Изобретение относится к абразивному инструменту, предназначенному для разрезания на пластины камнеобразных материалов, преимущественно повышенной твердости (более 8 по шкале Мооса), например, сапфиров, широко применяемых при производстве электронных приборов.
Известна круглая в сечении волнообразно стуктуризированная проволока, применяемая преимущественно для разрезания материала с твердостью ниже 8 по шкале Мооса [1].
Процесс резания с использованием данной проволоки заключается в следующем.
На проволоку, движущуюся в продольном направлении, подается абразивная суспензия, состоящая из жидкости и абразивных частиц (в том числе алмазных) высокой твердости размером 5-30 мкм.
Однако данный инструмент не эффективен для резания материалов с твердостью выше 8, так как при резании материала такой твердости требуется прилагать на проволоку высокое давление и при этом разрушаются частицы абразива, а не разрезаемая заготовка.
Известна также абразивная проволока, содержащая длинномерную металлическую несущую основу и режущий алмазный слой, выполненный в виде прикрепленного к основе периферийного слоя и распределенных в нем зерен рабочих алмазов [2].
Она представляет собой круглую в сечении проволоку из высокопрочной стали твердостью 3400-4100 Н/мм2 диаметром 100-300 мкм с нанесенным по спирали алмазным слоем. Как правило, режущий алмазный слой выполняют толщиной 10-60 мкм из природных или синтетических алмазов размером 20-120 мкм на гальванической (никель или никель-кобальт) связке.
Принцип резания с использованием такой проволоки заключается в том, что движущаяся в продольном направлении со скоростью 1-20 м/с проволока, на которую подается охлаждающая жидкость, царапает алмазами разрезаемый материал в зоне их соприкосновения.
Преимуществом данного инструмента является возможность резания материала с одновременной резкой до 4000 пропилов путем создания из одной проволоки необходимого количества витков вокруг направляющих втулок.
Однако применение указанного инструмента для материалов с твердостью более 8 по шкале Мооса является неэффективным, так как при резке в работе находится большое количество алмазов и для эффективной работы требуется создавать большое давление, что достигается увеличением натяжения проволоки. Для предотвращения в этом случае ее обрыва следует увеличивать ее диаметр, что ведет к увеличению ширины пропила, а следовательно, и уменьшению количества готовых изделий.
К тому же указанный инструмент имеет высокую стоимость из-за сложности изготовления спирального слоя алмазного покрытия, что исключает его широкое промышленное использование.
Результат, для достижения которого направлено данное техническое решение, заключается в повышении эффективности и уменьшении стоимости процесса разрезания камнеобразных материалов повышенной твердости (более 8 по шкале Мооса).
Указанный результат достигается за счет того, что у абразивной проволоки, содержащей длинномерную металлическую несущую основу и режущий алмазный слой, выполненный в виде прикрепленного к основе периферийного слоя и распределенных в нем зерен рабочих алмазов, металлическая несущая основа выполнена волнообразной.
Размер рабочих алмазов выполнен в диапазоне размера одной фракции зерна, а амплитуда А волны волнообразной проволоки выполнена больше номинального размера фракции.
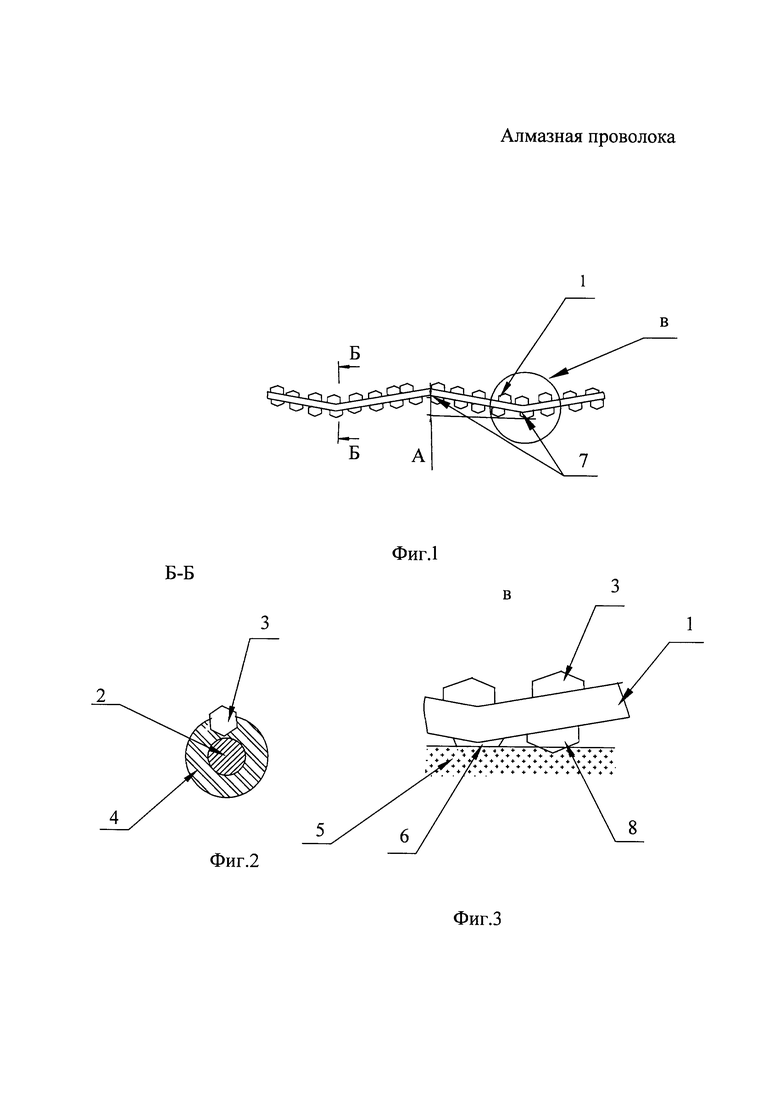
Пример выполнения заявляемого устройства поясняется чертежами, где на фиг. 1 представлена абразивная проволока, на фиг. 2 - разрез Б-Б, на фиг. 3 - место В.
Абразивная проволока 1 содержит длинномерную (протяженную) металлическую несущую основу 2 и режущий алмазный слой в виде зерен рабочих алмазов 3, распределенных в прикрепленном к основе периферийном слое 4. Металлическая несущая основа выполнена волнообразной.
Размер рабочих алмазов выполнен в диапазоне размера одной фракции зерна, то есть при изготовлении алмазной проволоки применяют алмазы одной фракции. Размер фракции для изготовления алмазной проволоки выбирают в зависимости от разрезаемого материала и требований к резке.
Металлическую несущую основу выполняют круглого сечении из высокопрочной стали твердостью 3400-4100 Н/мм2. Как правило, периферийный слой выполняют на гальванической (никель или никель-кобальт) связке, а также на органической (полимерной) связке.
Процесс резки материала с использованием данной алмазной проволоки заключается в следующем.
Алмазную проволоку перемещают в продольном направлении со скоростью 1-30 м/с и на нее подают охлаждающую жидкость. Рабочие алмазы 6, размещенные на ее поверхности в зоне перегиба 7, царапают разрезаемую заготовку 5 в зоне их соприкосновения. Шлам от прорезаемого материала скапливается в полости между разрезаемой заготовкой и изгибами проволоки и выносится при перемещении проволоки.
При износе рабочих алмазов 6 и периферийного слоя 4 алмазной проволоки, проволока, опускаясь, немного растягивается. При этом постепенно, по мере износа алмазов 6 в зоне перегиба 7, включаются в работу соседние рабочие алмазы 8, что создает эффект «самозаточки» проволоки и обеспечивает возможность в процессе эксплуатации использовать подавляющее большинство рабочих алмазов. Это достигается за счет того, что размер рабочих алмазов выполнен в диапазоне размера одной фракции зерна, а амплитуда А волны волнообразной проволоки выполнена больше номинального размера фракции зерна.
Высокая скорость резания обеспечивается за счет того, что за счет волнообразного профиля алмазной проволоки появляется возможность создавать большие удельные давления на разрезаемую заготовку без увеличения натяжения проволоки. Это увеличивает глубину царапин и соответственно скорость резания за счет объемного разрушения материала, то есть процесс резки становится менее энергозатратным.
Возможность создания больших удельных давлений на разрезаемую заготовку без увеличения натяжения проволоки позволяет также снижать потери разрезаемого материала, а, следовательно, увеличивать выход годных пластин, так как возникает возможность применять меньший диаметр проволоки, а толщина пропила зависит от диаметра проволоки и размера режущего алмазного слоя.
Повышение эффективности резки обеспечивается эффективным выносом шлама от прорезаемого материала в полости между разрезаемой заготовкой и изгибами проволоки, что дает возможность увеличить скорость перемещения проволоки, а также одновременной резки до 4000 пропилов путем создания из одной проволоки необходимое количество витков вокруг направляющих втулок, в том числе и заготовок любой твердости с габаритами до 1 м.
Уменьшение расхода проволоки происходит за счет того, что в зону резания обеспечивается поступление большого количества охлаждающей жидкости, исключающей перегрев режущего алмазного слоя и соответственно его разрушения, а также от эффекта «самозаточки» проволоки.
Таким образом, данное техническое решение позволит:
- повысить эффективность процесса разрезания камнеобразных материалов повышенной твердости (более 8 по шкале Мооса);
- уменьшить стоимость процесса резки;
- увеличить выход годных изделий при разрезании материала на пластины.
Источники информации
1. Патент WO 2013/135895 А1, МПК B23D 61/18, 19.09.2013.
2. Патент РФ на полезную модель №91924, МПК B26D1/547, 2009.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНЫЙ ОТРЕЗНОЙ ИНСТРУМЕНТ | 2013 |
|
RU2538745C1 |
| АЛМАЗНАЯ ПРОВОЛОЧНАЯ ПИЛА | 2012 |
|
RU2558561C2 |
| Отрезной абразивный круг | 1990 |
|
SU1738626A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ С ПОЛИМЕРНОЙ СВЯЗКОЙ | 2012 |
|
RU2567165C2 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 1994 |
|
RU2086394C1 |
| ГРАФЕНОВЫЙ РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ СТЕКЛОРЕЗА | 2014 |
|
RU2562080C1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| АБРАЗИВНАЯ ПРОВОЛОКА ДЛЯ РЕЗКИ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ЕЕ ПРИМЕНЕНИЕ | 2014 |
|
RU2653378C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ МЕТОДОМ СПЕКАНИЯ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ | 1999 |
|
RU2232073C2 |
| Смесь абразивная для гидроабразивной резки и способ определения ее процентного состава | 2016 |
|
RU2715509C2 |
Изобретение относится к абразивным инструментам, предназначенным для разрезания на пластины камнеобразных материалов повышенной твердости (более 8 по шкале Мооса), например, сапфиров, применяемых при производстве электронных приборов. Абразивная проволока содержит длинномерную металлическую несущую основу с режущим алмазным слоем в виде зерен рабочих алмазов, распределенных в прикрепленном к основе периферийном слое. Металлическая несущая основа выполнена волнообразной с размером рабочих алмазов в диапазоне размера одной фракции зерна, то есть при изготовлении алмазной проволоки применяют алмазы одной фракции. Изобретение позволяет повысить эффективность процесса разрезания и уменьшить его стоимость. 3 ил.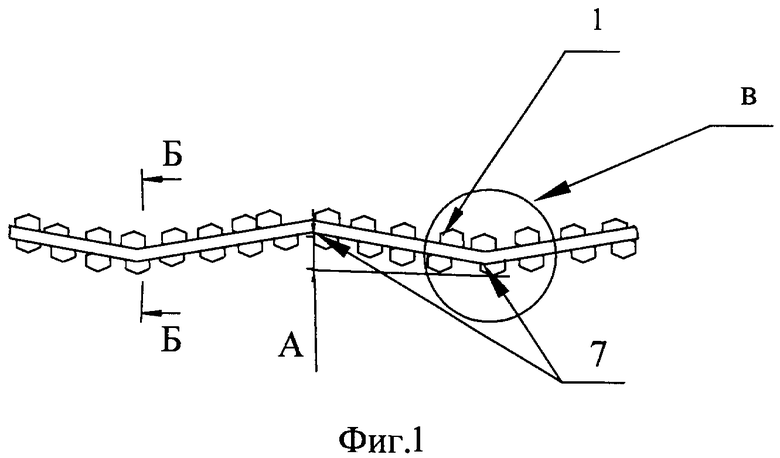
Абразивная проволока, содержащая длинномерную металлическую несущую основу с режущим алмазным слоем, выполненным в виде прикрепленного к основе периферийного слоя с распределенными в нем зернами рабочих алмазов, отличающаяся тем, что использованы рабочие алмазы с размером зерна, выбранным из размерного диапазона одной фракции зерна, а длинномерная несущая основа выполнена волнообразной с амплитудой волны, превышающей номинальный размер зерна из упомянутого размерного диапазона.
| АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1993 |
|
RU2053109C1 |
| Бесконечная алмазно-абразивная пила | 1981 |
|
SU1024250A2 |
| 0 |
|
SU91924A1 | |
| Электрический ограничитель скорости подъемной машины | 1972 |
|
SU468858A1 |

