Фиг. 2
Изобретение относится к инструментальной промышленности, конкретнее к ал- мазоабразивным кругам с внутренней режущей кромкой, предназначенным для резки на пластины монокристаллов кремния и других сложных полупроводниковых композиций.
Целью изобретения является повышение устойчивости круга в процессе резки.
Поставленная цель достигается тем, что в отрезном круге, на корпусе которого укреплен алмазоабразивный рабочий слой, последний симметрично разделен диском (кольцом) по всей высоте слоя, причем твердость диска меньше твердости рабочего слоя. Толщина кольцевого диска находится в пределах (0,5-1,0) dcp, где dcp - средний размер абразивного зерна в рабочем слое.
Указанный диапазон толщины кольцевого диска обусловлен следующим. Нижний предел 0,5 dcp определяется минимально необходимой прочностью диска, чтобы противостоять механическим усилиям, возникающим при подаче алмазных зерен в зону их прикрепления - заращивания в процессе формирования рабочего слоя. Верхний предел 1,0 dcp обусловлен необходимостью обеспечить разрушение разрезаемого материала в зоне соприкосновения кольцевого диска с материалом. Как показывают исследования, алмазные зерна при резке создают в разрезаемом монокристалле микротрещины, глубина которых в среднем равна половине размера алмазного зерна. Следовательно, для разрушения разрезаемого материала в зоне кольцевого диска расстояние между алмазными зернами разделенных половин рабочего слоя должно быть не более двух глубин микротрещин, т.е. одного среднего диаметра алмазного зерна.
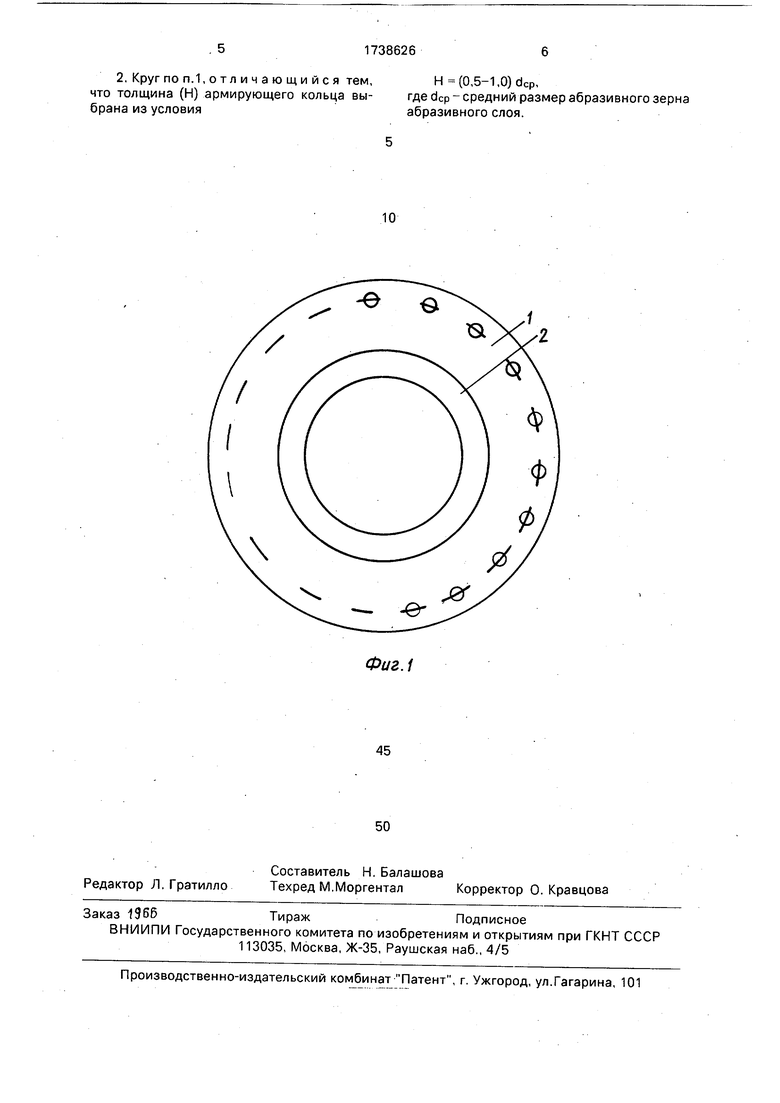
На фиг.1 изображен отрезной круг, общий вид; на фиг.2 - круг в процессе его изготовления,сечение.
Круг выполнен в виде тонколистового металлического корпуса 1 с внутренним центральным отверстием, на поверхность кромки которого гальванически осажден алмазоабразивный рабочий слой 2, симметрично разделенный пополам металлической перегородкой, в целом выглядящей как кольцевой диск.
Пример. Отрезной круг АКВР 546x184x0,32 мм (наружный диаметр круга, диаметр внутреннего отверстия и толщина корпуса) изготовлен методом гальванической обработки пакета корпусов кругов. Изготовлены круги и других типоразмеров. Сначала на периферийной кромке внутреннего отверстия корпуса круга формируют
кольцевой диск 3 толщиной 35/50 мм (указан диапазон разброса в пакете корпусов кругов) методом нагнетания никелевого электролита в щель между изоляторами 4,
плотно прижатыми к корпусу круга (фиг,2а). Затем известными способами гальваники (с использованием изоляторов 5) вокруг периферийной кромки с кольцевым диском формируют покрытие из алмазных зерен АС6
50/40 на никелевой связке (фиг.2б). По завершении гальванического процесса осаждения механическими средствами, например, шлифкругом снимают часть алмазоносного слоя с периферийной стороны
до вскрытия металла кольцевого диска 3 (фиг.2в),
Круг работает следующим образом. Кругами заявляемого типа режут на пластины толщиной 0,3-1,0 мм хрупкие твердые материалы, например монокристалл кремния. Процесс резания таких материалов - это образование алмазными зернами круга в материале микротрещин и выкрашивание материала из полосы резания. Заявляемый круг в центре фронта резания создает микротрещины, распространяющиеся и пересекающиеся перед кольцевым диском, что создает нормальные условия для выкрашивания материала в этой зоне. Разрезаемый материал ввиду более высокой твердости, чем материал кольцевого диска 3, будет изнашивать соприкасаемую поверхность кольцевого диска более быстро, чем изнашивается сам. Это обуславливает возникновение и постоянное поддержание в центре алмазоабразивного рабочего слоя круга впадины в виде центральной кольцевой канавки, которая обеспечивает устойчивость круга от боковых смещений при
резке.
Повышение устойчивости режущей кромки круга обеспечивает уменьшение на 2-5% отходов материала разрезаемого объекта: пластины выходят более ровными, с
меньшими отклонениями от плоскостности, что позволяет уменьшить припуск на последующую сошлифовку и за счет этого увеличить на 2-3% выход пластин.
Формула изобретения
1. Отрезной абразивный круг, выполненный в виде дискового корпуса с располо- женным на его торцах и периферии абразивным слоем, отличающийся
тем, что, с целью повышения устойчивости круга в процессе резки, на периферийной части корпуса в плоскости симметрии его торцов абразивный слой армирован кольцом, твердость материала которого меньше твердости абразивного слоя.
2. Круг по п. 1,отличающийся тем, что толщина (Н) армирующего кольца выбрана из условия
Н (0,5-1,0)dcp,
где dcp - средний размер абразивного зерна абразивного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный инструмент | 1984 |
|
SU1283071A1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2041053C1 |
| ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2072296C1 |
| АБРАЗИВНЫЙ ОТРЕЗНОЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2008189C1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1234175A2 |
| СПОСОБ РЕЗКИ КРЕМНИЕВОГО СЛИТКА НА ПЛАСТИНЫ | 2010 |
|
RU2431564C1 |
| СПОСОБ РЕЗКИ МОНОКРИСТАЛЛОВ КРЕМНИЯ | 1998 |
|
RU2155131C2 |
| Алмазный инструмент | 1988 |
|
SU1703427A1 |
| Способ восстановления изношенных деталей с поверхностью, шаржированной алмазными порошками | 2018 |
|
RU2724221C2 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 1995 |
|
RU2078679C1 |
Использование: для резки пластин монокристаллов. Сущность изобретения: абразивный слой 2 на периферийной части корпуса круга симметрично разделен армирующим кольцом 3. Износ этого кольца более быстрый, чем износ абразивного его окружения, в процессе резания создает на фронтальной режущей части круга центральную кольцевую канавку, уменьшающую боковые уводы. 1 з.п. ф-лы, 2 ил.
Фиг.
| Отрезной круг | 1984 |
|
SU1230811A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
