ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к станку, который автоматически измеряет положение механической обработки, форму и угол наклона объекта для механической обработки, а также расстояние до положения механической обработки.
УРОВЕНЬ ТЕХНИКИ
[0002] В общем, станки могут обрабатывать обрабатываемую деталь посредством перемещения инструмента, установленного на шпинделе, и обрабатываемой детали, присоединенной к столу, друг относительно друга в горизонтальном направлении и вертикальном направлении. Таким образом, если обрабатываемая деталь имеет дефект присоединения или обрабатываемая деталь имеет дефект формы, часть обрабатываемой детали может оставаться необработанной после механической обработки, и большая нагрузка по механической обработке может прикладываться к обрабатываемой детали и инструменту в ходе механической обработки.
[0003] Чтобы разрешать это, традиционные станки, до обработки обрабатываемой детали, измеряют координаты указанной точки на обрабатываемой детали и определяют то, имеет или нет обрабатываемая деталь дефект присоединения и имеет или нет обрабатываемая деталь дефект формы, на основании результата измерения. Традиционный станок, как описано выше, раскрывается, например, в патентном документе 1.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0004] Патентный документ 1. Публикация заявки на патент Японии № 2004-338065
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ЗАДАЧИ, КОТОРЫЕ ДОЛЖНЫ БЫТЬ РЕШЕНЫ ИЗОБРЕТЕНИЕМ
[0005] Вышеуказанный традиционный станок измеряет координаты указанной точки на обрабатываемой детали посредством использования щупа, установленного на шпинделе. Тем не менее, измерение с использованием щупа, установленного на шпинделе, как описано выше, требует не только работы по монтажу щупа на шпинделе для каждой детали для механической обработки, но также и работы по смене щупа на инструмент и наоборот для шпинделя. Дополнительно, что касается способа измерения с использованием щупа, скорость, с которой можно приближать щуп к обрабатываемой детали, должна задаваться низкой, с тем чтобы не допускать приложения чрезмерной нагрузки к щупу, когда щуп приводится в соприкосновение с обрабатываемой деталью. По этой причине, традиционный станок требует более длительного периода времени, чем требуется при измерении обрабатываемой детали.
[0006] Настоящее изобретение осуществлено для того, чтобы разрешать вышеуказанные проблемы, и его задачей является предоставление станка, который может легко и быстро измерять объект для механической обработки и точно обрабатывать объект для механической обработки.
СРЕДСТВО ДЛЯ РЕШЕНИЯ ЗАДАЧ
[0007] Станок согласно настоящему изобретению для разрешения вышеуказанных проблем является станком для механической обработки объекта для механической обработки инструментом посредством перемещения шпинделя, к которому может присоединяться инструмент, и объекта для механической обработки друг относительно друга в горизонтальном направлении и вертикальном направлении, отличающимся тем, что станок содержит:
башмак, поддерживающий шпиндель с возможностью вращения и поддерживаемый с возможностью перемещения по меньшей мере в вертикальном направлении;
средство измерения для измерения положения механической обработки, формы и угла наклона объекта для механической обработки, а также расстояния до положения механической обработки бесконтактным способом;
средство переноса, предусмотренное для башмака, для переноса средства измерения между положением измерения, в котором средство измерения выполнено с возможностью измерения объекта для механической обработки, и убранным положением, в которое средство измерения убирается из положения измерения; и
средство управления для определения того, имеет или нет объект для механической обработки дефект присоединения и дефект формы, на основании положения механической обработки, формы и угла наклона объекта для механической обработки, а также расстояния до положения механической обработки, измеряемых средством измерения, и затем управления перемещением по меньшей мере одного из инструмента и объекта для механической обработки на основании результата определения.
[0008] Станок согласно настоящему изобретению для разрешения вышеуказанных проблем является станком для механической обработки объекта для механической обработки инструментом посредством перемещения шпинделя, к которому может присоединяться инструмент, и объекта для механической обработки друг относительно друга в горизонтальном направлении и вертикальном направлении, отличающимся тем, что станок содержит:
стол, к которому с возможностью съема присоединяется объект для механической обработки и поддерживаемый с возможностью перемещения в горизонтальном направлении;
средство измерения для измерения положения механической обработки, формы и угла наклона объекта для механической обработки, а также расстояния до положения механической обработки бесконтактным способом;
средство переноса, предусмотренное на стороне шпинделя, обращенной к диапазону перемещения объекта для механической обработки, для поддержания средства измерения с возможностью перемещения в вертикальном направлении и переноса средства измерения между положением измерения, в котором средство измерения выполнено с возможностью измерения объекта для механической обработки, и убранным положением, в которое средство измерения убирается из положения измерения; и
средство управления для определения того, имеет или нет объект для механической обработки дефект присоединения и дефект формы, на основании положения механической обработки, формы и угла наклона объекта для механической обработки, а также расстояния до положения механической обработки, измеряемых средством измерения, и затем управления перемещением по меньшей мере одного из инструмента и объекта для механической обработки на основании результата определения.
[0009] Станок согласно настоящему изобретению для разрешения вышеуказанных проблем отличается тем, что станок дополнительно содержит:
башмак, поддерживающий шпиндель с возможностью вращения; и стойку, поддерживающую башмак в вертикальном направлении, и
средство переноса предусмотрено для стойки.
[0010] Станок согласно настоящему изобретению для разрешения вышеуказанных проблем отличается тем, что станок дополнительно содержит:
башмак, поддерживающий шпиндель с возможностью вращения; и стойку, поддерживающую башмак в вертикальном направлении, и
средство переноса предусмотрено на поверхности пола, поддерживающей стойку.
[0011] Станок согласно настоящему изобретению для разрешения вышеуказанных проблем отличается тем, что средство переноса переносит средство измерения в аксиальном направлении шпинделя между положением измерения и убранным положением.
[0012] Станок согласно настоящему изобретению для разрешения вышеуказанных проблем отличается тем, что:
средства переноса выполнены так, что они обращены друг к другу в направлении толщины объекта для механической обработки, и
положение механической обработки, форма и угол наклона объекта для механической обработки, а также расстояние до положения механической обработки измеряются с обеих сторон в направлении толщины объекта для механической обработки средством измерения, присоединенным отдельно к средствам переноса, обращенным друг к другу.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
[0013] Таким образом, станок согласно настоящему изобретению может легко и быстро измерять объект для механической обработки, поскольку он включает в себя средство переноса для переноса средства измерения для измерения объекта для механической обработки бесконтактным способом между положением измерения и убранным положением, и поскольку средство переноса предусмотрено в таком положении, что оно не влияет на присоединение и отсоединение инструмента к/от шпинделя. Кроме того, станок согласно настоящему изобретению может точно обрабатывать объект для механической обработки, поскольку он определяет то, имеет или нет объект для механической обработки дефект присоединения и дефект формы, на основании результата измерения средством измерения и управляет перемещением инструмента и объекта для механической обработки в соответствии с результатом определения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
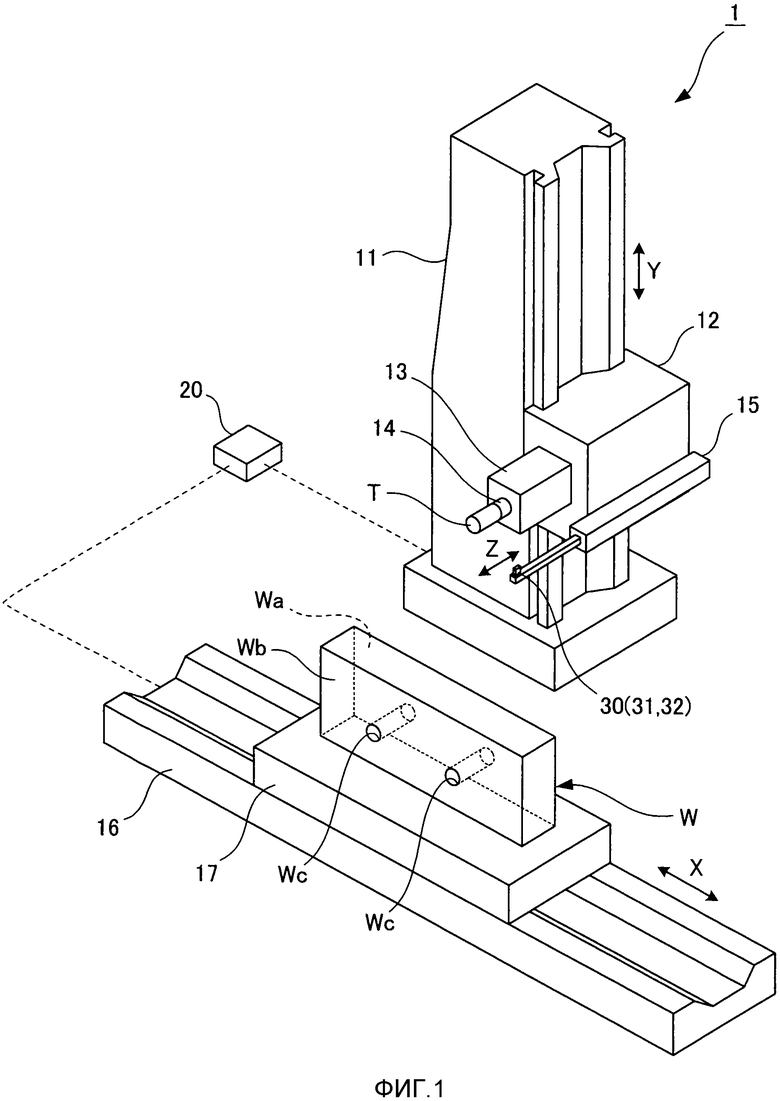
[0014] Фиг. 1 является схематическим изображением станка согласно первому варианту осуществления настоящего изобретения.
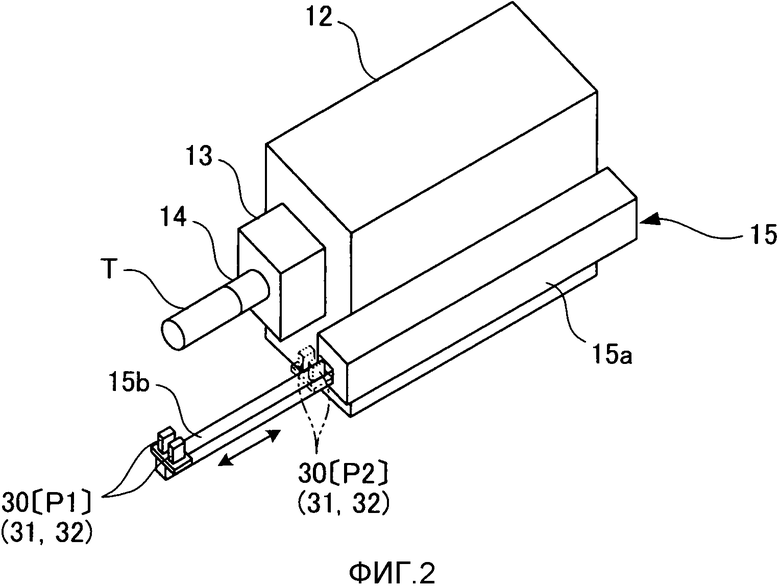
Фиг. 2 является укрупненным видом основной части по фиг. 1 и является видом, показывающим состояние при включении в конструкцию одного узла переноса.
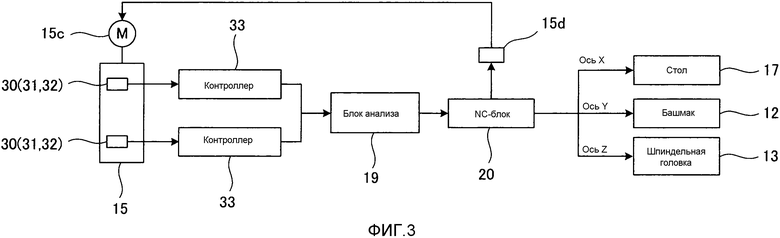
Фиг. 3 является блок-схемой, показывающей конфигурацию станка согласно первому варианту осуществления настоящего изобретения.
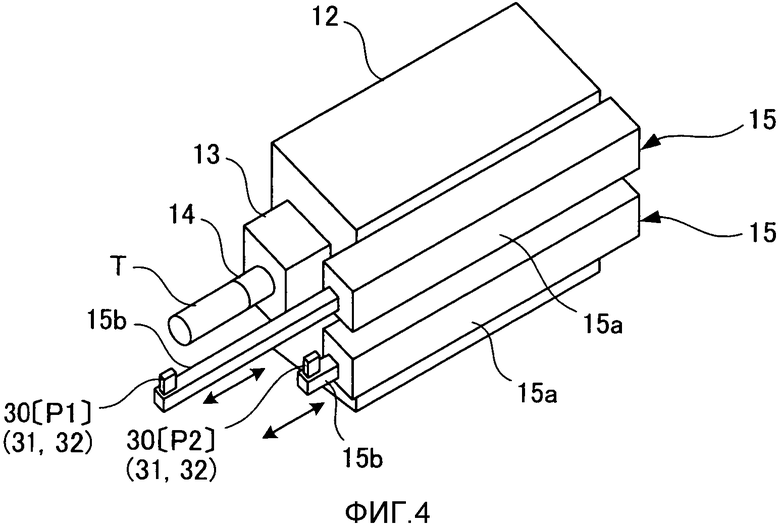
Фиг. 4 является укрупненным видом основной части по фиг. 1 и является видом, показывающим состояние при включении в конструкцию нескольких узлов переноса.
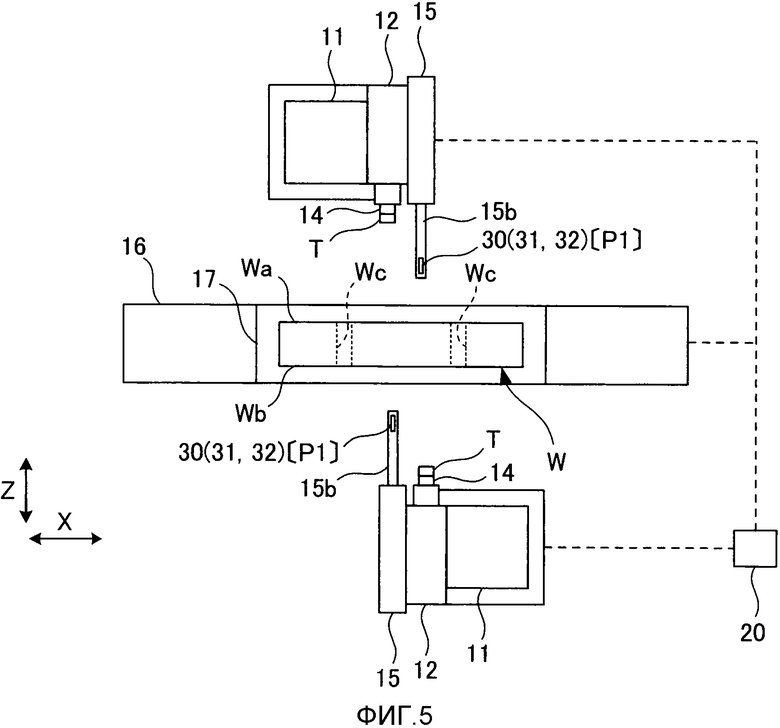
Фиг. 5 является видом сверху станка согласно первому варианту осуществления настоящего изобретения, установленного в противостоящей компоновке.
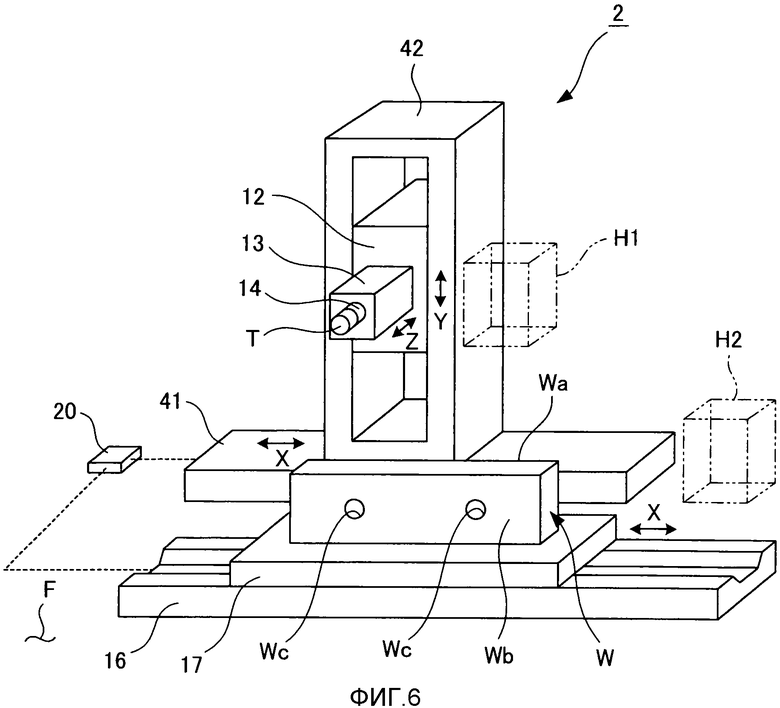
Фиг. 6 является схематическим изображением станка согласно второму варианту осуществления настоящего изобретения.
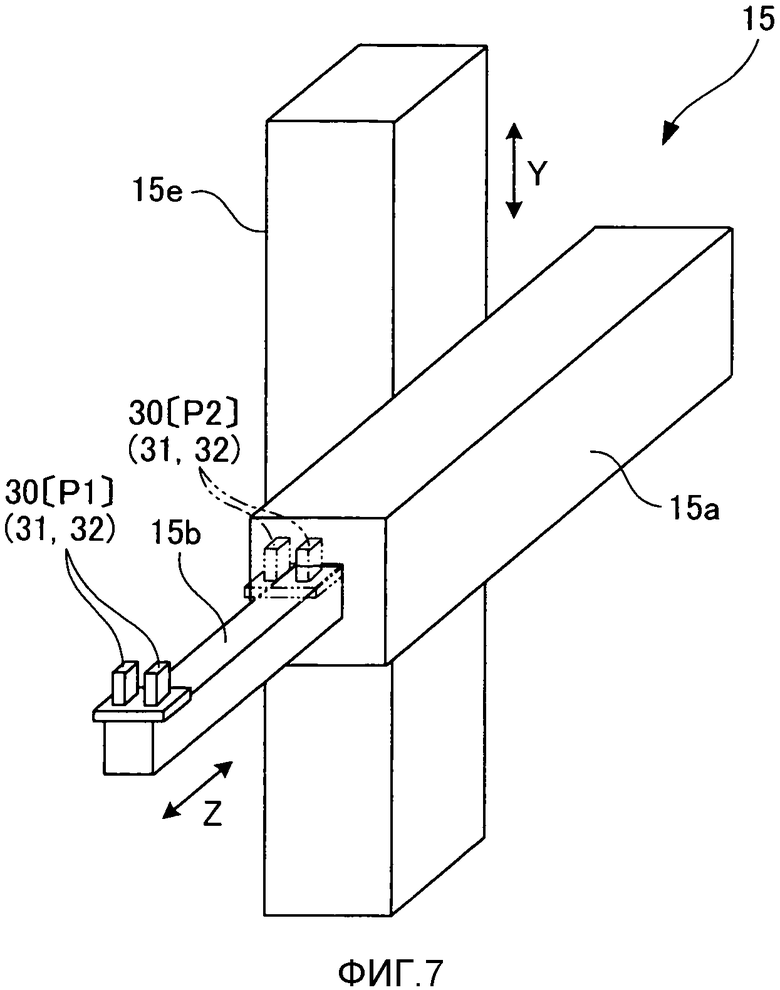
Фиг. 7 является видом, показывающим пример узла переноса, предусмотренного для станка согласно второму варианту осуществления настоящего изобретения.
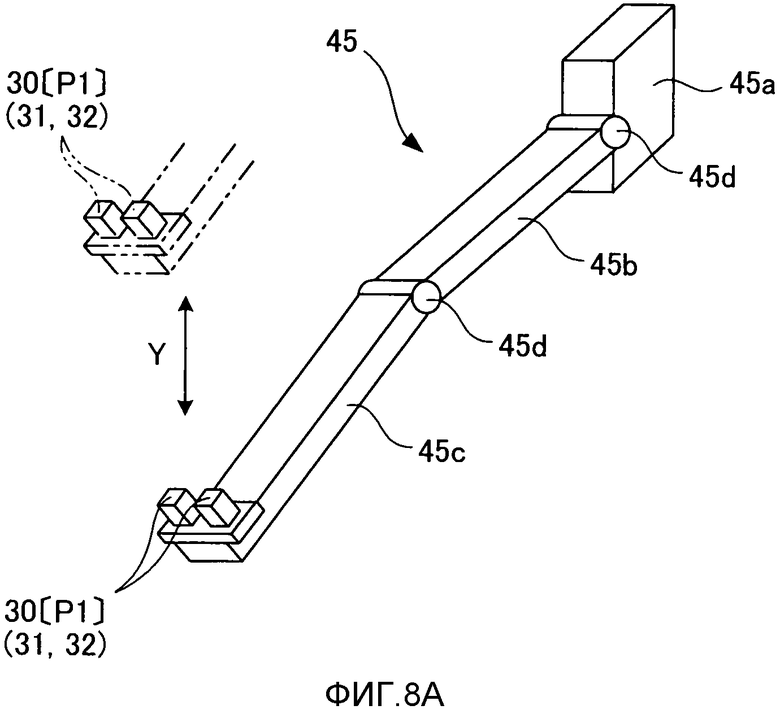
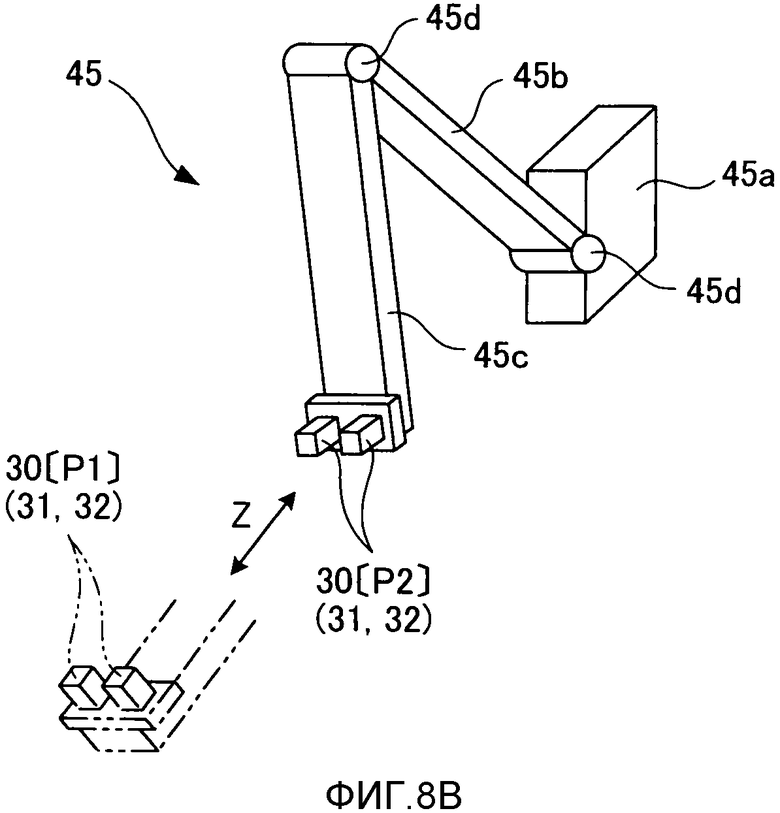
Фиг. 8 является набором видов, показывающих другой пример узла переноса, предусмотренного для станка согласно второму варианту осуществления настоящего изобретения, при этом часть (a) является видом, показывающим состояние, в котором устройство измерения обрабатываемых деталей перенесено в положение измерения, часть (b) является видом, показывающим состояние, в котором устройство измерения обрабатываемых деталей перенесено в убранное положение.
ОПТИМАЛЬНЫЕ РЕЖИМЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0015] Ниже подробно описывается станок согласно настоящему изобретению со ссылкой на чертежи.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0016] Во-первых, подробно описывается станок согласно первому варианту осуществления со ссылкой на фиг. 1-5.
[0017] Как показано на фиг. 1, в станке 1 стойка 11 выполнена вертикально. Кроме того, башмак 12 поддерживается на боковой поверхности этой стойки 11 таким образом, что он является подвижным вверх и вниз в вертикальном направлении (в дальнейшем в этом документе, называемом направлением по оси Y).
[0018] Шпиндельная головка 13 поддерживается в башмаке 12 с возможностью перемещения в горизонтальном направлении (в дальнейшем в этом документе, называемом направлением по оси Z). Шпиндель 14 поддерживается в этой шпиндельной головке 13 с возможностью перемещения в направлении оси (в направлении по оси Z) и с возможностью вращения вокруг оси. Кроме того, инструмент T с возможностью съема установлен на наконечнике шпинделя 14. Помимо этого, как подробно описано ниже, узел 15 переноса (средство переноса) предусмотрен на боковой поверхности башмака 12.
[0019] Дополнительно, в станке 1 основание 16 стола предусмотрено перед стойкой 11, и стол 17 поддерживается на верхней поверхности этого основания 16 стола с возможностью перемещения в горизонтальном направлении (в дальнейшем в этом документе, называемом направлением по оси X). Кроме того, обрабатываемая деталь W (объект для механической обработки) с возможностью съема присоединена к верхней поверхности стола 17.
[0020] Таким образом, посредством приведения в действие башмака 12, инструмент T и узел 15 переноса могут передвигаться в направлении по оси Y. Кроме того, посредством приведения в действие шпиндельной головки 13, шпиндель 14 и инструмент T могут передвигаться в аксиальном направлении посредством перемещения шпиндельной головки 13 в направлении по оси Z. Дополнительно, посредством приведения в действие шпинделя 14, инструмент T может передвигаться в аксиальном направлении посредством перемещения шпинделя 14 в направлении по оси Z. Между тем, посредством приведения в действие стола 17, обрабатываемая деталь W может передвигаться в направлении по оси X вместе со столом 17.
[0021] Кроме того, как показано на фиг. 1-3, узел 15 переноса включает в себя корпус 15a узла, стержень 15b для переноса, мотор 15c и усилитель 15d. Корпус 15a узла присоединен к боковой поверхности башмака 12, и стержень 15b для переноса поддерживается в корпусе 15a узла с возможностью скольжения в направлении по оси Z, т.е. с возможностью подачи в направлении к и от обрабатываемой детали W. Таким образом, посредством приведения в действие электромотора 15c стержень 15b для переноса может передвигаться в направлении по оси Z.
[0022] Кроме того, устройство 30 измерения обрабатываемых деталей (средство измерения) присоединено к наконечнику стержня 15b для переноса. Это устройство 30 измерения обрабатываемых деталей является бесконтактным измерительным устройством, которое, перед механической обработкой обрабатываемой детали W, измеряет положение механической обработки (координаты части для механической обработки), форму (размеры части для механической обработки) и угол наклона (величину припуска на механическую обработку) обрабатываемой детали W, а также расстояние от устройства 30 измерения обрабатываемых деталей до положения механической обработки бесконтактным способом. Здесь, станок 1 использует CCD-камеру 31 или лазерное измеряющее длину устройство 32 в качестве устройства 30 измерения обрабатываемых деталей.
[0023] Следует отметить, что фиг. 1 показывает состояние, в котором одно устройство 30 измерения обрабатываемых деталей присоединено к наконечнику стержня 15b для переноса, в то время как фиг. 2 и 3 показывают состояние, в котором два устройства 30 измерения обрабатываемых деталей присоединены к наконечнику стержня 15b для переноса.
[0024] В частности, как показано на фиг. 3, в случае, если устройство 30 измерения обрабатываемых деталей является CCD-камерой 31, заданная визуализируемая часть обрабатываемой детали W визуализируется посредством CCD-камеры 31, чтобы за счет этого получать ее данные изображений. Затем, данные изображений вводятся в блок 19 анализа через контроллер 33. Дополнительно, блок 19 анализа распознает введенные данные изображений в качестве формы обрабатываемой детали W и затем выводит их в NC-блок 20, который описывается ниже.
[0025] Кроме того, как показано на фиг. 3, в случае, если устройство 30 измерения обрабатываемых деталей является лазерным измеряющим длину устройством 32, лазерный луч, выведенный из лазерного измеряющего длину устройства 32, применяется к заданным точкам облучения на обрабатываемой детали W, чтобы измерять расстояния от лазерного измеряющего длину устройства 32 до точек облучения в направлении по оси Z. Кроме того, каждое измеренное расстояние вводится в блок 19 анализа через контроллер 33. Дополнительно, блок 19 анализа выводит введенное измеренное расстояние как есть в нижеописанный NC-блок 20 в качестве расстояния до положения механической обработки, а также распознает введенное измеренное расстояние в качестве формы обрабатываемой детали W и выводит его в NC-блок 20.
[0026] Таким образом, посредством приведения в действие башмака 12 и стола 17, узел 15 переноса может передвигаться относительно обрабатываемой детали W в направлении по оси X и направлении по оси Y, т.е. узел 15 переноса может быть расположен в положении, обращенном к заданной визуализируемой части и заданным точкам облучения на обрабатываемой детали W. Дополнительно, посредством приведения в действие такого расположенного узла 15 переноса таким образом, чтобы плавно передвигать стержень 15b для переноса в направлении по оси Z, устройство 30 измерения обрабатываемых деталей (CCD-камера 31 или лазерное измеряющее длину устройство 32) может переноситься между положением P1 измерения (положением визуализации или положением облучения), в котором устройство 30 измерения обрабатываемых деталей может измерять (визуализировать или применять лазерный луч) обрабатываемую деталь W, и убранным положением P2, в которое устройство 30 измерения обрабатываемых деталей убирается из положения P1 измерения, инструментом T, установленным на шпинделе 14.
[0027] Следует отметить, что положение P1 измерения задается как местоположение за положением наконечника инструмента T, установленного на шпинделе 14, в направлении по оси Z (местоположение ближе к обрабатываемой детали W). Кроме того, убранное положение P2 задается как местоположение за положением наконечника инструмента T, установленного на шпинделе 14, в направлении по оси Z (местоположение дальше от обрабатываемой детали W).
[0028] Между тем, как показано на фиг. 1, станок 1 содержит NC-блок 20 (средство управления), который полностью управляет станком 1. Башмак 12, шпиндельная головка 13, шпиндель 14, узел 15 переноса, стол 17, блок 19 анализа, устройство 30 измерения обрабатываемых деталей и т.п., например, соединяются с этим NC-модулем 20.
[0029] В частности, NC-блок 20 управляет перемещением инструмента T, установленного на шпинделе 14, в направлении по оси Y и направлении по оси Z и перемещением обрабатываемой детали W, присоединенной к столу 17, в направлении по оси X на основании условий механической обработки (таких как число вращений, скорости подачи, величина врезания и т.д. шпинделя 14), соответствующих форме обрабатываемой детали W до механической обработки и величине ее припуска на механическую обработку. Дополнительно, до механической обработки инструментом T, NC-блок 20 управляет операцией измерений посредством узла 15 переноса и устройства 30 измерения обрабатываемых деталей таким образом, чтобы измерять положение механической обработки, форму и угол наклона обрабатываемой детали W, а также расстояние механической обработки от устройства 30 измерения обрабатываемых деталей до положения механической обработки. Затем, на основании результатов измерений, NC-блок 20 определяет то, имеет или нет обрабатываемая деталь W дефект присоединения и дефект формы. Дополнительно, на основании результата определения NC-блок 20 управляет перемещением инструмента T и обрабатываемой детали W таким образом, чтобы обеспечивать равномерность припуска на механическую обработку обрабатываемой детали W.
[0030] Следует отметить, что блок 19 анализа, NC-блок 20, устройство 30 измерения обрабатываемых деталей, CCD-камера 31, лазерное измеряющее длину устройство 32 и т.п. составляют средство измерения.
[0031] Далее подробно описываются измерение и механическая обработка обрабатываемой детали W посредством станка 1. Между тем, нижеприведенное описание типично показывает случай, когда CCD-камера 31 и лазерное измеряющее длину устройство 32 присоединены к наконечнику стержня 15b для переноса.
[0032] Во-первых, обрабатываемая деталь W присоединяется к столу 17. Следует отметить, что несколько подготовленных отверстий Wc, которые должны быть сквозными отверстиями, заранее подвергаются механической обработке на боковых поверхностях Wa и Wb обрабатываемой детали W.
[0033] Затем, узел 15 переноса размещается таким образом, что он обращен к подготовленному отверстию Wc в обрабатываемой детали W, и после этого идет его стержень 15b для переноса. Как результат, CCD-камера 31 и лазерное измеряющее длину устройство 32 переносятся из убранного положения P2 в положение P1 измерения.
[0034] Кроме того, CCD-камера 31 захватывает изображение подготовленного отверстия Wc в обрабатываемой детали W. Захваченное изображение подготовленного отверстия Wc преобразуется в данные изображений и вводится в NC-блок 20 через блок 19 анализа. Здесь, на основании введенных данных изображений, блок 19 анализа вычисляет центр и внутренний диаметр подготовленного отверстия Wc.
[0035] Кроме того, лазерное измеряющее длину устройство 32 измеряет расстояния до нескольких точек облучения на боковой поверхности Wa обрабатываемой детали W, и несколько измеренных расстояний, полученных посредством измерения, вводятся в NC-блок 20 через блок 19 анализа. Здесь, на основании нескольких измеренных расстояний, введенных таким способом, блок 19 анализа вычисляет угол наклона боковой поверхности Wa, а также расстояние до торцевой поверхности подготовленного отверстия Wc. Следует отметить, что в случае использования лазерного измеряющего длину устройства 32, как описано выше, измерение расстояния посредством лазерного измеряющего длину устройства 32 выполняется по меньшей мере дважды.
[0036] Затем, на основании введенного центра и внутреннего диаметра подготовленного отверстия Wc, введенного угла наклона боковой поверхности Wa и введенного расстояния до торцевой поверхности подготовленного отверстия Wc, NC-блок 20 определяет то, имеет или нет обрабатываемая деталь W дефект присоединения и имеет или нет обрабатываемая деталь W дефект формы.
[0037] Здесь, при определении того, что обрабатываемая деталь W не имеет дефектов присоединения и что обрабатываемая деталь W не имеет дефектов формы, NC-блок 20 перемещает инструмент T в направлении по оси Y и направлении по оси Z, а также перемещает обрабатываемую деталь W в направлении по оси X на основании предварительно установленных условий механической обработки, так что заданная механическая обработка выполняется для подготовленного отверстия Wc в обрабатываемой детали W и для торцевой поверхности подготовленного отверстия Wc.
[0038] С другой стороны, при определении того, что обрабатываемая деталь W имеет дефект присоединения или что обрабатываемая деталь W имеет дефект формы, NC-блок 20 корректирует перемещение инструмента T в направлении по оси Y и направлении по оси Z и перемещение обрабатываемой детали W в направлении по оси X на основании центра и внутреннего диаметра подготовленного отверстия Wc, угла наклона боковой поверхности Wa, а также расстояния до торцевой поверхности подготовленного отверстия Wc. Таким образом, даже если обрабатываемая деталь W присоединена к столу 17 в наклонном положении, или обрабатываемая деталь W имеет дефект формы, присоединенное положение обрабатываемой детали W корректируется, так что заданная механическая обработка выполняется для подготовленного отверстия Wc в обрабатываемой детали W и подготовленного отверстия Wc.
[0039] Кроме того, при определении того, что часть обрабатываемой детали W остается необработанной, несмотря на коррекцию перемещения инструмента T и обрабатываемой детали W, NC-блок 20 прекращает механическую обработку посредством станка 1 и активирует предупредительный сигнал для уведомления относительно дефекта присоединения или дефекта формы обрабатываемой детали W.
[0040] Следует отметить, что хотя один узел 15 переноса предусмотрен на боковой поверхности башмака 12 в варианте осуществления, описанном выше, вместо этого может быть предусмотрено множество узлов 15 переноса.
[0041] Например, как показано на фиг. 4, два узла 15 переноса могут совмещаться вертикально и выполняться на боковой поверхности башмака 12, когда устройство 30 измерения обрабатываемых деталей в одном узле 15 переноса является CCD-камерой 31, тогда как устройство 30 измерения обрабатываемых деталей в другом узле 15 переноса является лазерным измеряющим длину устройством 32. Таким образом, положения для того, чтобы располагать узлы 15 переноса, могут быть указаны отдельно, так что визуализируемая часть для CCD-камеры 31 и точки облучения для лазерного измеряющего длину устройства 32 могут задаваться в различных положениях.
[0042] Кроме того, хотя станок 1, включающий в себя одну стойку 11, используется в качестве станка для механической обработки обрабатываемой детали W в варианте осуществления, описанном выше, станок вместо этого может иметь две стойки 11, расположенные так, что они обращены друг к другу в направлении толщины обрабатываемой детали W, присоединенной к столу 17, как показано на фиг. 5.
[0043] В частности, с двумя стойками 11, расположенными таким образом, что между ними посередине размещается обрабатываемая деталь W в направлении толщины, устройство 30 измерения обрабатываемых деталей, присоединенное к узлу 15 переноса на стороне боковой поверхности Wa, измеряет центр и внутренний диаметр подготовленного отверстия Wc, выполненного на боковой поверхности Wa, угол наклона боковой поверхности Wa, а также расстояние до торцевой поверхности подготовленного отверстия Wc, выполненного на боковой поверхности Wa, тогда как устройство 30 измерения обрабатываемых деталей, присоединенное к узлу 15 переноса на стороне боковой поверхности Wb, измеряет центр и внутренний диаметр подготовленного отверстия Wc, выполненного на боковой поверхности Wb, угол наклона боковой поверхности Wb, а также расстояние до торцевой поверхности подготовленного отверстия Wc, выполненного на боковой поверхности Wb. Таким образом, центры и внутренние диаметры подготовленного отверстия Wc, углы наклона боковых поверхностей Wa и Wb, а также расстояния до торцевых поверхностей подготовленного отверстия Wc могут измеряться одновременно с обеих сторон в направлении толщины обрабатываемой детали W посредством устройств 30 измерения обрабатываемых деталей, присоединенных отдельно к обращенным друг к другу узлам 15 переноса. Соответственно, обрабатываемая деталь W может измеряться быстро и точно.
[0044] Дополнительно, хотя стойка 11 крепится в варианте осуществления, описанном выше, стойка 11 вместо этого может быть подвижной в направлении по оси X и направлении по оси Z.
[0045] Таким образом, согласно станку 1 согласно настоящему изобретению, центр и внутренний диаметр каждого подготовленного отверстия Wc, углы наклона боковых поверхностей Wa и Wb, а также расстояние до торцевой поверхности подготовленного отверстия Wc могут легко и быстро измеряться, поскольку узел 15 переноса, который переносит бесконтактное устройство 30 измерения обрабатываемых деталей, предусмотрен на боковой поверхности башмака 12. Кроме того, обрабатываемая деталь W может быть точно обработана, поскольку определяется то, имеет или нет обрабатываемая деталь W дефект присоединения и дефект формы, на основании результатов четырех измерений посредством устройства 30 измерения обрабатываемых деталей, и перемещением инструмента T и обрабатываемой детали W управляют в соответствии с результатом определения.
[0046] Кроме того, поскольку положение P1 измерения может задаваться максимально возможно близко к обрабатываемой детали W посредством обеспечения переносимости устройства 30 измерения обрабатываемых деталей между положением P1 измерения и убранным положением P2, можно повышать точность измерения устройства 30 измерения обрабатываемых деталей. С другой стороны, поскольку убранное положение P2 может задаваться максимально возможно далеко от обрабатываемой детали W, можно предотвращать повреждение и выход из строя устройства 30 измерения обрабатываемых деталей, которые в иных случаях вызываются посредством разлетающейся срезаемой стружки вследствие механической обработки, а также смазочно-охлаждающей эмульсии.
[0047] Дополнительно, время измерения дополнительно может сокращаться, поскольку несколько устройств 30 измерения обрабатываемых деталей могут быть использованы для того, чтобы одновременно измерять центры и внутренние диаметры каждого подготовленного отверстия Wc, углы наклона боковых поверхностей Wa и Wb, а также расстояния до торцевых поверхностей подготовленного отверстия Wc как со стороны боковой поверхности Wa, так и со стороны боковой поверхности Wb обрабатываемой детали W.
[0048] Далее подробно описывается станок согласно второму варианту осуществления со ссылкой на фиг. 6-8. Следует отметить, что элементы, идентичные элементам в первом варианте осуществления, обозначаются посредством идентичных ссылок с номерами, и их описание опускается.
[0049] Как показано на фиг. 6, станок 2 содержит основание 41 стойки, и стойка 42 поддерживается на верхней поверхности этого основания 41 стойки с возможностью перемещения в направлении по оси X. Дополнительно, башмак 12 поддерживается на внутренней поверхности стойки 42 таким образом, что он является подвижным вверх и вниз в направлении по оси Y.
[0050] Здесь, в станке 2, узлы 15 и 45 переноса (средства переноса), показанные на фиг. 7 и в частях (a) и (b) по фиг.8, могут присоединяться в положениях H1 и H2 присоединения. Положение H1 присоединения показывает положение узла 15 или 45 переноса, присоединенного к боковой поверхности стойки 42, тогда как положение H2 присоединения показывает положение узла 15 или 45 переноса, присоединенного к поверхности F пола вокруг одного конца основания 41 стойки.
[0051] Таким образом, посредством приведения в действие стойки 42, инструмент T и узел 15 или 45 переноса, присоединенный в положении H1 присоединения, могут передвигаться в направлении по оси X.
[0052] Кроме того, как показано на фиг. 7, узел 15 переноса включает в себя опорный элемент 15e в дополнение к указанным корпусу 15a узла, стержню 15b для переноса, электромотору 15c и усилителю 15d. Боковая поверхность опорного элемента 15e присоединена к боковой поверхности стойки 42 в случае присоединения узла 15 переноса в положении H1 присоединения, в то время как нижняя поверхность опорного элемента 15e присоединена к поверхности F пола в случае присоединения узла 15 переноса в положении H2 присоединения. Опорный элемент 15e поддерживает корпус 15a узла таким образом, что корпус 15a узла является подвижным вверх и вниз в направлении по оси Y.
[0053] Таким образом, посредством приведения в действие узла 15 переноса, устройство 30 измерения обрабатываемых деталей, присоединенное к наконечнику стержня 15b для переноса, может передвигаться в направлении по оси Y, а также переноситься в направлении по оси Z между положением P1 измерения и убранным положением P2.
[0054] С другой стороны, как показано в частях (a) и (b) по фиг. 8, узел 45 переноса включает в себя корпус 45a узла, первый рычаг 45b переноса, второй рычаг 45c переноса, соединительные валы 45d, мотор 15c и усилитель 15d. Боковая поверхность корпуса 45a узла присоединена к боковой поверхности стойки 42 в случае присоединения узла 45 переноса в положении H1 присоединения, в то время как нижняя поверхность корпуса 45a узла присоединена к поверхности F пола в случае присоединения узла 45 переноса в положении H2 присоединения.
[0055] Кроме того, базовый конец первого рычага 45b переноса с возможностью поворота поддерживается на корпусе 45a узла через соединительный вал 45d, и базовый конец второго рычага 45c переноса с возможностью поворота поддерживается на наконечнике первого рычага 45b переноса через соединительный вал 45d. Дополнительно, устройство 30 измерения обрабатываемых деталей присоединяется к наконечнику второго рычага 45c переноса.
[0056] Таким образом, посредством приведения в действие мотора 15c так, что он поворачивает первый рычаг 45b переноса и второй рычаг 45c переноса вокруг соответствующих двух соединительных валов 45d, устройство 30 измерения обрабатываемых деталей, присоединенное к наконечнику второго рычага 45c переноса, может передвигаться в направлении по оси Y, а также переноситься в направлении по оси Z между положением P1 измерения и убранным положением P2.
[0057] Кроме того, как показано на фиг. 6, станок 2 содержит NC-блок 20, который полностью управляет станком 2. Башмак 12, шпиндельная головка 13, шпиндель 14, узел 15 или 45 переноса, стол 17, блок 19 анализа, устройство 30 измерения обрабатываемых деталей, стойка 42 и т.п., например, соединяются с этим NC-модулем 20.
[0058] В частности, NC-блок 20, до механической обработки инструментом T, управляет операцией измерений посредством узла 15 или 45 переноса и устройства 30 измерения обрабатываемых деталей таким образом, чтобы измерять положение механической обработки, форму и угол наклона обрабатываемой детали W, а также расстояние от устройства 30 измерения обрабатываемых деталей до положения механической обработки. Затем, на основании результатов измерений, NC-блок 20 определяет то, имеет или нет обрабатываемая деталь W дефект присоединения и дефект формы. Дополнительно, на основании результата определения NC-блок 20 управляет перемещением инструмента T и обрабатываемой детали W таким образом, чтобы обеспечивать равномерность припуска на механическую обработку обрабатываемой детали W.
[0059] Таким образом, узел 15 переноса может передвигаться в направлении по оси X и направлении по оси Y относительно обрабатываемой детали W и размещаться в положении, обращенном к заданной визуализируемой части и заданным точкам облучения на обрабатываемой детали W, посредством приведения в действие узла 15 переноса, стола 17 и стойки 42 в случае, если узел 15 переноса присоединяется в положении H1 присоединения, либо посредством приведения в действие узла 15 переноса и стола 17 в случае, если узел 15 переноса присоединяется в положении H2 присоединения. Дополнительно, посредством приведения в действие такого расположенного узла 15 переноса таким образом, чтобы плавно передвигать стержень 15b для переноса в направлении по оси Z, устройство 30 измерения обрабатываемых деталей может переноситься между положением P1 измерения и убранным положением P2 инструментом T, установленным на шпинделе 14.
[0060] Альтернативно, узел 45 переноса может передвигаться в направлении по оси X и направлении по оси Y относительно обрабатываемой детали W и размещаться в положении, обращенном к заданной визуализируемой части и заданным точкам облучения на обрабатываемой детали W, посредством приведения в действие узла 45 переноса, стола 17 и стойки 42 в случае, если узел 45 переноса присоединяется в положении H1 присоединения, либо посредством приведения в действие узла 45 переноса и стола 17 в случае, если узел 45 переноса присоединяется в положении H2 присоединения. Дополнительно, посредством приведения в действие такого расположенного узла 45 переноса так, что он поворачивает первый рычаг 45b переноса и второй рычаг 45c переноса в направлении по оси Z, устройство 30 измерения обрабатываемых деталей может переноситься между положением P1 измерения и убранным положением P2 инструментом T, установленным на шпинделе 14.
[0061] Таким образом, согласно станку 2 согласно настоящему изобретению, центр и внутренний диаметр каждого подготовленного отверстия Wc, углы наклона боковых поверхностей Wa и Wb, а также расстояние до торцевой поверхности подготовленного отверстия Wc могут легко и быстро измеряться, поскольку узел 15 или 45 переноса, который переносит бесконтактное устройство 30 измерения обрабатываемых деталей, предусмотрено на стороне стойки 42, обращенной к диапазону перемещения обрабатываемой детали W в направлении по оси X, т.е. на боковой поверхности стойки 42 или поверхности F пола, поддерживающей основание 41 стойки. Кроме того, обрабатываемая деталь W может быть точно обработана, поскольку определяется то, имеет или нет обрабатываемая деталь W дефект присоединения и дефект формы, на основании результатов четырех измерений посредством устройства 30 измерения обрабатываемых деталей, и перемещение инструмента T и обрабатываемой детали W управляется в соответствии с результатом определения.
[0062] Следует отметить, что хотя станок 2, включающий в себя одну стойку 42, используется в качестве станка для механической обработки обрабатываемой детали W в варианте осуществления, описанном выше, станок вместо этого может иметь две стойки 42, расположенные так, что они обращены друг к другу в направлении толщины обрабатываемой детали W, присоединенной к столу 17.
[0063] Кроме того, в двух вариантах осуществления, описанных выше, в случае если два устройства 30 измерения обрабатываемых деталей присоединены к одному узлу 15 или 45 переноса, CCD-камера 31 и лазерное измеряющее длину устройство 32 используются в качестве двух устройств 30 измерения обрабатываемых деталей. Тем не менее, только CCD-камеры 31 или лазерные измеряющие длину устройства 32 могут быть использованы вместо этого.
[0064] Дополнительно, в двух вариантах осуществления, описанных выше, для станка 1 предусмотрен узел 15 или 45 переноса, который вращает шпиндель 14 вокруг горизонтальной оси (например, в горизонтально-расточном станке). Тем не менее, также для станка может быть предусмотрен узел 15 или 45 переноса, который вращает шпиндель вокруг вертикальной оси (например, в двухстоечном центре механической обработки).
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0065] Настоящее изобретение является применимым к станкам, выполненным для предотвращения оставления необработанной любой части обрабатываемой детали после механической обработки и приложения большой нагрузки по механической обработке к обрабатываемой детали и инструменту в ходе механической обработки.
Изобретение относится к области станкостроения. Станок для механической обработки детали (W) инструментом (T) посредством горизонтального и вертикального перемещения шпинделя (14), на котором установлен инструмент (T), и обрабатываемой детали (W) друг относительно друга содержит вертикально подвижный башмак (12), поддерживающий шпиндель (14), установленный с возможностью вращения, устройство (30) для бесконтактного измерения обрабатываемых деталей (W), размещенный на боковой поверхности башмака (12) узел переноса (15) для перемещения устройства (30) между положением (P1) измерения и убранным положением (P2), средство управления (20), которое после оценки того, имеет или нет обрабатываемая деталь (W) плохую посадку или плохую форму, на основании результатов измерений устройства (30) соответствующим образом управляет перемещением инструмента (T) и обрабатываемой детали (W). Изобретение позволяет повысить точность обработки детали. 2 н. и 6 з.п. ф-лы, 9 ил.
1. Станок для механической обработки детали инструментом, размещенным в шпинделе, при перемещении друг относительно друга в горизонтальном и вертикальном направлениях шпинделя и обрабатываемой детали, отличающийся тем, что он содержит
башмак с установленным в нем с возможностью вращения шпинделем, размещенный с возможностью перемещения по меньшей мере в вертикальном направлении,
устройство измерения для определения координат подлежащей обработке части детали бесконтактным методом, формы, угла наклона обрабатываемой детали и расстояния до подлежащей обработке части детали,
узел переноса, расположенный на боковой поверхности башмака, для перемещения устройства измерения между положением измерения и убранным положением,
средство управления, выполненное с возможностью определения дефектов присоединения и формы обрабатываемой детали на основании определенных устройством измерения координат подлежащей обработке части детали, формы, угла наклона обрабатываемой детали и расстояния до подлежащей обработке части детали и с возможностью управления перемещением на основании результата этого определения по меньшей мере одного из инструмента и обрабатываемой детали.
2. Станок по п. 1, отличающийся тем, что узел переноса выполнен с возможностью перемещения устройства измерения между положением измерения и убранным положением в аксиальном направлении шпинделя.
3. Станок по п. 1, отличающийся тем, что
он снабжен дополнительными устройством измерения и узлом переноса для перемещения этого устройства измерения, которые расположены оппозитно упомянутым устройству измерения и узлу переноса, при этом устройства измерения выполнены с возможностью определения координат подлежащей обработке части детали, формы, угла наклона обрабатываемой детали и расстояния до подлежащей обработке части детали с обеих сторон обрабатываемой детали.
4. Станок для механической обработки детали инструментом, размещенным в шпинделе, при перемещении друг относительно друга в горизонтальном и вертикальном направлениях шпинделя и обрабатываемой детали, отличающийся тем, что он содержит
стол для съемного закрепления обрабатываемой детали, выполненный с возможностью перемещения в горизонтальном направлении,
устройство измерения для определения координат подлежащей обработке части детали бесконтактным методом, формы, угла наклона обрабатываемой детали и расстояния до подлежащей обработке части детали,
узел переноса, размещенный со стороны шпинделя по отношению к столу, для перемещения устройства измерения между положением измерения и убранным положением, выполненный с возможностью перемещения в вертикальном направлении,
средство управления, выполненное с возможностью определения дефектов присоединения и формы обрабатываемой детали на основании определенных устройством измерения координат подлежащей обработке части детали, формы, угла наклона обрабатываемой детали и расстояния до подлежащей обработке части детали и с возможностью управления перемещением на основании результата этого определения по меньшей мере одного из инструмента и обрабатываемой детали.
5. Станок по п. 4, отличающийся тем, что он дополнительно содержит
башмак с установленным в нем с возможностью вращения шпинделем и стойку, выполненную с возможностью поддерживания башмака в вертикальном направлении,
при этом узел переноса размещен на боковой поверхности стойки.
6. Станок по п. 4, отличающийся тем, что он дополнительно содержит
башмак с установленным в нем с возможностью вращения шпинделем и стойку, выполненную с возможностью поддерживания башмака в вертикальном направлении,
при этом узел переноса размещен на поверхности пола, на которой установлена стойка.
7. Станок по п. 4, отличающийся тем, что узел переноса выполнен с возможностью перемещения устройства измерения между положением измерения и убранным положением в аксиальном направлении шпинделя.
8. Станок по п. 4, отличающийся тем, что
он снабжен дополнительными устройством измерения и узлом переноса для перемещения этого устройства измерения, которые расположены оппозитно по отношению к столу, упомянутым устройству измерения и узлу переноса, при этом устройства измерения выполнены с возможностью определения координат подлежащей обработке части детали, формы, угла наклона обрабатываемой детали и расстояния до подлежащей обработке части детали с обеих сторон обрабатываемой детали.
| JP 2003326440 A, 18.11.2003 | |||
| УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ | 2005 |
|
RU2288809C1 |
| УСТРОЙСТВО ПРОГНОЗИРОВАНИЯ И УПРАВЛЕНИЯ ТОЧНОСТЬЮ ТОКАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) | 2008 |
|
RU2386519C2 |
| JPH 11151639 A, 08.06.1999 | |||
| JP 2006300817 A, 02.11.2006 | |||
| JPH 0493150 A, 25.03.1992 | |||
| US 2008161961 A1, 03.07.2008 | |||

