабатывающих деталей с гидравлически или пневматически приводимыми в действие, поворотно расположенными блокирующими элементами 19 для блокирования обрабатываемых деталей 1000 в правильном положении для механической обработки.
Список ссылочных позиций, используемых в описании
В данном тексте термин «содержит» и его производные (такие как «содержащий» и т.д.) не следует понимать в исключающем смысле, то есть эти термины не следует толковать как исключающие возможность того, что то, что описывается или определяется, может содержать дополнительные элементы, этапы и т.д.
С другой стороны, настоящее изобретение, очевидно, не ограничено конкретным(и) вариантом(вариантами) его осуществления, описанным(и) в настоящем раскрытии, но также охватывает любые изменения, которые может принять во внимание любой специалист в данной области техники (например, в отношении выбора материала, геометрических размеров, компонентов, конфигурации и т.д.), в пределах объема изобретения, определяемого в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК | 2015 |
|
RU2698013C2 |
| СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2567636C2 |
| РЕЗЦЕДЕРЖАТЕЛЬ | 2003 |
|
RU2334593C2 |
| УСТРОЙСТВО ДЛЯ ОБЛЕГЧЕНИЯ ПАНЕЛЕЙ ИЛИ ТОНКИХ ПЛАСТИН ПУТЕМ УДАЛЕНИЯ МАТЕРИАЛА | 2011 |
|
RU2553171C2 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2154552C2 |
| СТАНОК | 2012 |
|
RU2563392C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ В БЛОКАХ ИЛИ ПЛИТАХ И СПОСОБ ОБРАБОТКИ НА ЭТОМ СТАНКЕ | 2011 |
|
RU2549799C2 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| ГИБОЧНЫЙ СТАНОК ДЛЯ ГИБКИ ЛИСТОВОГО МЕТАЛЛА | 2018 |
|
RU2736556C1 |
Изобретение относится к области станкостроения и может быть использовано в конструкциях металлорежущих станков. Станок содержит по меньшей мере два узла (11) спутников, каждый из которых содержит спутник (12) для обрабатываемых деталей, при этом указанные узлы (11) спутников для обрабатываемых деталей опираются на соответствующие опоры (1) спутников с возможностью горизонтального перемещения в первом направлении, параллельном горизонтальной оси Z. По меньшей мере первый резцедержатель (21) размещен на опоре (2) резцедержателей с возможностью горизонтального перемещения во втором направлении между по меньшей мере одним рабочим положением (А), в котором указанный первый резцедержатель (21) обращен к одному из указанных узлов (11) спутников для обрабатываемых деталей, и по меньшей мере одним нерабочим положением, в котором указанный первый резцедержатель (21) не обращен ни к одному узлу (11) спутника для обрабатываемых деталей. Использование изобретения позволяет упростить технологическую переналадку станка. 2 н. и 18 з.п. ф-лы, 12 ил.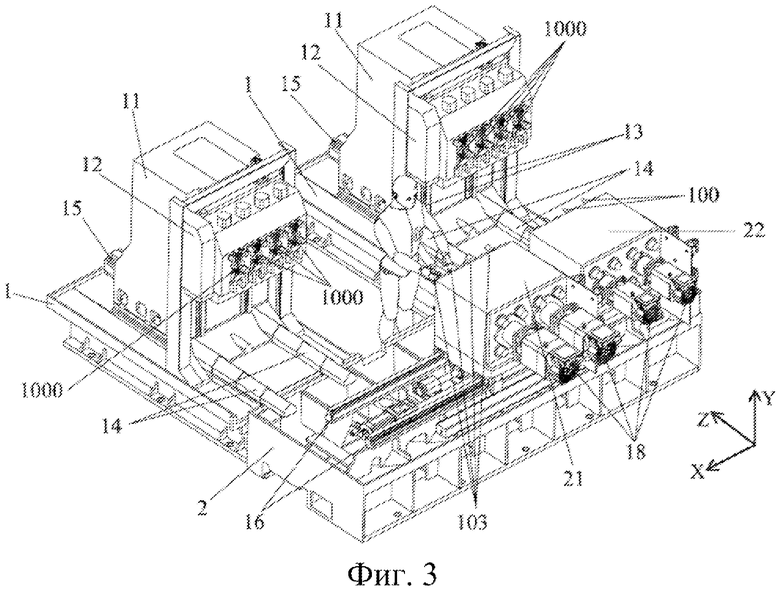
1. Металлорежущий станок, содержащий
по меньшей мере два узла (11) спутника для обрабатываемых деталей, каждый из которых содержит спутник (12) для удерживания по меньшей мере одной обрабатываемой детали (1000),
по меньшей мере две опоры (1) для упомянутых узлов (11) спутника, при этом каждый узел (11) спутника установлен на соответствующую одну из упомянутых опор (1) узлов (11) спутника с возможностью горизонтального перемещения по ней в первом направлении, которое параллельно горизонтальной оси Z,
по меньшей мере первый резцедержатель (21), выполненный с возможностью удерживания по меньшей мере одного инструмента (102, 103) для механической обработки по меньшей мерс одной обрабатываемой детали посредством вращения указанного инструмента вокруг оси, параллельной упомянутой оси Z,
опору (2) резцедержателей, при этом указанный первый резцедержатель (21) установлен на указанной опоре (2) резцедержателей с возможностью горизонтального перемещения по ней во втором направлении, которое параллельно горизонтальной оси X, расположенной перпендикулярно к упомянутой оси Z,
при этом указанный первый резцедержатель (21) выполнен с возможностью перемещения по указанной опоре (2) резцедержателей в указанном втором направлении между по меньшей мере одним рабочим положением (А), в котором указанный первый резцедержатель (21) обращен к одному из указанных узлов (11) спутника, и по меньшей мере одним нерабочим положением (В), в котором указанный первый резцедержатель (21) не обращен ни к одному из указанных узлов (11) спутника,
отличающийся тем, что он снабжен вторым резцедержателем (22), выполненным с возможностью удерживания по меньшей мере одного инструмента (100, 101) для механической обработки по меньшей мере одной обрабатываемой детали посредством вращения указанного инструмента вокруг оси, параллельной упомянутой оси Z,
при этом указанный второй резцедержатель (22) установлен на указанной опоре (2) резцедержателей с возможностью горизонтального перемещения в упомянутом втором направлении между рабочим положением (А), в котором указанный второй резцедержатель (22) обращен к одному из указанных узлов (11) спутника, и нерабочим положением (В), в котором указанный второй резцедержатель (21) не обращен ни к одному из указанных узлов (11) спутника.
2. Металлорежущий станок по п. 1, отличающийся тем, что указанный первый резцедержатель (21) выполнен с возможностью перемещения между указанным рабочим положением (А), в котором указанный первый резцедержатель (21) обращен к одному из указанных узлов (11) спутника, и, по меньшей мере, другим рабочим положением (А), в котором указанный первый резцедержатель (21) обращен к другому из указанных узлов (11) спутника.
3. Металлорежущий станок по п. 1, отличающийся тем, что упомянутые опоры (1) узлов (11) спутника расположены со стороны соответствующих боковых частей упомянутой опоры (2) резцедержателей, при этом упомянутое нерабочее положение (В) расположено в центральной части упомянутой опоры (2) резцедержателей, а рабочие положения (А) расположены по боковым частям упомянутой опоры (2) резцедержателей.
4. Металлорежущий станок по п. 1, отличающийся тем, что упомянутые опоры (1) узлов (11) спутника и опора (2) резцедержателей расположены вместе с образованием U-образной или F-образной конфигурации в горизонтальной плоскости.
5. Металлорежущий станок по п. 1, отличающийся тем, что упомянутые опоры (1) узлов (11) спутника размещены напротив соответствующих промежуточных частей упомянутой опоры (2) резцедержателей, расположенных между ее центральной частью и двумя боковыми частями, при этом рабочие положения (А) расположены на упомянутых промежуточных частях, а нерабочие положения (В) расположены на упомянутых боковых частях и центральной части.
6. Металлорежущий станок по п. 1, отличающийся тем, что он снабжен по меньшей мере третьим узлом (11) спутника, содержащим третий спутник (12) для удерживания по меньшей мере одной обрабатываемой детали (1000), и по меньшей мере третьей опорой (1) для упомянутого узла (11) спутника, при этом указанный третий узел (11) спутника установлен на указанной третьей опоре (1) с возможностью горизонтального перемещения по ней в указанном первом направлении.
7. Металлорежущий станок п. 6, отличающийся тем, что упомянутые опоры (1) узлов (11) спутника расположены напротив двух боковых частей и одной центральной части упомянутой опоры (2) резцедержателей, при этом, по меньшей мере, некоторые из нерабочих положений (В) расположены на промежуточных частях упомянутой опоры (2) резцедержателей, расположенных между ее центральной частью и двумя боковыми частями, а рабочие положения (А) расположены на боковых частях и центральной части упомянутой опоры (2) резцедержателей.
8. Металлорежущий станок по п. 6, отличающийся тем, что он снабжен по меньшей мере третьим резцедержателем (23), выполненным с возможностью перемещения в указанном втором направлении между по меньшей мере одним рабочим положением (А) и одним нерабочим положением (В).
9. Металлорежущий станок по п. 6, отличающийся тем, что упомянутые опоры (1) узлов (11) спутника и опора (2) резцедержателей расположены вместе с образованием Е-образной конфигурации в горизонтальной плоскости.
10. Металлорежущий станок по п. 1, отличающийся тем, что все инструменты при установке в соответствующем резцедержателе размещены на высоте не менее чем 0,7 м, предпочтительно не менее чем 1,1 м и не более чем 1,8 м, предпочтительно не более чем 1,5 м.
11. Металлорежущий станок по п. 1, отличающийся тем, что указанный первый резцедержатель (21) содержит N рядов инструментов, при этом 1≤N≤5, предпочтительно N равно 2, 3 или 4.
12. Металлорежущий станок по п. 1, отличающийся тем, что спутник (12) для обрабатываемых деталей установлен на упомянутом узле (11) спутника с возможностью перемещения в вертикальном направлении.
13. Металлорежущий станок по п. 1, отличающийся тем, что упомянутые опоры (1) узлов (11) спутника и опора (2) резцедержателей приспособлены для поддержки узла (11) спутника и резцедержателей (21, 22) снизу.
14. Металлорежущий станок по п. 1, отличающийся тем, что упомянутые опоры (1) узлов (11) спутника и опора (2) резцедержателей имеют высоту не более чем 1,1 м, предпочтительно не более чем 0,6 м.
15. Металлорежущий станок по п. 1, отличающийся тем, что каждый спутник (12) для обрабатываемых деталей приспособлен для удерживания нескольких обрабатываемых деталей.
16. Металлорежущий станок по п. 1, отличающийся тем, что каждый спутник (12) для обрабатываемых деталей приспособлен для удерживания 4-8 обрабатываемых деталей.
17. Металлорежущий станок по любому из пп. 1-16, отличающийся тем, что он выполнен с возможностью механической обработки шатунов (1000) для двигателя с возвратно-поступательным движением поршня, предпочтительно двигателя автомобиля или грузовика.
18. Металлорежущий станок для механической обработки шатунов (1000) для двигателя с возвратно-поступательным движением поршня, преимущественно двигателя автомобиля или грузовика, содержащий
по меньшей мере два узла (11) спутника для обрабатываемых шатунов (1000), каждый из которых содержит спутник (12) для удерживания по меньшей мере одного обрабатываемого шатуна (1000),
по меньшей мере две опоры (1) для упомянутых узлов (11) спутника, при этом каждый узел (11) спутника установлен на соответствующую одну из указанных опор (1) узлов (11) спутника с возможностью горизонтального перемещения по ней в первом направлении, которое параллельно горизонтальной оси Z,
по меньшей мере первый резцедержатель (21), выполненный с возможностью удерживания по меньшей мере одного инструмента (102, 103) для механической обработки по меньшей мере одного обрабатываемого шатуна (1000) посредством вращения указанного инструмента вокруг оси, параллельной упомянутой оси Z,
опору (2) резцедержателей, при этом указанный первый резцедержатель (21) установлен на указанной опоре (2) резцедержателей с возможностью горизонтального перемещения по ней во втором направлении, которое параллельно горизонтальной оси X, расположенной перпендикулярно к упомянутой оси Z,
при этом указанный первый резцедержатель (21) выполнен с возможностью перемещения по указанной опоре (2) резцедержателей в указанном втором направлении между по меньшей мере одним рабочим положением (А), в котором указанный первый резцедержатель (21) обращен к одному из указанных узлов (11) спутника, и по меньшей мере одним нерабочим положением (В), в котором указанный первый резцедержатель (21) не обращен ни к одному из упомянутых узлов (11) спутника.
19. Металлорежущий станок по п. 18, отличающийся тем, что каждый спутник (12) приспособлен для удерживания нескольких обрабатываемых шатунов (1000).
20. Металлорежущий станок по п. 18 или 19, отличающийся тем, что каждый спутник (12) приспособлен для удерживания 4-8 обрабатываемых шатунов (1000).
| DE 102008014779 A1, 24.09.2009 | |||
| Многопозиционный агрегатный станок | 1986 |
|
SU1625664A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| МНОГОПОЗИЦИОННЫЙ АГРЕГАТНЫЙ СТАНОК | 1987 |
|
RU2022759C1 |
| DE 102006026186 A1, 06.12.2007 | |||
| EP 0873817 A1, 28.10.1998 | |||
| US 6949056 B2, 27.09.2005. | |||

